
Design and Parameter Optimization of Conveying and Baling Devices for Ramie Cutting and Baling Machine

 ,
,  , and
, and
Abstract
1. Introduction
2. Structural Design and Working Principle
2.1. Overall Structure of Equipment
2.2. Design of Key Components
2.2.1. Determination of Machine Travelling Speed Vm
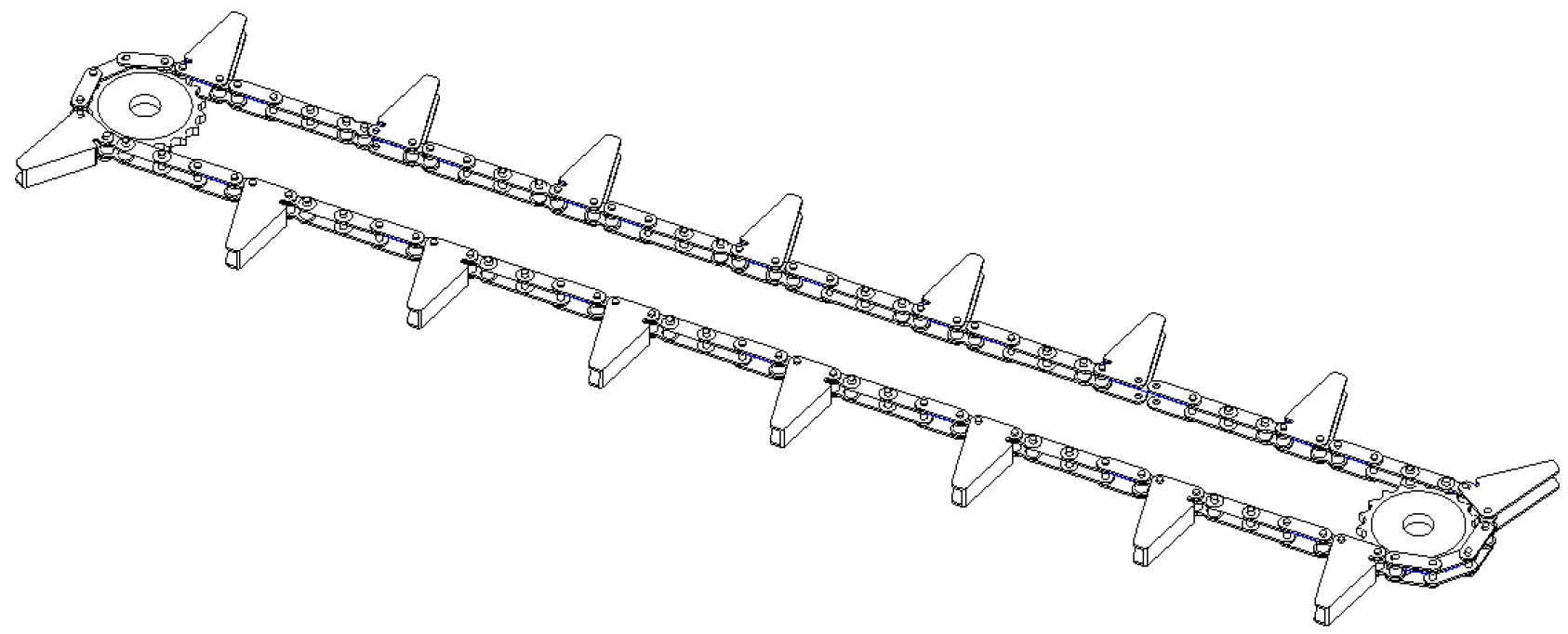
2.2.2. Design of Clamping and Conveying Device
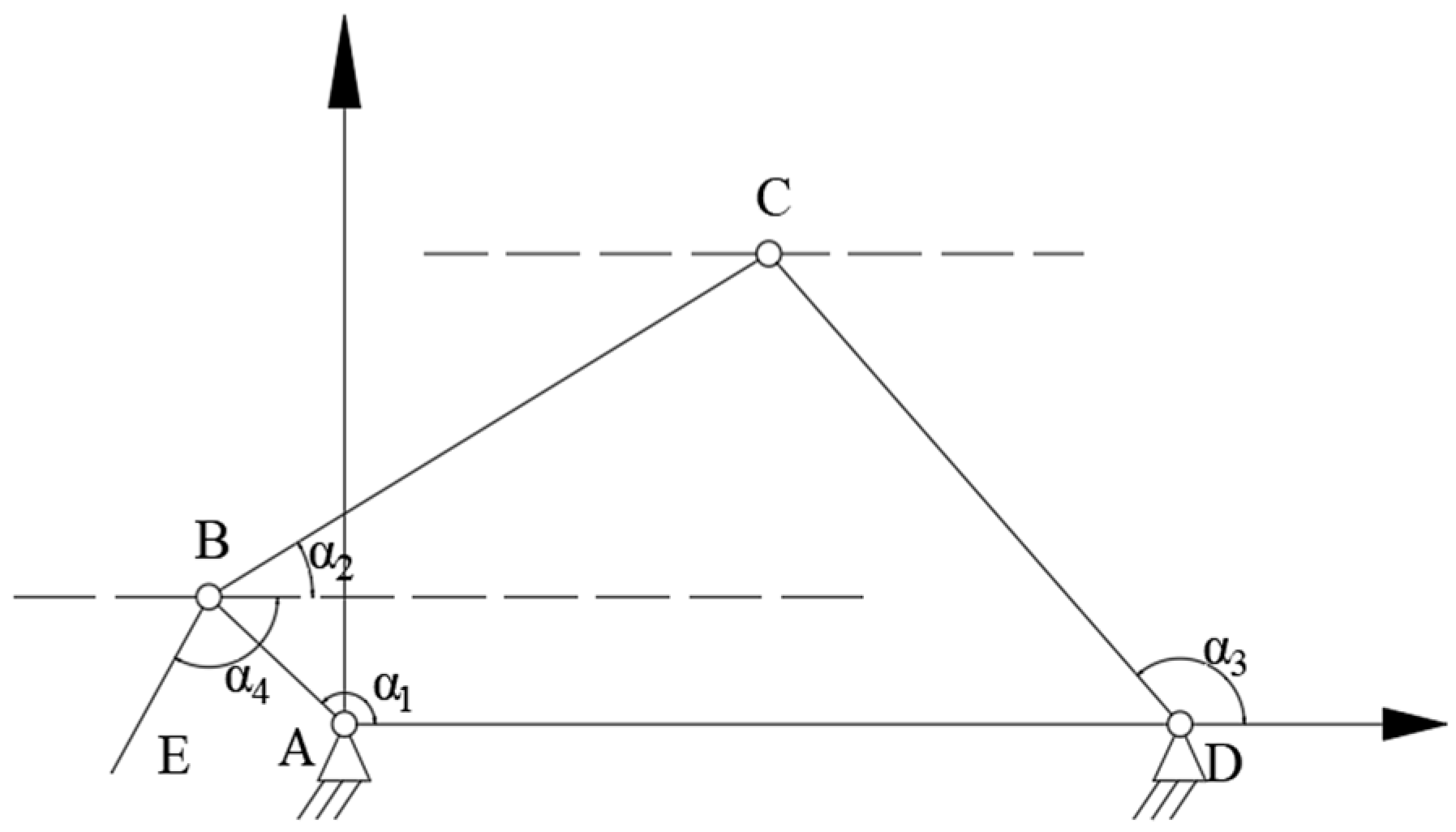
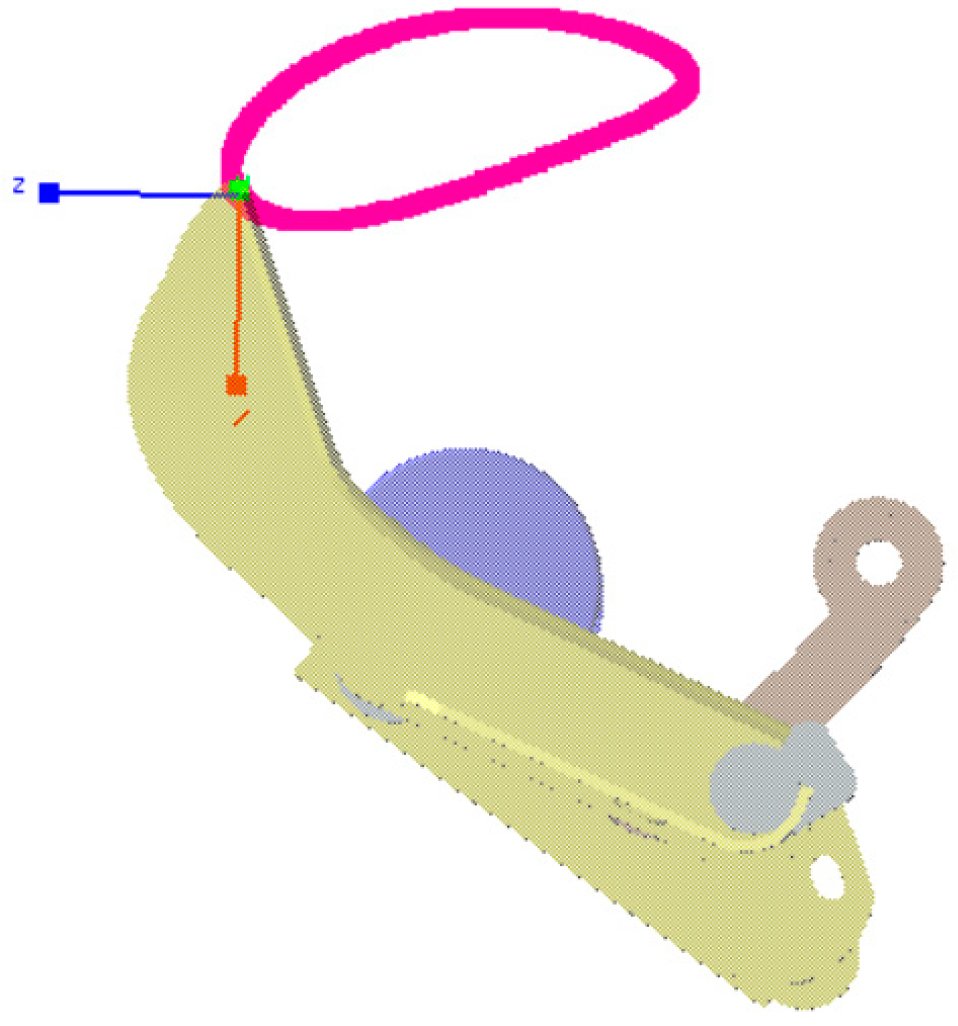
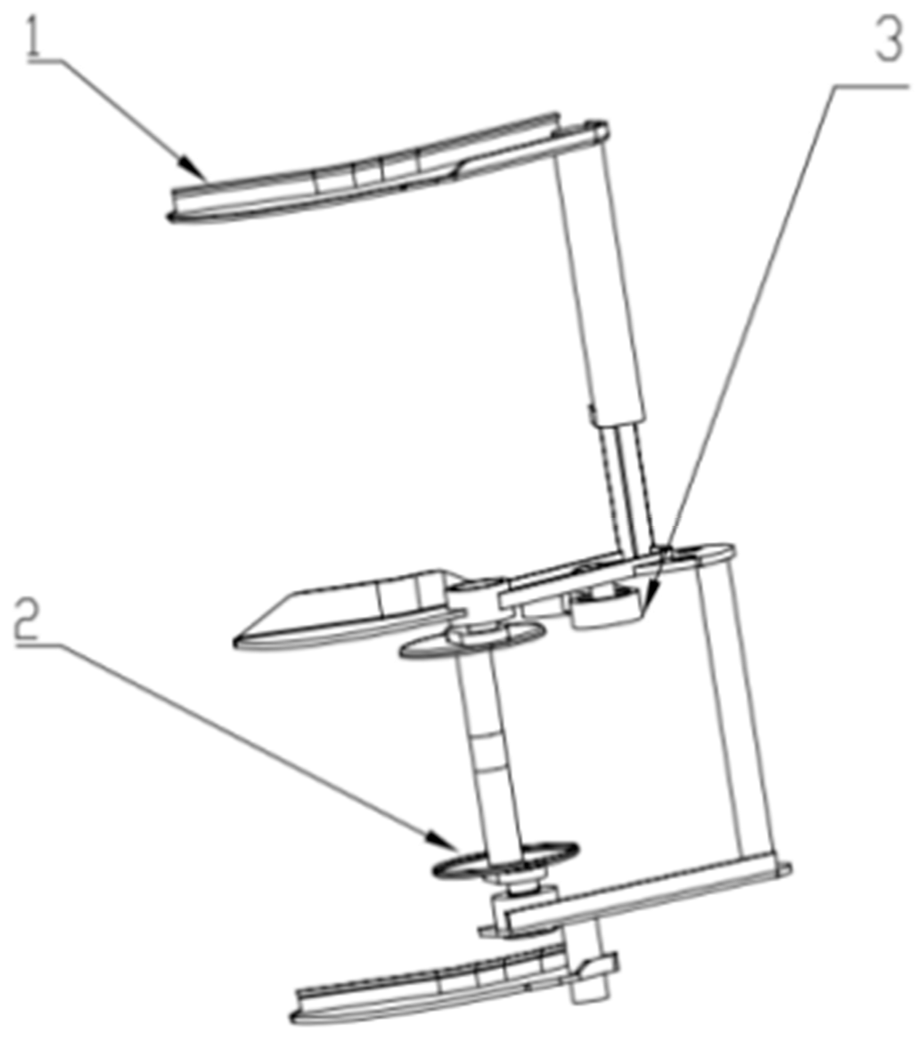
2.2.3. Design of the Raking Mechanism
- (1)
- Structural design
- (2)
- Kinematic analysis
3. Theoretical Analysis of the Conveying–Baling Process
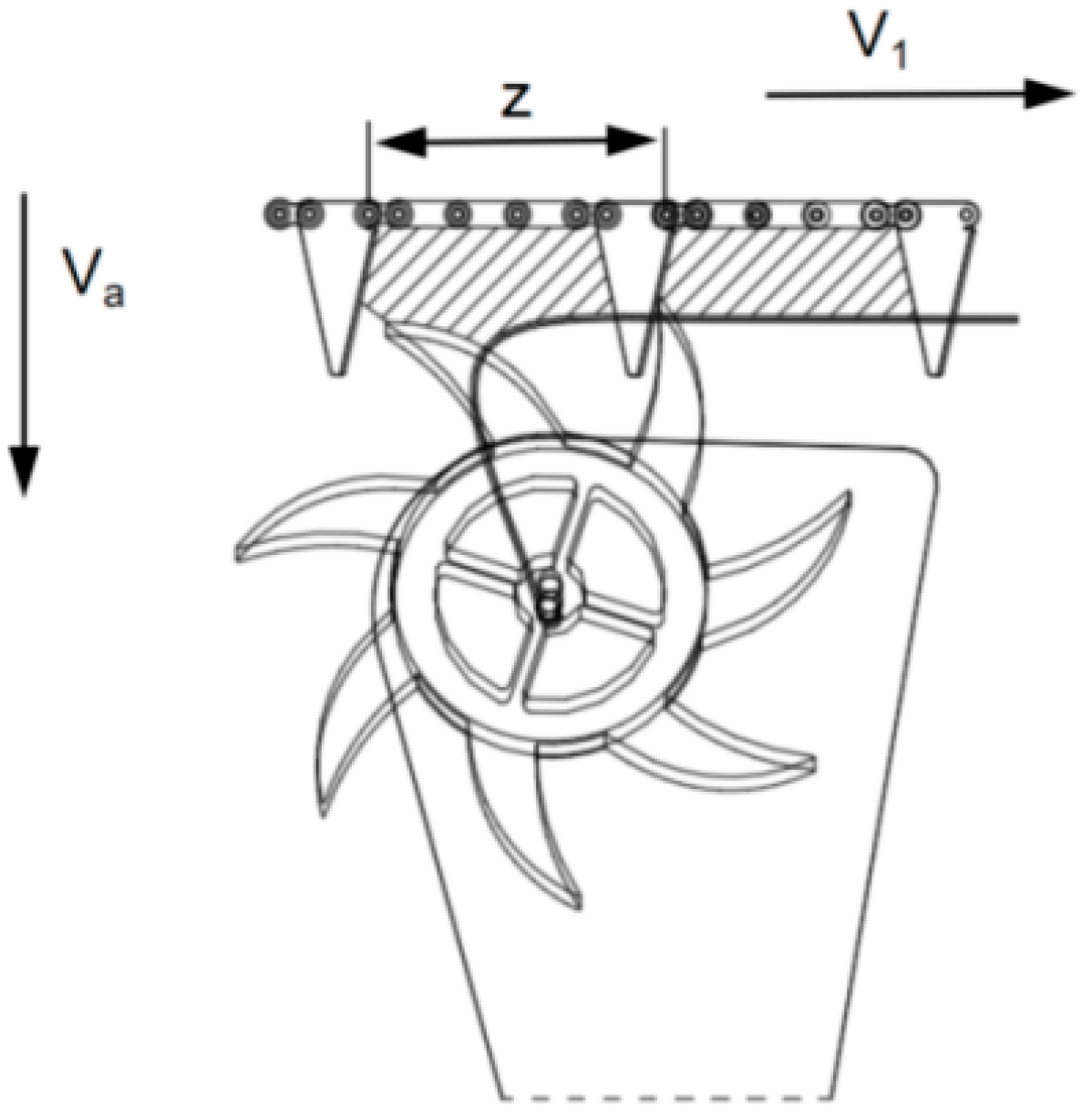
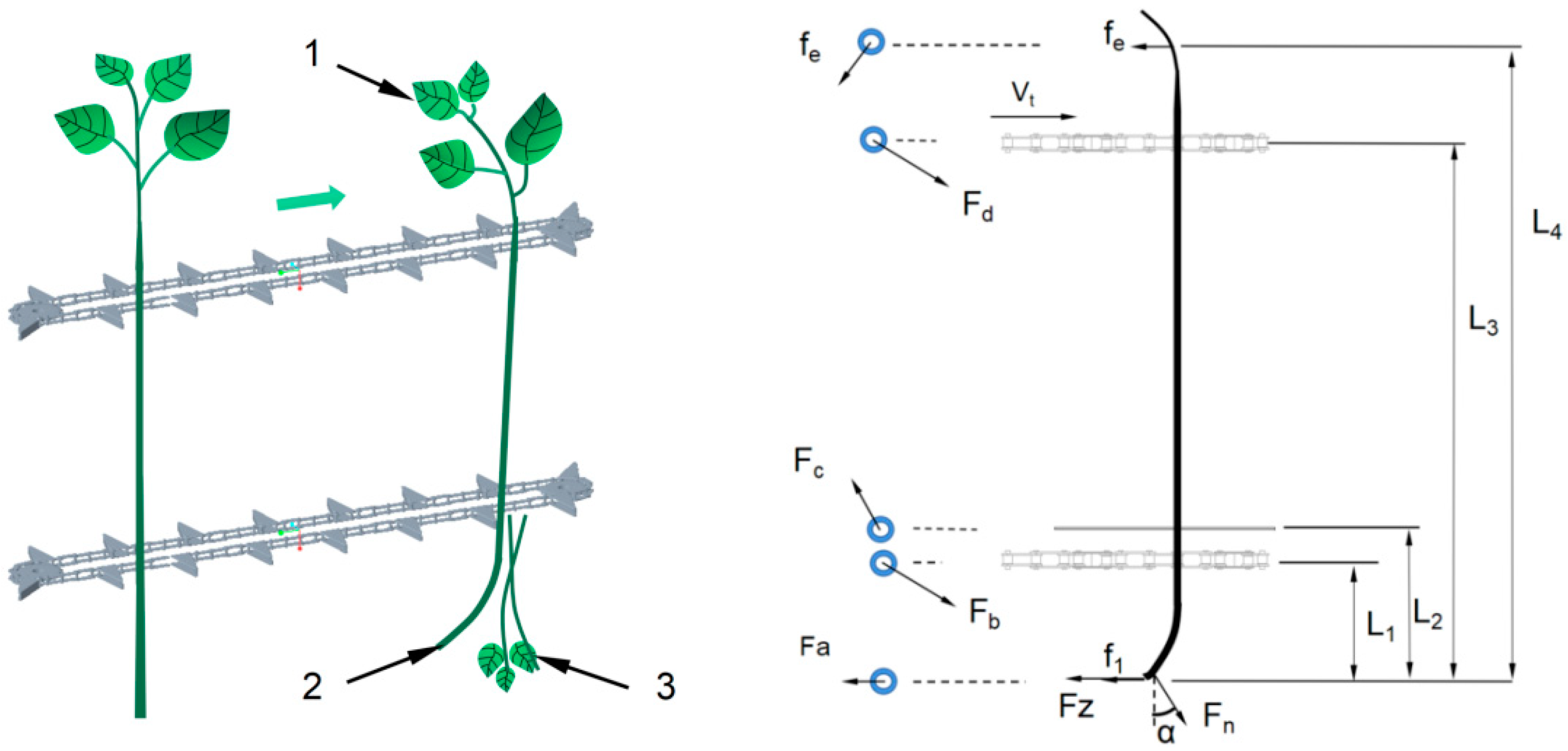
3.1. Principle of Clamping and Conveying
3.2. Analysis of the Causes for Breakage and Clogging in the Conveying–Baling Process
- (1)
- Conveying stage
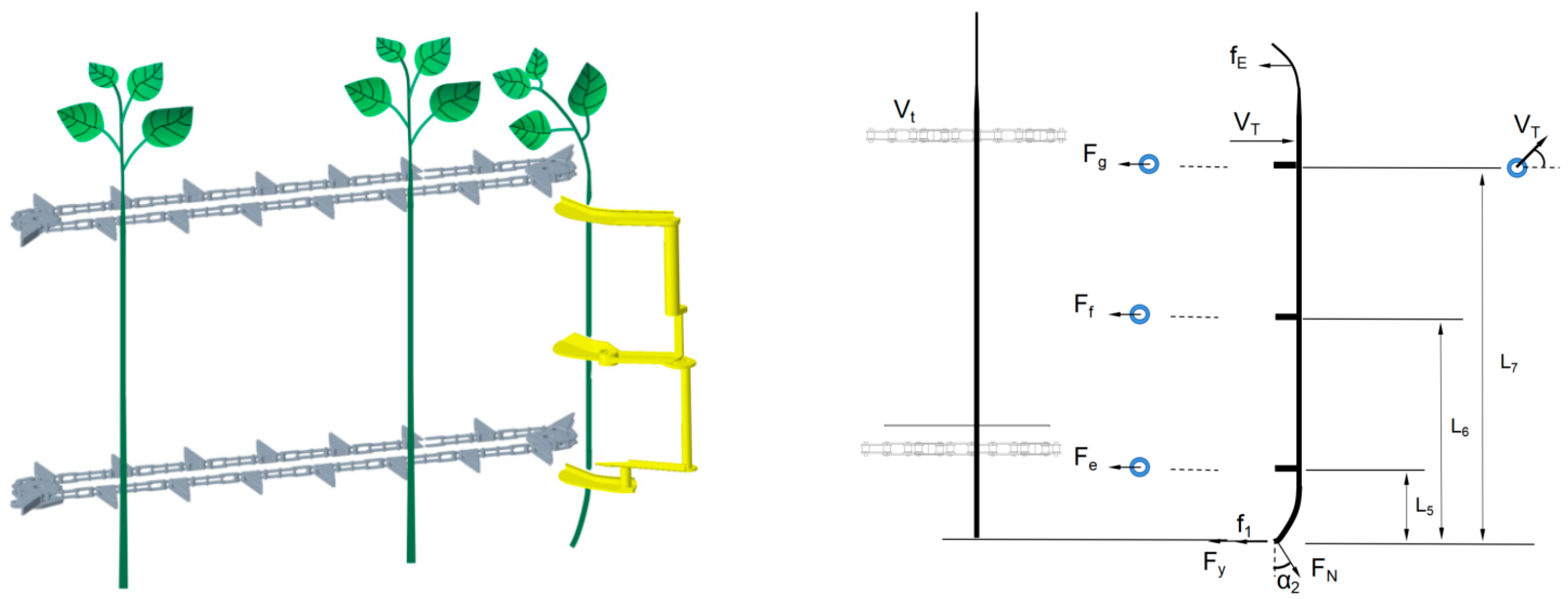
- (2)
- Connection of the conveying and baling processes
4. Field Experiments and Optimization of Equipment Parameters
4.1. Materials and Methods
- (1)
- Test conditions
- (2)
- Test Methods
4.2. Results and Discussion
4.2.1. Experimental Programs and Results
4.2.2. Regression Modeling and Significance Testing
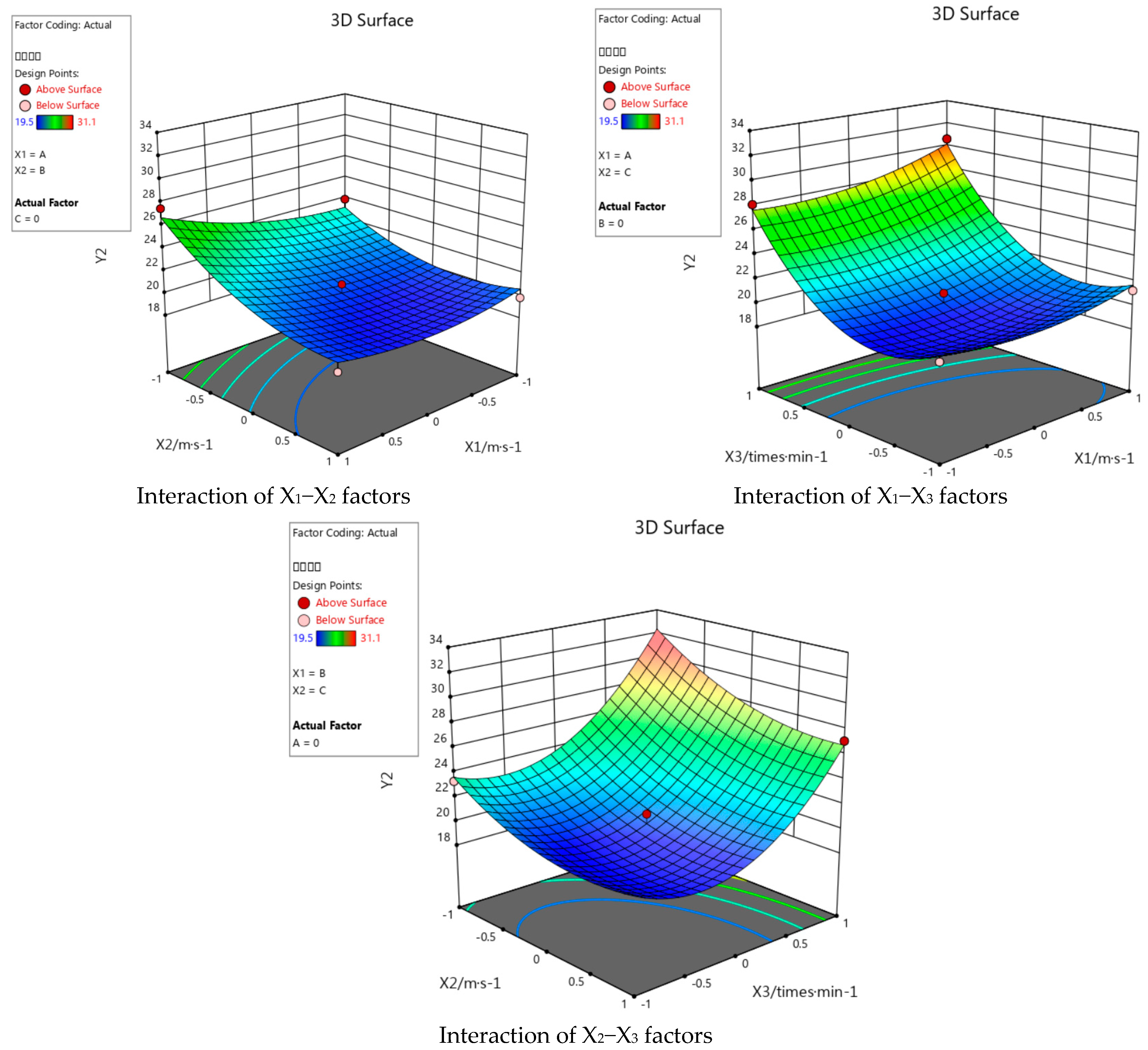
4.2.3. Impact of Interactions on Evaluation Indicators
- (1)
- Influence law of interaction on stalk conveying rate
