
Numerical Simulation of an Online Cotton Lint Sampling Device Using Coupled CFD–DEM Analysis

 ,
,
Abstract
1. Introduction
2. Machine Structure and Working Principle
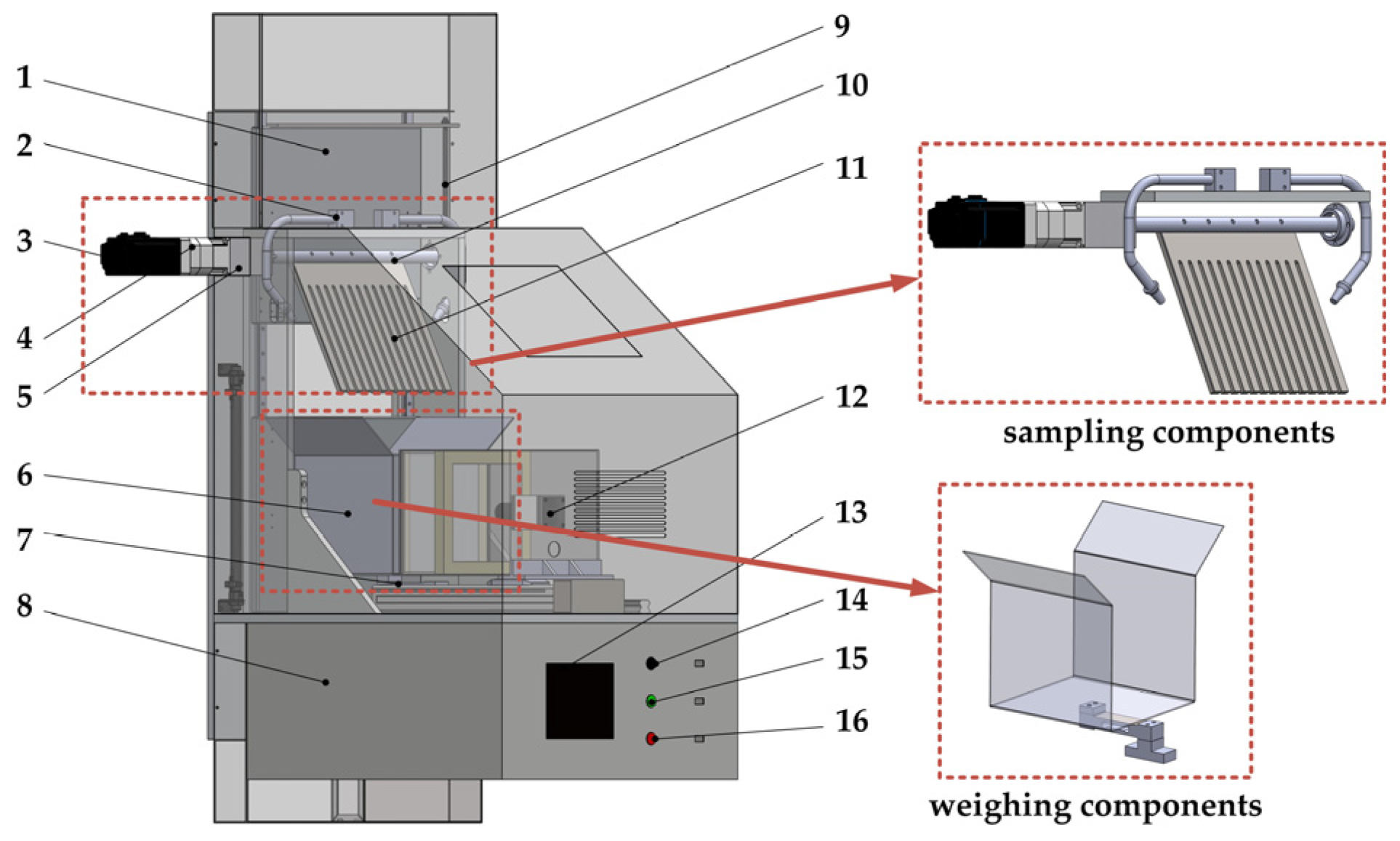
2.1. Overall Structure
2.2. Principle of Operation
3. CFD–DEM Numerical Simulation of Quantitative Sampling Device
3.1. Mathematical Model
3.1.1. Gas-Phase Control Equations
3.1.2. Solid-Phase Governing Equations
3.2. CFD–DEM Coupling Parameter Analysis Settings
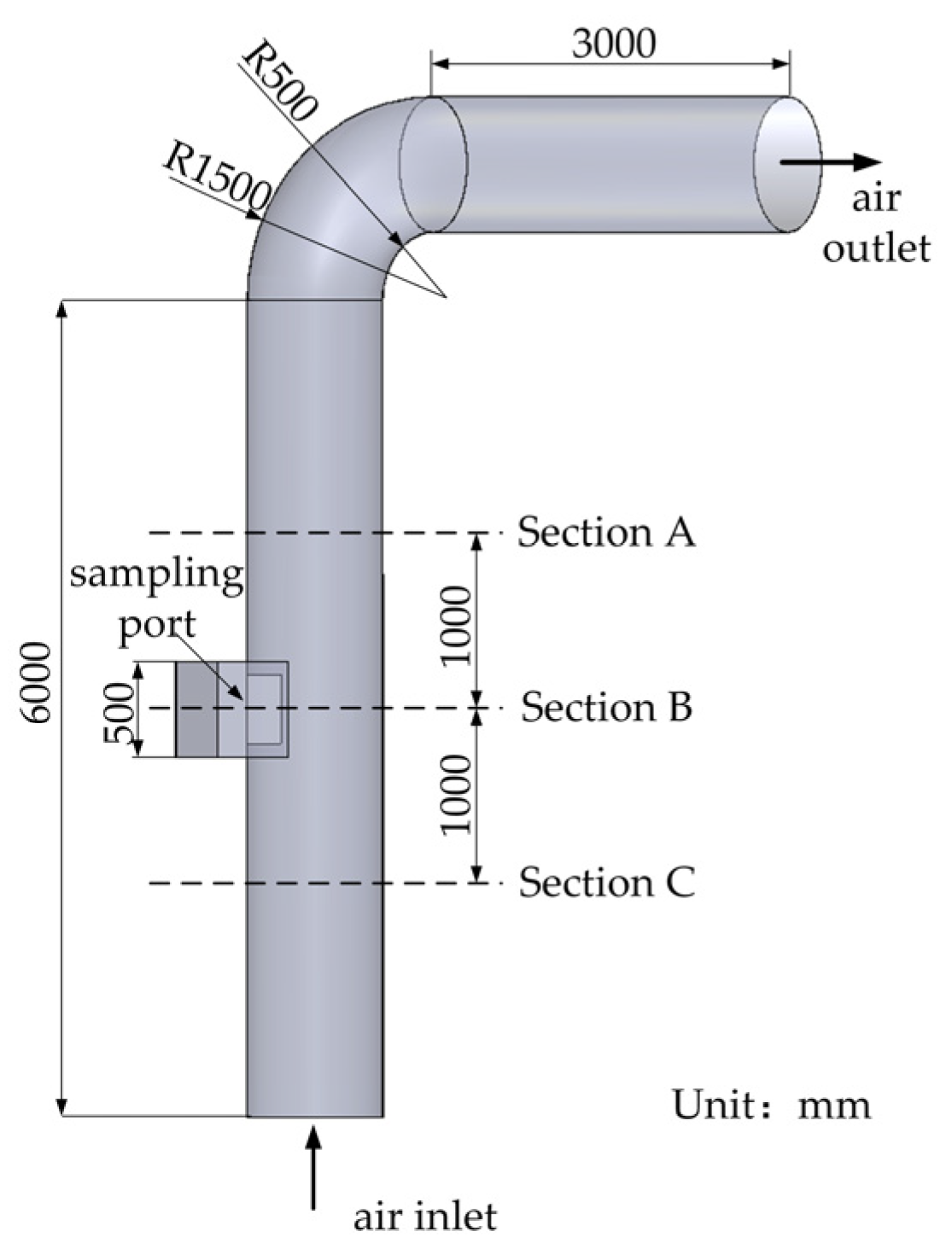
3.2.1. Determination of Characteristic Parameters of The Cotton Pipeline
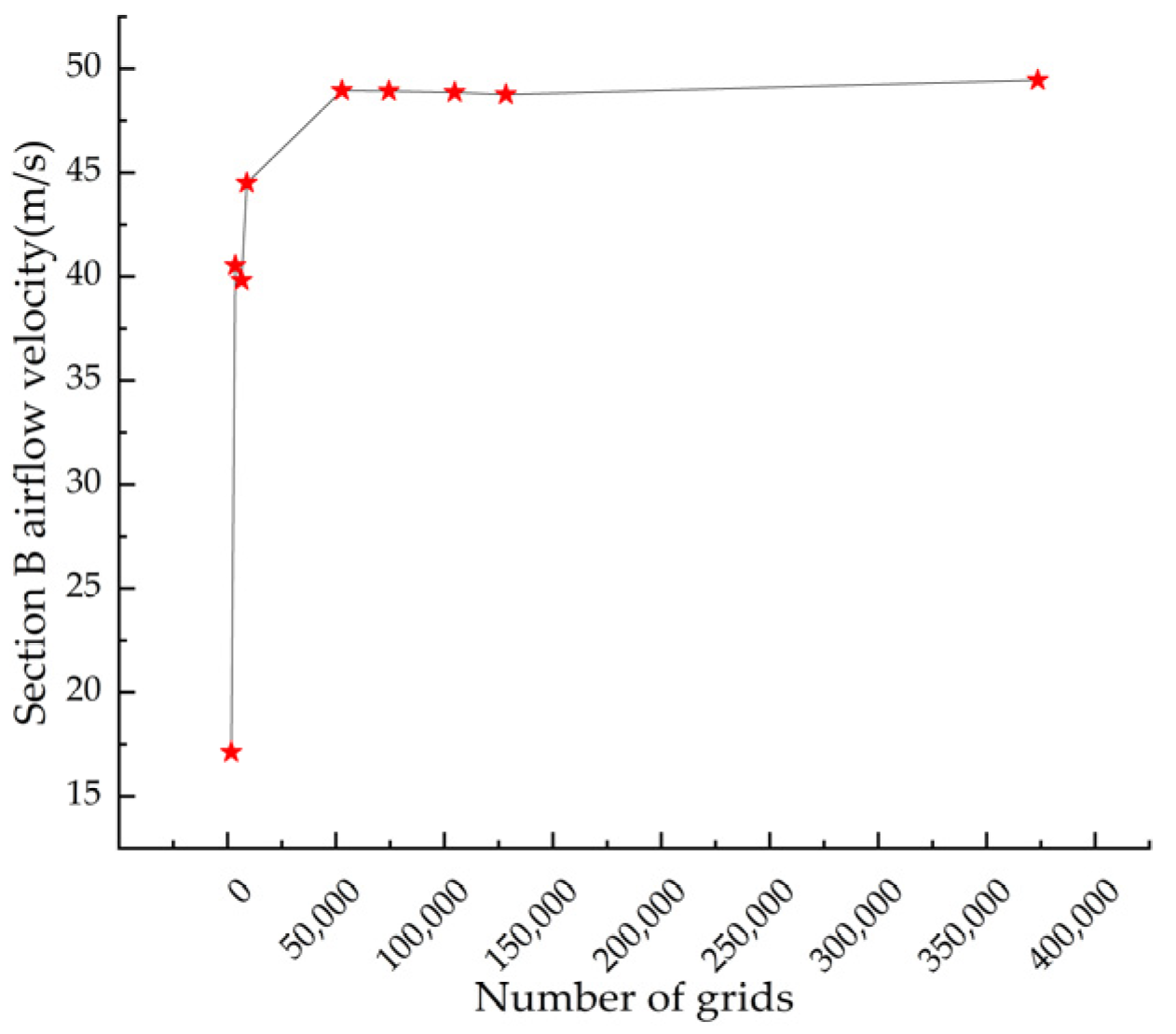
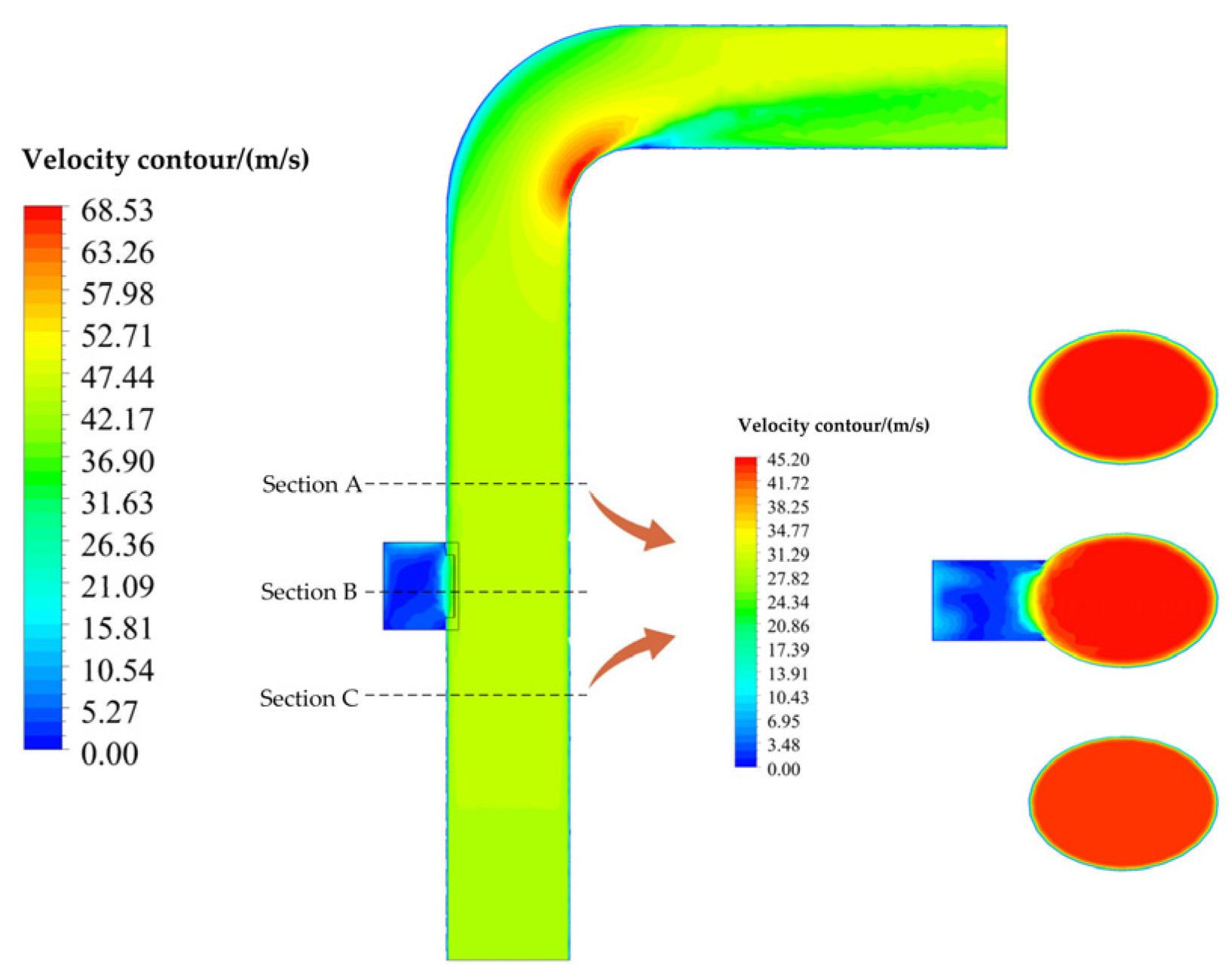
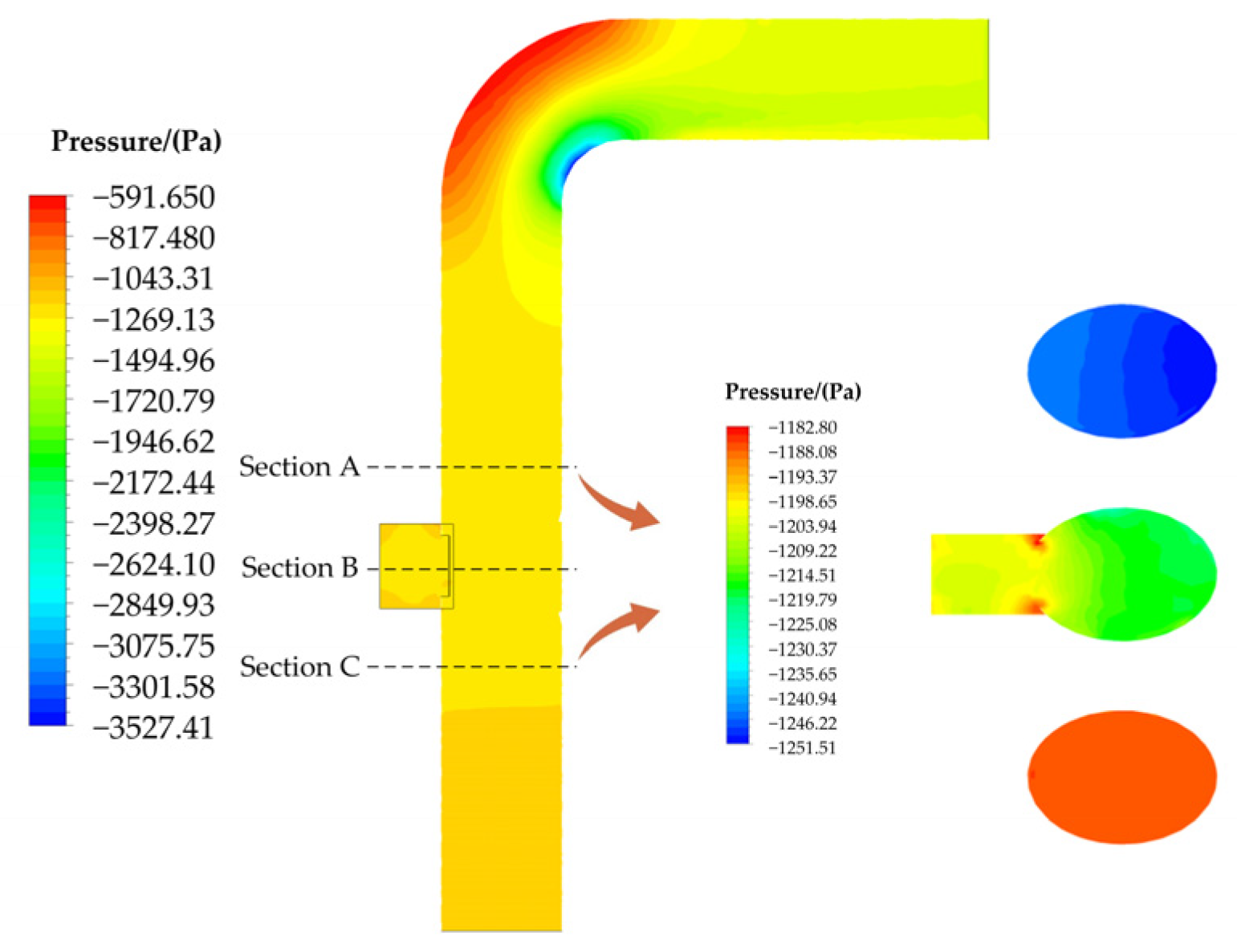
3.2.2. Numerical Simulation Analysis of Unloaded Flow Field of Cotton Pipeline
3.2.3. CFD–DEM Coupling Parameter Settings
4. Simulation Results and Discussion
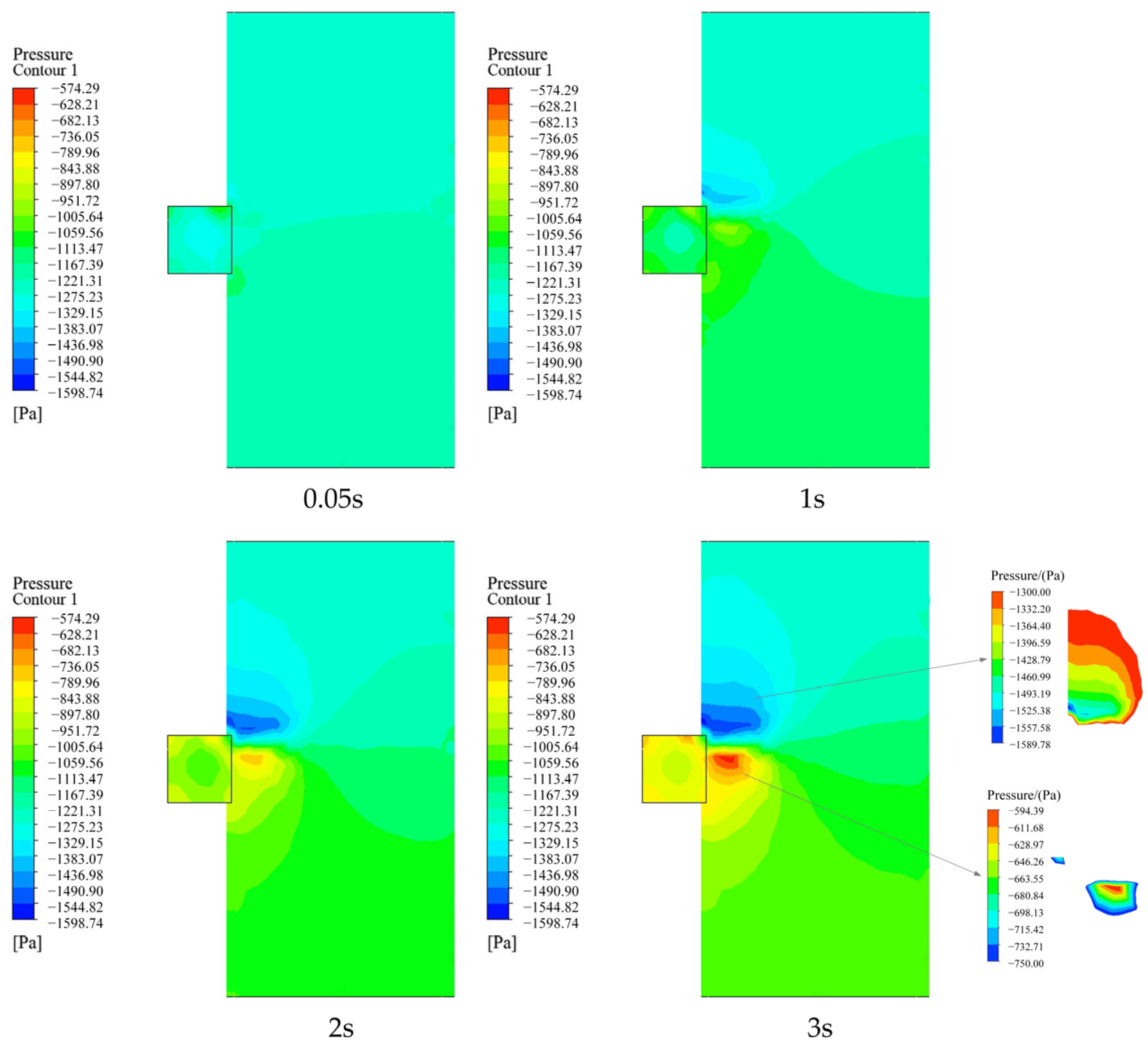
4.1. Change in Pressure of Flow Field in Cotton Pipeline
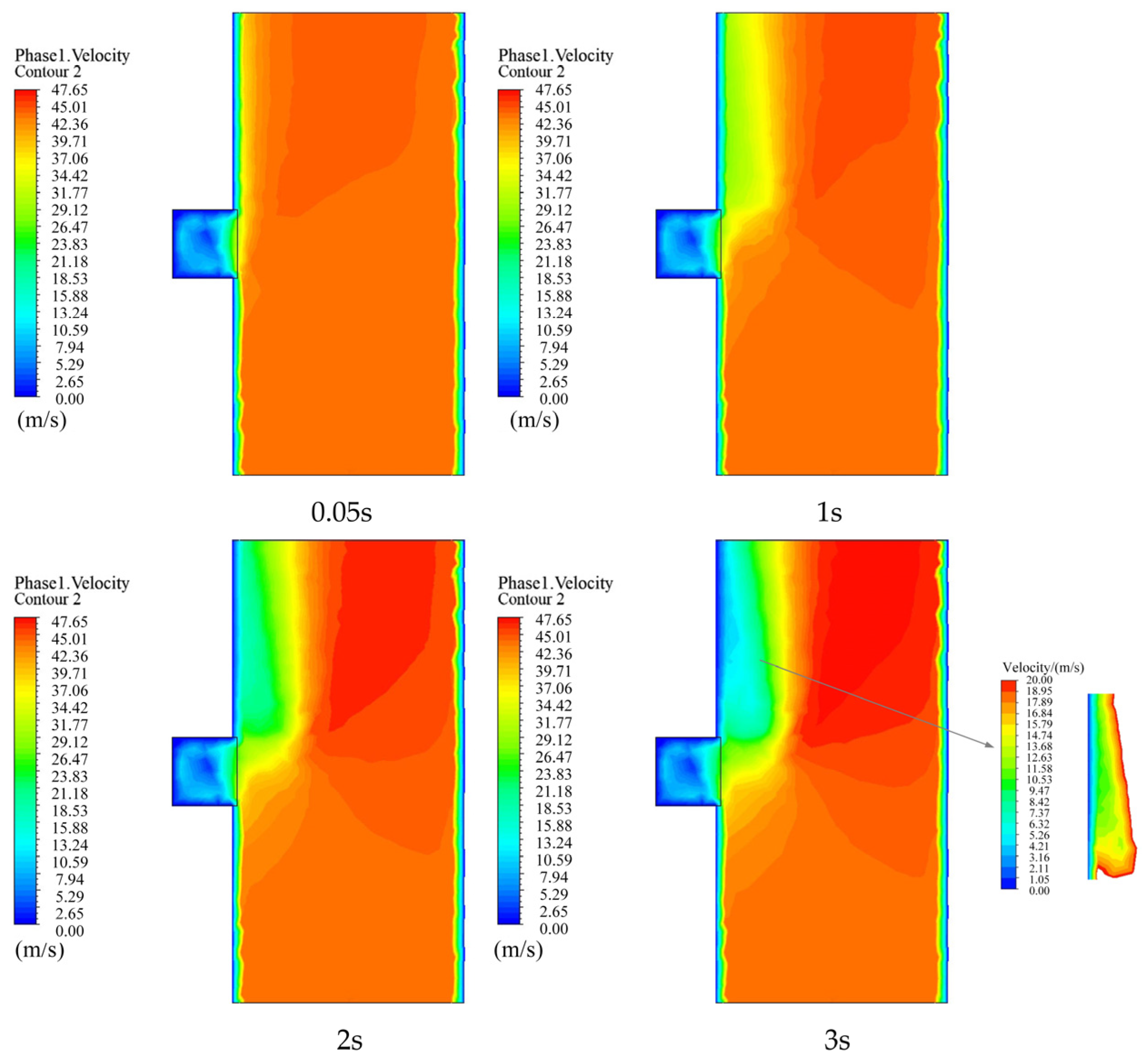
4.2. Velocity Change of Flow Field in Cotton Pipeline
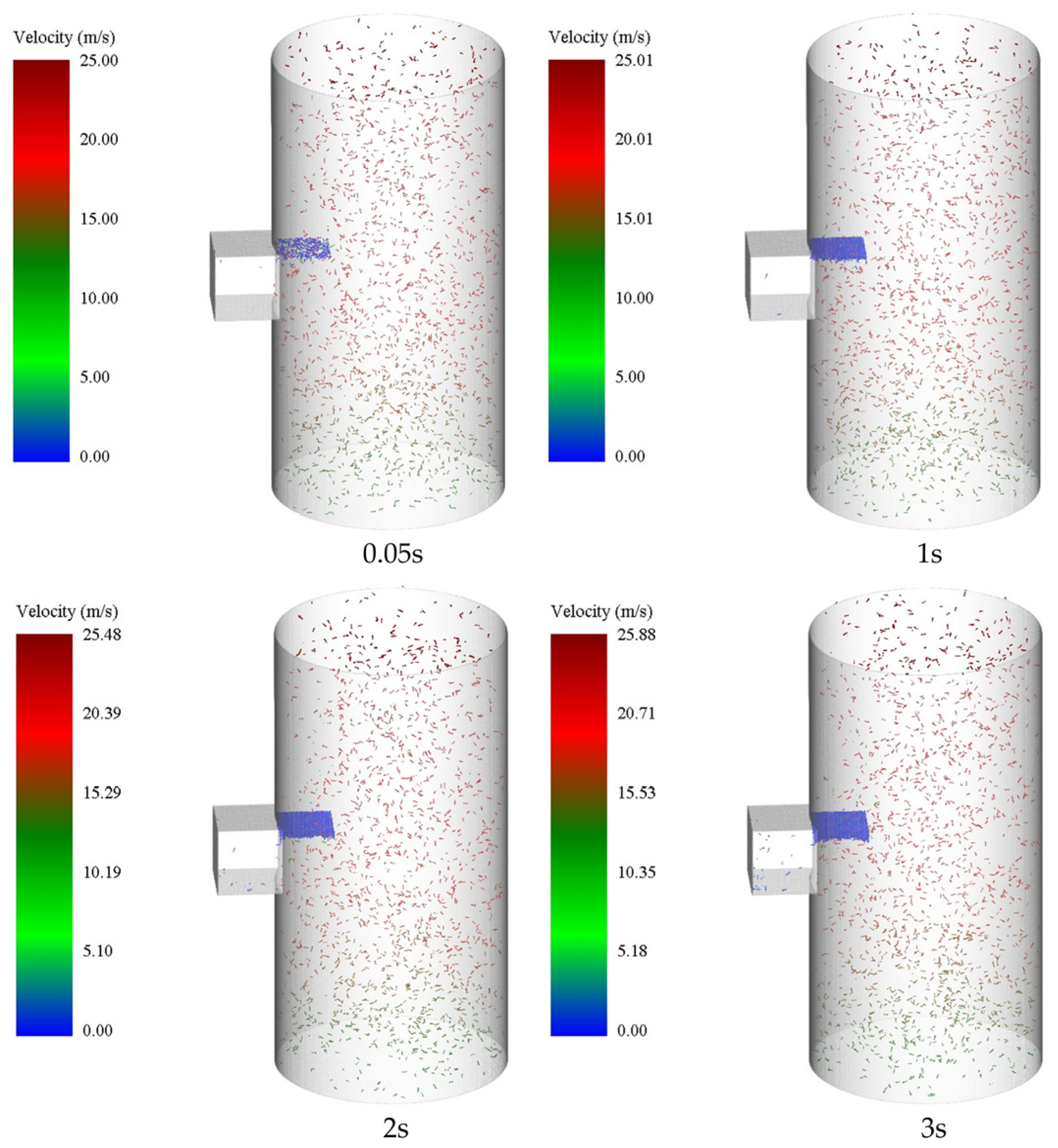
4.3. Velocity Analysis of Lint Particles in Cotton Pipelines
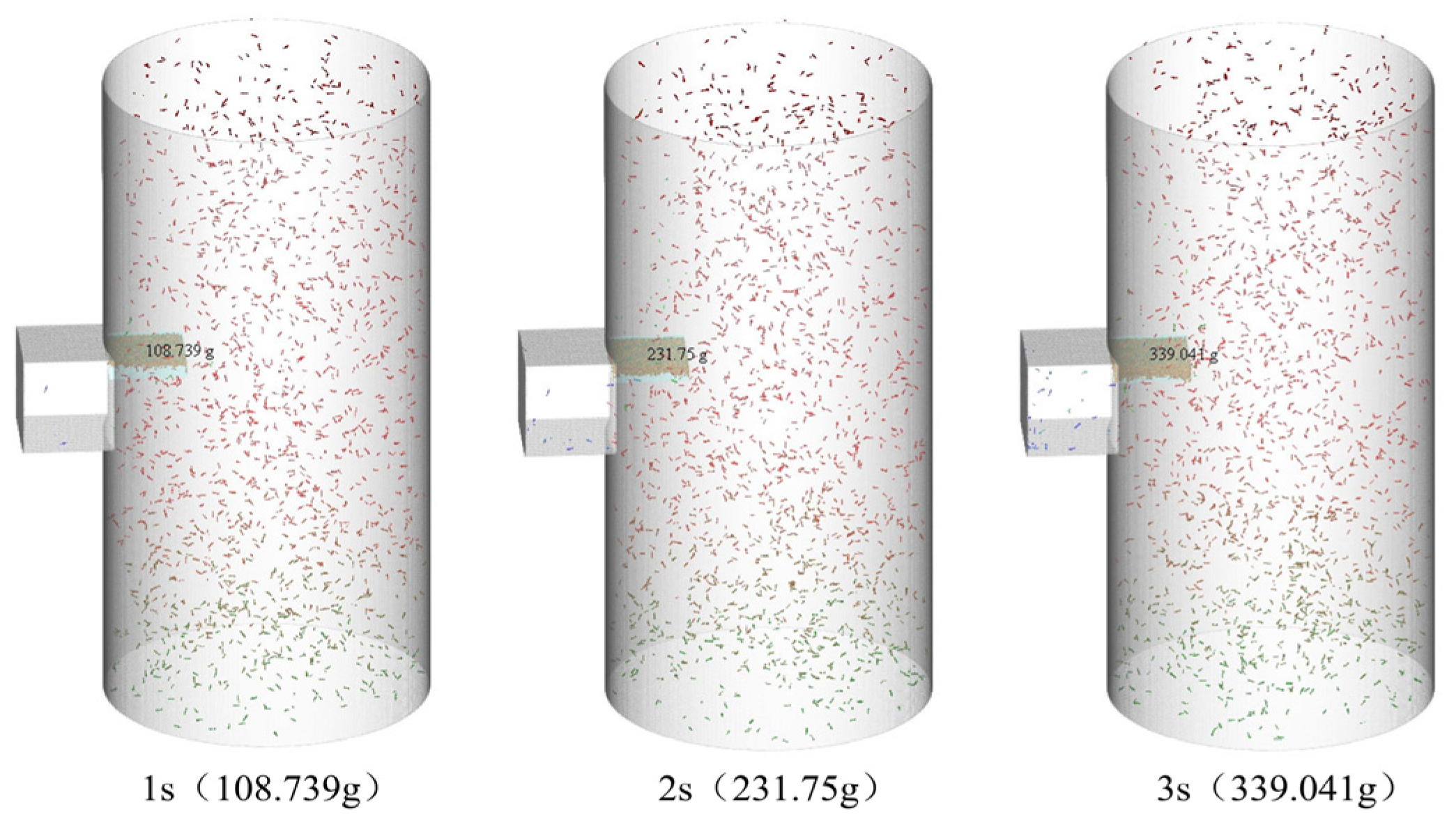
4.4. Change in Weight of Lint Particles in the Sampling Device
5. Sample Machine Performance Test
5.1. Pilot Program
5.1.1. Test Conditions
5.1.2. Test Method
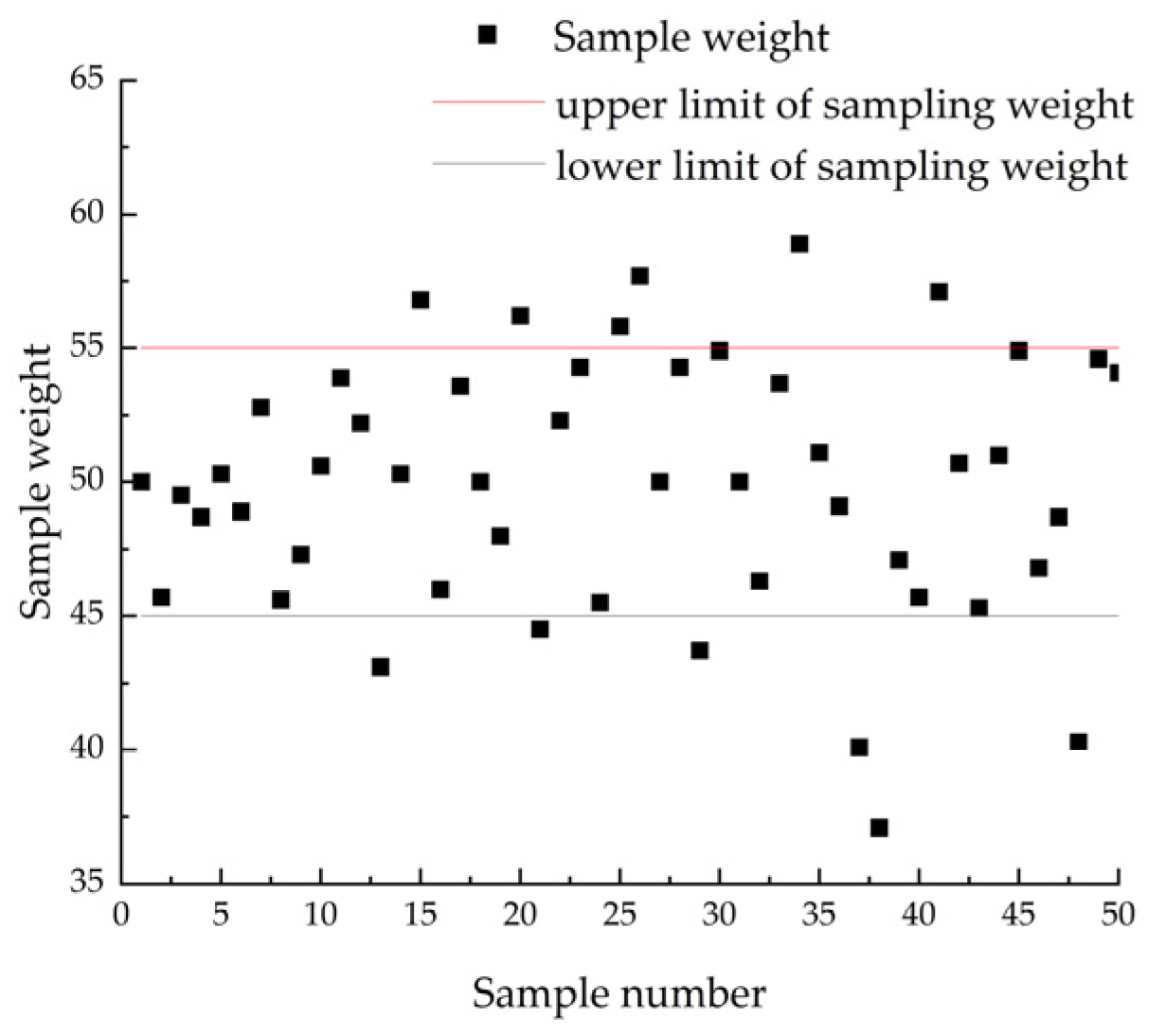
5.2. Results and Discussion
6. Conclusions
