
Research on the Identification of Some Optimal Threshing and Separation Regimes in the Axial Flow Apparatus

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
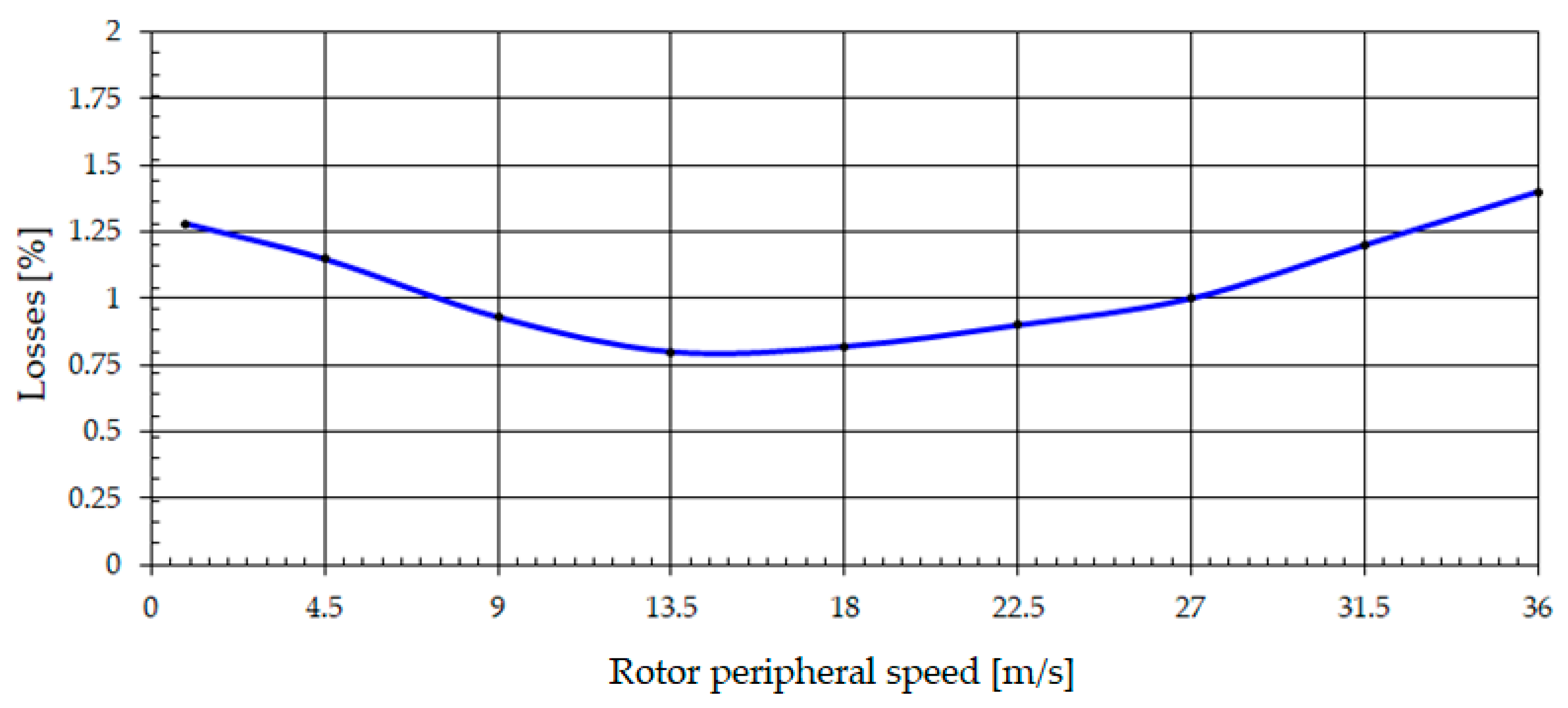
3.1. The Variation in Losses in Relation to the Rotor Peripheral Speed—vp (Revolution)
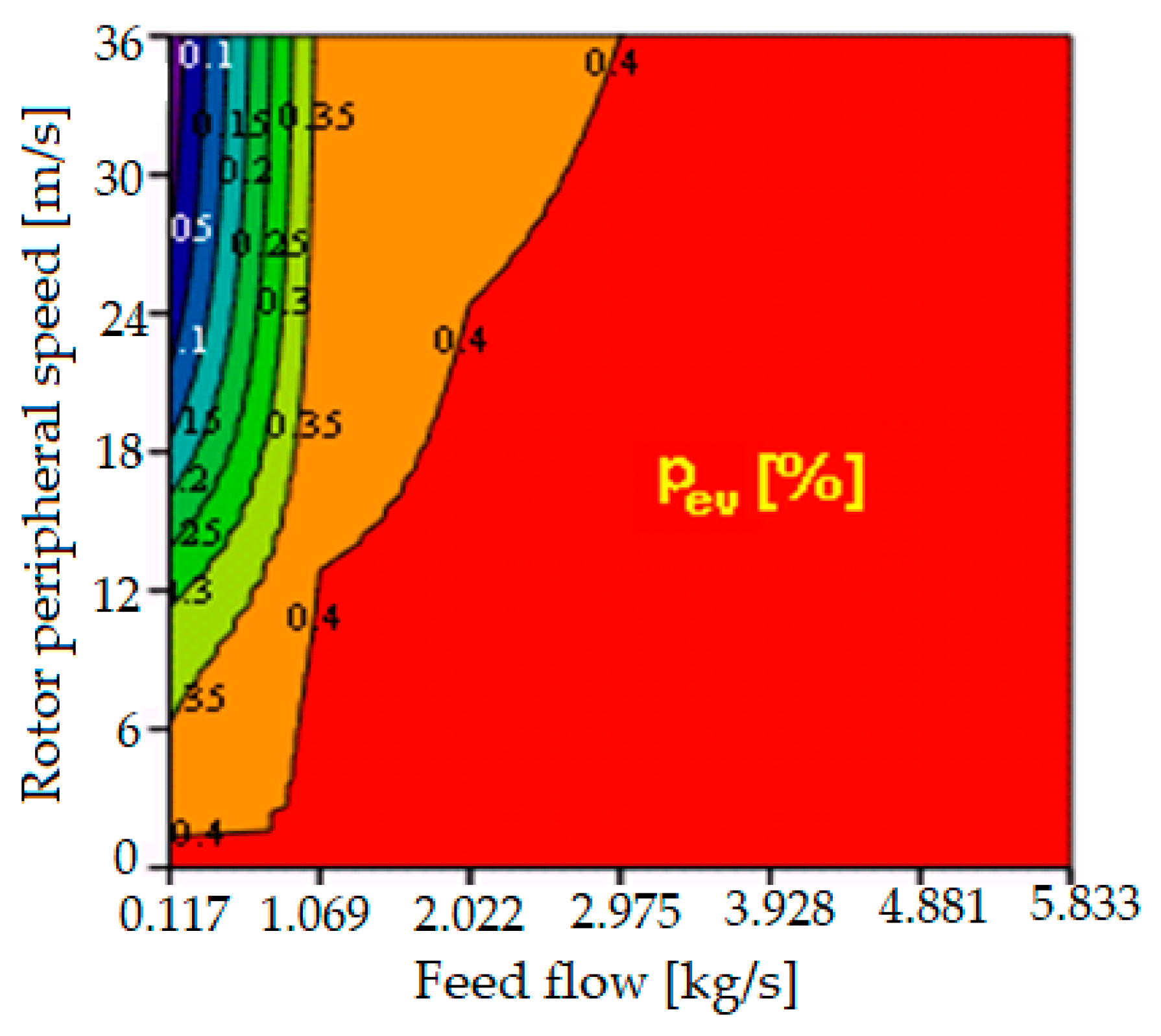
3.2. The Variation in Losses in Relation to the Feed Flow (Q)
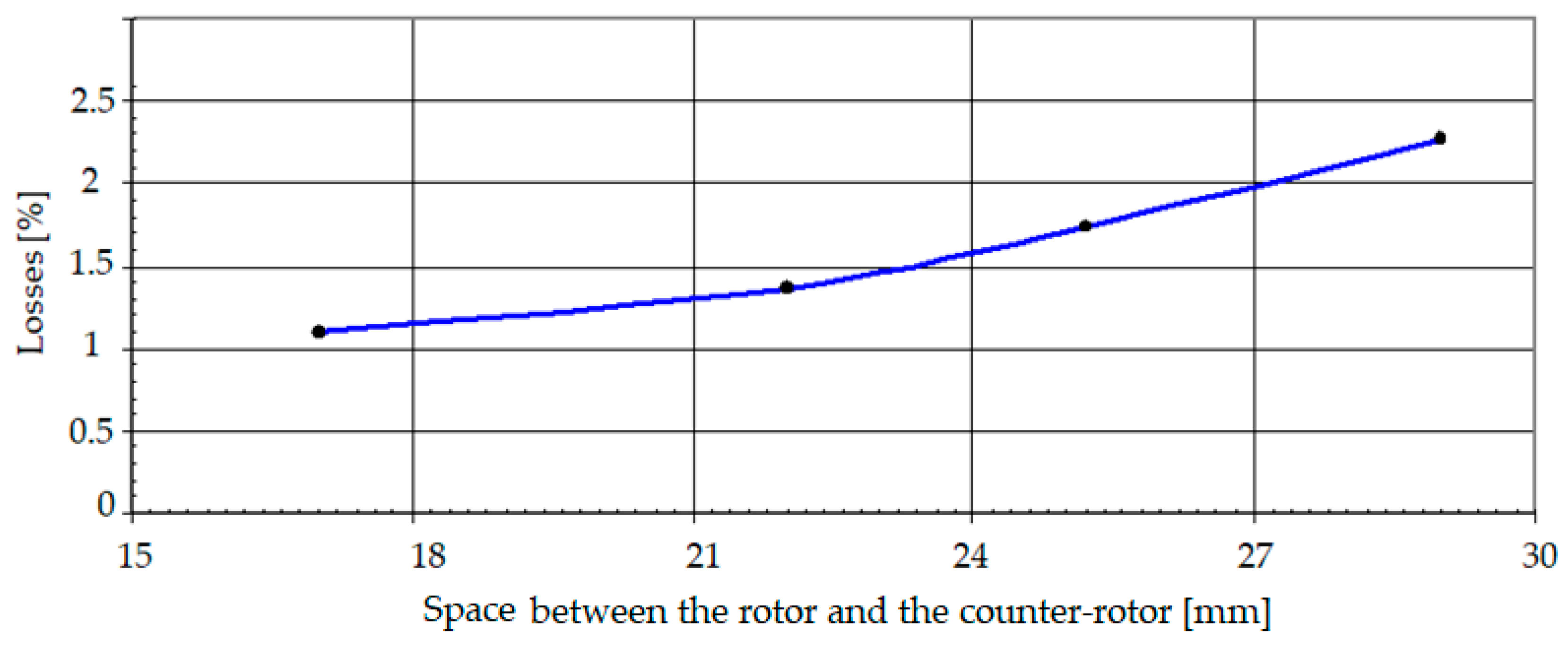
3.3. The Variation in Losses in Relation to the Space between the Rotor and the Counter-Rotor (δ)
3.4. The Variation in Losses in Relation to the Feed Speed (va)
3.5. Variation of the Loss of Two Arguments Function
3.5.1. Variation of Losses as Partial Functions of Rotor Peripheral Speed and Feed Speed
3.5.2. The Variation in Losses as Partial Functions of the Rotor Peripheral Speed and the Space between the Rotor and Counter-Rotor
3.5.3. Variation in Losses as Partial Functions of Feed Speed and Space between Rotor and Counter-Rotor
3.5.4. The Variation in Losses as Partial Functions of the Material Flow and the Rotor Peripheral Speed
3.5.5. Variation in Losses as Partial Functions of Material Flow and Space between Rotor and Counter-Rotor
3.5.6. Variation in Losses as Partial Functions of Material Flow and Feed Speed
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Li, H.; Yuan, J.; Ma, G.; Xiong, Y. Design and test on an all feed axial flow same diameter differential speed thresher. INMATEH—Agric. Eng. 2018, 54, 73–80. [Google Scholar]
- Liang, Z.; Li, Y.; Zhao, Z.; Xu, L. Structure optimization of a grain impact piezoelectric sensor and its application for monitoring separation losses on tangential-axial combine harvesters. Sensors 2015, 15, 1496–1517. [Google Scholar] [CrossRef]
- Hanna, H.M.; Quick, G.R. Grain Harvesting Machinery. In Handbook of Farm, Dairy and Food Machinery Engineering; Academic Press: Cambridge, MA, USA, 2013; pp. 223–257. [Google Scholar]
