
Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester


Abstract
:1. Introduction
2. Materials and Methods
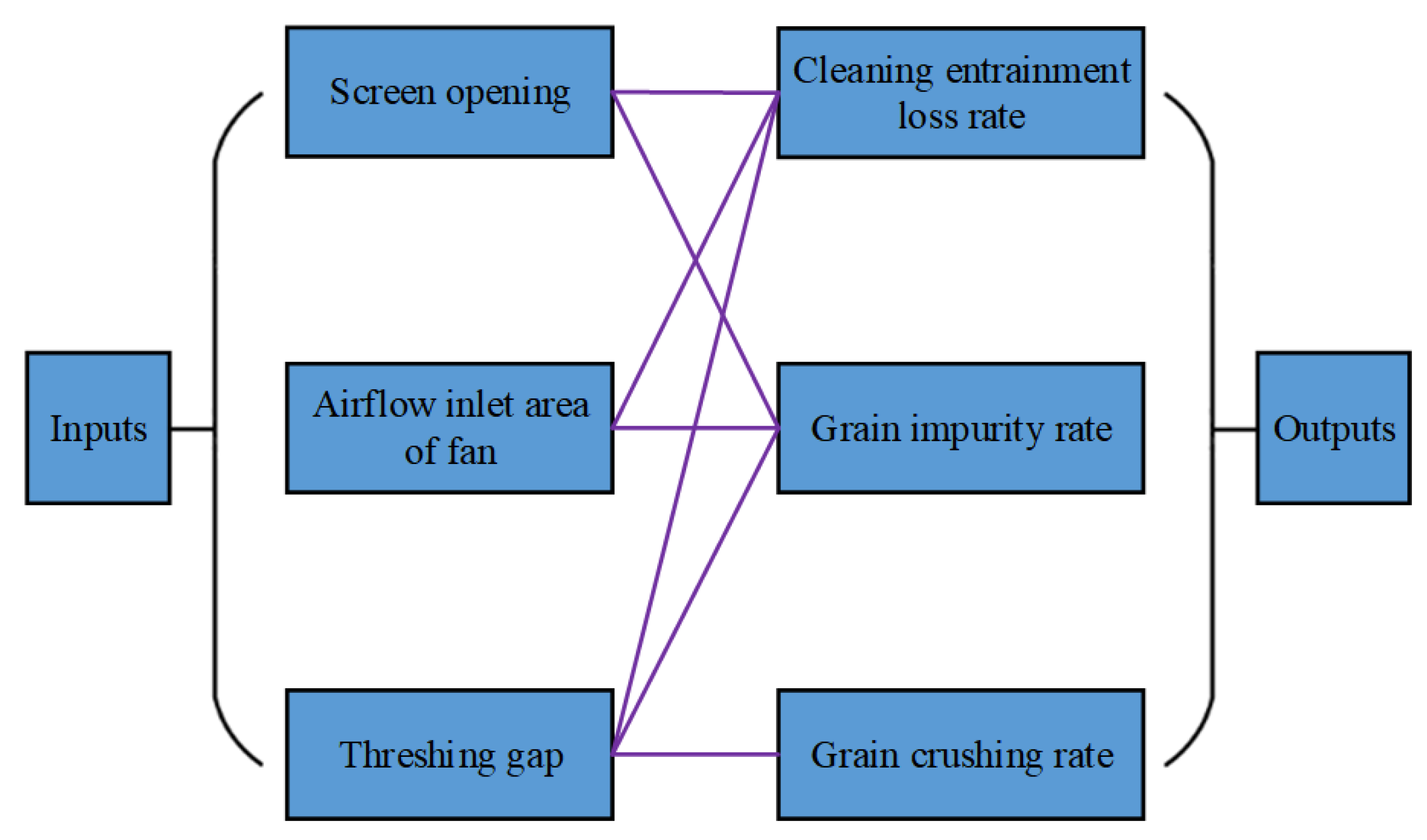
2.1. Composition of the Multi-Input and Multi-Output System for Threshing and Cleaning Devices
2.2. Real-Time Acquisition or Adjustment Device for Each Parameter