- The prototype test shows that the sampling plate, as the core of the presented quantitative sampling device in cotton flow under uniform conditions, can achieve an 84% sampling pass rate during a specified period in a quantitative sampling study;
- During the conveying process in factories, there is a significant pressure difference of up to 1024.45 Pa when sampling plates move up and down. This pressure difference allows for the accumulation of cotton samples on the sampling plate, ensuring their stable placement. Additionally, this study provides theoretical support for the selection of the sampling plate’s size and material, which are determined to be 250 × 250 mm and galvanized steel plate, respectively, to meet the requirements of actual sampling. This information is crucial for the design of core components in online testing equipment and material selection;
- Upon conducting an analysis, it was determined that the stable speed of cotton pipeline lint particles is 59.31% of the wind speed during unloaded conveying. This discrepancy in conveying wind speed within the conveying pipeline is attributed to variations in equipment parameters across cotton processing plants. Consequently, it is possible to calculate the lint particle conveying speed for different conveying wind speeds, thereby providing a theoretical foundation for determining the sampling time of the online testing device.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, J.J.; Huang, F.J. Current situation of cotton production in Xinjiang and existing problems and countermeasures. Cotton Sci. 2022, 44, 15–19. [Google Scholar]
- Wang, S.B.; Chen, X.Q.; Gao, H.Q. Uster Intelligent System for Online Cotton Quality Inspection Features. China Cotton Process. 2017, 203, 26–28. [Google Scholar]
- Yang, H.J.; Yan, H.S.; Lu, Y.T. Test analysis of Uster intelligent online inspection and control system. China Cotton 2014, 41, 35–36. [Google Scholar]
- Qin, J.F.; Xiang, T.M.; Meng, Y.F. A Kind of Cotton Dampness Rate Online Detection Device. CN212433035U [P/OL]. Available online: http://epub.cnipa.gov.cn/Dxb/AdvancedQuery (accessed on 27 December 2023).
- Wang, L.M.; Su, J.Y.; Li, S.L. Sampling and Compression Mechanism for In-Line Testing of Cotton Dampness. CN201297990 [P/OL]. Available online: https://kns.cnki.net/kns8s/AdvSearch?classid=VUDIXAIY (accessed on 27 December 2023).
- Xiao, Z.G.; Guo, P.H.; Qi, M.D.; Feng, X.F.; An, S.Y. Cotton Online Automatic Sampling Device. CN206208566U [P/OL]. Available online: http://epub.cnipa.gov.cn/Sw/SwDetail (accessed on 27 December 2023).
- Wan, L.; Pang, Y.J.; Zhang, R.Y. Rapid measurement system for the impurity rate of machine-picked seed cotton in acquisition. Trans. Chin. Soc. Agric. Eng. 2021, 37, 182–189. [Google Scholar]
- Tian, H. Research on Detection Technique of Machine-Picked Cotton Trashbased on Image Processing. Master’s Thesis, Shihenzi University, Shihezi, China, 2014. [Google Scholar]
