1. Introduction
Plastic film mulching technology, renowned for its moisture conservation and yield enhancement benefits, is extensively employed in arid crop-growing regions such as Xinjiang, China [
1]. Currently, the mulched area in Xinjiang exceeds 3.67 million hectares with annual film consumption reaching 2.5 × 10
5 metric tons—representing massive utilization volumes [
2]. However, incomplete recovery leads to progressive accumulation in soils, severely impeding subsequent crop growth. Farmlands with residual film unrecovered for over a decade persist in Xinjiang. Statistics indicate an average residual film accumulation of approximately 260 kg/ha in Xinjiang’s croplands, exhibiting an increasing trend [
3].
This residual film significantly deteriorates soil physicochemical properties and reduces crop yields, undermining agricultural sustainability [
4,
5,
6]. When retained in tillage layers, the film undergoes mechanical degradation due to erosion from soil, stones, and irrigation [
7]. Its flexible nature promotes tight bonding with soil, resulting in random horizontal layering or aggregation within the tillage layer that hampers film–soil separation [
8]. Furthermore, fragmented distribution patterns cause substantial film loss during mechanical recovery [
9,
10].
Regarding research on subsurface residual film recovery equipment, farmlands in other countries primarily utilize high-reliability, high-strength plastic films. Post-harvest, these films can be recovered largely intact, effectively preventing residual film accumulation within the tillage layer. Consequently, global research specifically focused on recovering subsurface residual film remains limited [
11]. In contrast, Chinese scholars pioneered research in this field during the 1980s. To date, a diverse range of subsurface residual film recovery machinery has been developed [
12,
13,
14]. To address distinct technical challenges, researchers have engineered various film–soil separation mechanisms, including Zhang et al. who designed a counter-flow separation device exploiting differential frictional properties between residual film and soil clods on conveyor belts, directing film to collection boxes while soil falls back to fields via gravity [