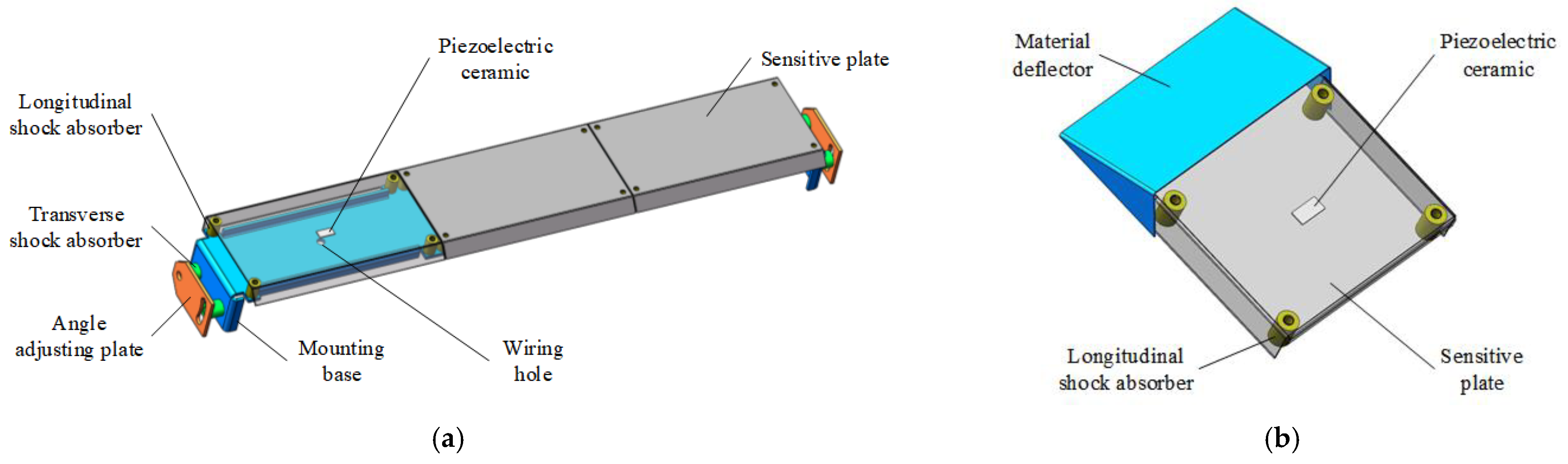
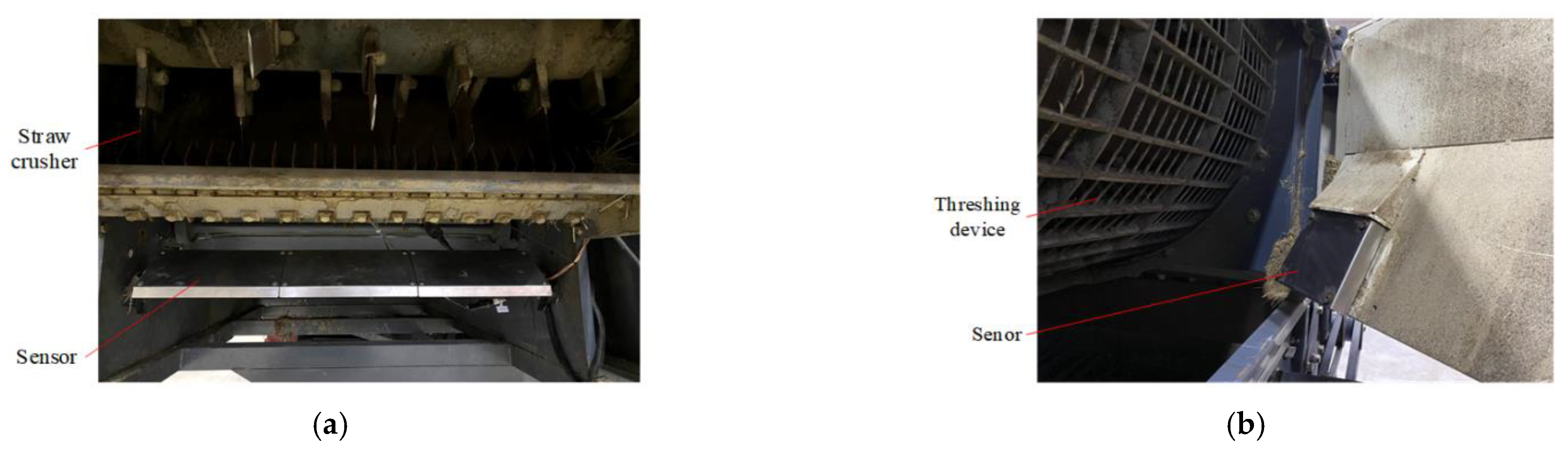
2.2.1. Cleaning and Entrainment Loss Rate Monitoring Sensors
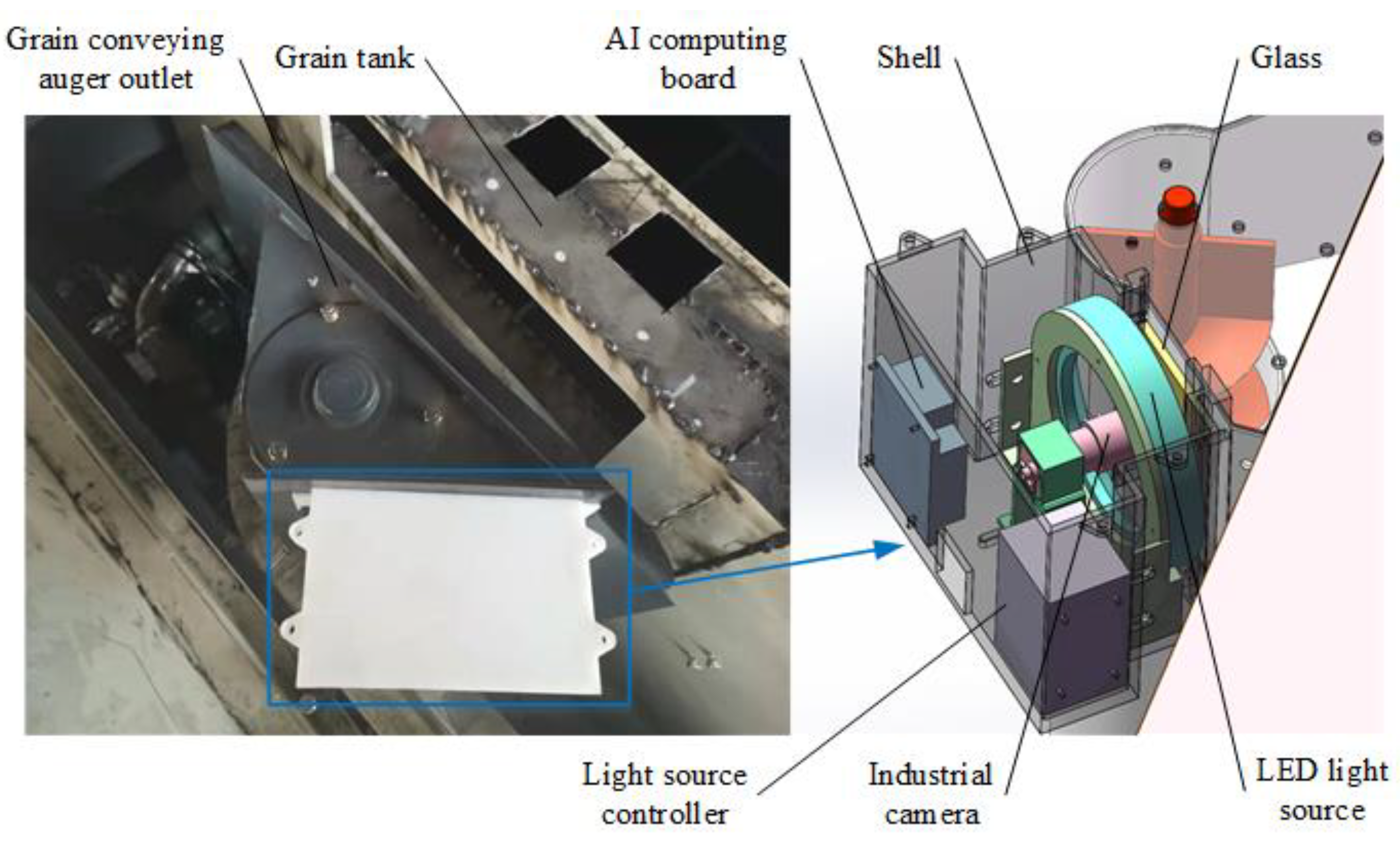
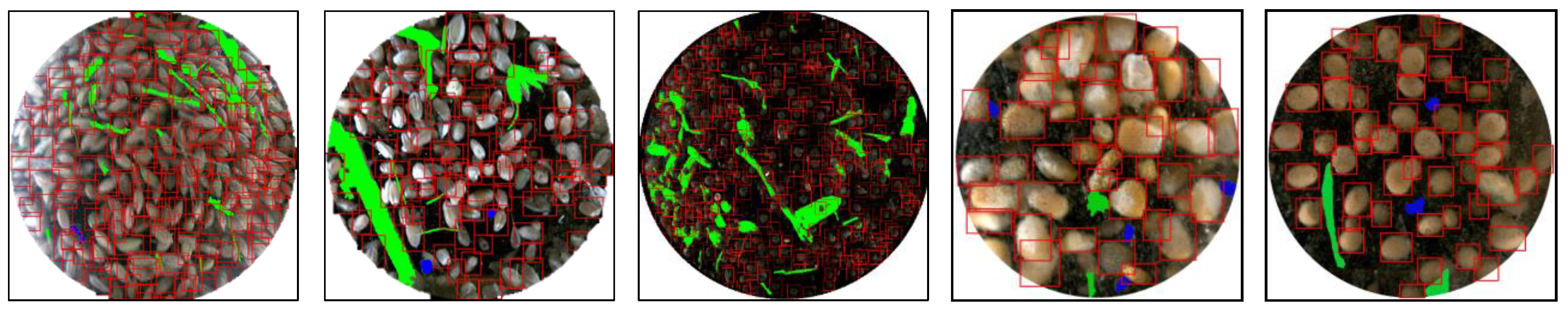
2.2.2. Grain Impurity Rate and Crushing Rate Monitoring Sensor