- Wu, T.T.; Chen, Y.J.; Yang, S.H. Detection of and experiment on seed cotton impurity rate based on image analysis. J. Xi’an Univ. Technol. 2021, 37, 235–241. [Google Scholar]
- Liu, Z.D.; Wang, Q.J.; Li, H.W. Fertilizer injecting route analysis and test for air-blowing seed-fertilizer hole-applicator via CFD-DEM coupling. Trans. Chin. Soc. Agric. Eng. 2019, 35, 18–25. [Google Scholar]
- Li, L.W.; Meng, Z.J.; Wang, X.O. Simulation Analysis of Gas-Solid Two Phase Flow in Pneumatic Conveying Fertilizer Feeder of Rice Fertilizer Applicator. Trans. Chin. Soc. Agric. Mach. 2018, 49, 171–180. [Google Scholar]
- Weng, X.X.; Cheng, C.Q.; Wang, G. Numerical Simulation of Leaf Gathering Process of Fresh Leaf Collecting Pipeline Based on CFD-DEM. Trans. Chin. Soc. Agric. Mach. 2022, 53, 424–432. [Google Scholar]
- Zhang, D.S.; Zou, Y.; Zhao, R.J. Solid-liquid Two-phase Flow Based on Fully Coupled CFD-DEM Method in Vertical Pipe. Trans. Chin. Soc. Agric. Mach. 2022, 53, 212–222. [Google Scholar]
- Hou, J.L.; Ma, D.X.; Li, H.; Zhang, Z.L.; Zhou, J.L.; Shi, S. Design and experiments of a pneumatic centrifugal combined precision seed metering device for wheat. Trans. Chin. Soc. Agric. Mach. 2023, 54, 36–45. [Google Scholar]
- Zhang, C.Y.; Kang, J.M.; Zhang, N.N.; Peng, Q.J.; Zhang, H.; Wang, X.Y. Design and Experiment of Seed Separation Tray of Air-suction Roller Dibbler for Peanut. Trans. Chin. Soc. Agric. Mach. 2023, 54, 28–37. [Google Scholar]