- Fu, J.; Chen, Z.; Han, L.; Ren, L. Review of grain threshing theory and technology. Int. J. Agric. Biol. Eng. 2018, 11, 12–20. [Google Scholar] [CrossRef]
- Cujbescu, D.; Găgeanu, I.; Iosif, A. Mathematical modeling of ear grain separation process depending on the length of the axial low threshing apparatus. INMATEH—Agric. Eng. 2021, 65, 101–110. [Google Scholar] [CrossRef]
- Vlăduț, N.-V.; Biriş, S.-Ş.; Cârdei, P.; Găgeanu, I.; Cujbescu, D.; Ungureanu, N.; Popa, L.-D.; Perişoară, L.; Matei, G.; Teliban, G.-C. Contributions to the mathematical modeling of the threshing and separation process in an axial flow combine. Agriculture 2022, 12, 1520. [Google Scholar] [CrossRef]
- Li, Y.; Su, Z.; Liang, Z.; Li, Y. Variable-diameter drum with concentric threshing gap and performance comparison experiment. Appl. Sci. 2020, 10, 5386. [Google Scholar] [CrossRef]
- Jiangtao, J.; Jingpeng, H.; Shengsheng, W.; Ruihong, Z.; Jing, P. Vibration and impact detection of axial-flow threshing unit under dynamic threshing conditions. INMATEH—Agric. Eng. 2020, 60, 183–192. [Google Scholar] [CrossRef]
- Sinha, J.P. Performance evaluation of axial flow and tangential axial flow threshing system for basmati rice (Oryza Sativa). Int. J. Res. Agric. For. 2014, 1, 44–49. [Google Scholar]
- Alizadeh, M.R.; Bagheri, I. Field performance evaluation of different rice threshing methods. Int. J. Nat. Sci. Eng. 2009, 3, 139–143. [Google Scholar]
- Sessiz, A.; Ulger, P. Determination of threshing losses with a raspbar type axial flow threshing unit. J. Agric. Eng. 2003, 40, 1–8. [Google Scholar]
- Bhardwaj, M.; Dogra, R.; Javed, M.; Singh, M.; Dogra, B. Optimization of conventional combine harvester to reduce combine losses for basmati rice (Oryza Sativa). Agric. Sci. 2021, 12, 259–272. [Google Scholar]