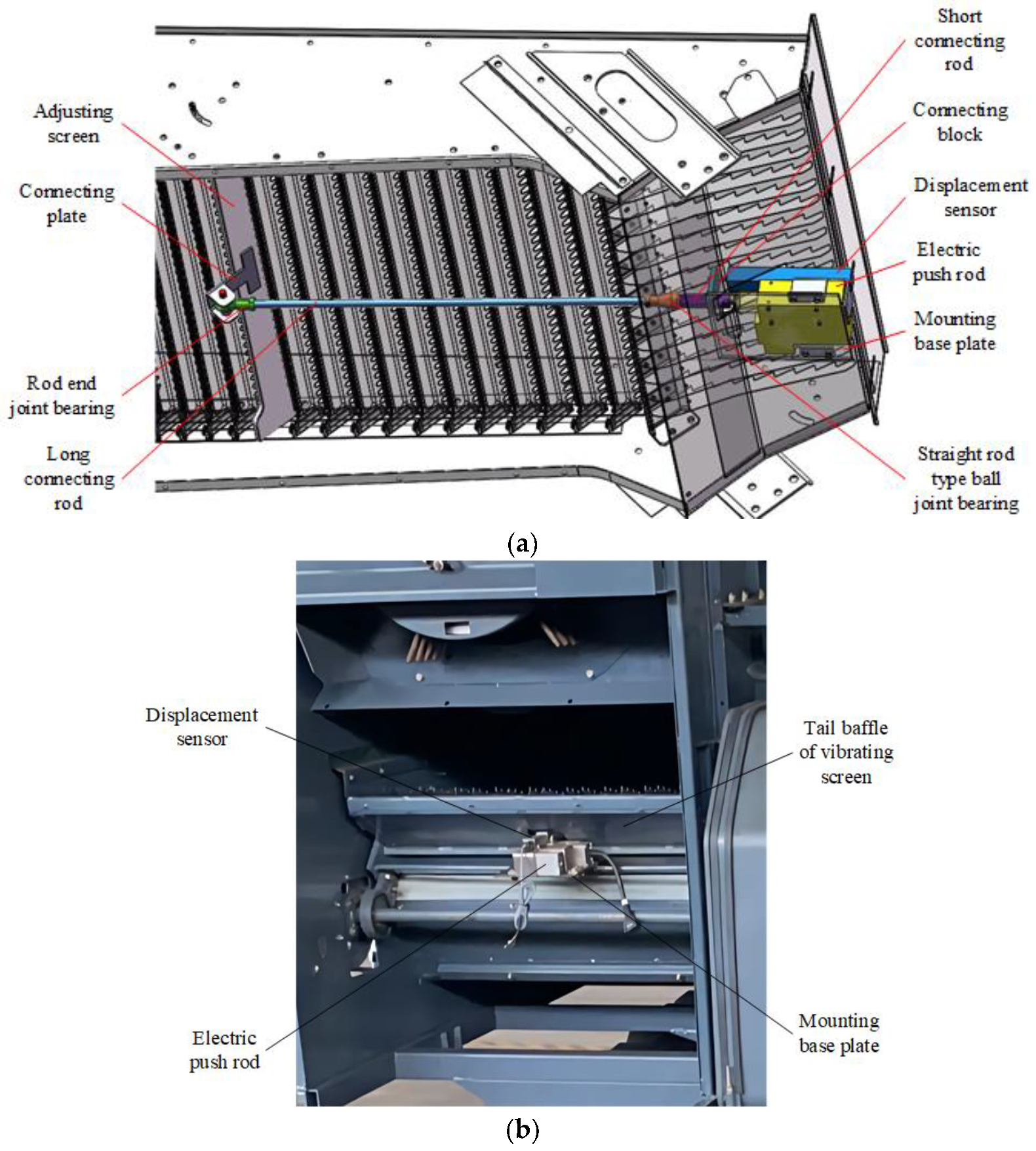
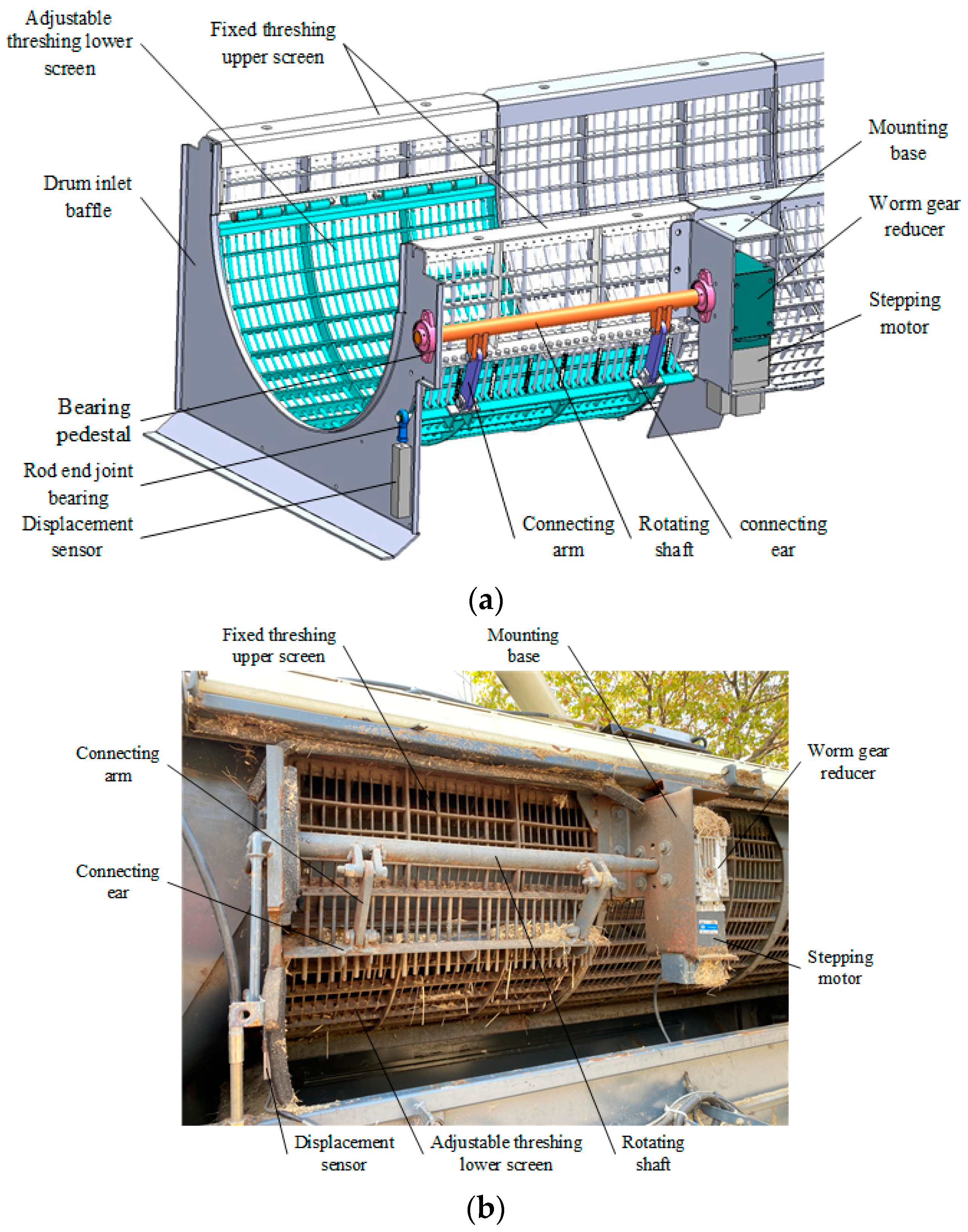
2.2.3. Screen Opening Adjustment Device
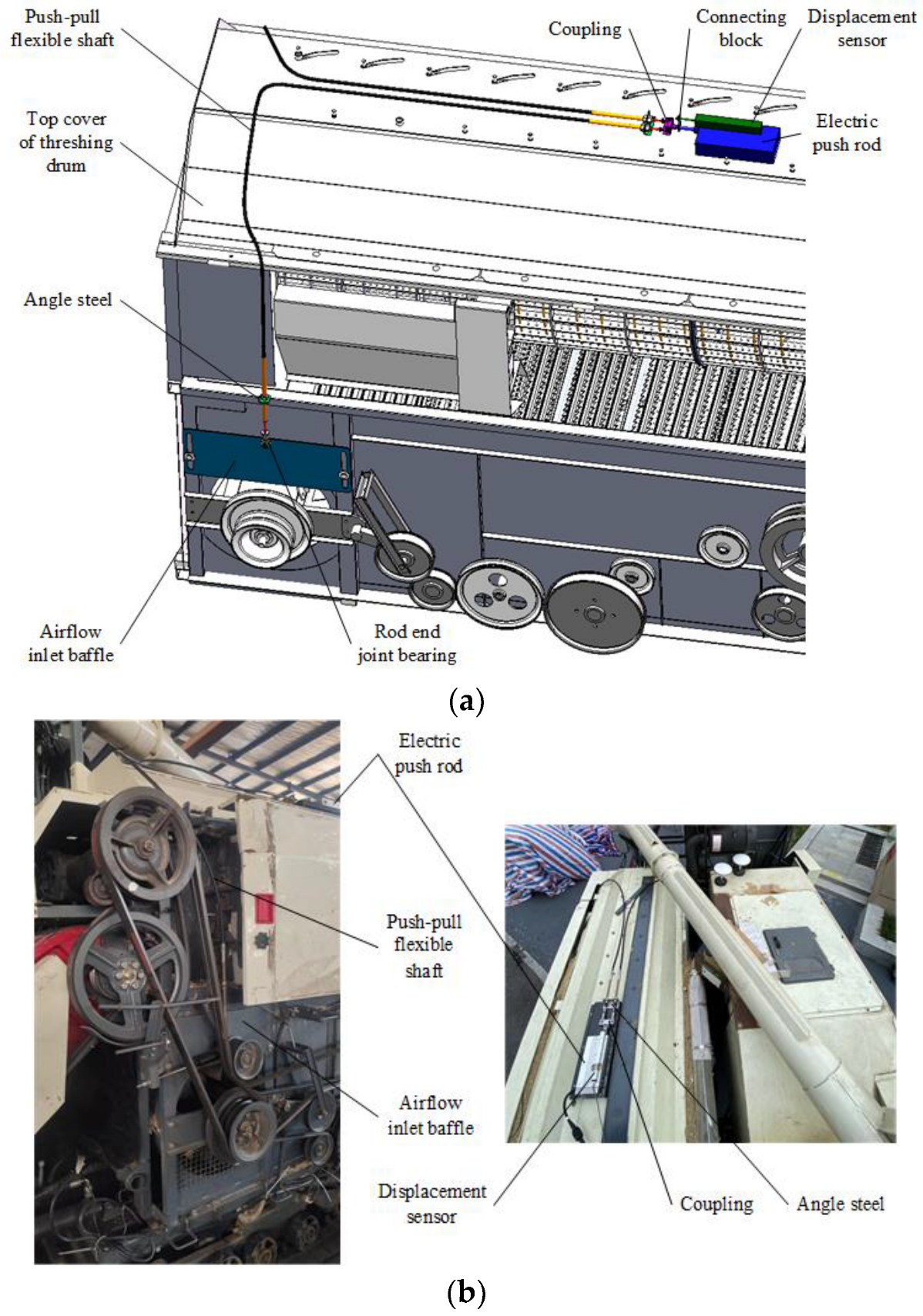
2.2.4. Airflow Inlet Area Adjustment Device
2.2.5. Threshing Gap Adjustment Device
2.3. System Identification Test Design