- (2)
- The influence of interactive Factors on Stem breaking rate
4.3. Parameter Optimization
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yao, S.J.; Zhao, Y.Q.; Wang, L.Y. Research on innovation and development ramie of fabric clothing. Text. Rep. 2022, 41, 59–61. [Google Scholar]
- Yan, K.M.; Zou, S.C.; Tang, L.B.; Su, G.B. Impact test and analysis of fracture toughness of ramie stalk. Trans. Chin. Soc. Agric. Eng. 2014, 30, 308–315. [Google Scholar]
- Liu, X.; Cheng, L. Influence of surface treatment on property of ramie fiber reinforced composite. New Chem. Mater. 2018, 46, 140–143. [Google Scholar]
- Zhang, Y.A. Substance Basis and Preliminary Mechanism of Action of Ramie Root against Gastric Cancer. Master’s Thesis, Liaoning University of Traditional Chinese Medicine, Shenyang, China, 2019. [Google Scholar]
- Chen, B.F.; Chen, J.H.; Mu, B.; Mu, B.; Zeng, M.; Zhang, H.; Yu, J.; Zhao, J.; Luan, M.B. Advances in Medicinal Health Protection Studies of Boehmeria Jacq. spp. Plant Fiber Sci. China 2016, 38, 237–241. [Google Scholar]
- Wang, H.W.; Fu, C.; Xiong, W.; Tang, D.L.; Zhu, W.; Hao, X.Y. Nutrition components of feed ramie and the technology regulations of bale silage. Cereal Feed. Ind. 2018, 8, 24–26. [Google Scholar]