15]. Guo et al. proposed a comb-lifting/pneumatic-stripping method to resolve high soil impurity issues, where combs elevate subsurface film before suction mechanisms transfer it to collection chambers [
16]. Luo et al. developed a chain-screening recovery machine: digging loosens soil, then chain-mounted hooks extract film from the tillage layer for separation [
17]. Zhang et al. employed vibration for preliminary film–soil segregation, followed by pneumatic conveyance to collection bins via blowers [
18].
In summary, current conventional residual film recovery processes face three persistent challenges; small soil clods adhering to film surfaces result in high soil content in recovered material. Extraction via spiked-chain mechanisms induces tearing during “hooking-and-pulling” operations. Pneumatic separation systems ingest fine soil particles into film collection chambers, thereby increasing power consumption [
19].
With the continuous advancement of computer technology, DEM–MBD coupled simulation provides an efficient, flexible, and visual research method for studying the contact and motion processes between agricultural machinery components and soil. Current research has employed DEM–MBD coupled simulation to study operations such as straw clearing and soil tillage. Zhang et al. optimized the reliability of soil-engaging components based on structural measurements to model the interaction between corn stalks and soil [
20]. Zeng et al. utilized DEM–MBD coupled simulation to obtain the optimal parameter combination for a rotary trenching cutter assembly and investigated its soil disturbance mechanism [
21]. Yang et al. established a soil–tool interaction simulation model using DEM–MBD coupled simulation technology, providing a basis for the structural simulation and optimization of tillage tools [