- Tang, Z.; Zhang, B.; Wang, M.; Zhang, H. Damping behaviour of a prestressed composite beam designed for the thresher of a combine harvester. Biosyst. Eng. 2021, 204, 130–146. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, Z.; Tian, L.; Su, Z.; Ding, Z. Innovative design and performance test of threshing-separating device for horizontal axial-flow combine harvester. INMATEH—Agric. Eng. 2022, 67, 497–508. [Google Scholar] [CrossRef]
- Miu, P.; Kutzbach, H.D. Simulation of threshing and separation processes in threshing units. Agrartech. Forsch. 2000, 6, SE 1–SE 6. [Google Scholar]
- Abdeen, M.A.; Salem, A.E.; Zhang, G. Longitudinal axial flow rice thresher performance optimization using the Taguchi technique. Agriculture 2021, 11, 88. [Google Scholar] [CrossRef]
- Su, Z.; Ding, Z.; Tian, L.; Lin, X.; Wang, Z. Design and performance test of variable diameter threshing drum of combine harvester. Food Sci. Nutr. 2021, 9, 4322–4334. [Google Scholar] [CrossRef]
- Guan, Z.; Zhang, Z.; Jiang, T.; Li, Y.; Wu, C.; Mu, S. Development and test of speed control system for combine harvester threshing and cleaning device. INMATEH—Agric. Eng. 2020, 61, 305–314. [Google Scholar] [CrossRef]
- Song, Z.; Diao, P.; Pang, H.; Zhao, D.; Miao, H.; Li, X.; Yang, D. Design and experiment of threshing and separating device of corn grain harvester. INMATEH—Agric. Eng. 2022, 66, 182–190. [Google Scholar] [CrossRef]
- Osueke, C.O. Frictional impact modeling of a cereal thresher. Am. J. Eng. Appl. Sci. 2011, 4, 405–412. [Google Scholar] [CrossRef]
- Zhang, S.Z.; Yuzhong, H. Design and test of backpack harvester for sunflowers. J. Mech. Des. 2018, 35, 67–71. [Google Scholar]
- Špokas, L.; Steponavičius, D.; Petkevičius, S. Impact of technological parameters of threshing apparatus on grain damage. Agron. Res. 2008, 6, 367–376. [Google Scholar]
- Coen, T.; De Baerdemaek, J.; Saeys, W. Throughput control on a combine harvester using stochastic model-based predictive control. Biosyst. Eng. 2010. [Google Scholar] [CrossRef]