- Gan, W.; Ren, X.C.; Jiang, X.B.; Zhang, Z.H.; Tang, R.Y.; Yu, H.H.; Ren, X.S. Effect of fresh feeding ramie on growth performance, slaughter performance, immune function and meat quality of meat rabbits and economic benefit analysis. Feed. Res. 2021, 44, 44–47. [Google Scholar]
- Zhang, Y. Evaluation of Cadmium Enrichment in Ramie Germplasm and Its Molecular Marker and Enrichment Mechanism. Ph.D. Thesis, Hunan Agricultural University, Changsha, China, 2021. [Google Scholar]
- Wu, Z.M.; Tang, Q.M.; Wang, Y.F.; Qiu, C.S.; Long, S.H.; Zhao, X.L.; Hu, Z.X.; Guo, Y. Ramie (Boehmeria nivea) as Phytoremediation Crop for Heavy Metal-contaminated Paddy Soil in Southern China: Variety Comparison, Cd Accumulation, and Assessment of Fiber Recycling. J. Nat. Fibers 2022, 19, 15. [Google Scholar] [CrossRef]
- Zhu, S.J.; Shi, W.J.; Jie, Y.C. Variety difference in cadmium and lead accumulation by ramie (Boehmeria nivea) from soil. Jiangsu J. Agric. Sci. 2018, 34, 320–326. [Google Scholar]
- Li, X.W.; Mu, S.L.; Luo, X.Y.; Zhang, B.; Chen, C.L.; Zhang, L.G. Main technology of mechanized production for bast fibre plants. J. Chin. Agric. Mech. 2010, 228, 65–67. [Google Scholar] [CrossRef]
- Gong, Q.L.; Yan, W.W.; Chen, Q.L.; Chen, X.R.; Wang, F.Q.; Chen, K.R.; Yan, X.M.; Sun, J.L.; Li, B.H.; Gao, H.J. The Current Situation, Problems and Advantages of Ramie Industry in Vietnam. Plant Fiber Sci. China 2021, 43, 45–48. [Google Scholar]