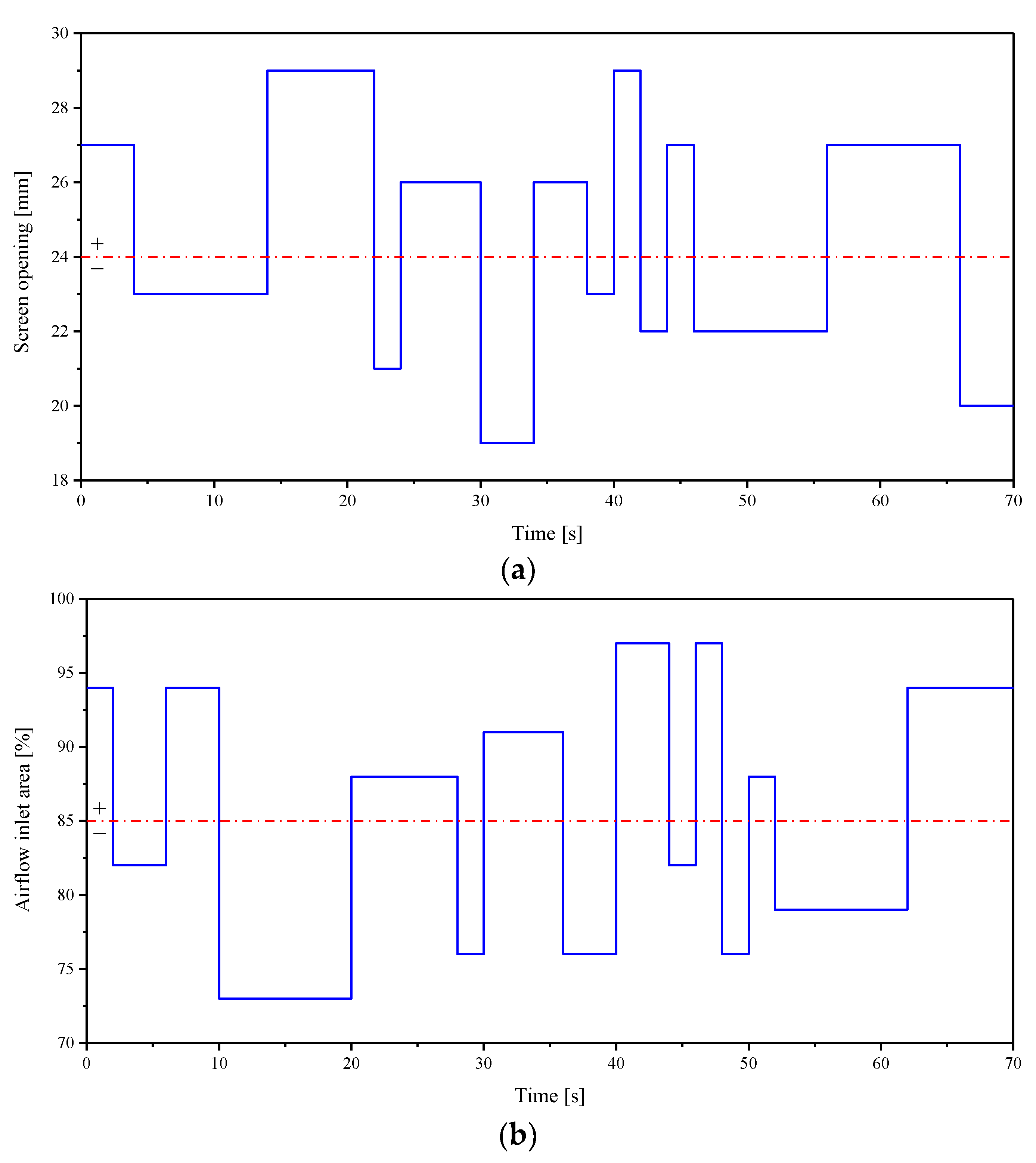
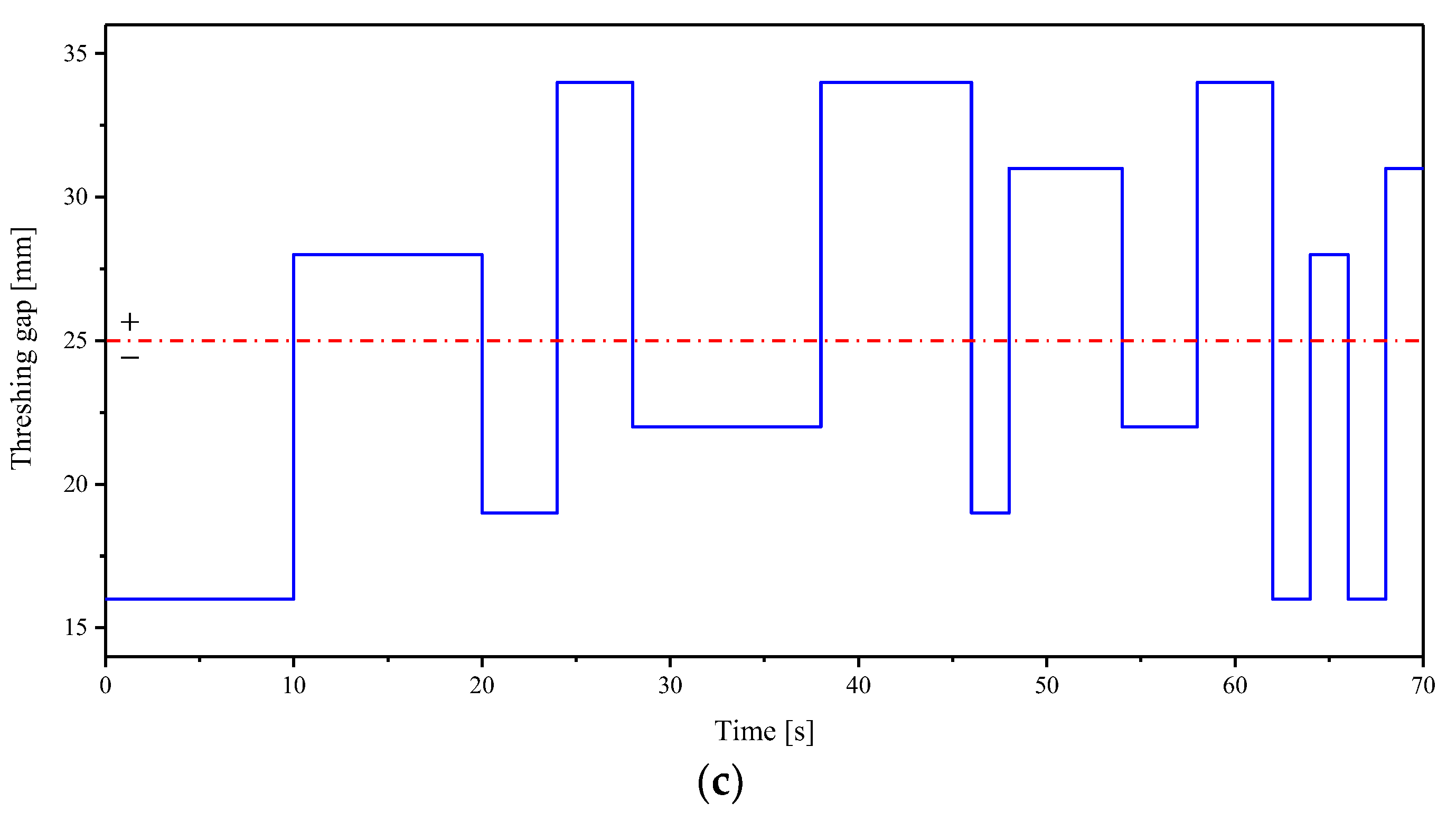
2.3.1. Input Signal Setting
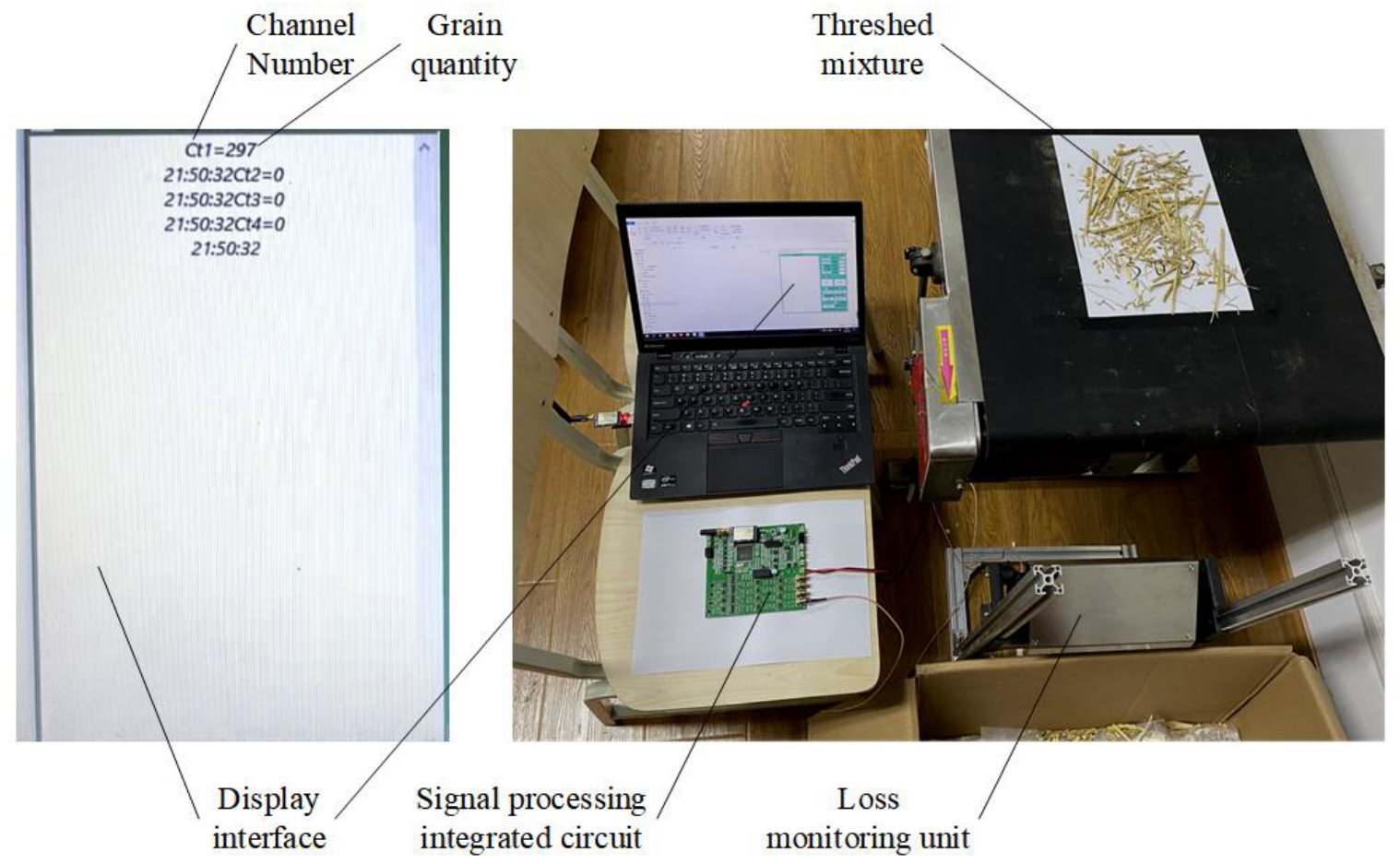
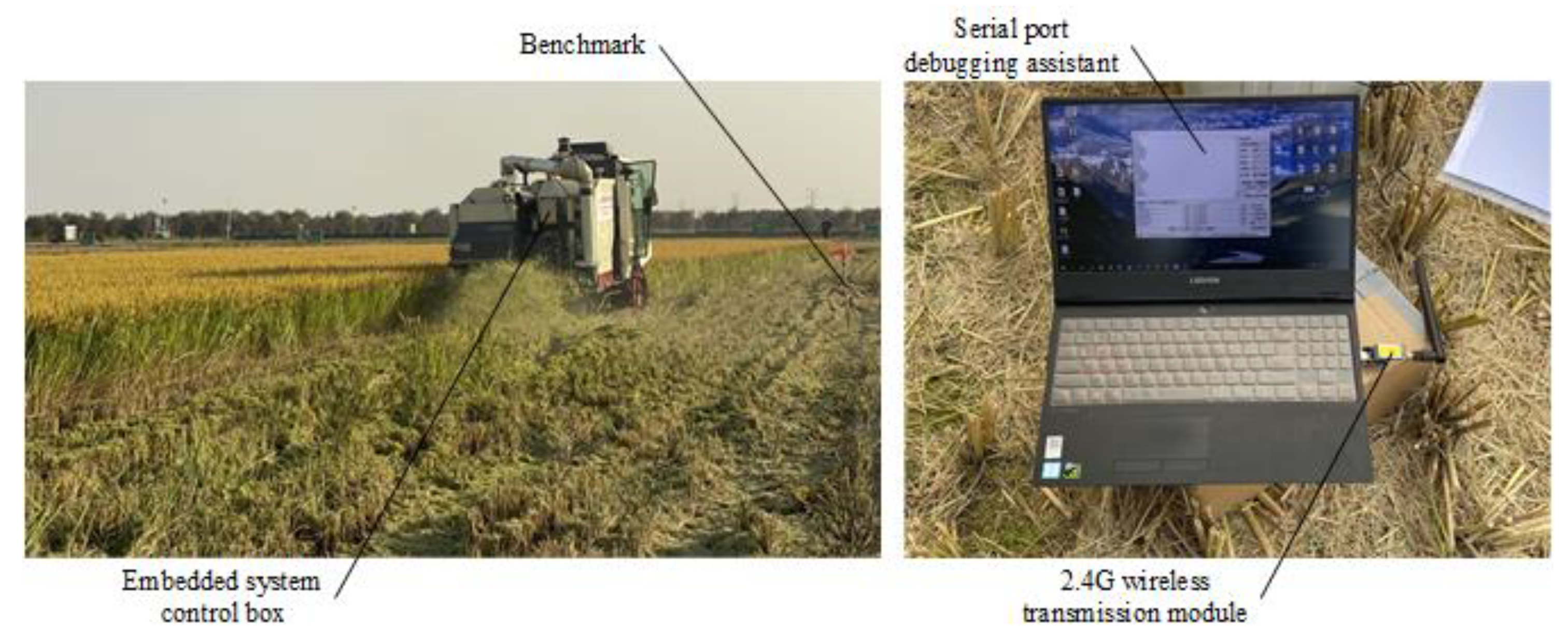
2.3.2. Output Signal Acquisition
2.4. Fusion Identification Method Based on PSO and WNN
- (1)
- Initializing each particle in the population, determining the number of all particles, and randomly generating the initial velocity and initial position of each particle; Determining the maximum number of iterations; Setting the current optimal position of each particle to and the global optimal position to .