- Craessaerts, G.; Sayes, W.; Missotten, B.; De Baerdemaeker, J. A genetic input selection methodology for identification of the cleaning process on a combine harvester, Part II: Selection of relevant input variables for identification of material other than grain (MOG) content in the grain bin. Biosyst. Eng. 2007, 98, 297–303. [Google Scholar] [CrossRef]
- Chuan-udom, S.; Chinsuwan, W. Effects of operating factors of an axial flow rice combine harvester on grain breakage. Songklanakarin J. Sci. Technol. 2011, 33, 221–225. [Google Scholar]
- Li, Y.; Xu, L.; Zhou, Y.; Li, B.; Liang, Z.; Li, Y. Effects of throughput and operating parameters on cleaning performance in air-and-screen cleaning unit. Comput. Electron. Agric. 2018, 152, 141–148. [Google Scholar] [CrossRef]
- Bawatharani, R.; Bandara, M.H.M.A.; Senevirathne, D.I.E. Influence of cutting height and forward speed on header losses in rice harvesting. Int. J. Agric. For. Plant. 2016, 4, 1–9. [Google Scholar]
- Suliman, A.E.R.; Taieb, A.A.; Atallah, M.M. Development of threshing system in combine harvester for improving of its performance efficiency in rice threshing. Misr J. Ag. Eng. 2012, 29, 143–178. [Google Scholar] [CrossRef]
- Li, X.; Du, Y.; Guo, J.; Mao, E. Design, simulation, and test of a new threshing cylinder for high moisture content corn. Appl. Sci. 2020, 10, 4925. [Google Scholar] [CrossRef]
- Ali, K.A.M.; Zong, W.; Md-Tahir, H.; Ma, L.; Yang, L. Design, simulation and experimentation of an axial flow sunflower-threshing machine with an attached screw conveyor. Appl. Sci. 2021, 11, 6312. [Google Scholar] [CrossRef]
- Miu, P.; Wacker, P.; Kutzbach, H.-D. A comprehensive simulation model of threshing and separating process in axial units part I. Further model development. In Proceedings of the International Conference on Agricultural Engineering, Oslo, Norway, 24–27 August 1998; pp. 533–1064. [Google Scholar]