- Yin, Q.; Li, Y.M.; Ji, B.B.; Chen, L.P. Design and Experiment of Clamping and Conveying Device for Self-Propelled Reed Harvester. J. Agric. Mech. Res. 2023, 45, 113–118. [Google Scholar]
- Wan, X.Y.; Shu, C.X.; Liao, Q.X.; Fan, W.; Zhou, Q.F.; Liao, Y.T. Design and experiment of self-propelled middle-placement rape windrower with high ground elearance crawler. Trans. Chin. Soc. Agric. Mach. 2022, 53, 109–121. [Google Scholar]
- Xin, S.L.; Zhao, W.Y.; Shi, L.R.; Dai, F.; Feng, B.; Yan, Z.B. Design and experiments of the clamping and conveying device for thevertical roller type corn harvesting header. Trans. Chin. Soc. Agric. Eng. 2023, 39, 4–43. [Google Scholar]
- Liu, J.J.; Ma, L.; Xiang, W.; Bo, Y.; Wen, Q.; Lu, J. Design and test of the header structure of 4QM-4.0 fiber corps green forage combine harvester. J. Chin. Agric. Mech. 2022, 43, 2025. [Google Scholar]
- Yang, Y.W.; He, H.L.; Rao, Z.L. Design of Ramie Fibre-Feed Double Harvester. Autom. Appl. 2022, 10, 18. [Google Scholar]
- Huang, J.C.; Li, X.W.; Zhang, B.; Tian, K.P.; Shen, C.; Wang, J.G. Research on the 4LMZ160 Crawler Ramie Combine Harvester. J. Agric. Mech. Res. 2015, 37, 155–158. [Google Scholar]
- Si, S.; Zhang, B.; Huang, J.; Shen, C.; Tian, K.; Liu, H.; Zhang, Y. Bending mechanics test and parameters calibration of ramie stalks. Sci. Rep. 2023, 13, 8666. [Google Scholar] [CrossRef]