22]. However, existing research rarely involves simulating material conveying and separation under the coupled action of conveying and vibration. Furthermore, validation tests are often based on soil bin experiments under specific conditions rather than actual field operations, which may lead to discrepancies between the analysis results and real field behavior.
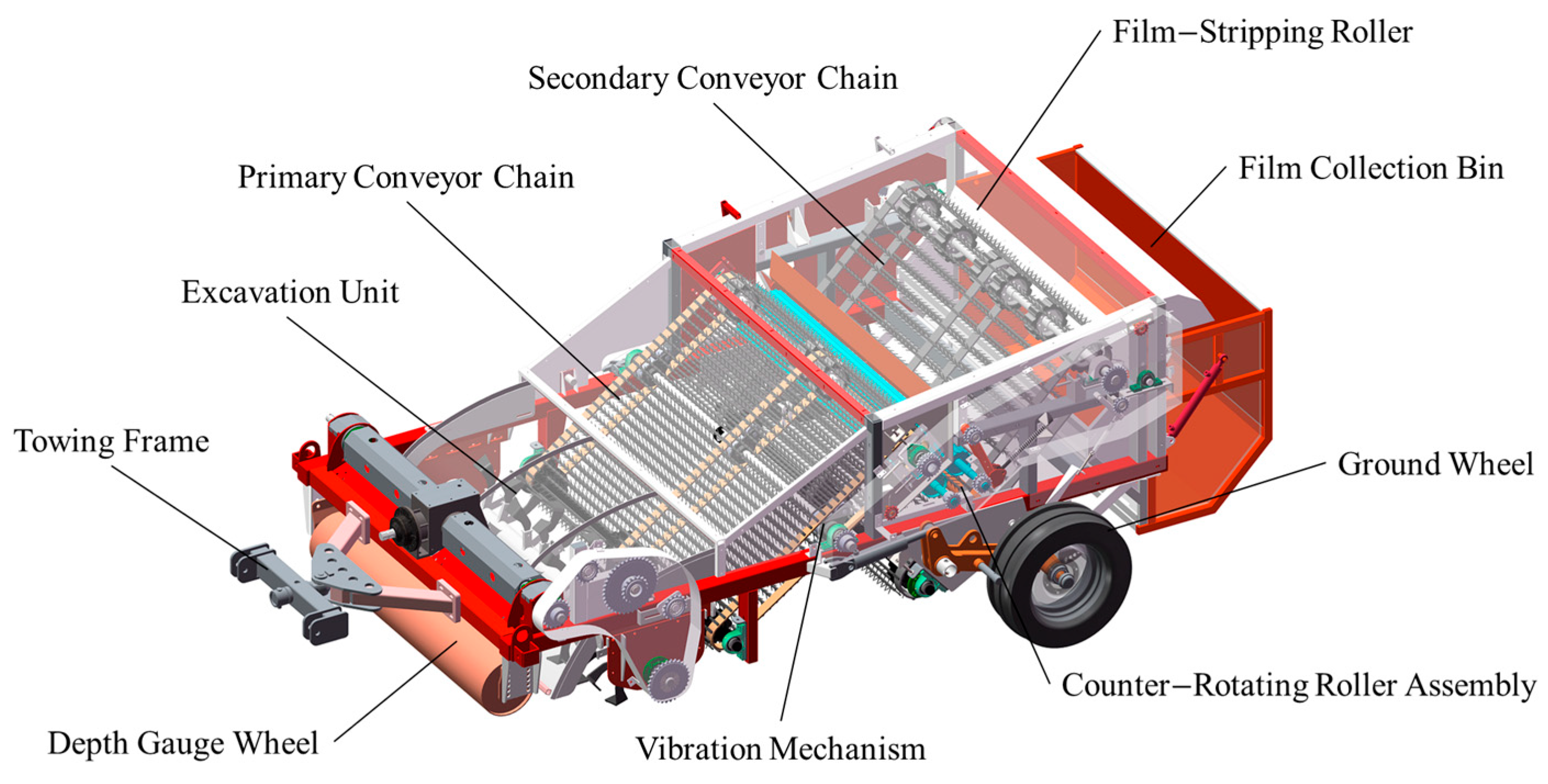
Addressing the operational requirements for residual film recovery in China’s tillage-layer soils, this study develops a novel residual film recovery machine for Xinjiang cotton fields. The machine features an innovative three-stage separation mechanism: (1) primary vibratory conveyance, (2) counter-rotating roller compaction, and (3) secondary conveyance.
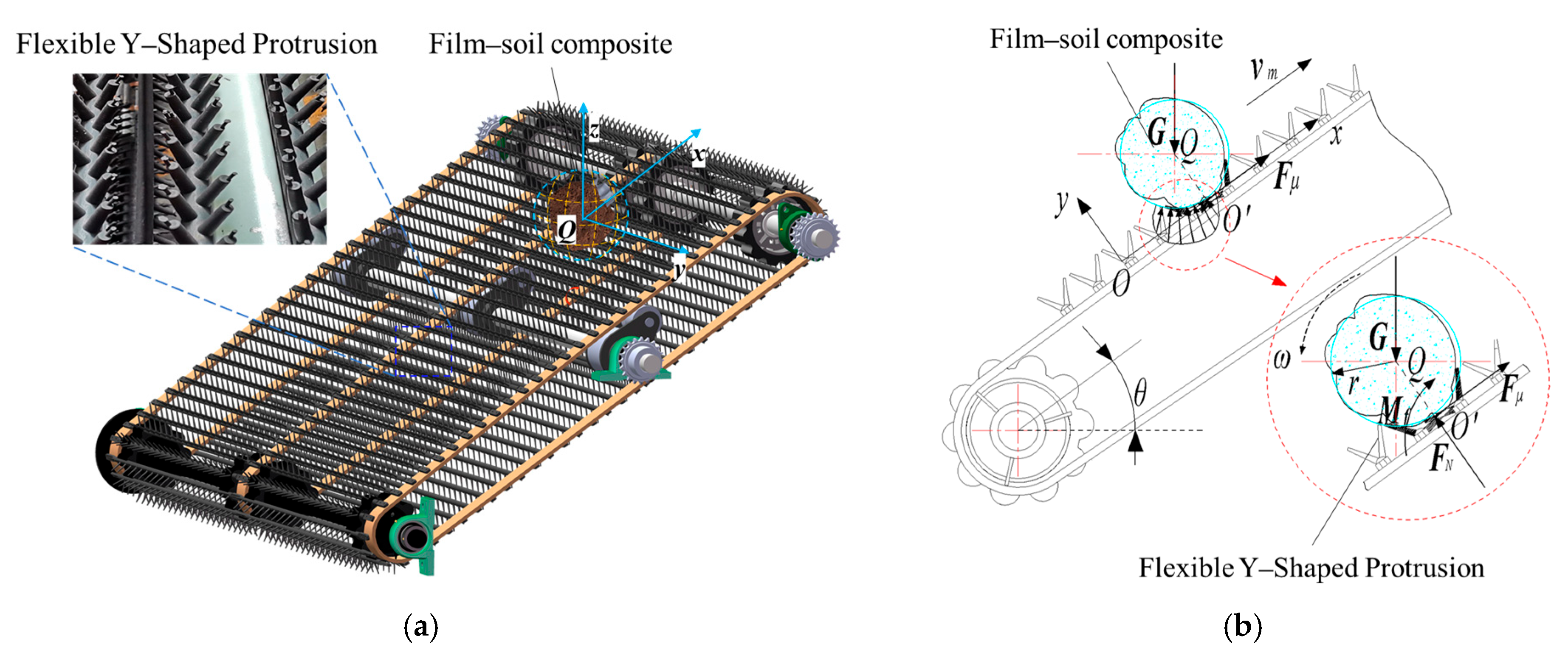
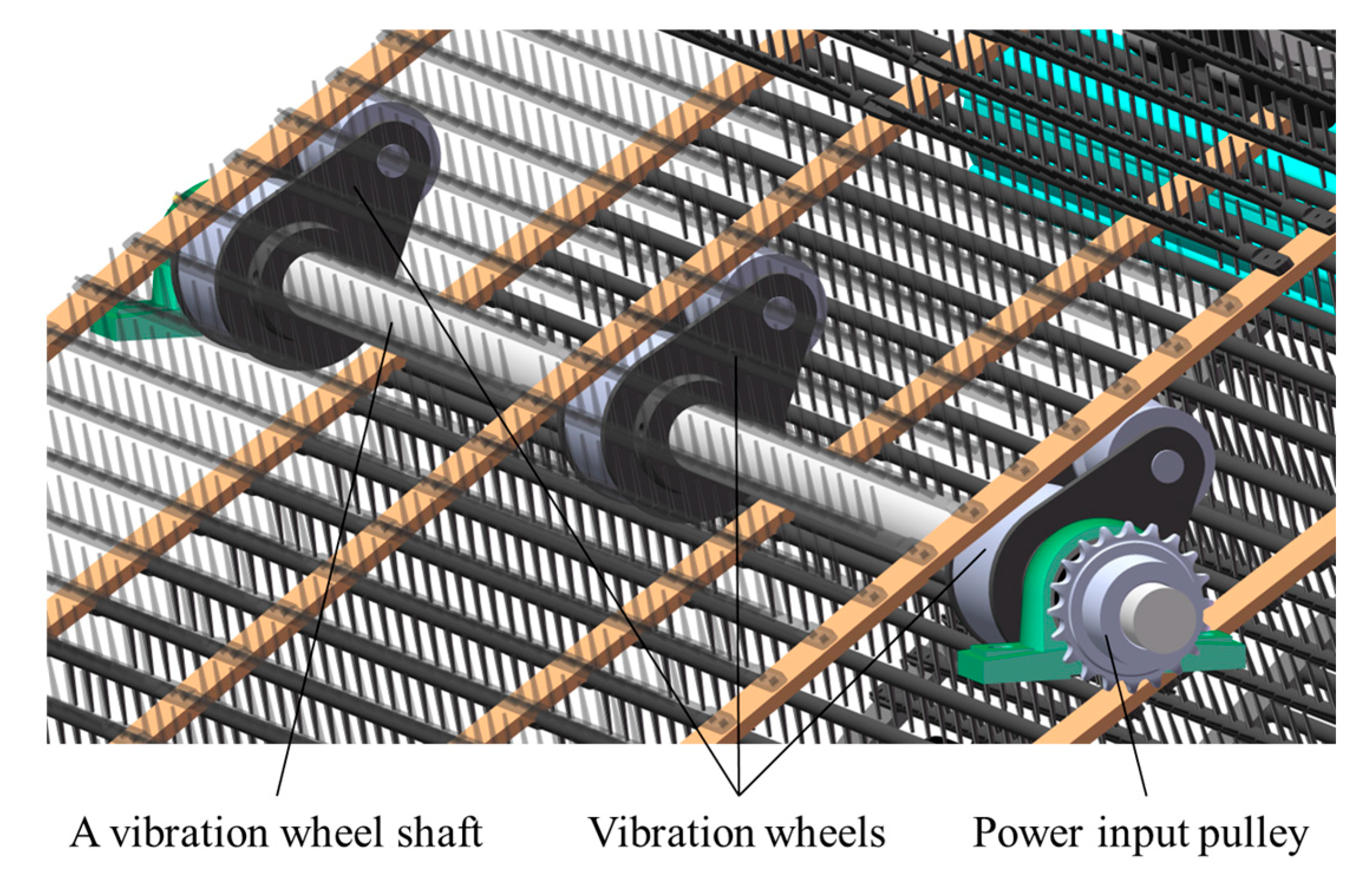
The process operates as follows: The primary vibratory chain conveyor transports the bulk soil–film mixture while simultaneously achieving preliminary separation. Intermeshing counter-rotating rollers then apply crushing compressive force to disintegrate soil clods adhering to or encapsulating film fragments. Finally, the secondary chain conveyor transfers the purified residual film to the collection bin. Compared to conventional technology, this structure adopts a coupled action of vibrating conveyor chains and a vibrating mechanism. This ensures that, while maintaining the integrity of the residual film, fine soil fragments are shaken off through the gaps in the conveyor chains and returned to the field, achieving primary film–soil separation. Based on this design, we conducted a mechanical analysis of film–soil composite conveyance stability on the primary chain. Using RecurDyn 2023 simulations for the vibration mechanism, we systematically identified key factors affecting preliminary separation efficiency. We then employed DEM–MBD coupled simulations to optimize parameters for maximum separation effectiveness. Subsequent field validation confirmed both the accuracy of the simulation model and the machine’s operational performance. This integrated approach establishes a critical theoretical foundation for achieving high-efficiency film–soil separation in subsurface residual film recovery systems.
