
Design of and Experiment with Secondary Cutting Equipment for Broccoli



Abstract
:1. Introduction
2. Materials and Method
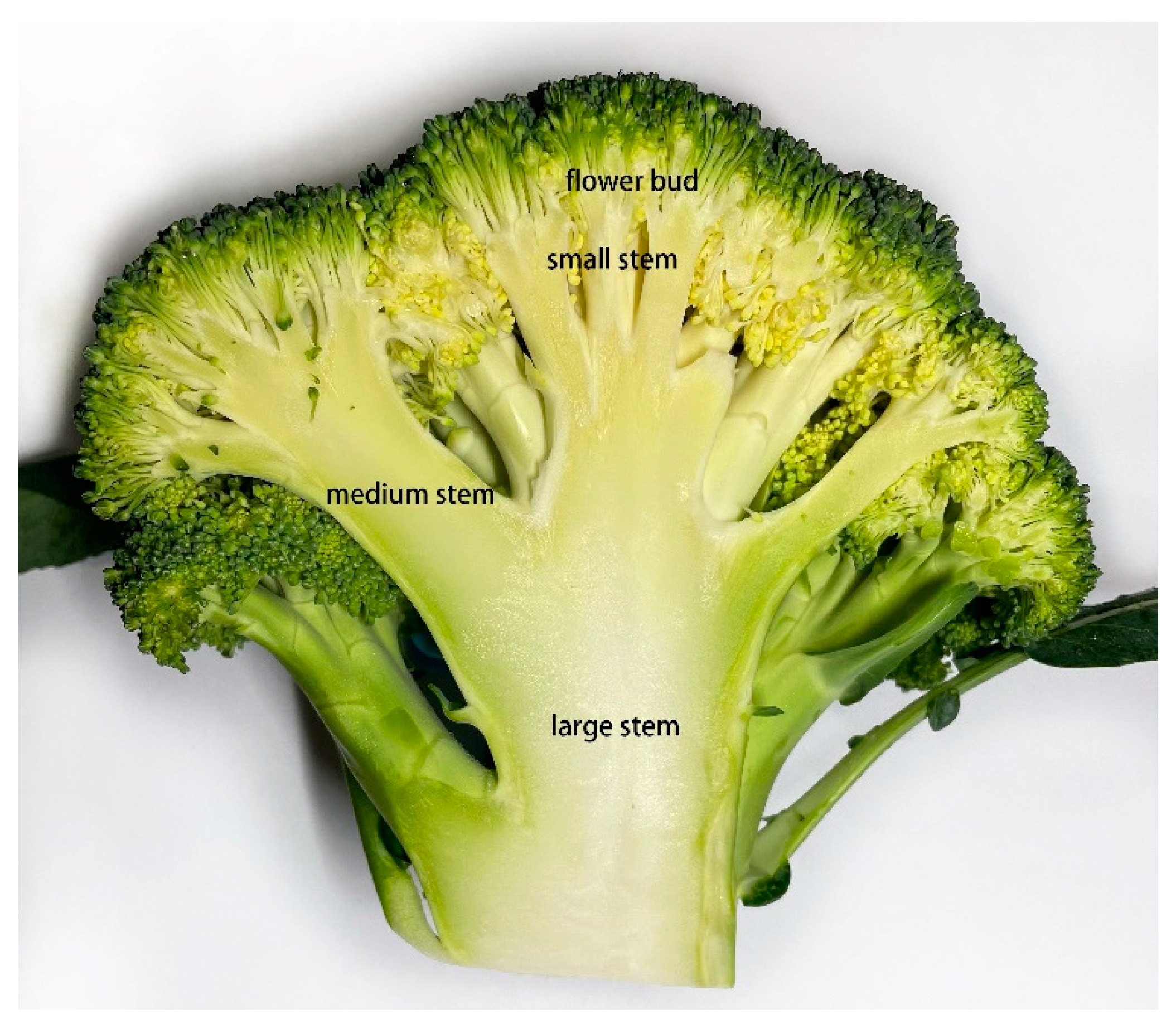
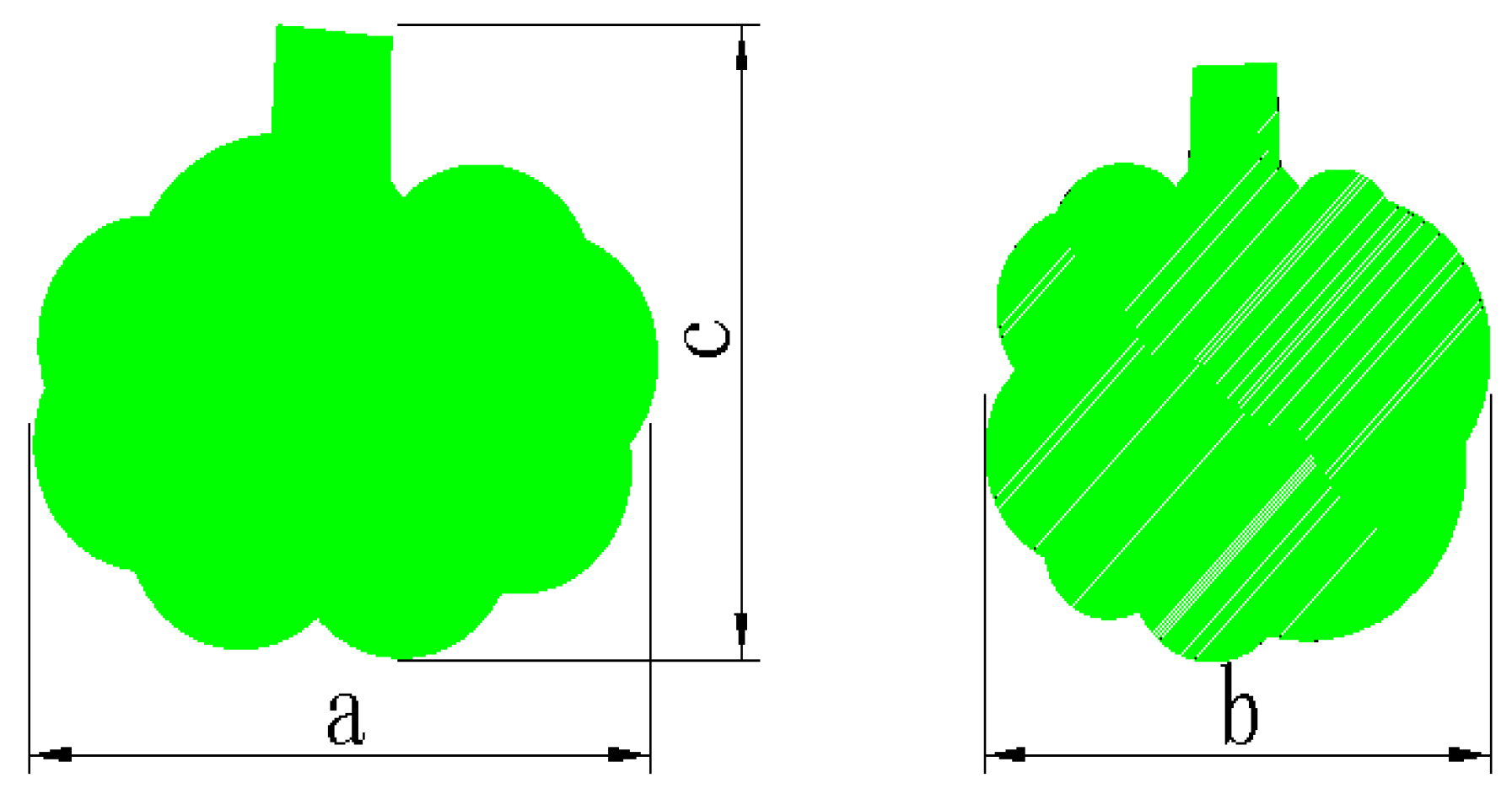
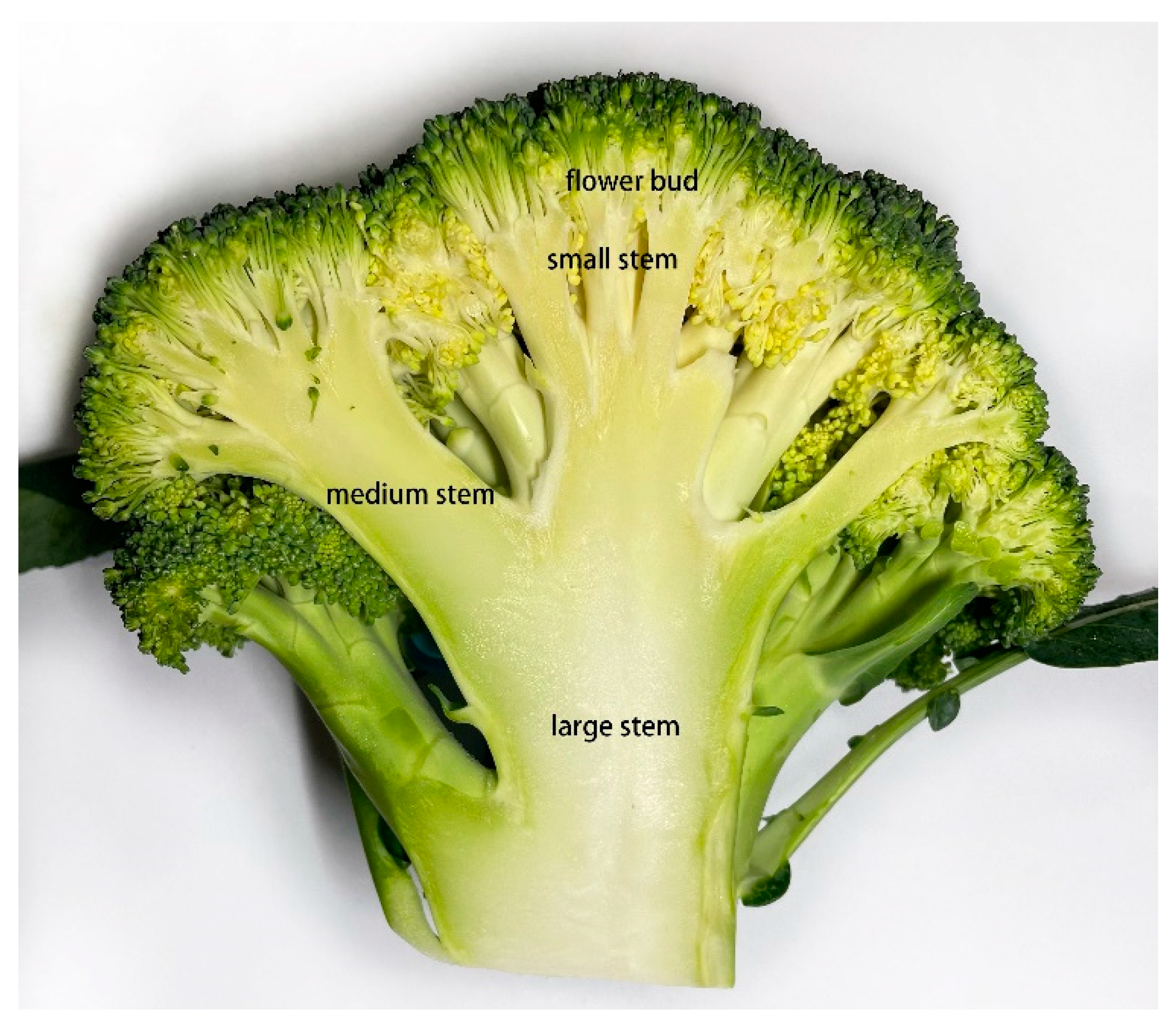
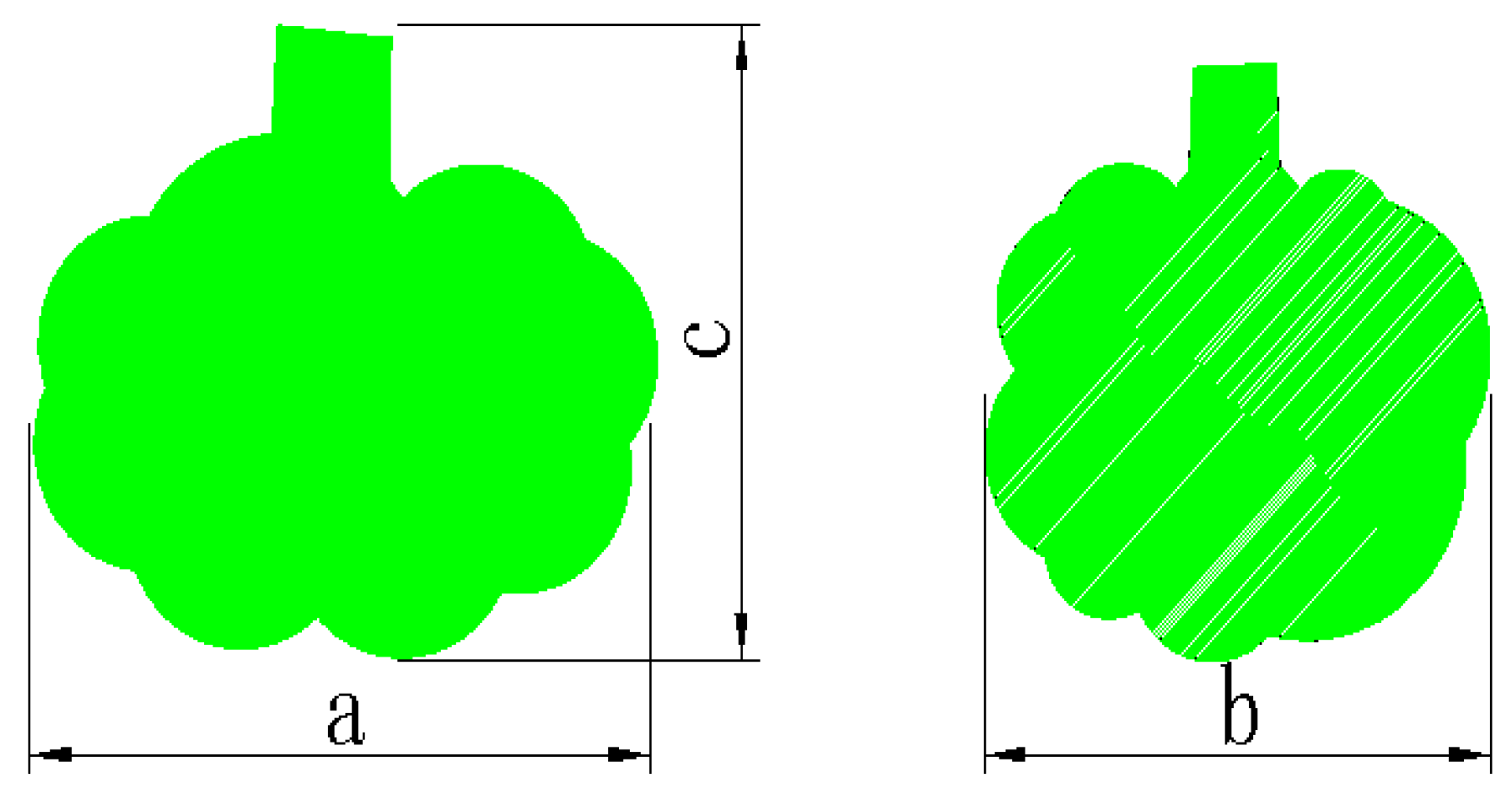
2.1. Materials
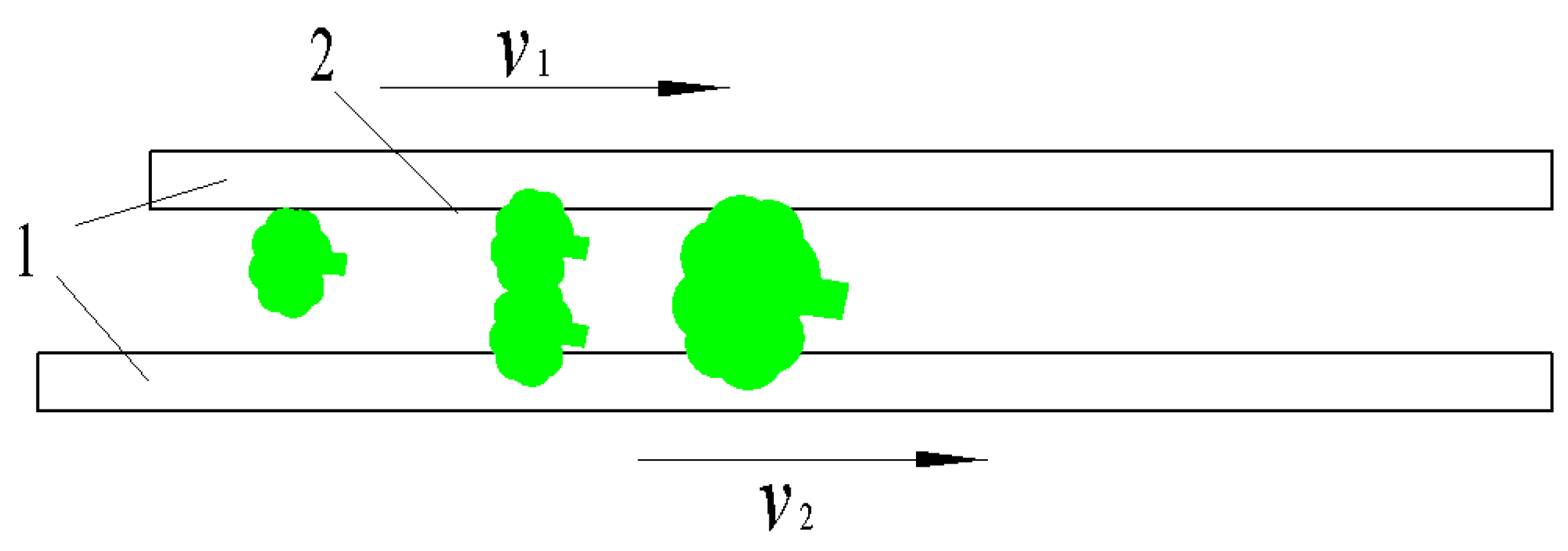
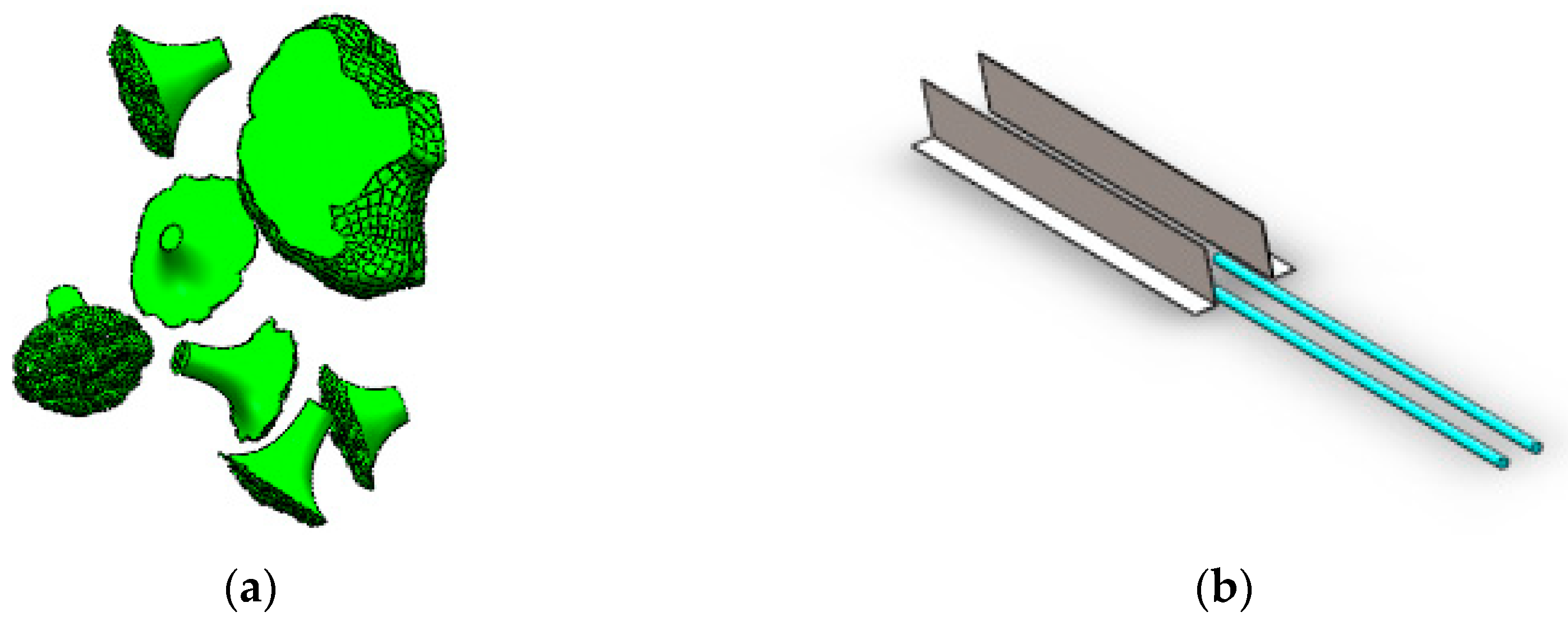
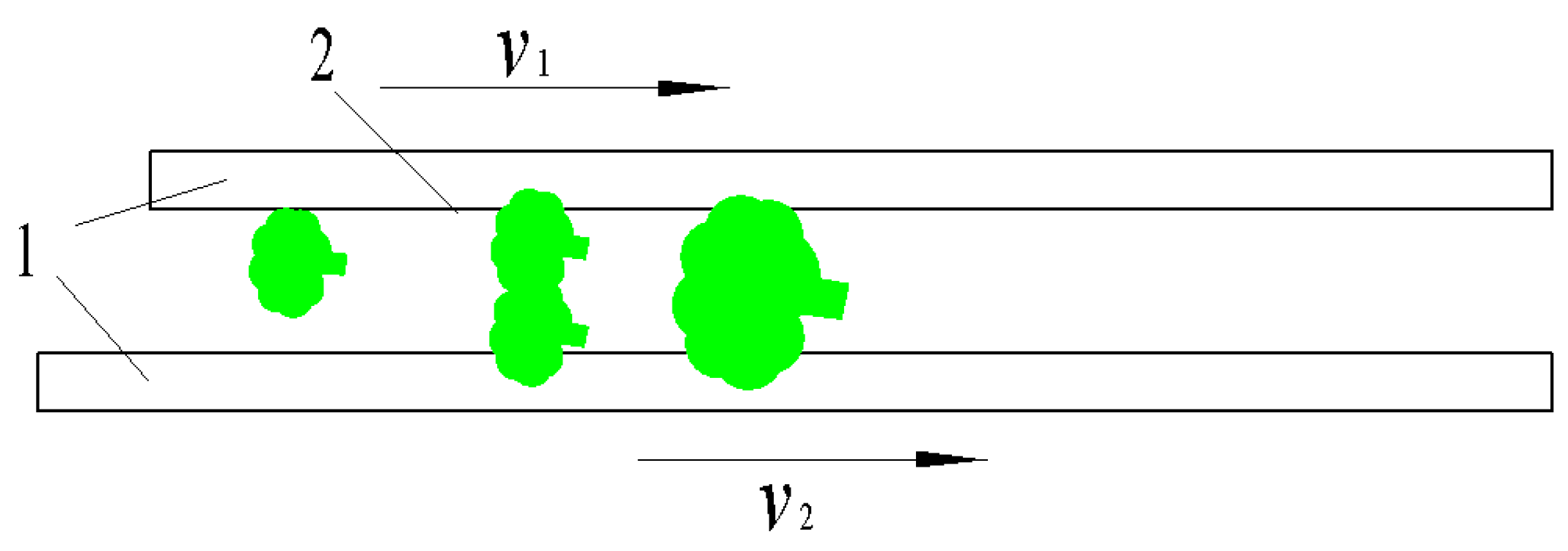
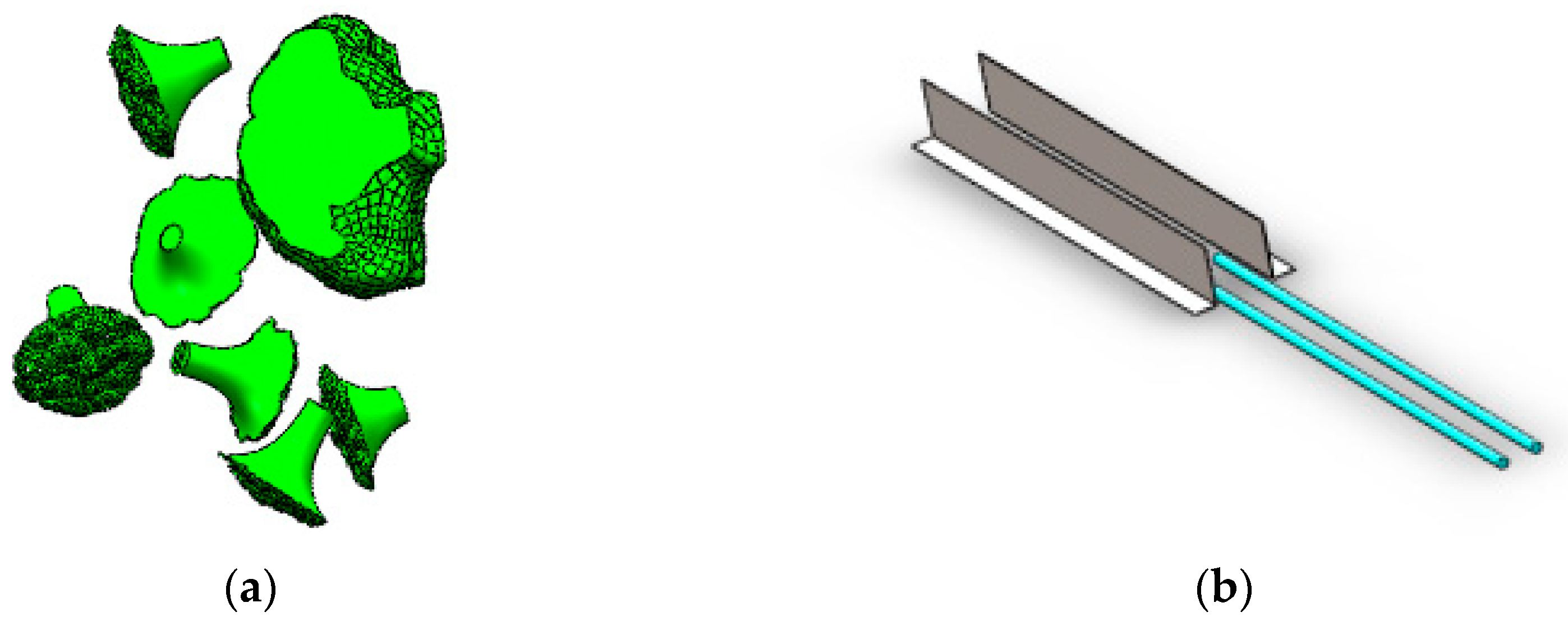
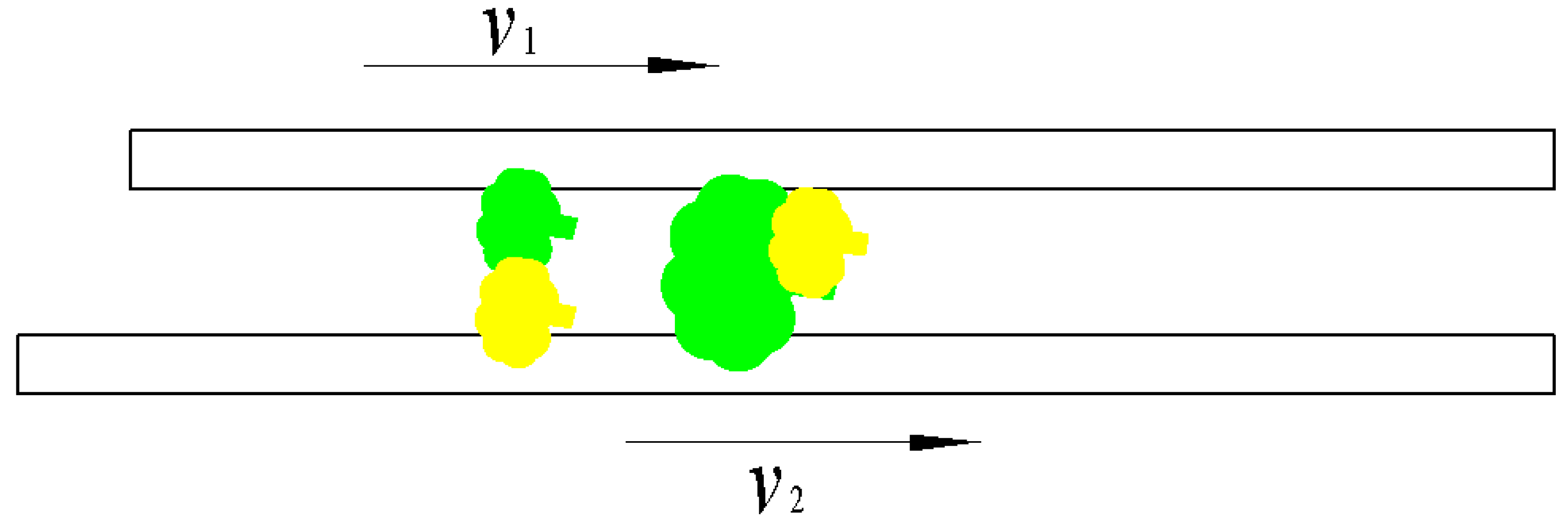
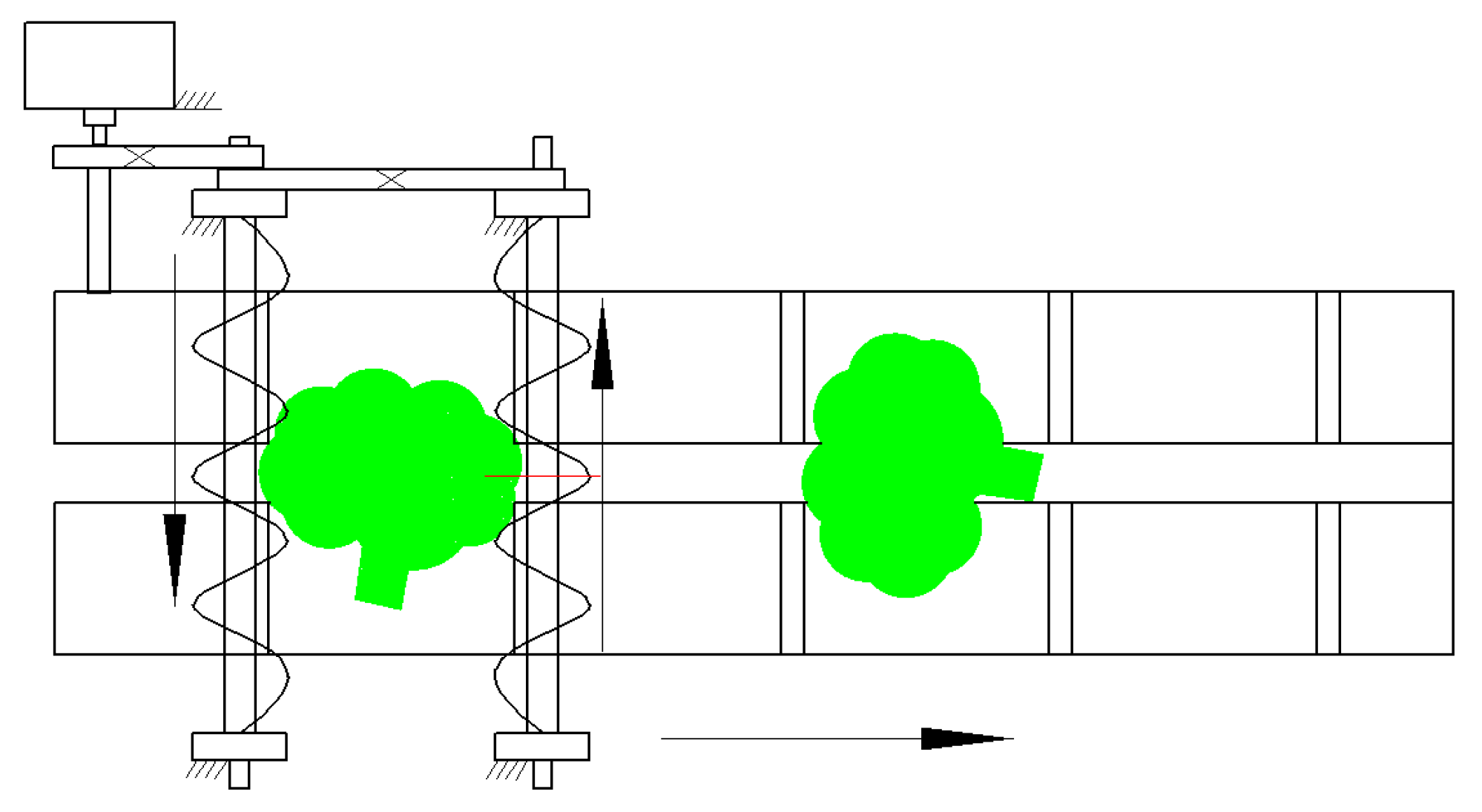
2.2. Design of Screening Device with Differential Round Belts
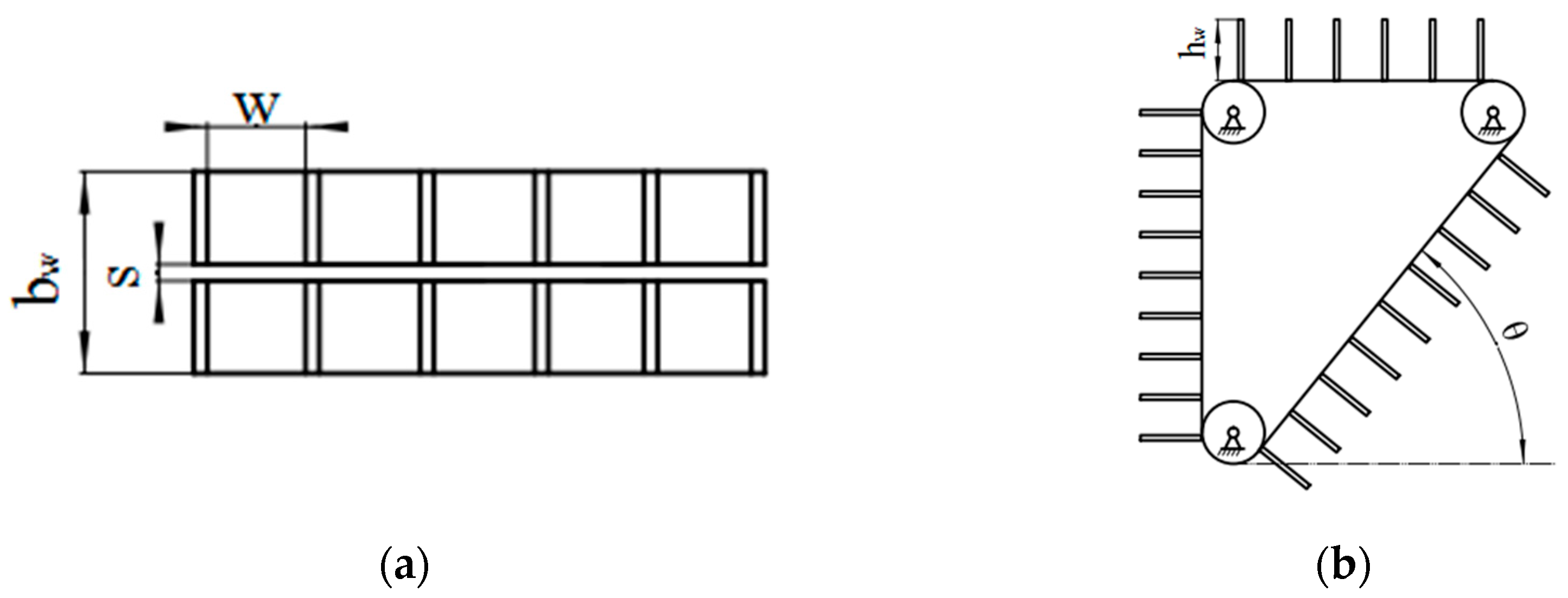
2.2.1. Specifications of Screening Device with Differential Round Belts
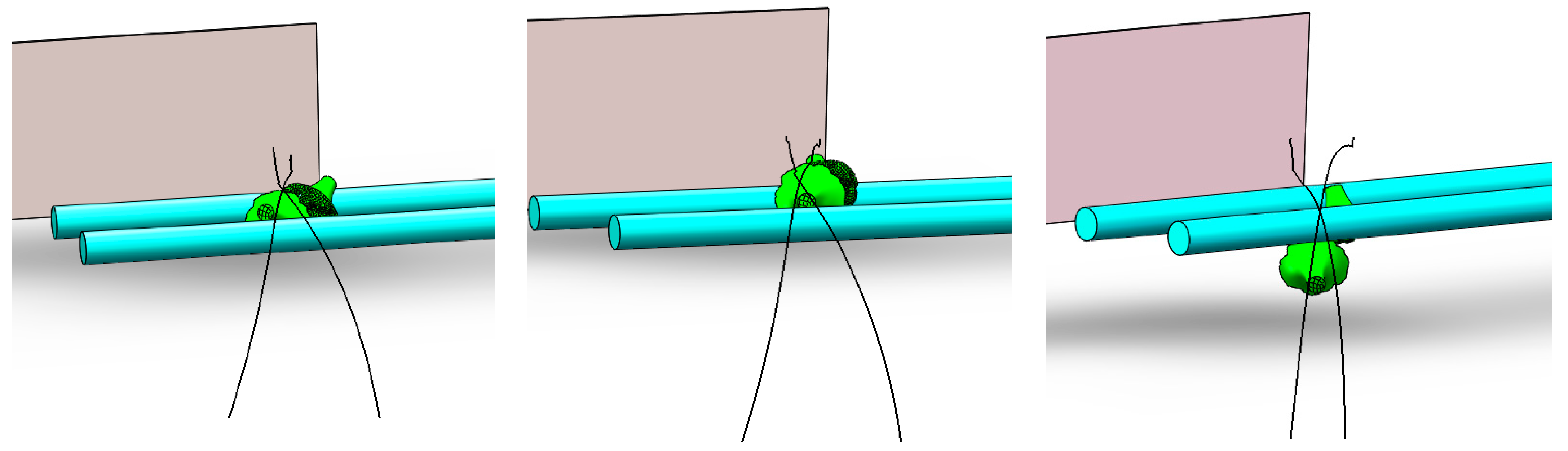
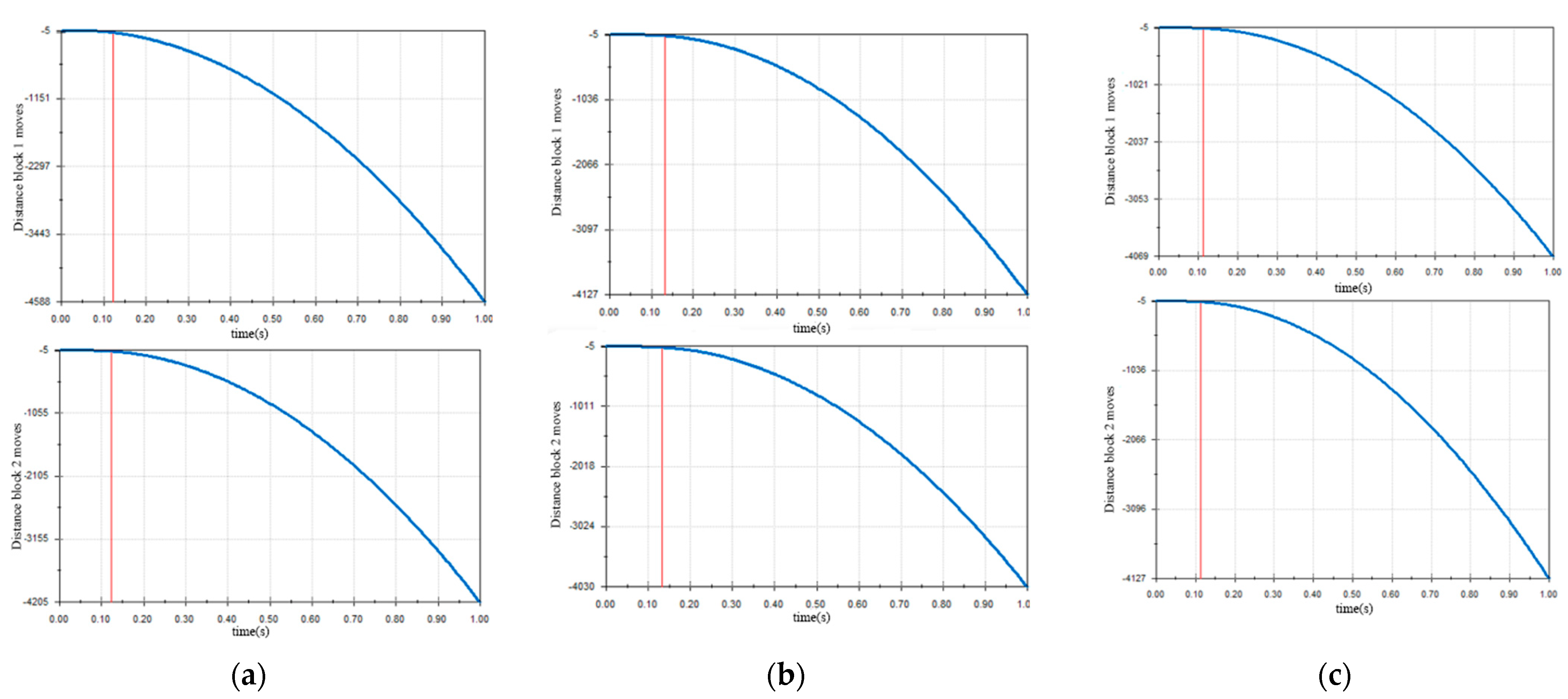
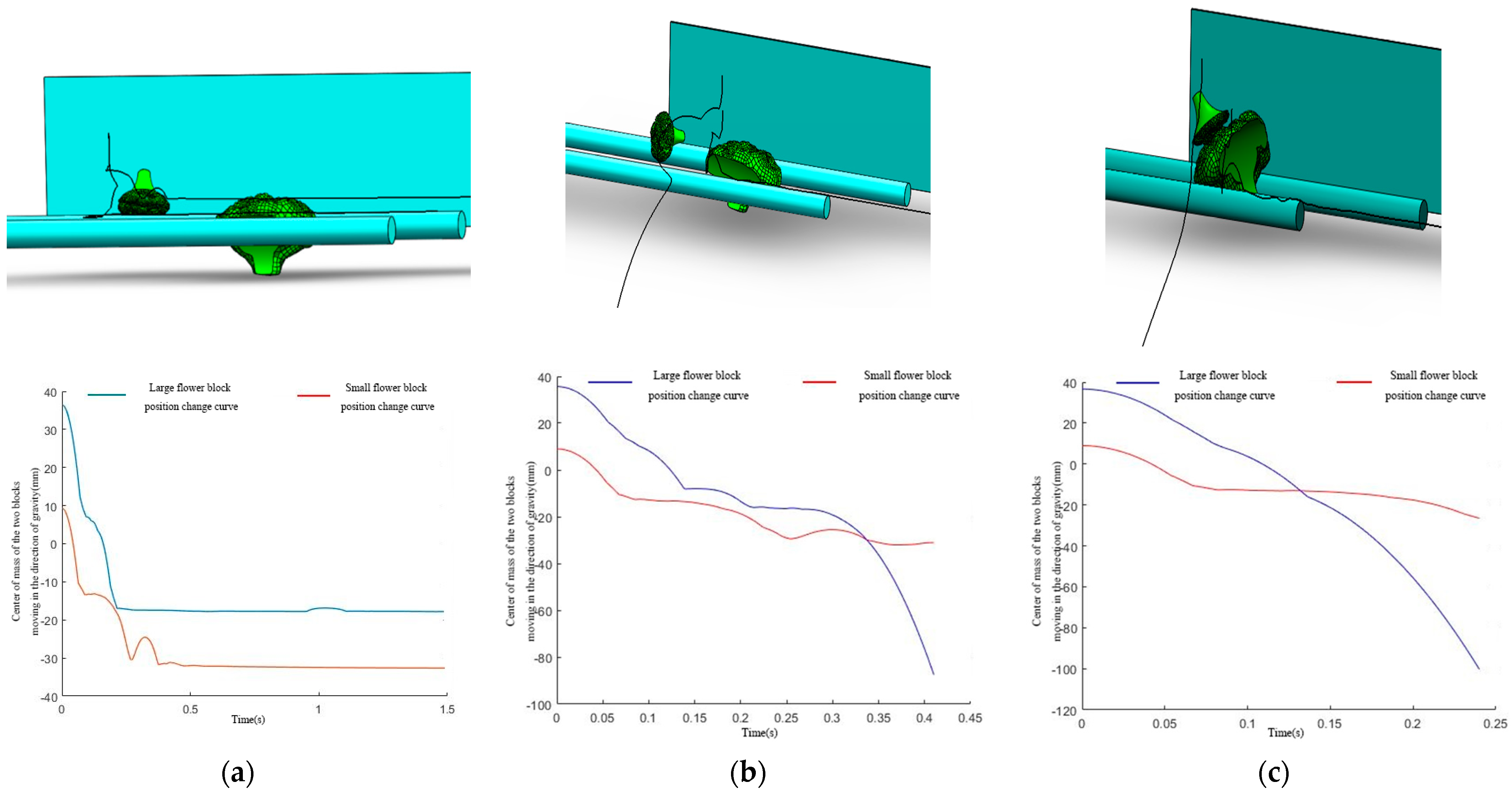
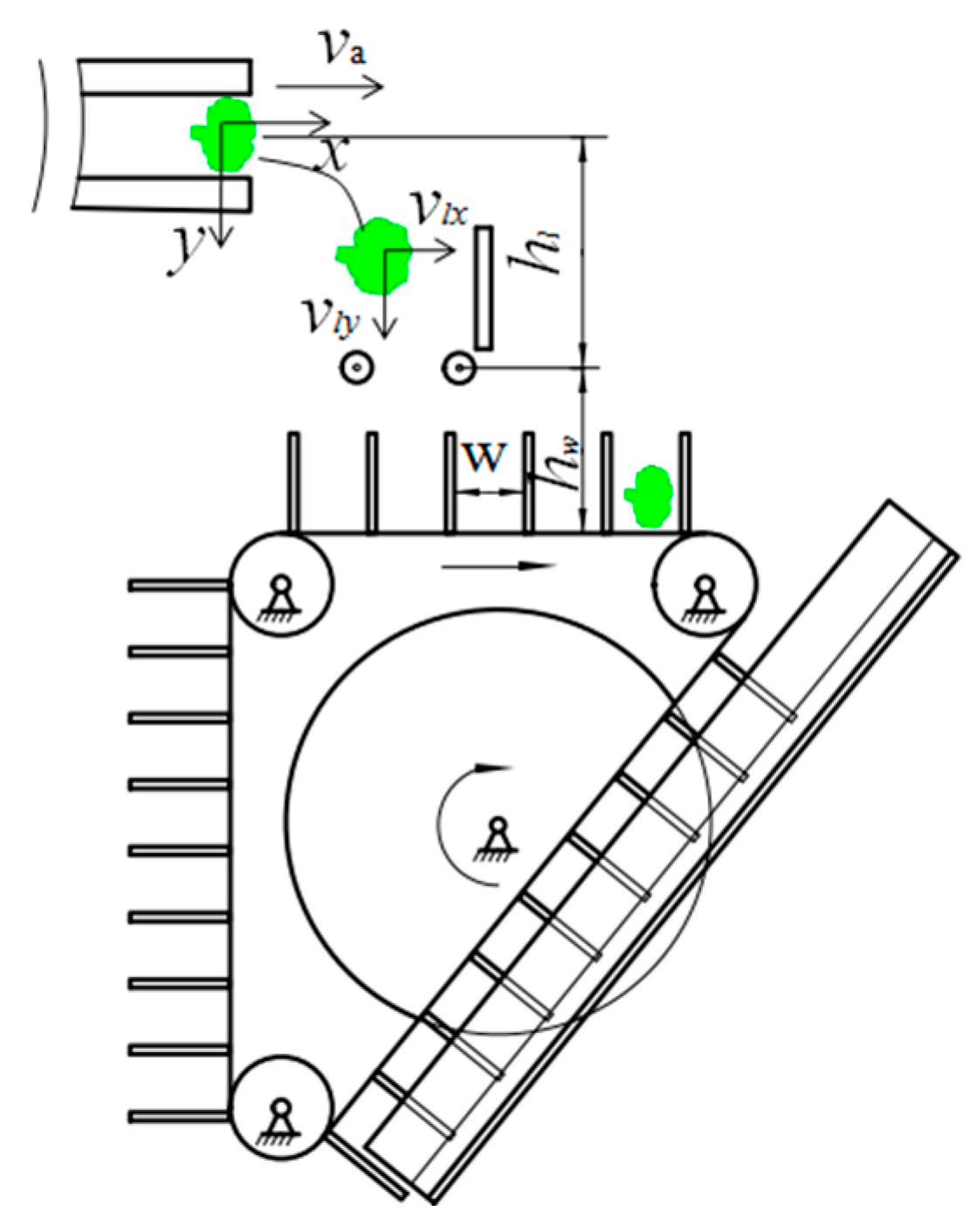
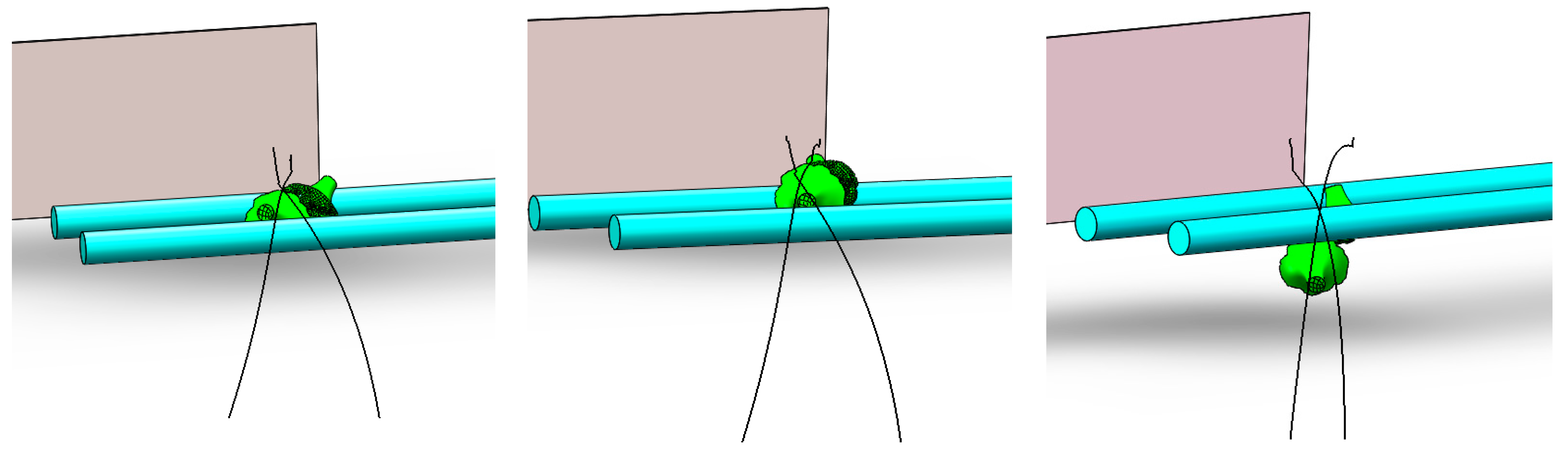