- Huang, J.C.; Tian, K.P.; Shen, C.; Zhang, B.; Liu, H.L.; Chen, Q.M.; Li, X.W.; Ji, A.M. Design and parameters optimization for cutting-conveying mechanism of ramie combine harvester. Int. J. Agric. Biol. Eng. 2020, 13, 94–103. [Google Scholar] [CrossRef]
- Zhao, W.S.; Chen, Y.S.; Wang, Z.W.; Ma, B.; Han, B.H.; Chen, M.J. Design and experimental verification of conveying device for crushed cornstalks. J. Intell. Agric. Mech. 2021, 2, 1–12. [Google Scholar]
- Wang, D.W.; Shang, S.Q.; Li, X.; Gao, D.X. Type-L Cleaning Separation Mechanism of Peanut Combine Harvester. Trans. Chin. Soc. Agric. Mach. 2013, 44, 68–74. [Google Scholar]
- Xiao, X.; Xie, F.; Zhao, Z.; Liu, D.; Wang, X. Design and Experimentation of a Self-Propelled Picking Type White Radish Combine Harvester. Agriculture 2023, 13, 1578. [Google Scholar] [CrossRef]
- He, X.; Fan, X.; Wei, W.; Qu, Z.; Shi, J.; Zhang, H.; Chen, B. Design and Testing of a Directional Clamping and Reverse Breaking Device for Corn Straw. Agriculture 2023, 13, 1506. [Google Scholar] [CrossRef]
- Xiong, D.; Wu, M.; Xie, W.; Luo, H. Design and Experimental Study of the Key Components of a Rape (Brassica campestris) Shoots (Changxiangtai 603) Flexible Clamping Harvester. Agriculture 2023, 13, 792. [Google Scholar] [CrossRef]
- Ji, B.B.; Li, Y.M.; Xu, L.Z.; Yin, Q. Reed harvesting technology and equipment. Agric. Eng. 2021, 11, 11–16. [Google Scholar]