- (2)
- Giving the basic structure and input and output data of WNN training model; Setting the wavelet basis function. In this paper, the Morlet wavelet function after cosine modulation was used as the basis function of, namely: .
- (3)
- After one step of PSO iteration, the position and velocity of each particle were updated by using the particle update formula in the PSO algorithm.
- (4)
- (5)
- Continue iterating, constantly updating the position and velocity of each particle.
- (6)
- When the error reached the initial set value, or the iteration reached the maximum value, it stopped training. Otherwise, it returned to step (4) to continue training until the requirements were met.
- (7)
- The final global optimal values were substituted into the connection weight, scaling factor, and other parameters of the WNN, and the network output was calculated.
3. Results and Discussion
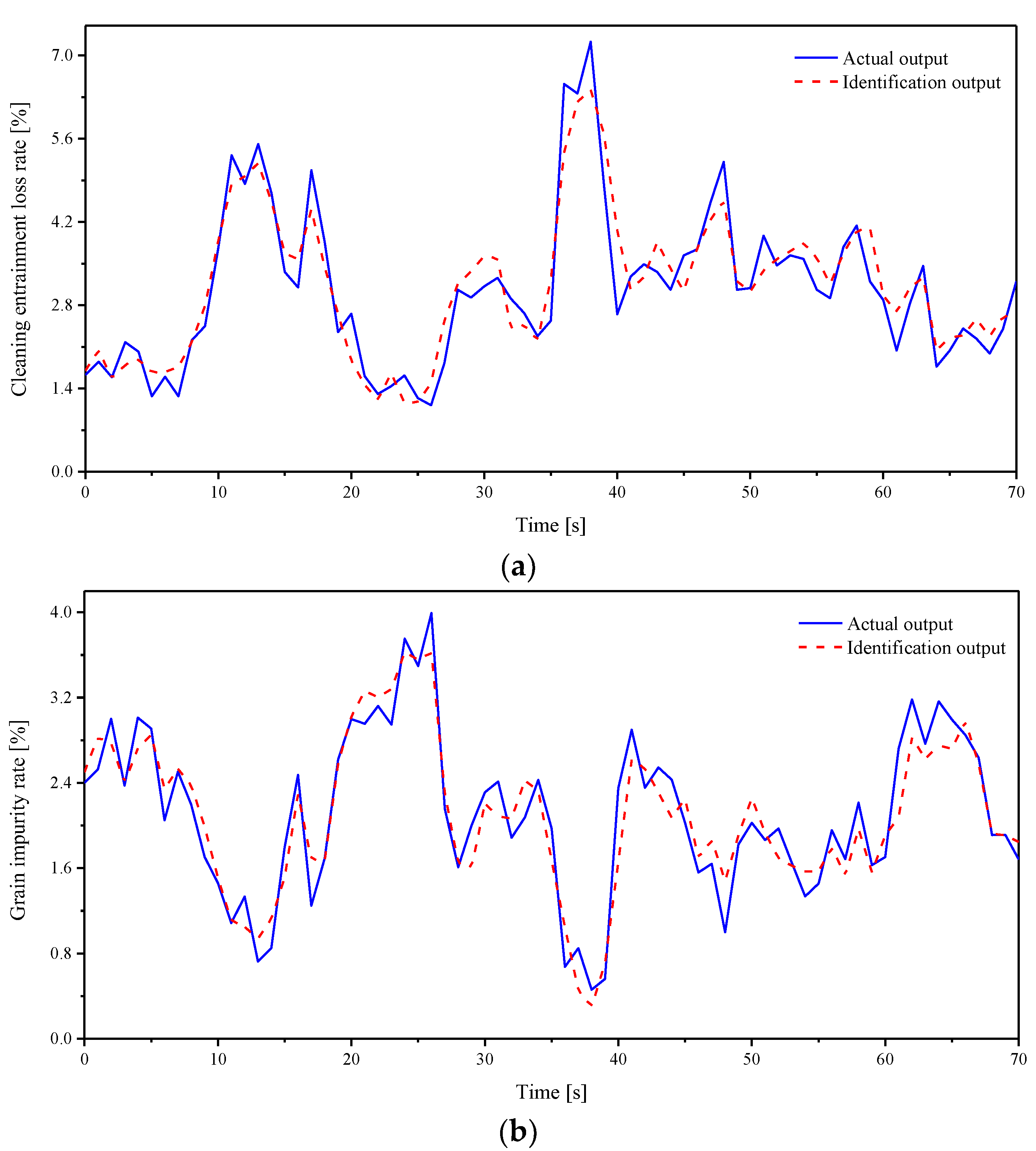