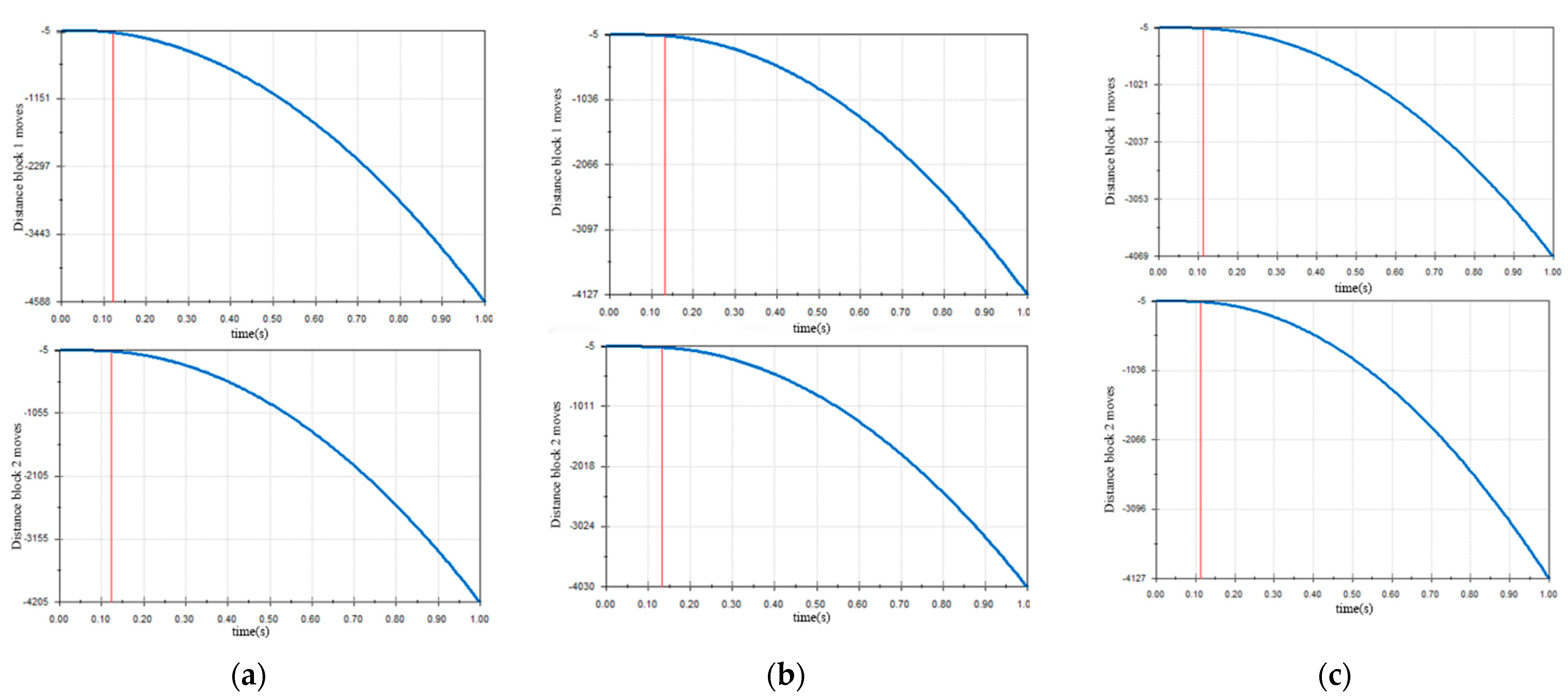
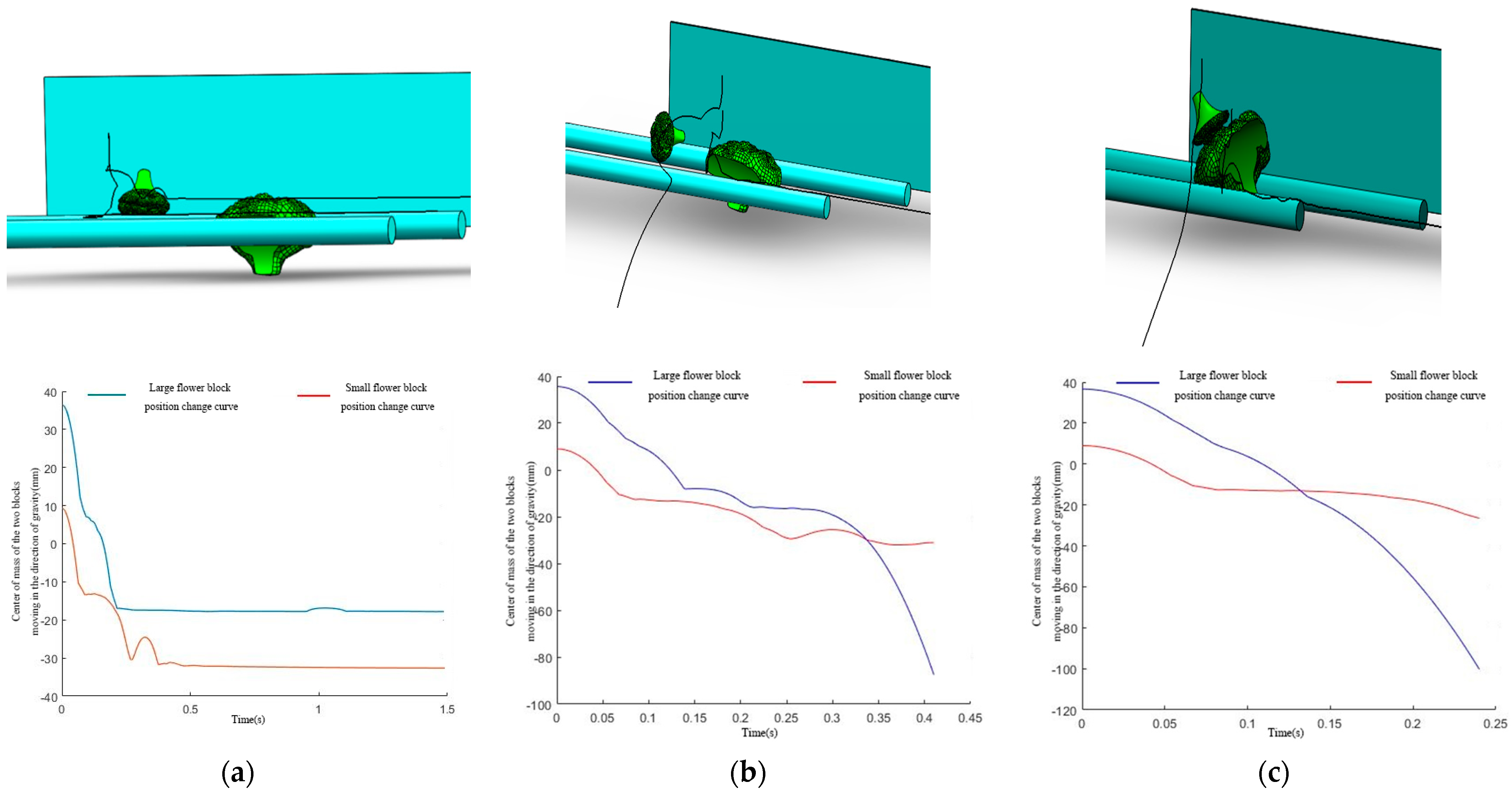
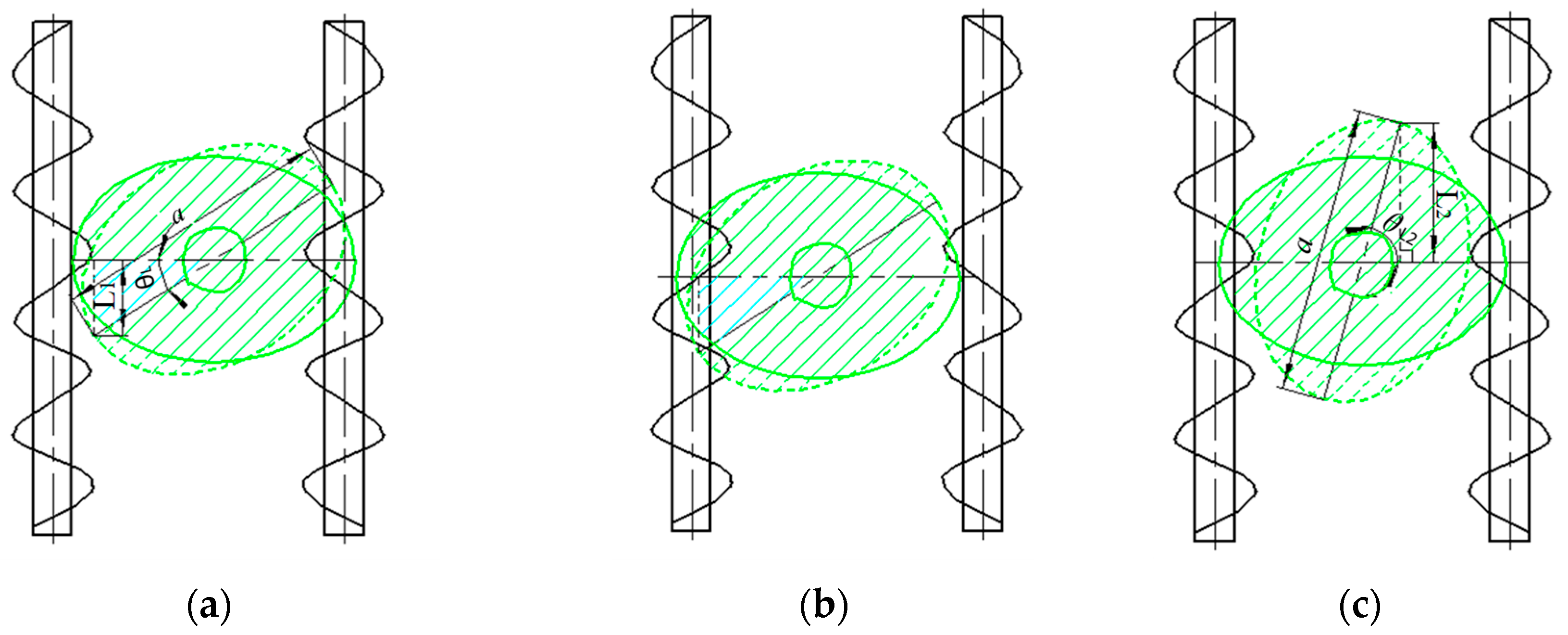
2.2.2. Simulation Analysis of Screening Device with Differential Round Belts Transmission and Screening Motion Based on Solidworks Motion
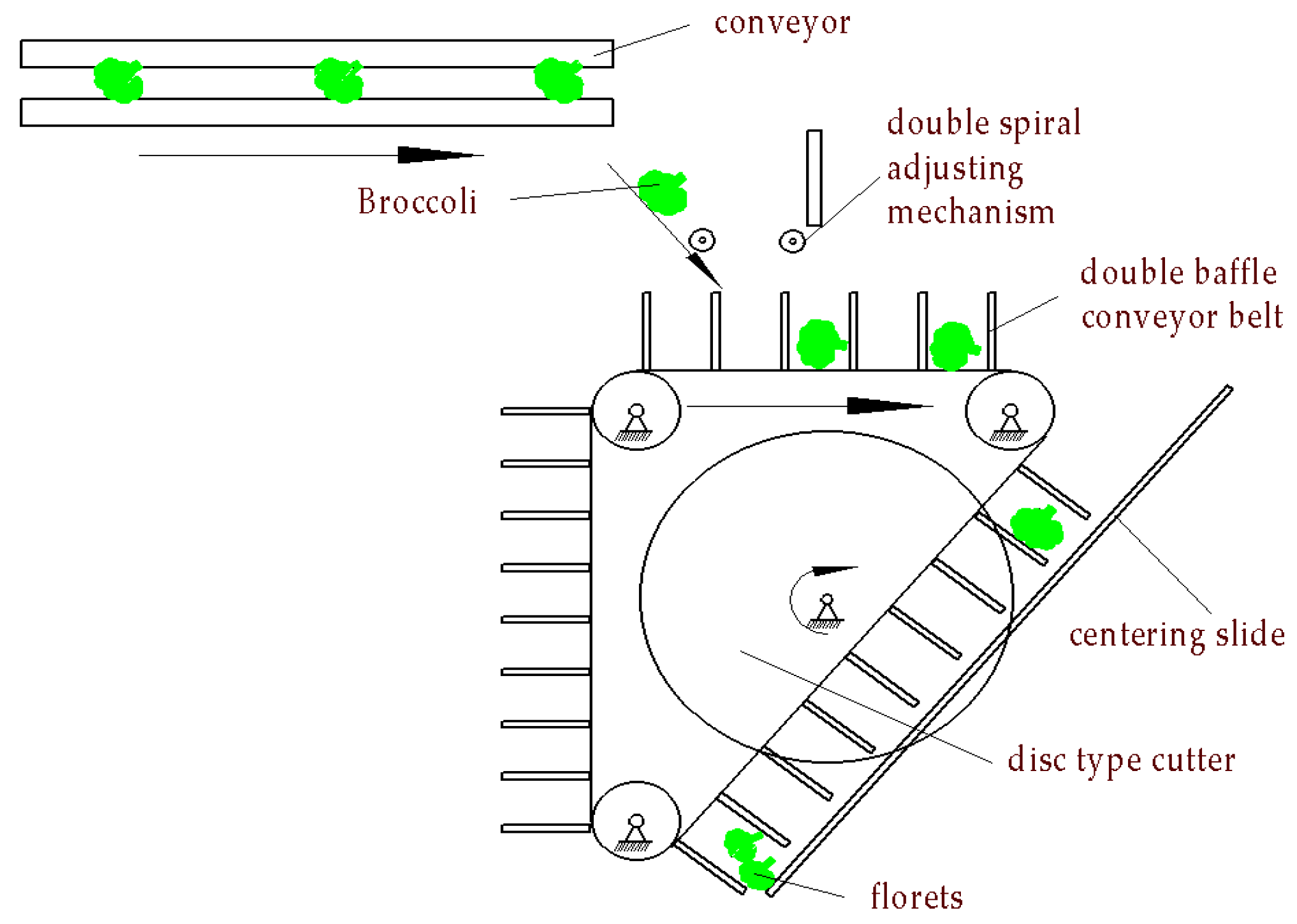
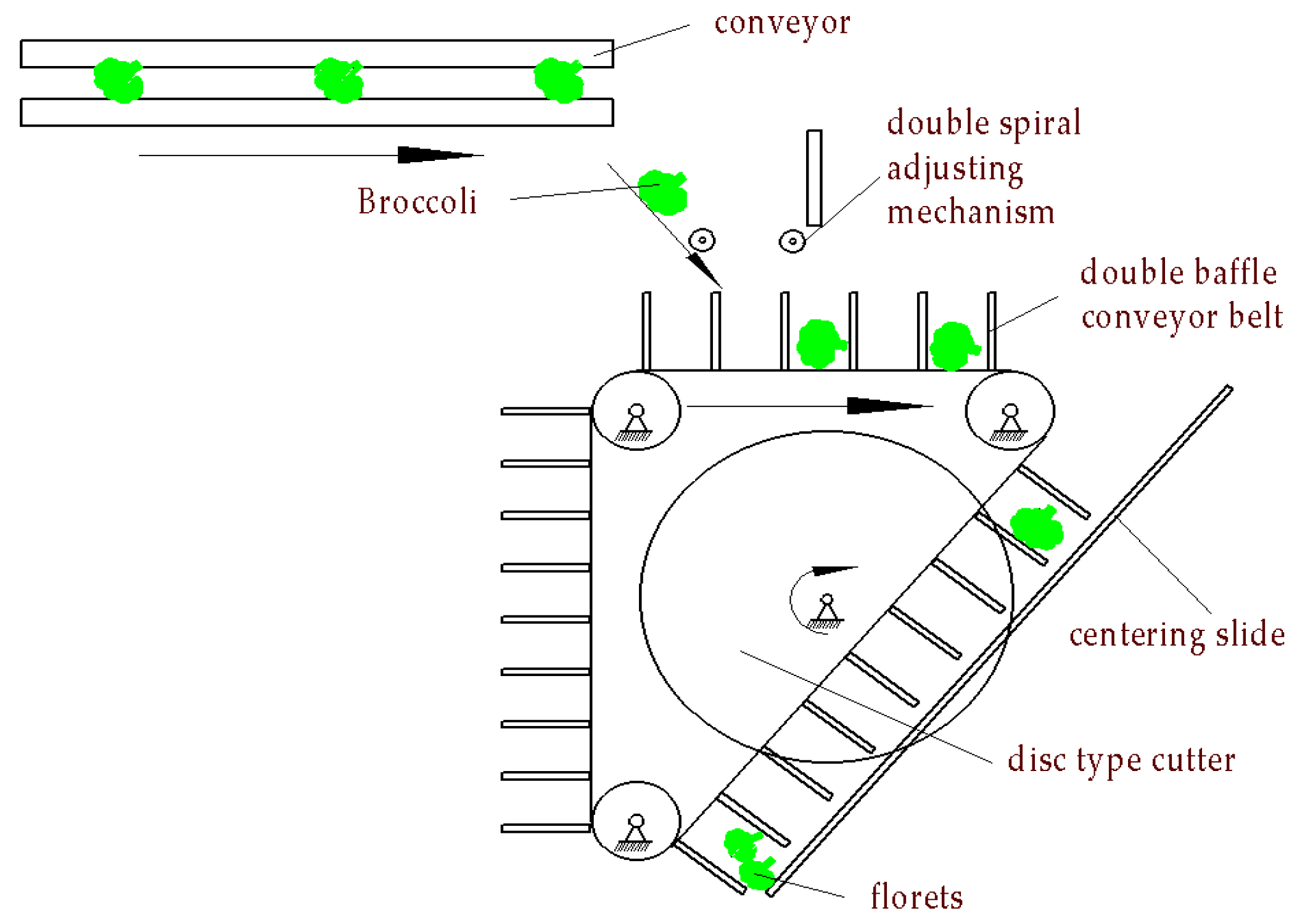
2.3. Design and Analysis of Broccoli Secondary Cutting Equipment
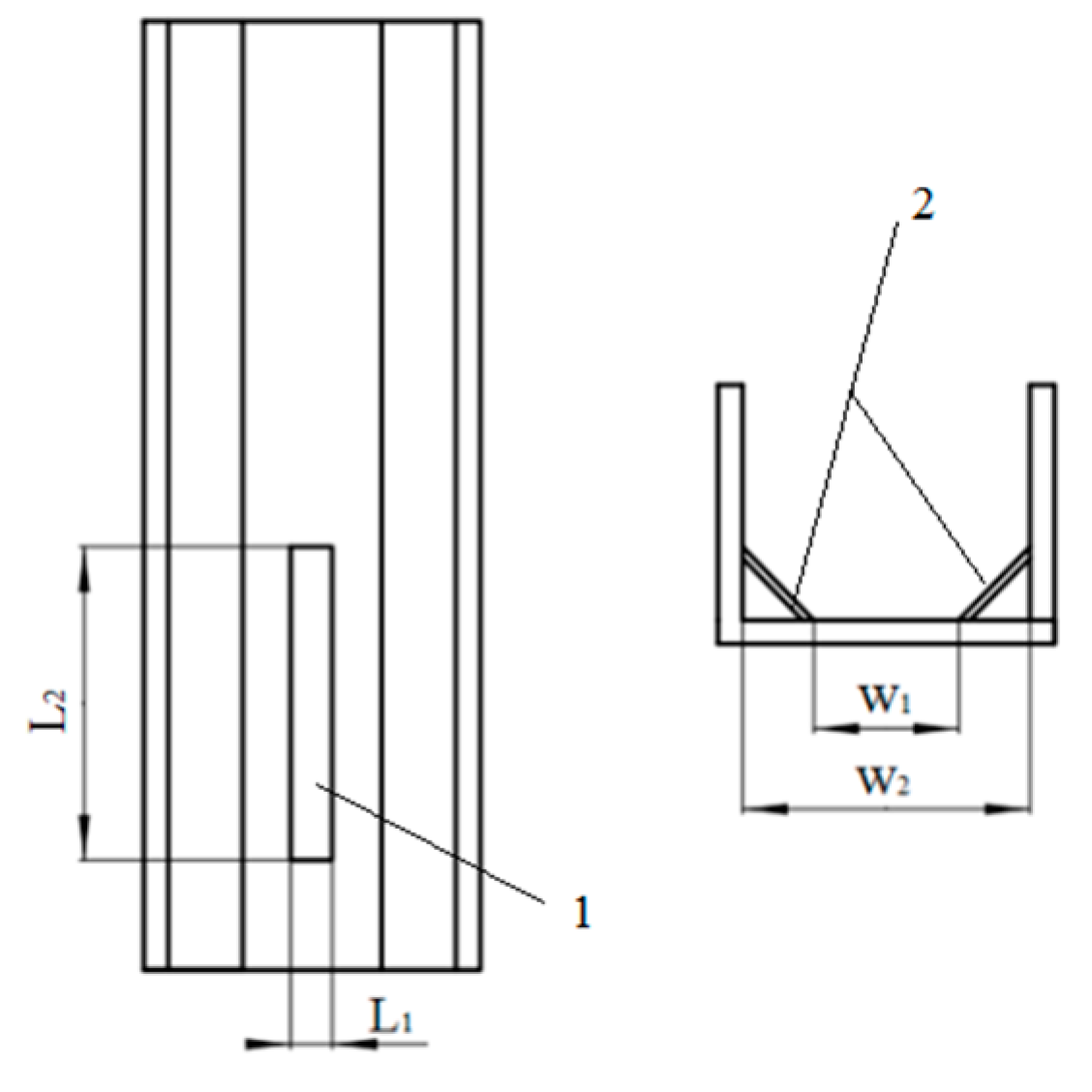
2.3.1. Design and Principle Analysis of the Double-Spiral Adjusting Mechanism
2.3.2. Motion Analysis and Parameter Calculation of the Double Spiral Adjusting Mechanism Adjusting Block Posture
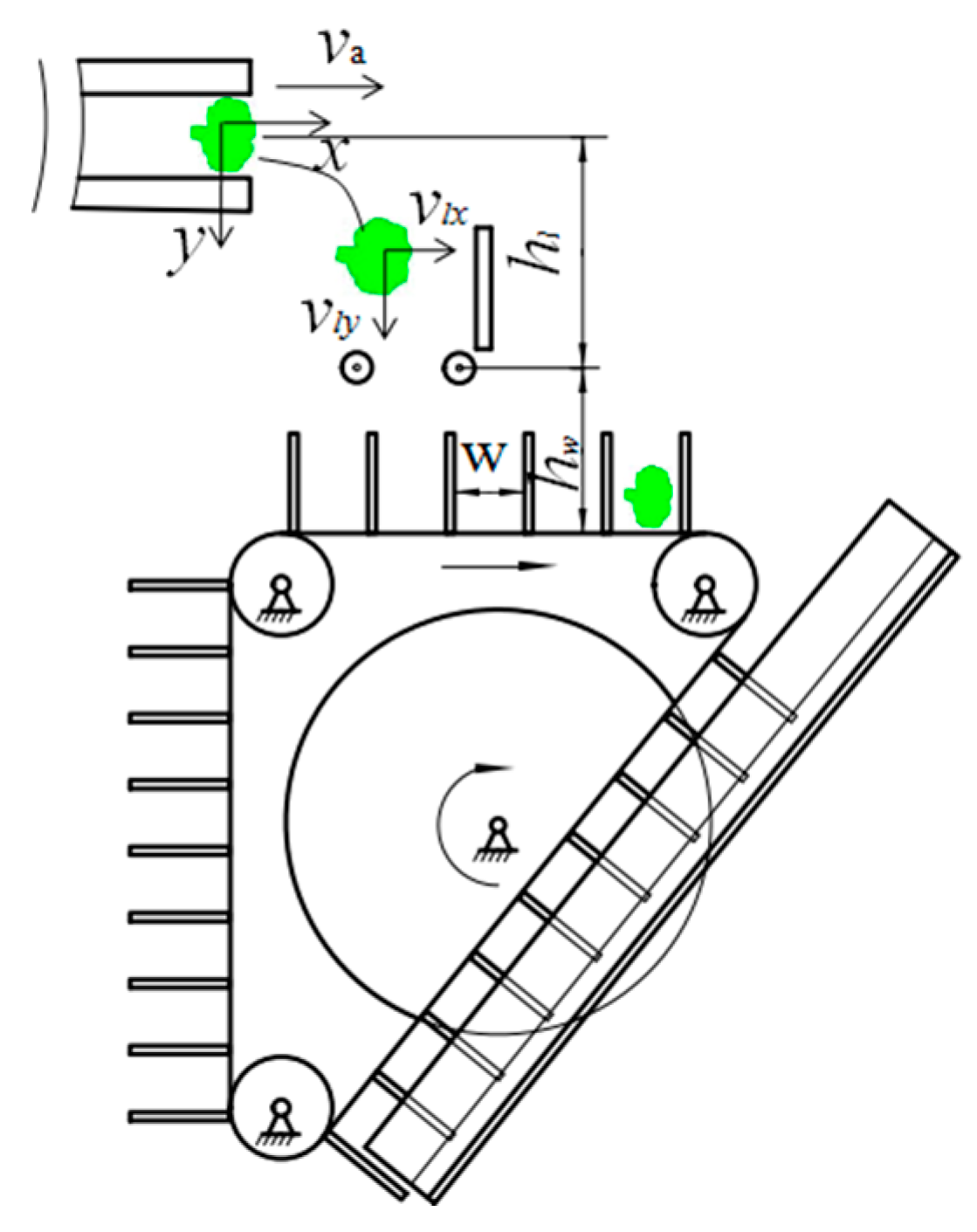
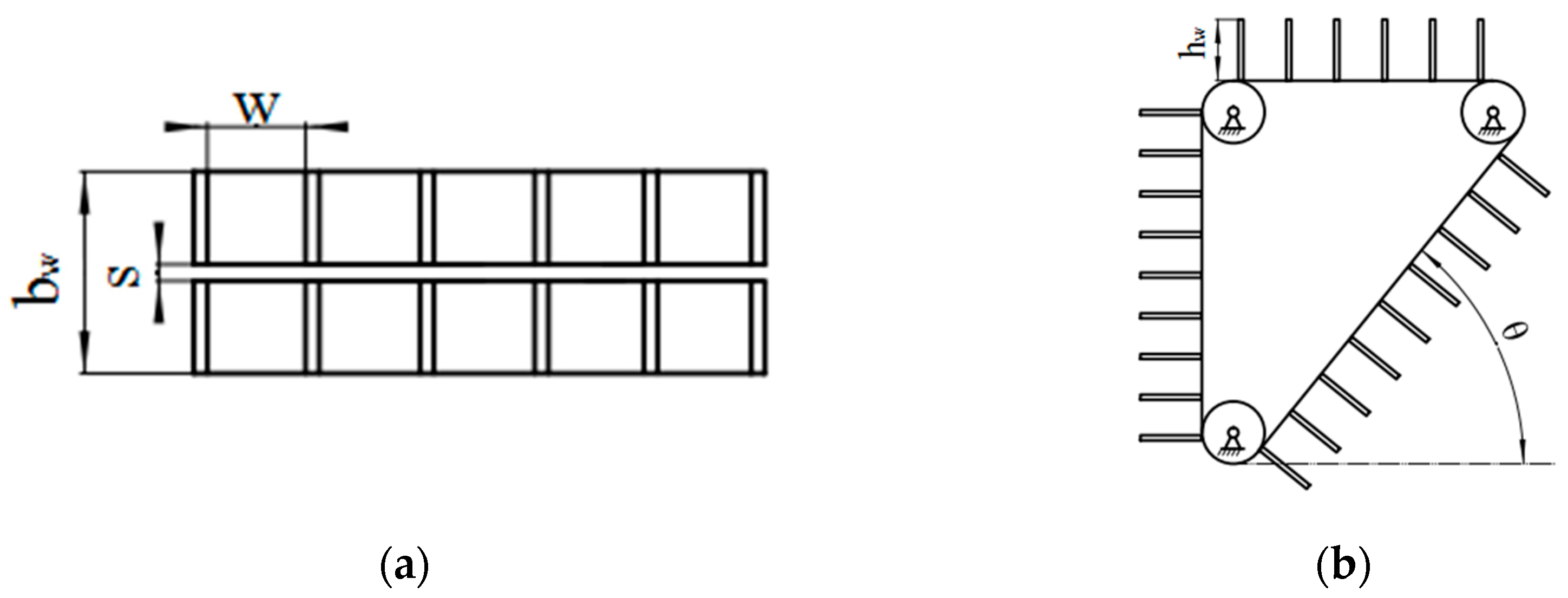
2.4. Design and Parameter Calculation of the Double-baffle Conveyor Belt
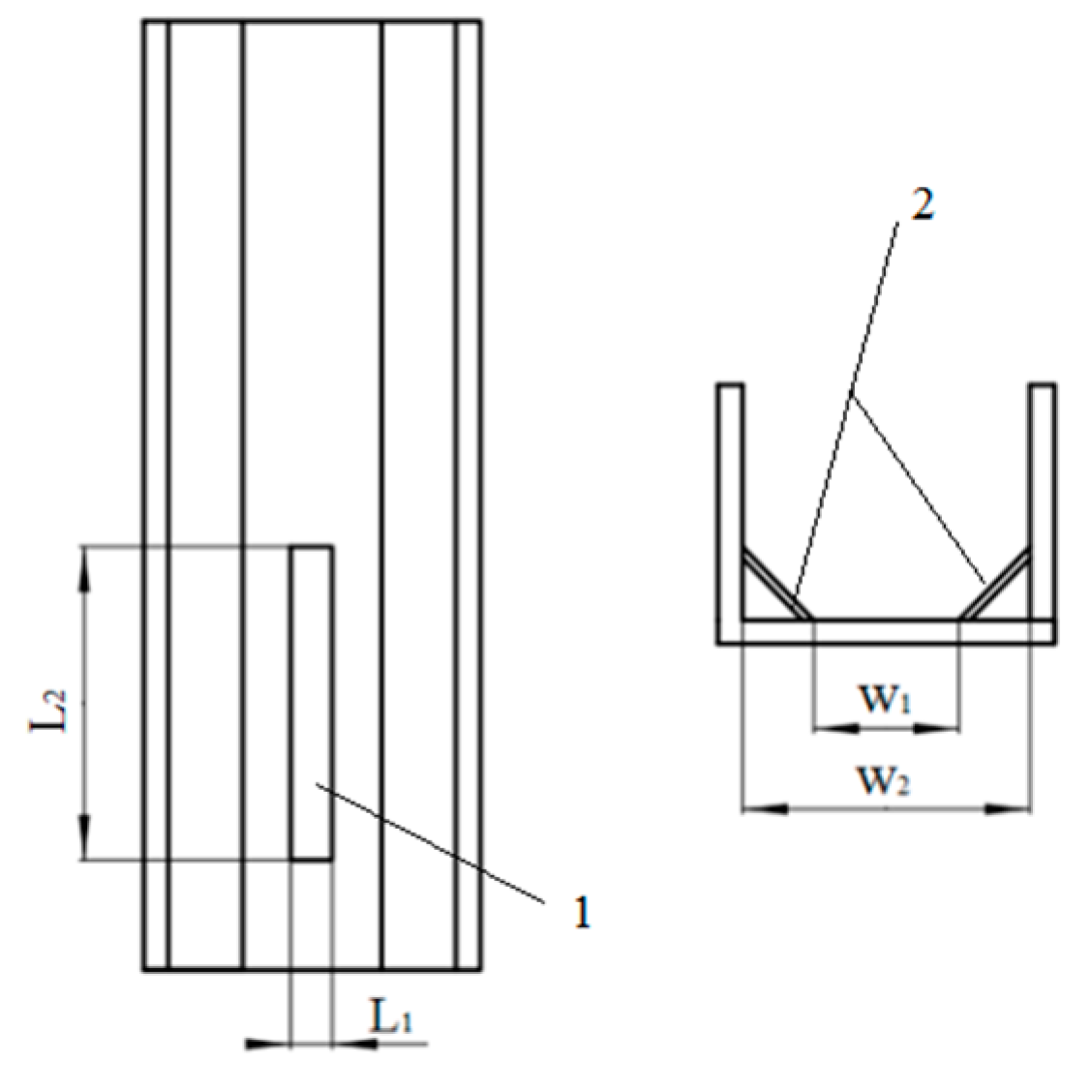
2.5. Design and Parameter Calculation of the Centering Chute