- Huang, J.C.; Shen, C.; Ji, A.M.; Tian, K.P.; Zhang, B.; Li, X.W.; Chen, Q.M. Design and test of two-wheeled walking hemp harvester. Int. J. Agric. Biol. Eng. 2020, 13, 127–137. [Google Scholar] [CrossRef]
- Li, P.; Liao, Q.X.; Li, L.; Han, C.R.; Huang, P.; Li, H.T. Design and Experiment of the Main Device of 4SY-1.8 Modified Rape Windrower. Trans. Chin. Soc. Agric. Mach. 2014, 45, 53–58. [Google Scholar]
- Li, Z.Y.; Liao, Q.X.; Tian, B.P.; Ming, G.Z.; Wu, H. The Research and Production of the Stalk Lifter of the South Reed Harvester. J. Huazhong Agric. Univ. 1997, 16, 90–95. [Google Scholar]
- Kou, T.X. Research on Key Technology of Scallion Conveying Device for Scallion Harvester. Master’s Thesis, Qingdao University of Technology, Qingdao, China, 2019. [Google Scholar]
- Wang, F.C.; Zhou, X.J.; Shi, Q.X.; Liu, S.D.; Ni, C.A.L.; Yao, L.L. Parameters Study on Transverse Transport of New Corn Combine. J. Agric. Mech. Res. 2010, 32, 152–155. [Google Scholar]
- Wang, W.; Yang, R.; Pan, Z.; Qing, Y.; Zhang, J.; Chen, D.; Guo, X. Design and Experimental Study of Single Plant Harvester for Potato Breeding Experiments. Agriculture 2024, 14, 71. [Google Scholar] [CrossRef]
- Huang, J.C.; Shen, C.; Ji, A.M.; Li, X.W.; Zhang, B.; Tan, K.P.; Liu, H.L. Optimization of cutting-conveying key working parameters of hemp harvester. J. Jilin Univ. Eng. Technol. Ed. 2021, 51, 772–780. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Items | Measurement Point | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | Average Value | |