- Zhang, Z.Y.; Shi, G.K.; Li, J.B.; Wang, X.F.; Ding, L.B.; Wang, L.H. Analysis of jujube movement characteristics under positive and negative pressure airflow based on CFD-DEM. Comput. Electron. Agric. 2023, 210, 107902. [Google Scholar] [CrossRef]
- Leno, G.; Ying, C.; Hubert, L. Coupled CFD-DEM Simulation of Seed Flow in Horizontal-Vertical Tube Transition. Processes 2023, 11, 909–932. [Google Scholar]
- Wang, L.J.; Zhang, S.; Gao, Y.P.; Cui, T.; Ma, Z.; Wang, B. Investigation of maize grains penetrating holes on a novel screen based on CFD-DEM simulation. Powder Technol. 2023, 419, 118332. [Google Scholar] [CrossRef]
- Ren, D.Z.; Yu, H.L.; Zhang, R.; Li, J.Q.; Zhao, Y.B.; Liu, F.B.; Zhang, J.H.; Wang, W. Research and Experiments of Hazelnut Harvesting Machine Based on CFD-DEM Analysis. Agriculture 2022, 12, 2115. [Google Scholar] [CrossRef]
- Iqbal, N.; Rauh, C. Coupling of discrete element model (DEM) with computational fluid mechanics (CFD): A validation study. Comput. Chem. Eng. 2016, 277, 154–163. [Google Scholar] [CrossRef]
- Qian, F.; Huang, N.; Lu, J. CFD-DEM simulation of the filtration performance for fibrous media based on the mimic structure. Appl. Math. Comput. 2014, 71, 478–488. [Google Scholar] [CrossRef]
- Yang, S.; Lou, K.; Zhang, K. Numerical study of a lab-scale double slot-rectangular spouted bed with the parallel CFD-DEM coupling approach. Powder Technol. 2015, 272, 85–99. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Li, T.; Yu, Z.C.; Zhu, C.G.; Zhao, C.Y. Simulation and Experiment of Gas-solid Two-phase Flows in Separation Chamber of Air-screening Machine for Vegetable Seeds. Trans. Chin. Soc. Agric. Mach. 2016, 47, 70–76. [Google Scholar]
- Zhang, X.; Yang, T.; Qiao, X.; Zhong, J.; Ou, C.J.; Wang, S.F.; Zhao, Z.F. Study on Effect of Air Inlet Flow Field on the Tea Particles Drift Distance and Quality of Wind-selecting. J. Tea Soc. 2013, 33, 60–66. [Google Scholar]
- Liu, J.; Cui, T.; Zhang, D.X.; Yang, L.; Shi, S. Mechanical-pneumatic Combined Corn Precision Seed-metering Device. Trans. Chin. Soc. Agric. Mach. 2012, 2, 9. [Google Scholar]
- Akhshik, S.; Behzad, M.; Rajabi, M. CFD-DEM approach to investigate the effect of drill pipe rotation on cuttings transport behavior. J. Pet. Sci. Eng. 2015, 127, 229–244. [Google Scholar] [CrossRef]
- Qin, J.F.; Jia, M.; Su, J. Application status of pneumatic conveying technology in China’s cotton processing. Cotton Sci. 2022, 44, 3–7+22. [Google Scholar]
- Tian, G.Z. The role of pneumatic conveying for cotton processing. China Cotton Process. 2014, 183, 22–23. [Google Scholar]
- Hu, W.; Wang, D.; Chen, X.C.; Zhang, R. Finite element simulation of cotton serrated ginning state based on cottonseed modeling. J. Text. Res. 2020, 41, 27–32. [Google Scholar]
- Kong, F.T.; Shi, L.; Zhang, Y.T. Simulation and Analysis on Compression Effect of Screw Conveyor in the Hopper on Seed Cotton. J. Agric. Mech. Res. 2017, 39, 77–81. [Google Scholar]