- Xu, T.; Li, Y. Effect of airflow field in the tangential-longitudinal flow threshing and cleaning system on harvesting performance. Adv. Mater. Sci. Eng. 2020, 2020, 4121595. [Google Scholar] [CrossRef]
- Audilakshmi, A.S.C.; Solunke, R.B.; Kamatar, M.Y.; Kandalkar, H.G.; Gaikwad, P. Approaches to grain quality improvement in rainy season sorghum in India. Crop Prot. 2007, 26, 630–641. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Goering, C.E.; Rohrbach, R.P.; Buckmaster, D.R. Grain harvesting. In Engineering Principles of Agricultural Machines, 2nd ed.; ASABE: Saint Joseph, MI, USA, 2006. [Google Scholar]
- Craessaerts, G.; De Baerdemaeker, B.J. Fuzzy control of the cleaning process on a combine harvester. Biosyst. Eng. 2010, 106, 103–111. [Google Scholar] [CrossRef]
- Xie, Y.; Alleyne, A.G.; Greer, A.; Deneault, D. Fundamental limits in combine harvester header height control. J. Dyn. Meas. Control 2013, 135, 0345031–0345038. [Google Scholar] [CrossRef]
- Yang, R.; Wang, Z.; Shang, S.; Zhang, J.; Qing, Y.; Zha, X. The design and experimentation of EVPIVS-PID harvesters’ header height control system based on sensor ground profiling monitoring. Agriculture 2022, 12, 282. [Google Scholar] [CrossRef]
- Masek, J.; Kumhala, F.; Novak, P.; Fic, T. Influence of different threshing system design on grain damage. In Proceedings of the 15th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 25–27 May 2016; pp. 756–761. [Google Scholar]
- Guan, Z.; Li, H.; Chen, X.; Mu, S.; Jiang, T.; Zhang, M.; Wu, C. Development of impurity-detection system for tracked rice combine harvester based on DEM and Mask R-CNN. Sensors 2022, 22, 9550. [Google Scholar] [CrossRef]
- Chai, X.Y.; Xu, L.Z.; Sun, Y.X.; Liang, Z.W.; Lu, E.; Li, Y.M. Development of a cleaning fan for a rice combine harvester using computational fluid dynamics and response surface methodology to optimise outlet airflow distribution. Biosyst. Eng. 2020, 192, 232–244. [Google Scholar] [CrossRef]