3. Results
3.1. Single-Factor Test Analysis
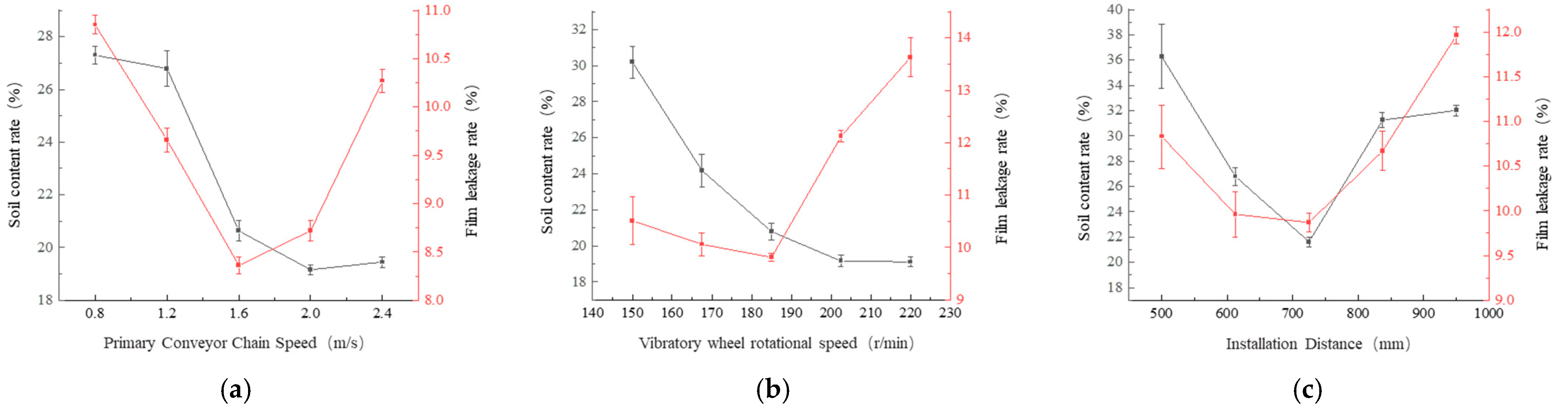
To further optimize the structural parameters, taking the primary conveyor Chain speed, vibration wheel rotational speed, and the installation distance as factors, and using the soil content rate Y1 and film leakage rate Y2 as the test indicators, a single-factor experiment was conducted. To minimize experimental variability, each test group was repeated for five replicates, with the averaged results serving as the experimental values.
3.1.1. Primary Conveyor Chain Speed
As shown in
Figure 11a, the influence law of the speed of the primary conveyor chain on the soil content is that it first decreases and then increases as the speed of the primary conveyor chain increases. This is mainly because the primary conveyor chain can increase the disturbance of the film–soil mixture during the conveying process, so its influence on the soil content is relatively significant. The primary conveyor chain can transport a large amount of film–soil mixture as the speed increases, avoiding the accumulation of materials, thereby reducing the soil content. However, when the speed increases to a certain value, the film–soil composite can “jump” over the pinch roll mechanism and fall onto the second conveying chain, causing an increase in the soil content. The leakage of film increases with the increase in the speed of the primary conveyor chain. This is mainly because the increase in the speed of the primary conveyor chain increases the instability of the transportation of the film–soil mixture, causing some film–soil composites to “roll” and “jump”, resulting in an increase in the film leakage rate.
3.1.2. Vibration Wheel Rotational Speed
As shown in
Figure 11b, the influence law of vibration wheel rotational speed on the soil content is that it decreases as the rotational speed of the vibration wheel increases. This is mainly because the increase in vibration wheel rotational speed enhances the vibration characteristics of the conveying chain. After the film soil mixture is subjected to the vibration of the conveying chain, the degree of film soil separation disturbance becomes greater. Therefore, it is easier to separate the film and soil. When it reaches a certain value, it can cause instability of the film–soil composite body and cause it to “jump” over the pair of rollers, resulting in the inability to crush the film soil composite body and an increase in the soil content. The influence law of vibration wheel rotational speed on the film leakage rate is that the film leakage rate first remains unchanged and then increases as the rotational speed of the vibration wheel increases. The reason is that the greater the rotational speed of the vibration wheel, the greater the impact force of the vibration collision on the conveying chain, resulting in more intense vibration “jumping” of the film–soil composite body in the later stage of the conveying process, causing the leakage phenomenon.
3.1.3. Installation Distance
As shown in
Figure 11c, the influence law of installation distance on the soil content rate is that it decreases first and then remains stable as the installation distance increases. This is mainly because the smaller the installation distance of the vibration wheel, the less the vibration characteristics of the vibration wheel on the film–soil mixture are affected by the mass of the film–soil mixture, and the finer soil being transported will cause an increase in the soil content. As the installation distance increases, the vibration characteristics of the conveying chain also increase until the fine soil on the primary conveyor chain is completely “dusted off” onto the field. The influence law of installation distance on the leakage rate is that it increases first and then decreases as the installation distance increases. Combined with the explanation of the installation distance, if the installation distance of the vibration wheel is too small, it will cause the film–soil mixture thrown onto the conveying chain to be unstable, resulting in the film–soil mixture sliding off the conveying chain and falling outside the machine body. As the installation distance increases, when the film–soil mixture on the conveying chain presents a stable state, the vibration wheel shows regular vibration on the film–soil mixture at this time, and the film leakage rate decreases. If the installation distance is too large, the separated film–soil complex at the end of the conveying chain presents a “jumping” phenomenon, causing the film leakage rate to increase.
3.2. Test Results and Analysis of Variance
A three-factor, five-level orthogonal test comprising twenty experimental groups was executed according to the design. Each group was repeated three times, with the average values of soil content rate (
Y1) and film leakage rate (
Y2) recorded as experimental results. Analysis of variance (ANOVA) was performed using Design-Expert 13 software [
38], yielding the test results summarized in
Table 4 and ANOVA results in
Table 6.