2.6. Analysis of the Force on the Block during the Second Cutting Process and Disc Cutter Design
3. Results
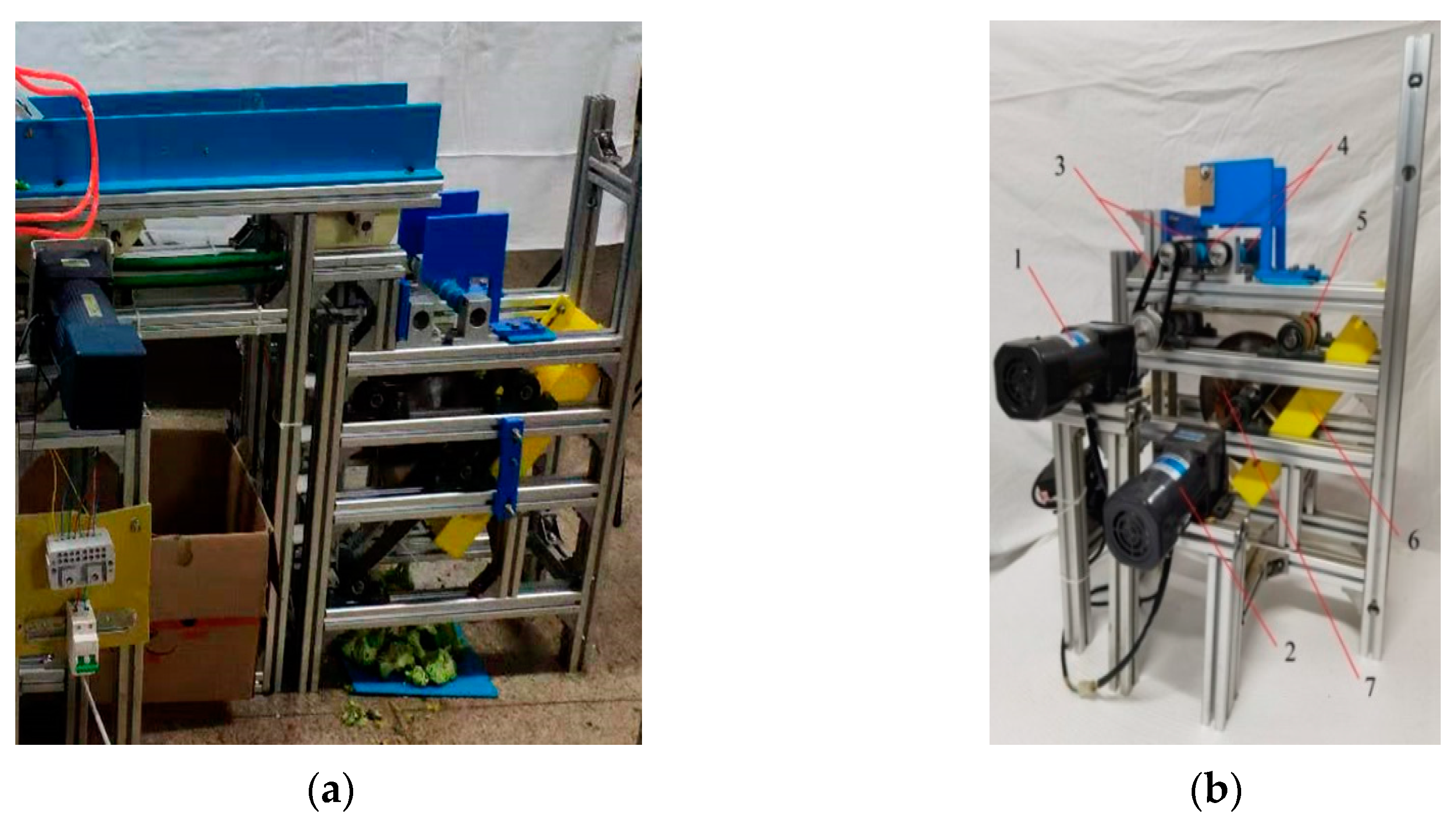
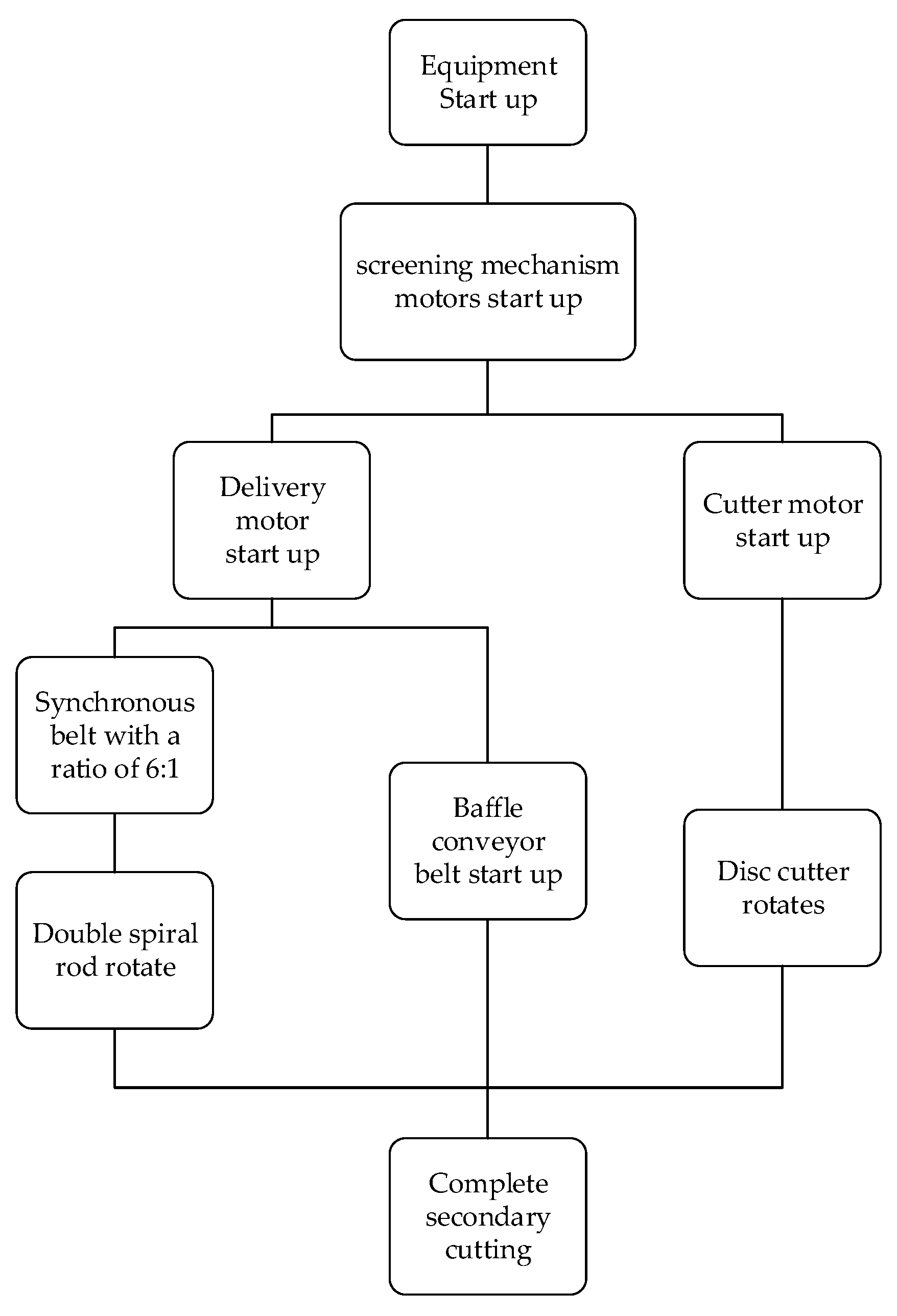
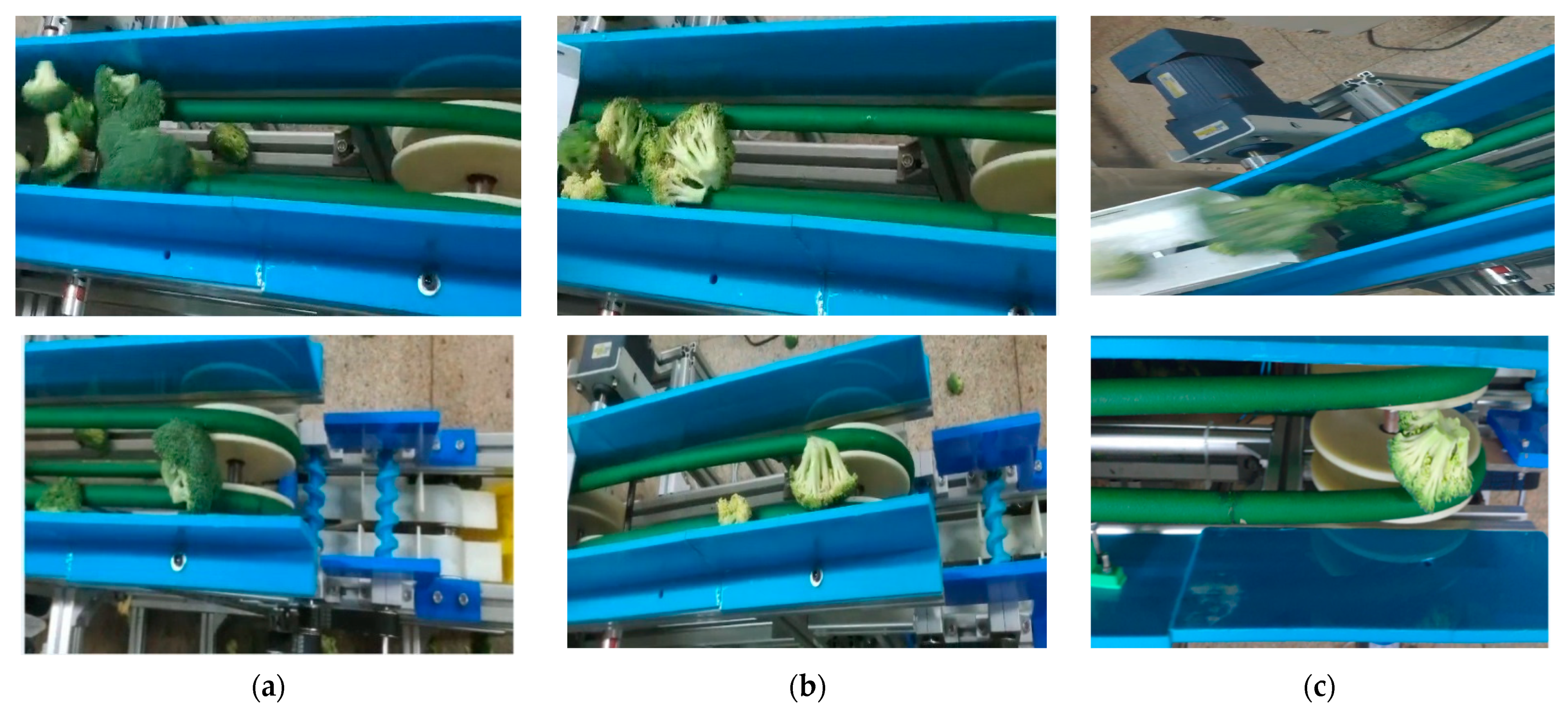
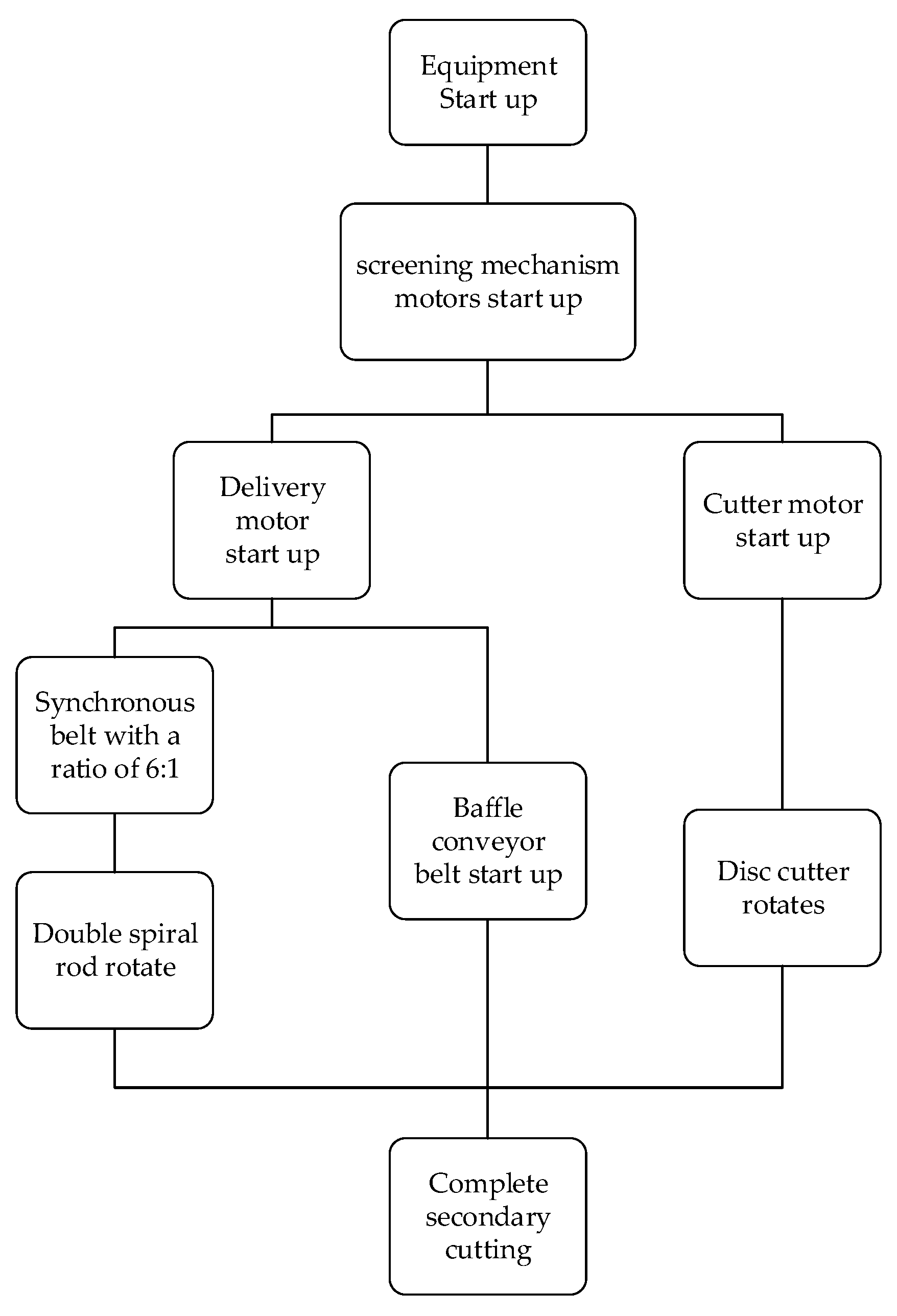
3.1. Broccoli Secondary Cutting Equipment and Operation Process
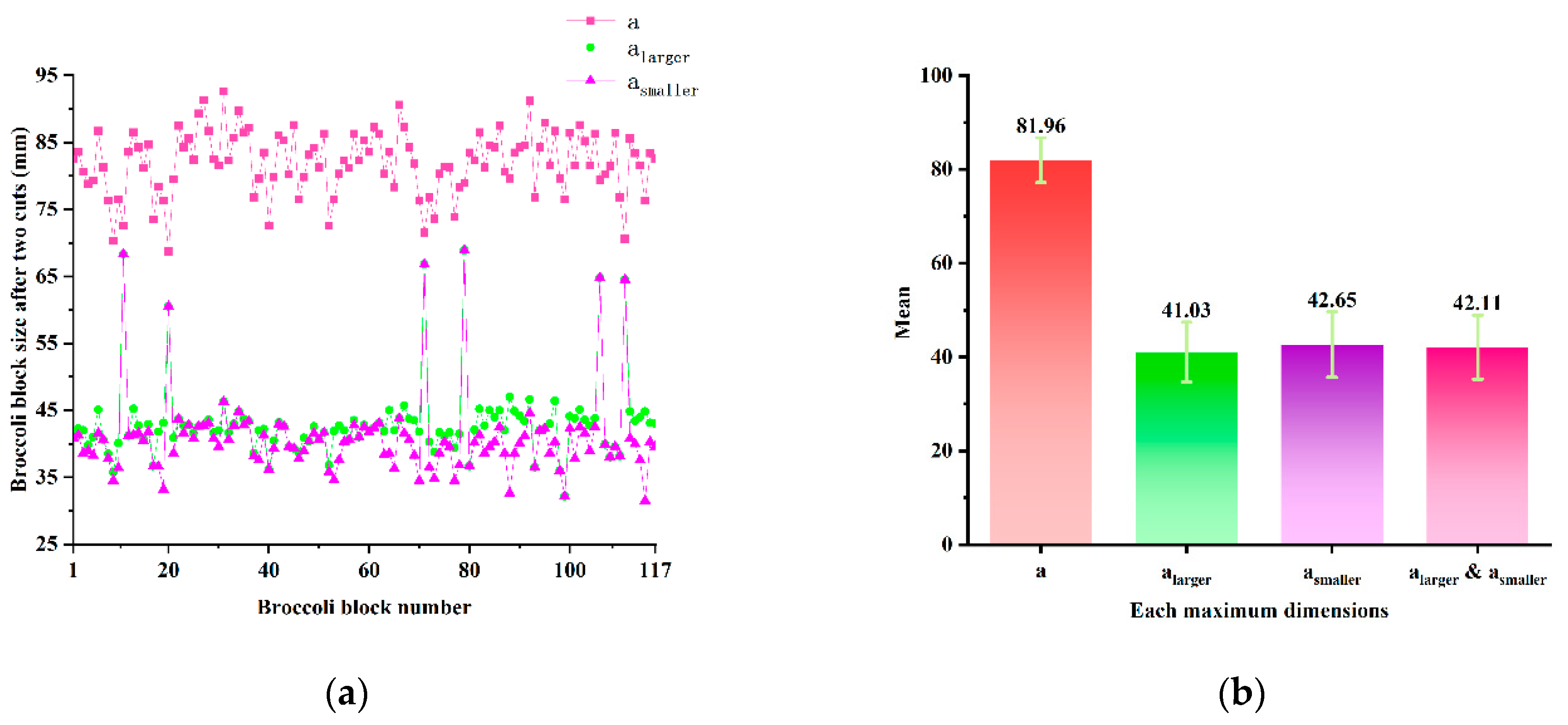
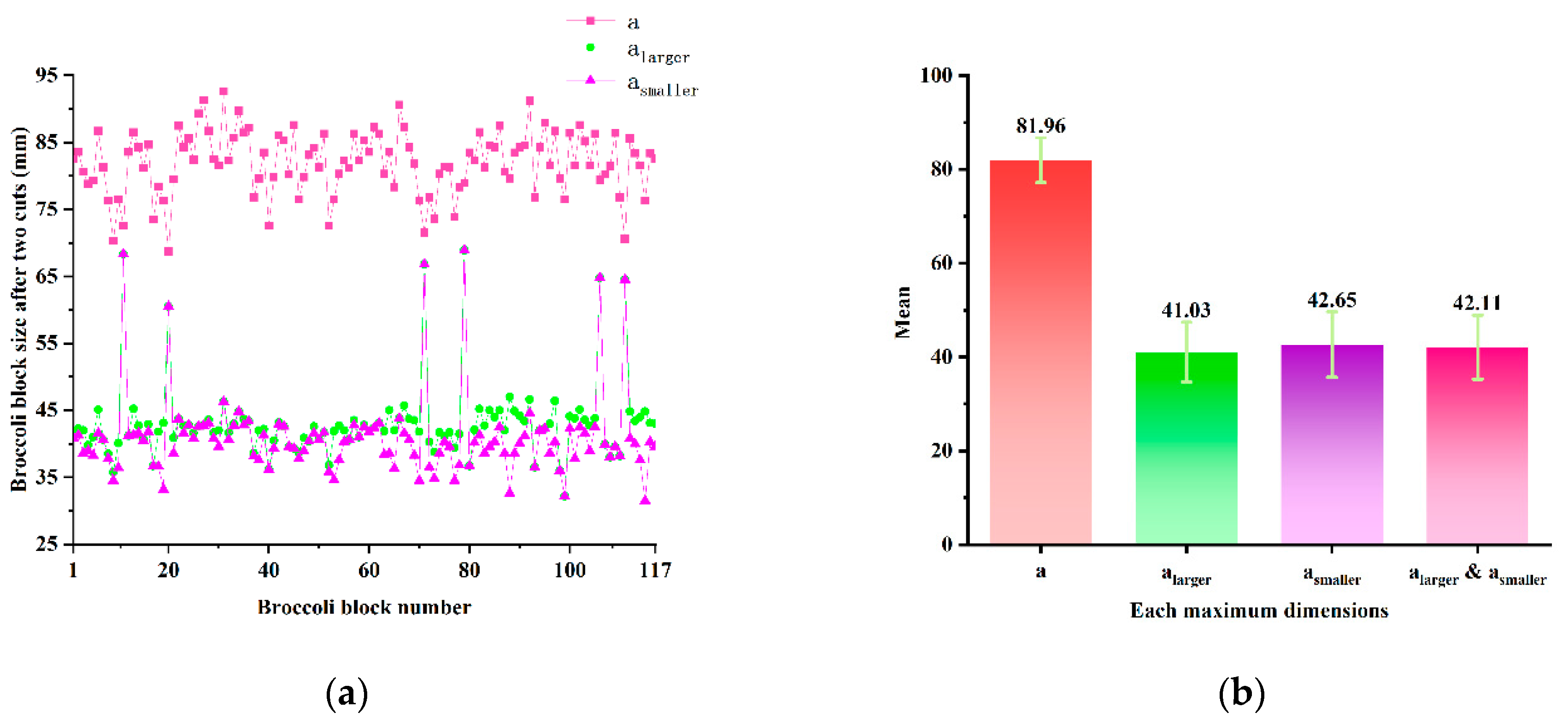
3.2. Results and Analysis of Experiment
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, Y.-S.; Ku, K.-M.; Becker, T.M.; Juvik, J.A. Chemopreventive glucosinolate accumulation in various broccoli and collard tissues: Microfluidic-based targeted transcriptomics for by-product valorization. PLoS ONE 2017, 12, e0185112.s. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.T.; Chen, L.F.O.; Shaw, J.F. Senescence-associated genes in harvested broccoli florets. Plant Sci. 2008, 175, 137–144. [Google Scholar] [CrossRef]