- Oduori, M.F.; Mbuya, T.O.; Sakai, J.; Inoue, E. Shattered rice grain loss attributable to the combine harvester reel: Model formulation and fitting to field data. Agric. Eng. Int. CIGR Ejournal 2008, 10, 1–25. [Google Scholar]
- Kumar, N.; Upadhyay, G.; Choudhary, S.; Patel, B.; Chhokar, R.S.; Gill, S.C. Resource conserving mechanization technologies for dryland agriculture. In Enhancing Resilience of Dryland Agriculture under Changing Climate: Interdisciplinary and Convergence Approaches; Springer Nature: Heidelberg, Germany, 2023; pp. 657–688. [Google Scholar]
- Jasper, S.P.; Zimmermann, G.G.; Savi, D.; Strapasson Neto, L.; Leonidas Kmiecik, L.; Sobenko, L.R. Operational performance and energy efficiency of axial harvesters with single and double rotor systems in soybean seed harvest. Ciência Agrotecnologia 2021, 45, e031720. [Google Scholar] [CrossRef]
- Priporov, I.E. Mathematical model of the separation process of sunflower seeds in innovative air-sieve grain-cleaning machine. Bulg. J. Agric. Sci. 2022, 28, 362–366. [Google Scholar]
- Aliev, E.B.; Yaropud, V.M.; Dudin, V.Y.; Pryshliak, V.M.; Pryshliak, N.V.; Ivlev, V.V. Research on sunflower seeds separation by airflow. INMATEH–Agric. Eng. 2018, 56, 119–128. [Google Scholar]
- Tkachev, V.; Borodin, N.; Knyazev, A.; Borovikov, R.; Lebedev, V. Improving the efficiency of separating machines equipped with flat oscillating sieves. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, England, 2021; Volume 839, p. 052026. [Google Scholar] [CrossRef]




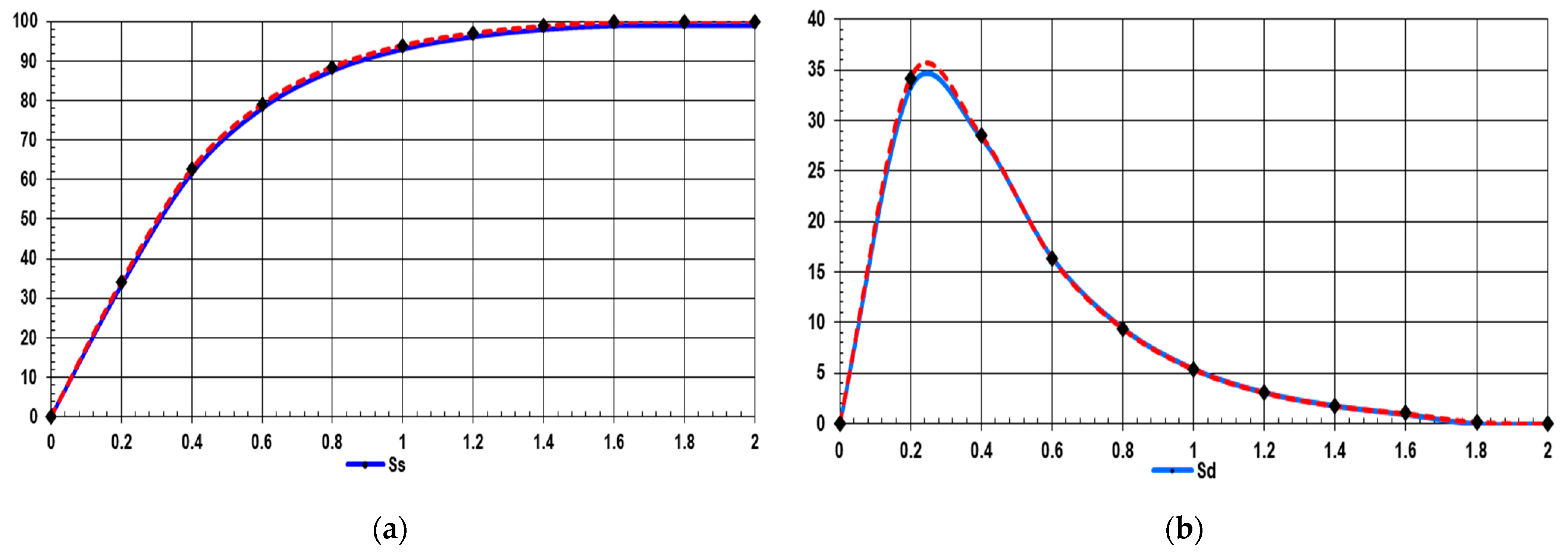
 curve drawn by points;
curve drawn by points;  theoretical curve).
curve drawn by points; theoretical curve).
theoretical curve).
curve drawn by points; theoretical curve).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Ratio of seeds/straw parts | 1/1.865 |
| Mass of the material | 5.0 [kg] |
| Measurement duration | 4.0 [s] |
| Flow | 1.25 [kg/s] |