- Wang, J. Design and Research on Automatic Adjusting Seed Cotton Cleaning Machine. Master’s Thesis, Shihenzi University, Shihezi, China, 2022. [Google Scholar]
- Hu, B.L.; Jiang, Y. Analysis of the key points of seed cotton pneumatic conveying pipeline design. China Cotton Process. 2018, 210, 15–17. [Google Scholar]
- GB/T 6102.2-2012. Available online: https://www.doc88.com/p-6681324589221.html (accessed on 27 December 2023).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fan Model | Fan Name | Number /Unit | Power of Motor /kW | Flow Rate /(m3/h) | Rotational Speed /(r/min) | Full Pressure (Pa) | Diameter of Air Inlet and Outlet (mm) |
|---|---|---|---|---|---|---|---|
| 4-72No.12C | Centrifugal fan | 1 | 45 | 49,641–69,481 | 1030 | 2318–1834 | 1000 |
| Parameters | Value | |
|---|---|---|
| Device simulation parameters | Pipe Diameter, mm | 1000 |
| Sampling port size, mm | 250 × 250 | |
| Intercept length (section A–section B), mm | 2000 | |
| Boundary conditions | Velocity inlet (cross section C), m/s | 43.7 |
| Pressure outlet (section A), Pa | −1247.75 | |
| Pipeline pressure, Pa | −1297.71 |
| Parameters | Value/Formal | |
|---|---|---|
| Material Properties | Poisson’s ratio for lint | 0.4 |
| Modulus of elasticity of lint/(Pa) | 2.4 × 109 | |
| Lint density/(kg·m−3) | 400 | |
| Steel Poisson’s ratio | 0.3 | |
| Steel shear modulus/(Pa) | 7 × 1010 | |
| Steel density/(kg·m−3) | 7850 | |