Analysis of Variance (ANOVA) results in
Table 7 indicate statistically significant differences (
p < 0.0001) for both the soil content rate and film leakage rate models. The lack-of-fit terms yielded
p values of 0.7363 and 0.9592, demonstrating non-significance and confirming excellent model fitness. These validated models effectively describe experimental observations and demonstrate strong applicability for theoretical predictions of soil content rate and film leakage rate.
For the soil content rate performance metric, all three factors exhibited highly significant effects (
p < 0.01), with the relative influence ranking as follows: primary conveyor chain speed > vibration wheel rotational speed > installation distance. Regarding the film leakage rate metric, all factors demonstrated significant impacts: both installation distance and vibration wheel rotational speed showed highly significant effects (
p < 0.01), while primary conveyor chain speed had a significant effect (
p < 0.05). The descending order of influence on missed film rate was installation distance > vibration wheel rotational speed > primary conveyor chain speed. After eliminating the insignificant factors, the regression equation obtained is
3.3. Parameter Optimization
The optimal parameter combination was determined by minimizing both soil content rate (Y1) and film leakage rate (Y2), while accounting for field operating conditions of the machinery: when the speed of the primary conveying chain was 1.61 m/s, the rotational speed of the vibration wheel was 186.2 r/min, and the installation distance was 688.2 mm, the soil inclusion rate Y1 and the film leakage rate Y2 reach their optimal values, which were 18.11% and 7.61%, respectively.
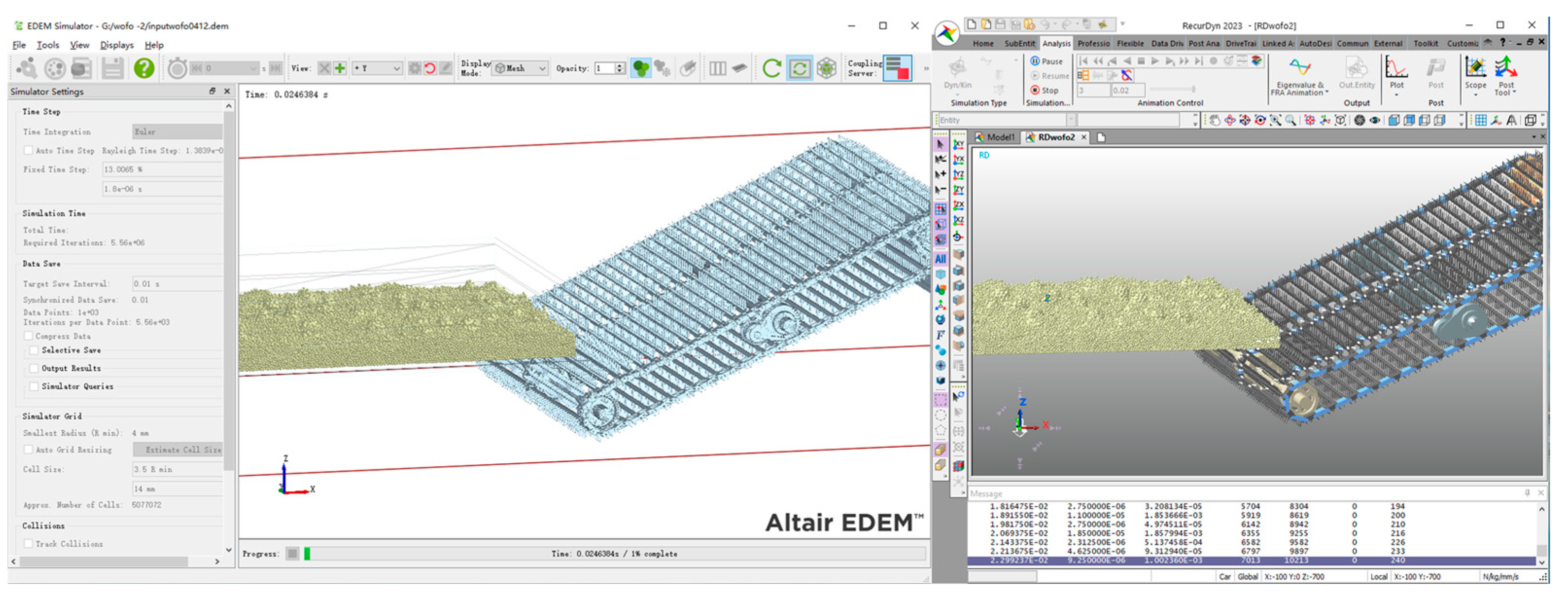
3.4. Analysis of Conveyance Vibration Process Based on Discrete Element Model
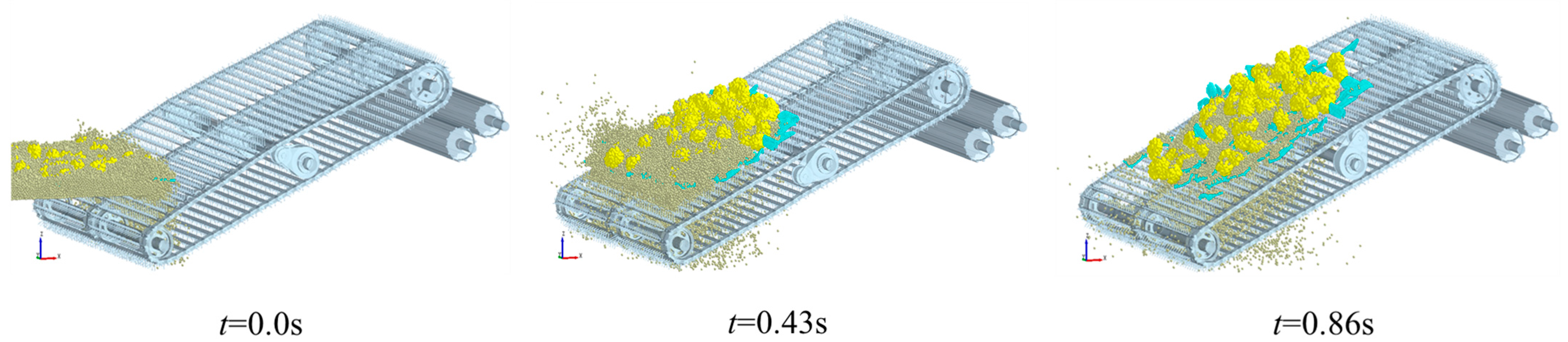
Figure 12 displays the numerical simulation results of the conveyance process [
39,
40,
41], where fragmented soil particles are represented in dark yellow; film–soil composites are shown in yellow; and residual film are colored cyan.