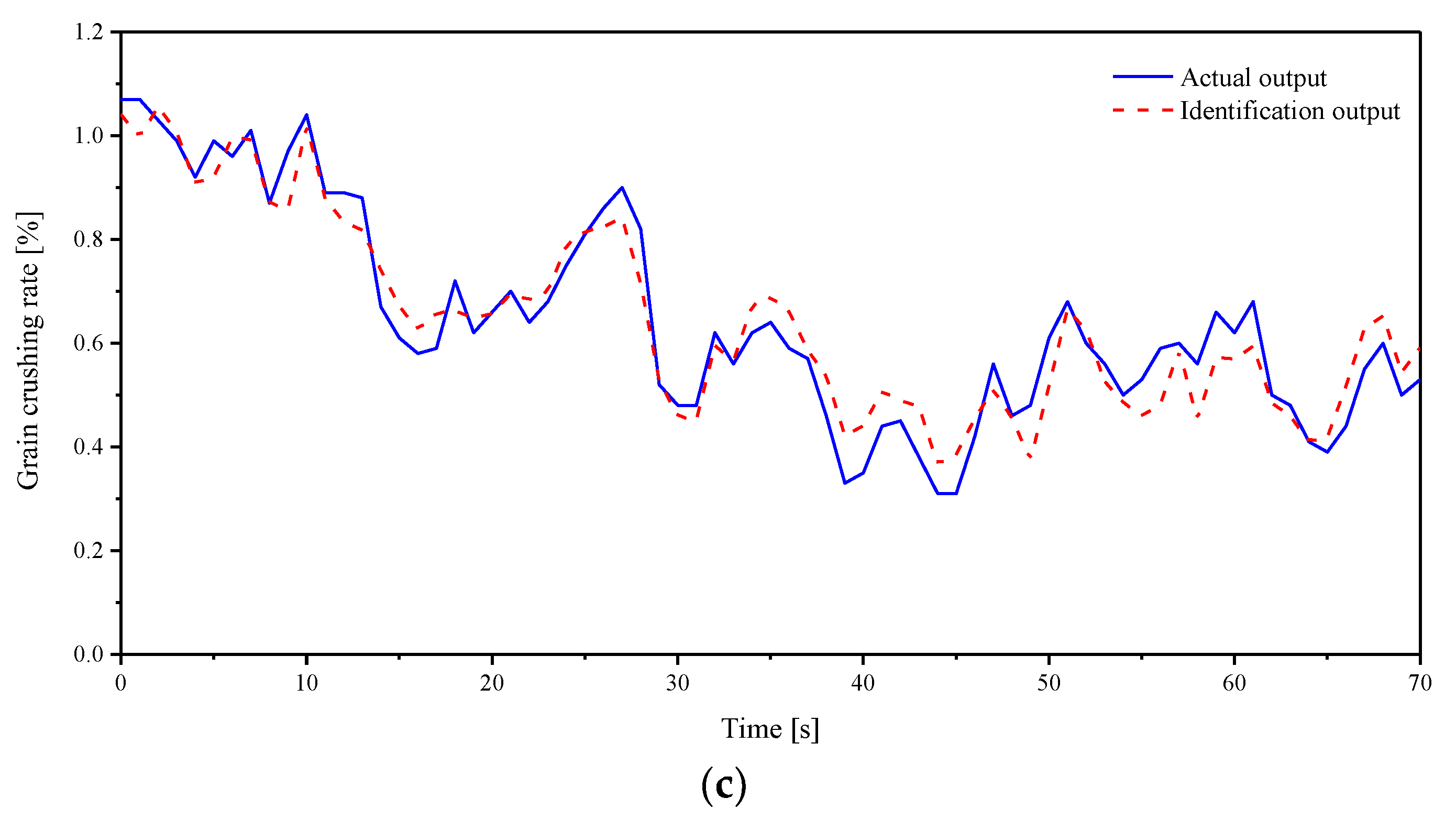
3.1. System Identification Results
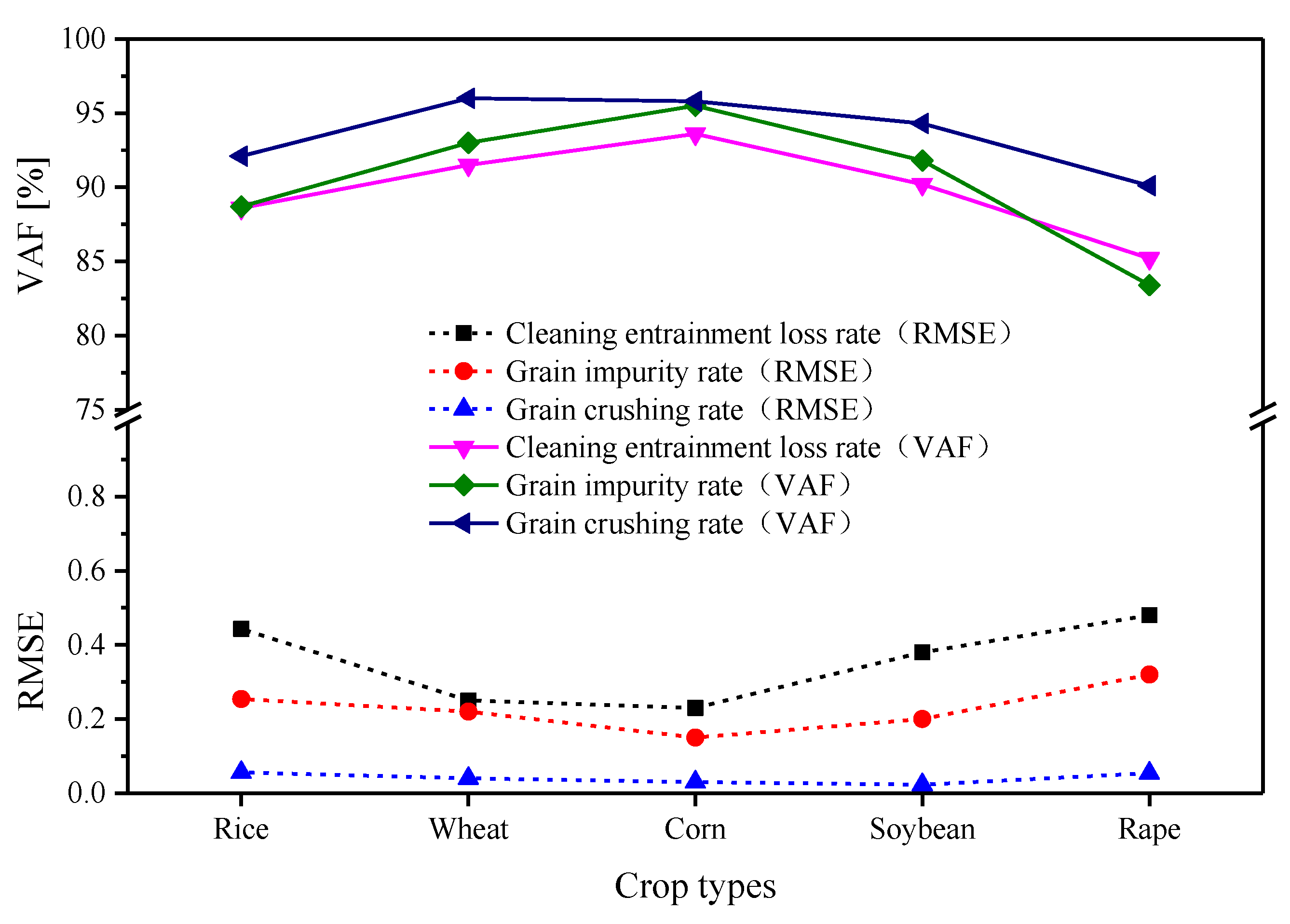
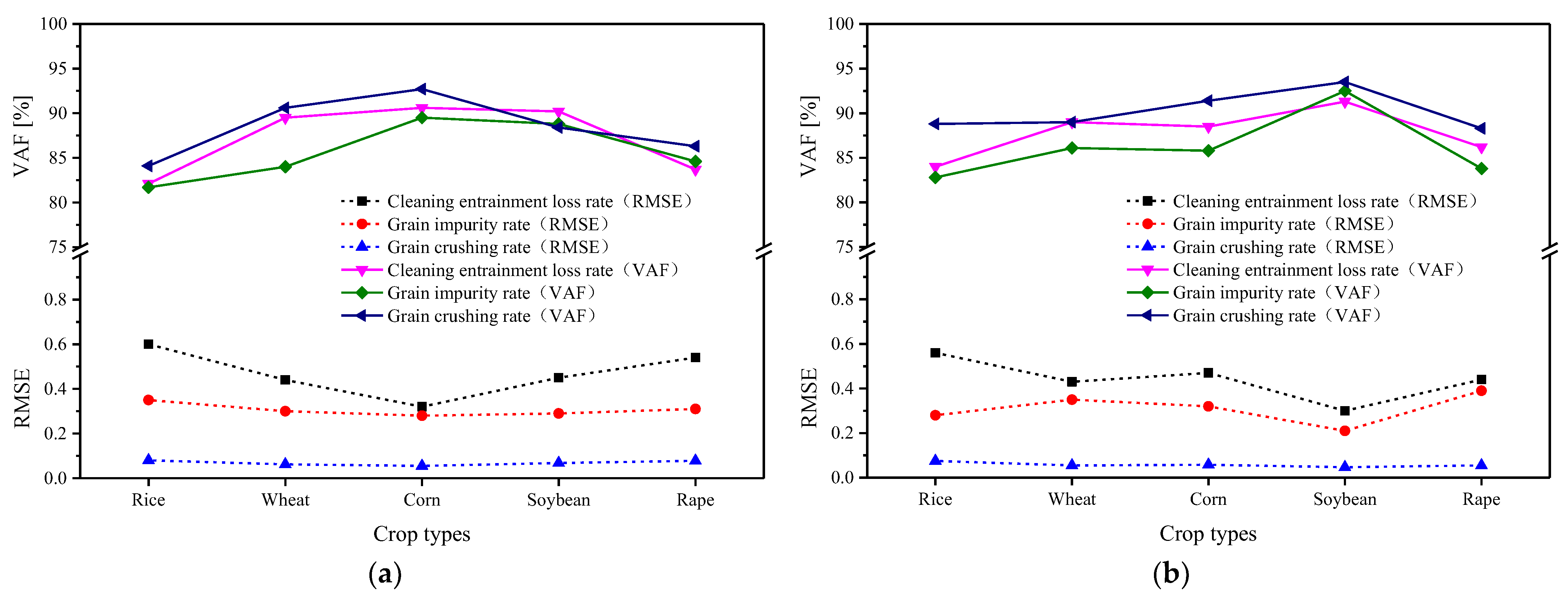
3.2. Verification Results of System Identification Model
4. Conclusions
- The multi-parameter control system of threshing and cleaning devices in a combine harvester was taken as the research object, in which the cleaning entrainment loss rate, the grain impurity rate, and the grain-crushing rate were taken as the output parameters, and the screen opening, the airflow inlet area of fan and the threshing gap were taken as the input parameters. The real-time acquisition or adjustment method of each parameter was developed. Among them, the monitoring accuracy of loss was greater than 92.0%; The monitoring accuracy of impurity rate was greater than 94.2%; The monitoring accuracy of crushing rate was greater than 92.7%. Their monitoring accuracy and stability could meet the needs of the control system.