- Bongoni, R.; Verkerk, R.; Steenbekkers, B.; Dekker, M.; Stieger, M. Evaluation of different cooking conditions on broccoli (Brassica oleracea var. italica) to improve the nutritional value and consumer acceptance. Plant Foods Hum. Nutr. 2014, 69, 228–234. [Google Scholar] [CrossRef] [PubMed]
- Campas-Baypoli, O.N.; Cantú-Soto, E.U.; Rivera-Jacobo, J.A. Roccoli: Agricultural characteristics, health benefits and post-harvest processing on glucosinolate content. In Broccoli; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2016. [Google Scholar]
- Gao, Q.; Chen, Y.; Guan, C.; Yang, Y.; Cui, Z.; Li, Z. Current situation, existing problems and suggestions of production of broccoli. Vegetables 2020, 11, 29–31. [Google Scholar]
- García-Manso, A.; Gallardo-Caballero, R.; García-Orellana, C.J.; González-Velasco, H.M.; Macías-Macías, M. Towards selective and automatic harvesting of broccoli for agri-food industry. Comput. Electron. Agric. 2021, 188, 106263. [Google Scholar] [CrossRef]
- SN/T 1610-2005. Rules for the Inspection of Broccoli for Export (SN/T 1610-2005); Appendix A 2005. Available online: http://std.samr.gov.cn/hb/search/stdHBDetailed?id=8B1827F20C8CBB19E05397BE0A0AB44A (accessed on 20 March 2022).
- Zhang, Y.; Li, J.; Hu, C. Refrigeration Technology for Exporting Fresh Broccoli. Food Ind. 2020, 41, 19–21. [Google Scholar]
- Chen, J.; Chen, L.; Yu, C.; Cai, S.; Xia, X. Optimization of broccoli cutting tool parameters based on minimum cutting stress. Trans. Chin. Soc. Agric. Eng. 2018, 34, 42–48. [Google Scholar]
- Blok, P.M.; Barth, R.; Van Den Berg, W. Machine vision for a selective broccoli harvesting robot. IFAC-PapersOnLine 2016, 49, 66–71. [Google Scholar] [CrossRef]
- Chen, J.; Chen, L.; Xia, X. Design and Experiment of Core Removing Mechanism for Broccoli Cutting. Trans. Chin. Soc. Agric. Eng. 2019, 50, 315–322. [Google Scholar]