| Rotor speed: | 900 [rpm] |
| Rotor peripheral speed | 28.274 [m/s] |
| Rotor length | 2000 [mm] |
| Rotor radius | 300 [mm] |
| Space between the rotor and the counter-rotor (inlet/outlet) | 22/5 [mm] |
| Separated seeds | 1732.58 [g] |
| Separated unthreshed seeds | 0.11 [g] |
| Evacuation losses | 12.37 [g] |
| Deteriorated seeds | 1.32 [%] |
| Separated straw parts | 1216.138 [g] |
| Evacuated straw parts | 2038.692 [g] |
| Seeds moisture | 15.28 [%] |
| Straw moisture | 17.75 [%] |
| Material feeding speed | 0.225 [m/s] |
| Li [mm] | Separated Material [g] | |||||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | Total | Cumulative Total Ms [%] | ||
| [g] | [%] | |||||||
| L1 = 200 | 84.9 | 71.3 | 115.9 | 63.2 | 8.4 | 343.7 | 11.66 | 11.66 |
| L2 = 400 | 117.6 | 121.8 | 189.3 | 114.6 | 13.7 | 557.0 | 18.90 | 30.56 |
| L3 = 600 | 133.8 | 119.2 | 209.8 | 104.9 | 17.8 | 585.5 | 19.86 | 50.42 |
| L4 = 800 | 105.0 | 97.3 | 168.1 | 96.0 | 40.0 | 506.4 | 17.17 | 67.59 |
| L5 = 1000 | 79.1 | 40.6 | 73.2 | 83.1 | 33.9 | 309.9 | 10.51 | 78.10 |
| L6 = 1200 | 43.9 | 22.1 | 31.7 | 39.7 | 105.9 | 243.3 | 8.25 | 86.35 |
| L7 = 1400 | 39.3 | 29.7 | 23.6 | 25.9 | 101.9 | 220.4 | 7.47 | 93/82 |
| L8 = 1600 | 26.0 | 20.5 | 37.5 | 90.4 | 2.1 | 176.5 | 5.98 | 99.80 |
| L9 = 1800 | 1.02 | 0.4 | 1.02 | 0.5 | 2.7 | 5.64 | 0.19 | 99.99 |
| L10 = 2000 | 0.054 | 0.027 | 0.081 | 0.081 | 0.135 | 0.378 | 0.01 | 100.00 |
| Total: [g] Md [%] | 630.674 | 522.927 | 850.201 | 618.381 | 326.535 | 2948.718 | 100.00 | Length |
| 21.39 | 17.73 | 28.83 | 20.97 | 11.08 | 100.00 | – | ||
| Cumulative total: Ms [%] | 21.39 | 39.12 | 67.95 | 88.92 | 100.00 | Width | ||
| Li [mm] | Ss [%] | Sd [%] | Sl [%] | Sn [%] |
|---|---|---|---|---|
| L1 = 200 | Ss1 = 12.945 | Sd1 = 12.945 | Sl1 = 60.297 | Sn1 = 26.758 |
| L2 = 400 | Ss2 = 34.927 | Sd2 = 21.982 | Sl2 = 34.620 | Sn2 = 30.453 |
| L3 = 600 | Ss3 = 57.310 | Sd3 = 22.383 | Sl3 = 19.919 | Sn3 = 22.771 |