| Spacing between rows/mm | 40 | 40 | 40 | 40 | 40 |
| Natural height of plant/mm | 1520 | 1540 | 1480 | 1550 | 1522.5 |
| Collapse rate/% | 2.5 | 4 | 4.1 | 5.8 | 4.1 |
| Average moisture content/% | 77.2 | 78.9 | 80.1 | 79 | 78.8 |
| No. | X1/(m·s−1) | X2/(m·s−1) | X3/(times·min−1) | Y1 (trees·s−1) | Y2/% |
|---|---|---|---|---|---|
| 1 | 1 | 0 | −1 | 87.9 | 21.2 |
| 2 | 0 | 1 | −1 | 91.6 | 21.5 |
| 3 | −1 | 1 | 0 | 89.9 | 19.8 |
| 4 | 1 | −1 | 0 | 81.8 | 27.5 |
| 5 | 0 | 0 | 0 | 90.2 | 19.6 |
| 6 | −1 | 0 | 1 | 88.3 | 28.1 |
| 7 | 0 | −1 | 1 | 85.4 | 31.1 |
| 8 | −1 | 0 | −1 | 88.7 | 20.4 |
| 9 | 0 | 0 | 0 | 89.5 | 20.9 |
| 10 | 1 | 1 | 0 | 91.4 | 19.5 |
| 11 | 0 | 1 | 1 | 92 | 27.1 |
| 12 | 0 | 0 | 0 | 89.6 | 19.8 |
| 13 | 0 | −1 | −1 | 86 | 23.3 |
| 14 | 1 | 0 | 1 | 87.9 | 30.6 |
| 15 | −1 | −1 | 0 | 84 | 23.9 |
| Model | Sum of Squares | DF | MS | F | p |
|---|---|---|---|---|---|
| 117.89 | 9 | 13.10 | 28.24 | 0.0009 | |
| X2 | 91.12 | 1 | 91.12 | 196.46 | <0.0001 |
| X1X2 | 3.42 | 1 | 3.42 | 7.38 | 0.042 |
| X12 | 15.64 | 1 | 15.64 | 33.73 | 0.0021 |
| X22 | 3.22 | 1 | 3.22 | 6.93 | 0.0463 |
| Residual | 2.32 | 5 | 0.4638 | ||
| Lack of fit | 2.03 | 3 | 0.6775 | 4.73 | 0.1796 |
| Pure error | 0.2867 | 2 | 0.1433 | ||
| A | 120.21 | 14 |
| Source | SS | DF | MS | F | p |