- In order to obtain the training data required for system identification, the PRBS input signals with amplitude modulation were designed as the inputs, and the output signals acquisition test was carried out in the field. Then, a fusion method of PSO and WNN was proposed to identify the system based on the state-space model. It was concluded that the identified system model was highly similar to the actual model. The VAF values between the two model outputs were greater than 88.0%. Moreover, the higher identification accuracy was proved by several groups of model verification tests. The VAF values of different crop system identification model verification results were greater than or equal to 81.7%, and the RMSE values were less than or equal to 0.602. In conclusion, this method laid a good model foundation for realizing the coordinated control of multi-parameter of threshing and cleaning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qipeng, H. Empirical Study on Farmers’ Rice Harvest Losses and Influencing Factors; Jiangnan University: Wuxi, China, 2017. [Google Scholar]
- Zuo, Q.; Cao, S.; Yang, S.; Huang, H.; Liao, Q.; Leng, S.; Wu, J.; Zhou, G. Effects of nitrogen fertilizer and planting density on yield loss percentage of mechanical harvesting in rapeseed. Acta Agron. Sin. 2014, 40, 1109–1116. [Google Scholar] [CrossRef]
- Craessaerts, G.; Saeys, W.; Missotten, B.; De Baerdemaeker, J. Identification of the cleaning process on combine harvesters. Part I: A fuzzy model for prediction of the material other than grain (MOG) content in the grain bin. Biosyst. Eng. 2008, 101, 42–49. [Google Scholar] [CrossRef]
- Craessaerts, G.; de Baerdemaeker, J.; Missotten, B.; Saeys, W. Fuzzy control of the cleaning process on a combine harvester. Biosyst. Eng. 2010, 106, 103–111. [Google Scholar] [CrossRef]
- Alan, R.B.; Bernard, D.R. Constant Pressure Concave Assembly in a Combine Harvester Processing System. U.S. Patent 9220200B2, 29 December 2015. [Google Scholar]
- Chai, X.; Xu, L.; Li, Y.; Qiu, J.; Li, Y.; Lv, L.; Zhu, Y. Development and experimental analysis of a fuzzy grey control system on rapeseed cleaning loss. Electronics 2020, 9, 1764. [Google Scholar] [CrossRef]
- Ning, X.; Chen, J.; Li, Y.; Wang, K.; Wang, Y.; Wang, X. Kinetic model of combine harvester threshing system and simulation and experiment of speed control. Trans. Chin. Soc. Agric. Eng. 2015, 31, 25–34. [Google Scholar]
- Yawei, Z. Mechanisms and Control Strategies Research on Threshing and Separating Quality of Combine Harvester; China Agricultural University: Beijing, China, 2018. [Google Scholar]
- Wei, L. Research on the Cleaning System of Intelligent Combine Harvester Based on Unmanned Aerial Vehicle Image; University of Science and Technology of China: Hefei, China, 2019. [Google Scholar]
- Yi, L. Study on Adaptive Control System of Operating Parameters for Threshing Device of Rice Wheat Combine Harvester; Jiangsu University: Zhenjiang, China, 2020. [Google Scholar]
- Xinyuan, H. Operation and Combustion Adjustment of Utility Boiler; China Electric Power Press: Beijing, China, 2007. [Google Scholar]
- Liang, Z.; Li, Y.; Xu, L.; Zhao, Z. Sensor for monitoring rice grain sieve losses in combine harvesters. Biosyst. Eng. 2016, 147, 51–66. [Google Scholar] [CrossRef]
- Jie, Q. Development and Experiment of Adaptive Control System for Rapeseed Seed Cleaning Loss; Jiangsu University: Zhenjiang, China, 2020. [Google Scholar]
- Zhenwei, L. Study on Designing Method of Multi-Duct Air-and-Screen Cleaning Unit and Grain Sieve Loss Monitoring and Controlling Technology; Jiangsu University: Zhenjiang, China, 2018. [Google Scholar]
- Yingfeng, W. Design and Experimental Study on Grain Flow Monitoring System of Rice Wheat Oil Combine Harvester; Jiangsu University: Zhenjiang, China, 2022. [Google Scholar]
- Qibing, C. On-line Monitoring Method and Experimental Study on Impurity and Broken Rate of Rice, Wheat and Rapeseed; Jiangsu University: Zhenjiang, China, 2022. [Google Scholar]
- Doyle, F.J.; Pearson, R.K.; Ogunnaike, B.A. Identification and Control Using Volterra Models; Springer: London, UK, 2002. [Google Scholar]
- Wang, S.; Feng, N.; Li, A. A BP networks learning algorithm based on PSO. Comput. Appl. Softw. 2003, 6, 74–76. [Google Scholar]
- Diwei, Y.; Shaohua, L.; Yuantong, S. Wavelet neural network learning algorithm based on particle swarm optimization. Chin. J. Eng. Geophys. 2007, 4, 529–532. [Google Scholar]
- Hou, R.M.; Liu, R.Z.; Gao, Q.; Wang, L. Application of particle swarm optimization wavelet neural network on AC servo system. J. Syst. Simul. 2014, 26, 881–885, 896. [Google Scholar]
- Alfi, A. PSO with adaptive mutation and inertia weight and its application in parameter estimation of dynamic systems. Acta Autom. Sin. 2011, 37, 541–549. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model Output | RMSE | VAF |
|---|---|---|
| Grain cleaning entrainment loss rate | 0.443 | 88.6% |
| Grain impurity rate | 0.254 | 88.7% |
| Grain-crushing rate | 0.056 | 92.1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Xu, L.; Lv, L.; Shi, Y.; Yu, X. Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester. Agriculture 2022, 12, 1483. https://doi.org/10.3390/agriculture12091483
Li Y, Xu L, Lv L, Shi Y, Yu X. Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester. Agriculture. 2022; 12(9):1483. https://doi.org/10.3390/agriculture12091483
Chicago/Turabian StyleLi, Yang, Lizhang Xu, Liya Lv, Yan Shi, and Xun Yu. 2022. "Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester" Agriculture 12, no. 9: 1483. https://doi.org/10.3390/agriculture12091483
APA StyleLi, Y., Xu, L., Lv, L., Shi, Y., & Yu, X. (2022). Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester. Agriculture, 12(9), 1483. https://doi.org/10.3390/agriculture12091483