| L4 = 800 | Ss4 = 78.976 | Sd4 = 21.666 | Sl4 = 11.449 | Sn4 = 9.575 |
| L5 = 1000 | Ss5 = 90.145 | Sd5 = 11.169 | Sl5 = 6.580 | Sn5 = 3.275 |
| L6 = 1200 | Ss6 = 94.340 | Sd6 = 4.195 | Sl6 = 3.782 | Sn6 = 1.878 |
| L7 = 1400 | Ss7 = 97.389 | Sd7 = 3.049 | Sl7 = 2.174 | Sn7 = 0.437 |
| L8 = 1600 | Ss8 = 99.091 | Sd8 = 1.702 | Sl8 = 0.901 | Sn8 = 0.008 |
| L9 = 1800 | Ss9 = 99.265 | Sd9 = 0.174 | Sl9 = 0.718 | Sn9 = 0.017 |
| L10 = 2000 | Ss10 = 99.285 | Sd10 = 0.020 | Sl10 = 0.413 | Sn10 = 0.302 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vlăduț, N.-V.; Ungureanu, N.; Biriş, S.-Ş.; Voicea, I.; Nenciu, F.; Găgeanu, I.; Cujbescu, D.; Popa, L.-D.; Boruz, S.; Matei, G.; et al. Research on the Identification of Some Optimal Threshing and Separation Regimes in the Axial Flow Apparatus. Agriculture 2023, 13, 838. https://doi.org/10.3390/agriculture13040838
Vlăduț N-V, Ungureanu N, Biriş S-Ş, Voicea I, Nenciu F, Găgeanu I, Cujbescu D, Popa L-D, Boruz S, Matei G, et al. Research on the Identification of Some Optimal Threshing and Separation Regimes in the Axial Flow Apparatus. Agriculture. 2023; 13(4):838. https://doi.org/10.3390/agriculture13040838
Chicago/Turabian StyleVlăduț, Nicolae-Valentin, Nicoleta Ungureanu, Sorin-Ştefan Biriş, Iulian Voicea, Florin Nenciu, Iuliana Găgeanu, Dan Cujbescu, Lorena-Diana Popa, Sorin Boruz, Gheorghe Matei, and et al. 2023. "Research on the Identification of Some Optimal Threshing and Separation Regimes in the Axial Flow Apparatus" Agriculture 13, no. 4: 838. https://doi.org/10.3390/agriculture13040838
APA StyleVlăduț, N.-V., Ungureanu, N., Biriş, S.-Ş., Voicea, I., Nenciu, F., Găgeanu, I., Cujbescu, D., Popa, L.-D., Boruz, S., Matei, G., Ekielski, A., & Teliban, G.-C. (2023). Research on the Identification of Some Optimal Threshing and Separation Regimes in the Axial Flow Apparatus. Agriculture, 13(4), 838. https://doi.org/10.3390/agriculture13040838