|---|---|---|---|---|---|
| Model | 234.87 | 9 | 26.10 | 17.05 | 0.003 |
| X2 | 40.05 | 1 | 40.05 | 26.17 | 0.0037 |
| X3 | 116.28 | 1 | 116.28 | 75.98 | 0.0003 |
| X32 | 59.82 | 1 | 59.82 | 39.08 | 0.0015 |
| Residual | 7.65 | 5 | 1.53 | ||
| Lack of fit | 6.67 | 3 | 2.22 | 4.54 | 0.189 |
| Pure error | 0.98 | 2 | 0.49 | ||
| A | 242.52 | 14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Si, S.; Huang, J.; Shen, C.; Tian, K.; Liu, H.; Zhang, B. Design and Parameter Optimization of Conveying and Baling Devices for Ramie Cutting and Baling Machine. Agriculture 2024, 14, 355. https://doi.org/10.3390/agriculture14030355
Si S, Huang J, Shen C, Tian K, Liu H, Zhang B. Design and Parameter Optimization of Conveying and Baling Devices for Ramie Cutting and Baling Machine. Agriculture. 2024; 14(3):355. https://doi.org/10.3390/agriculture14030355
Chicago/Turabian StyleSi, Shuning, Jicheng Huang, Cheng Shen, Kunpeng Tian, Haolu Liu, and Bin Zhang. 2024. "Design and Parameter Optimization of Conveying and Baling Devices for Ramie Cutting and Baling Machine" Agriculture 14, no. 3: 355. https://doi.org/10.3390/agriculture14030355
APA StyleSi, S., Huang, J., Shen, C., Tian, K., Liu, H., & Zhang, B. (2024). Design and Parameter Optimization of Conveying and Baling Devices for Ramie Cutting and Baling Machine. Agriculture, 14(3), 355. https://doi.org/10.3390/agriculture14030355