Based on these results, the following conclusions are drawn. To facilitate description of this motion process, the film–soil vibrating conveying and separation device is divided into three functional zones: Conveying Zone, Vibration Zone, and Stable Transport Zone.
- (1)
0–0.2 s: As the film–soil vibrating conveying and separation device advances, the primary conveyor chain first contacts the mixture of fragmented soil, film–soil composites, and residual film, supporting and conveying it upward. During this process, differential motion states emerge due to distinct physical properties of the three materials, enabling effective separation: film–soil composites exhibit “leaping” and “tumbling” behaviors; fragmented soil particles fall through gaps in the conveyor chain under combined effects of systemic vibration characteristics; minor vibrations from the flexible conveyor chain; residual film lies flat on the primary conveyor chain with minimal displacement.
- (2)
0.2–0.43 s: As the mixture advances toward the vibration mechanism on the primary conveyor chain, enhanced segregation occurs among fragmented soil, film–soil composites, and residual film. At the vibration mechanism, soil particles exhibit increased fall-through from chain gap. Film–soil composites undergo vigorous leaping, tumbling, and return motions. Residual film shows low-amplitude vibration.
- (3)
0.43–0.86 s: After complete discharge of fragmented soil, only film–soil composites and fragmented residual film remain. With increasing distance from the vibration mechanism, materials transition to stable conveyance states, which achieves primary separation efficiency.
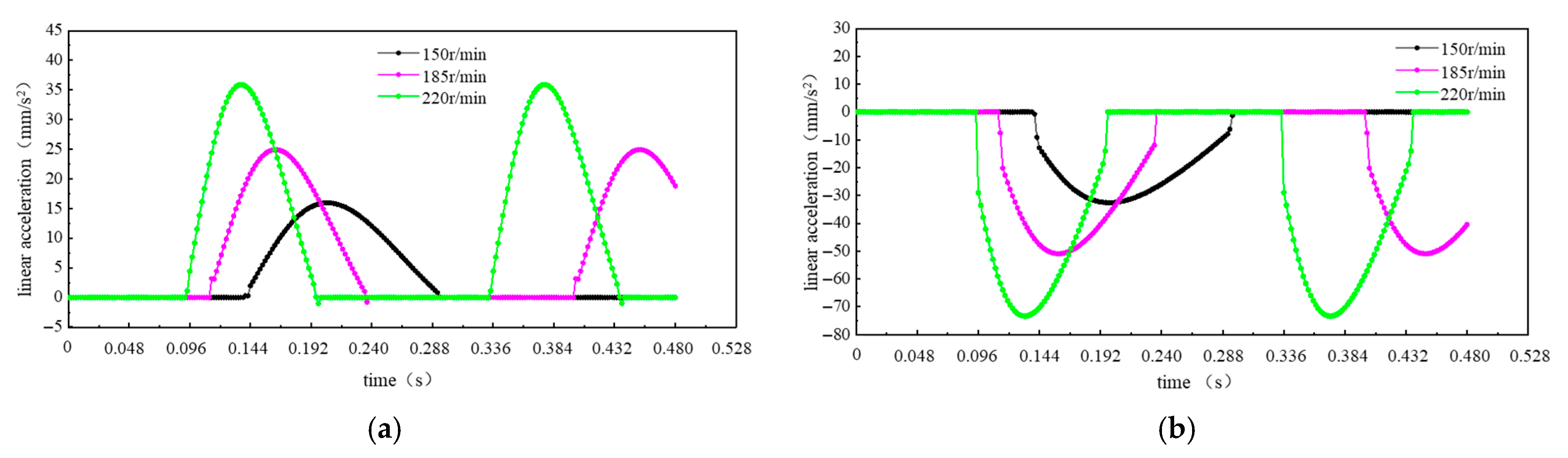
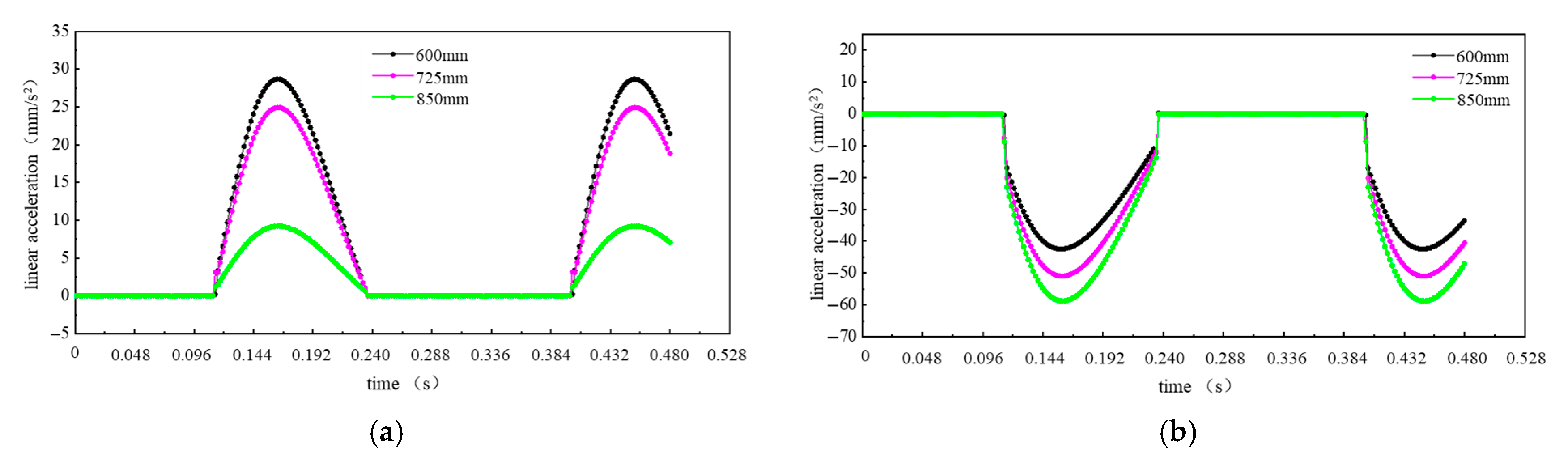
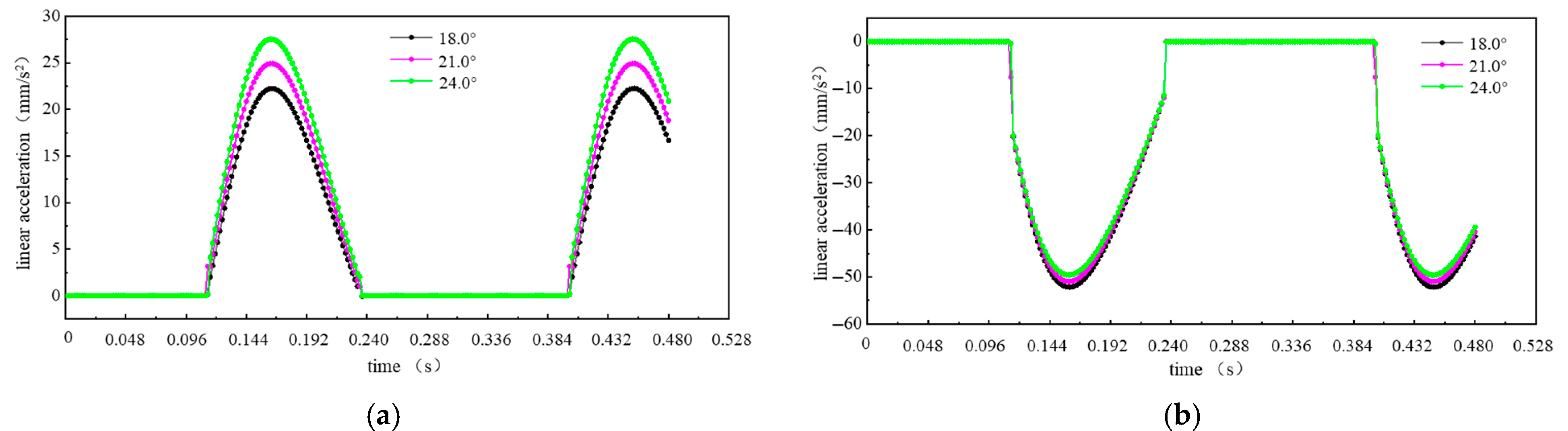
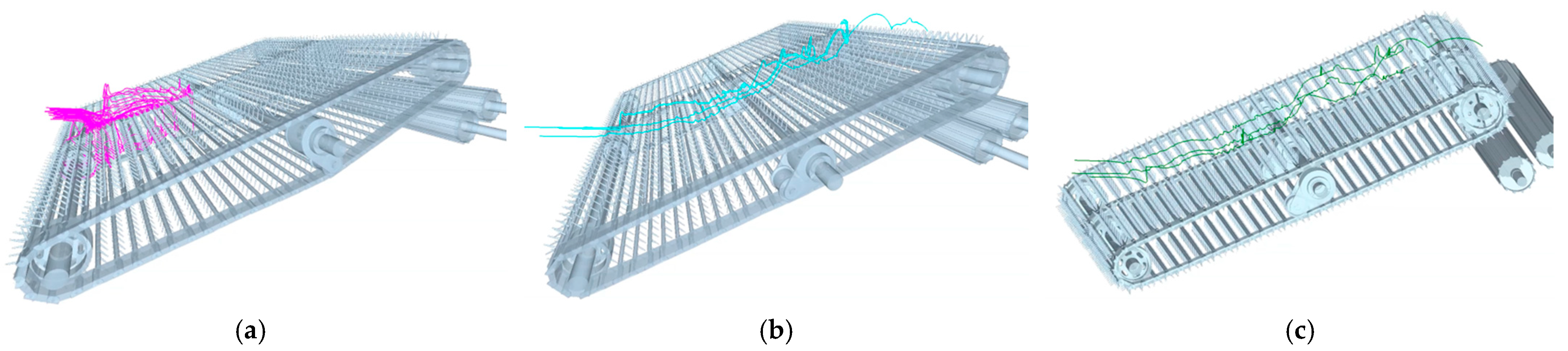
Figure 13 displays trajectories of finely crushed soil particles, film–soil composites, and residual film under identical conditions. Finely crushed soil particles fall through chain gaps under combined conveying and vibrational forces, with particle loss increasing along the conveyor length. Film–soil composites exhibit bouncing movement during rearward transport, showing greater bounce velocity amplitude near the vibration mechanism. As soil particles detach, residual film separates and lays flat on the conveyor chain. Motion simulation indicates residual film velocity is minimally affected by the vibration mechanism.