- Wylie, J.V.; Lewis, D.K. Broccoli Trimming Machine. U.S. Patent 4773324 21 August 1987. [Google Scholar]
- Evans, O.H. Broccoli Quartering Machine. U.S. Patent 05/846373 25 September 1979. [Google Scholar]
- Goodale, R.J. Broccoli Trimming Machine. U.S. Patent 3646977D 7 March 1972. [Google Scholar]
- Switek, R.E. Method for Slicing Broccoli and the Like into Spears. U.S. Patent 07/576675 8 December 1992. [Google Scholar]
- Projx D-Core Cabbage/Lettuce Coring/Quartering Machine. Available online: http://www.projx-services.com/products/projx-d-core-cabbagelettuce-coringquartering-machine/ (accessed on 16 July 2021).
- Tianlong, C. Design and Experiment Study of Broccoli Two-Stage Cutting Production Line; Zhejiang Sci-Tech University: Hangzhou, China, 2021. [Google Scholar]
- Daurio, D.; Medina, C.; Saw, R.; Nagapudi, K.; Alvarez-Núñez, F. Application of twin screw extrusion in the manufacture of cocrystals, Part I: Four case studies. Pharmaceutics 2011, 3, 582–600. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.M.; Feng, L.F.; Chen, W.X.; Hu, G.H. Numerical simulation and experimental validation of mixing performance of kneading discs in a twin screw extruder. Polym. Eng. Sci. 2009, 49, 1772–1783. [Google Scholar] [CrossRef]
- Djuric, D.; Kleinebudde, P. Impact of screw elements on continuous granulation with a twin-screw extruder. J. Pharm. Sci. 2008, 97, 4934–4942. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Differential Belt Ratio (mm/s) | Blocks | Florets | Unscreened Florets | Screening Success Rate |
|---|---|---|---|---|
| 300:400 | 158 | 136 | 12 | 91.2% |
| 300:500 | 168 | 142 | 8 | 94.4% |
| 300:600 | 160 | 137 | 3 | 97.8% |
| Reference | Success Rate | Efficiency |
|---|---|---|
| This work | 94.8% | 47 per minute |
| D-Core 30i/50i | / | 30/50 per minute |
| Chen | 91% | 50–60 per minute |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, J.; Hu, R.; Chen, L.; Chen, T.; Chen, J. Design of and Experiment with Secondary Cutting Equipment for Broccoli. Agriculture 2022, 12, 650. https://doi.org/10.3390/agriculture12050650
Jia J, Hu R, Chen L, Chen T, Chen J. Design of and Experiment with Secondary Cutting Equipment for Broccoli. Agriculture. 2022; 12(5):650. https://doi.org/10.3390/agriculture12050650
Chicago/Turabian StyleJia, Jiangming, Runze Hu, Liqun Chen, Tianlong Chen, and Jianneng Chen. 2022. "Design of and Experiment with Secondary Cutting Equipment for Broccoli" Agriculture 12, no. 5: 650. https://doi.org/10.3390/agriculture12050650
APA StyleJia, J., Hu, R., Chen, L., Chen, T., & Chen, J. (2022). Design of and Experiment with Secondary Cutting Equipment for Broccoli. Agriculture, 12(5), 650. https://doi.org/10.3390/agriculture12050650