| Exposure parameter | Lint–lint collision recovery factor | 0.05 |
| Coefficient of static friction of lint–lint | 0.55 | |
| Lint–lint rolling friction coefficient | 0.15 | |
| Lint–steel collision recovery coefficient | 0.1 | |
| Lint–steel static friction coefficient | 0.45 | |
| Lint–steel rolling friction coefficient | 0.2 | |
| Pellet Plants | Number of particles | limitless |
| Particle generation rate (kg/s) | 1.69 | |
| Location and direction of particle generation | randomization |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Wang, H.; Zhang, R.; Hu, R.; Hao, B.; Huang, J. Numerical Simulation of an Online Cotton Lint Sampling Device Using Coupled CFD–DEM Analysis. Agriculture 2024, 14, 127. https://doi.org/10.3390/agriculture14010127
Wang P, Wang H, Zhang R, Hu R, Hao B, Huang J. Numerical Simulation of an Online Cotton Lint Sampling Device Using Coupled CFD–DEM Analysis. Agriculture. 2024; 14(1):127. https://doi.org/10.3390/agriculture14010127
Chicago/Turabian StyleWang, Peiyu, Huting Wang, Ruoyu Zhang, Rong Hu, Beibei Hao, and Jie Huang. 2024. "Numerical Simulation of an Online Cotton Lint Sampling Device Using Coupled CFD–DEM Analysis" Agriculture 14, no. 1: 127. https://doi.org/10.3390/agriculture14010127
APA StyleWang, P., Wang, H., Zhang, R., Hu, R., Hao, B., & Huang, J. (2024). Numerical Simulation of an Online Cotton Lint Sampling Device Using Coupled CFD–DEM Analysis. Agriculture, 14(1), 127. https://doi.org/10.3390/agriculture14010127