3.5. Field Validation Experiment Analysis
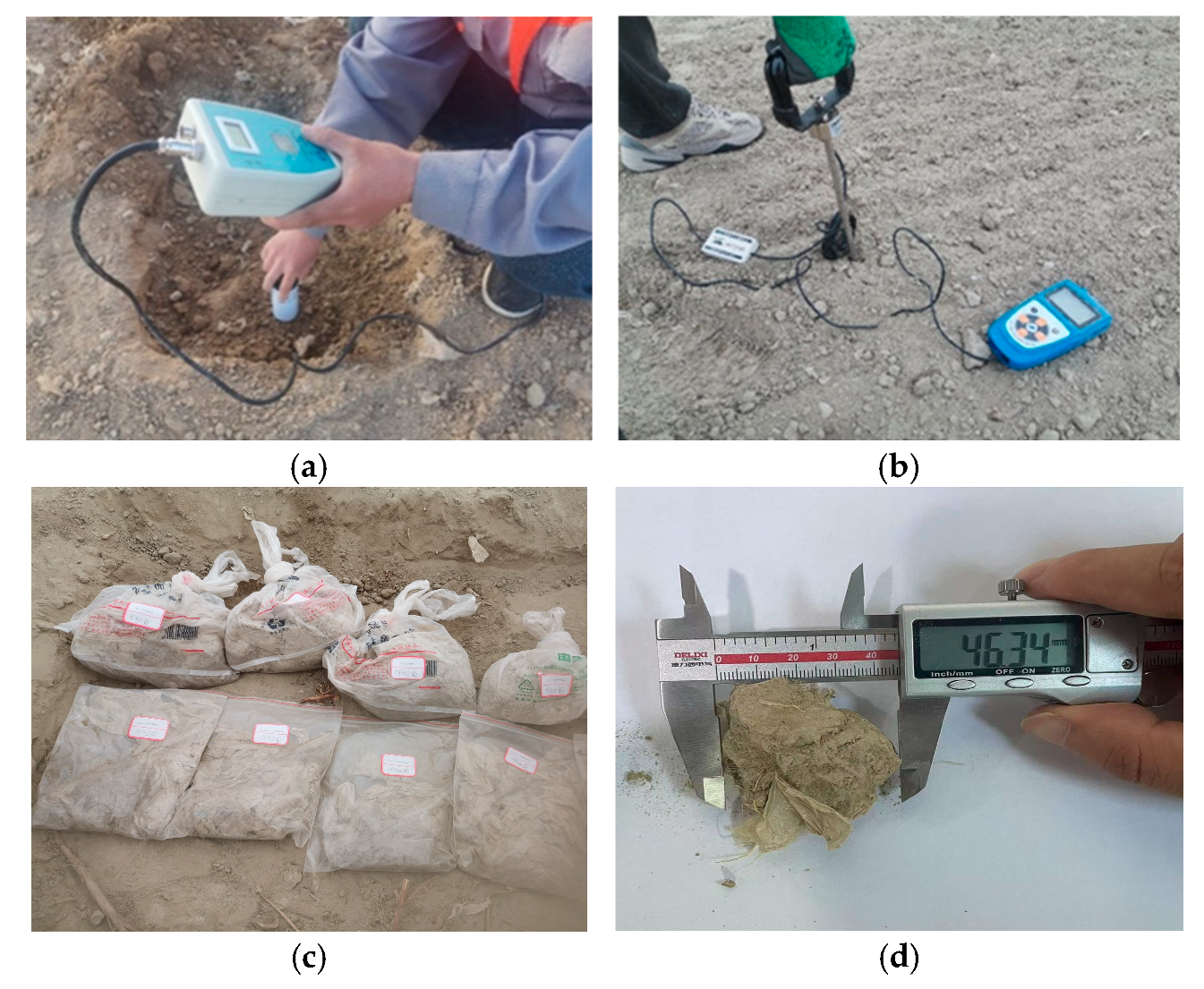
3.5.1. Experimental Methodology
To validate the reliability of theoretical simulation results, field tests were conducted in compliance with Standard “GB/T 25412-2021 Residual Film Recovery Machines” [
42] and “NY/T 1277-2019 Operating Quality of Residual Film Recovery Machines” [
43]. Each test plot measured 10 m in length, with 2 m sections excluded at both acceleration and deceleration phases to ensure data accuracy. The central 6 m segment served as the data acquisition zone for calculating soil content rate and film miss rate. During the field experiment, the parameters of the film−soil vibrating conveying and separation device were set as follows: the speed of the primary conveyor chain was 1.61 m/s, the vibration wheel rotational speed was 186.2 r/min, and the installation distance was 688.2 mm. The test results are shown in
Figure 14.
3.5.2. Analysis of Experimental Results
Field test outcomes are visualized in
Figure 15, with quantitative measurements of soil content rate and film miss rate detailed in
Table 8. Analysis shows that, in the film soil effects of the five field experiments, the average values of soil content rate and film leakage rate were 18.72% and 8.03%, respectively, which differed from the predicted results of the regression model by 3.43% and 5.51%, respectively. The field traversability performance and film–soil separation efficiency met all requirements specified in Chinese National Standard “GB/T 25412-2021 Residual Film Recovery Machines” [
42].


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}