
Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design


Abstract
:1. Introduction
2. Materials and Methods
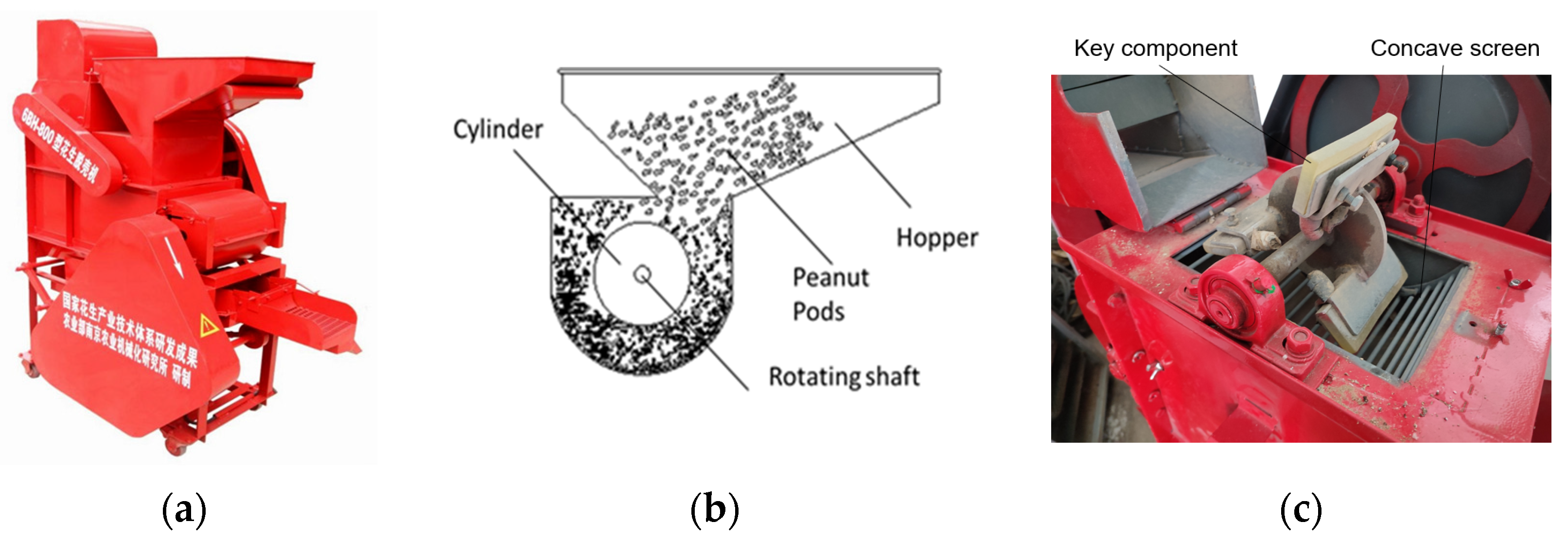
2.1. Peanut Shelling Device
2.2. Mechanical Analysis of Peanut Shelling
2.3. Peanut Sample Preparation
2.4. Material Selection and Wear Tests of the Key Component
2.5. Performance Evaluation
2.6. Single-Factor Tests
2.7. Box–Behnken Design for Laboratory Testing
2.8. Construction of System Optimization Models
2.9. Model Evaluation and Verification Tests
3. Results
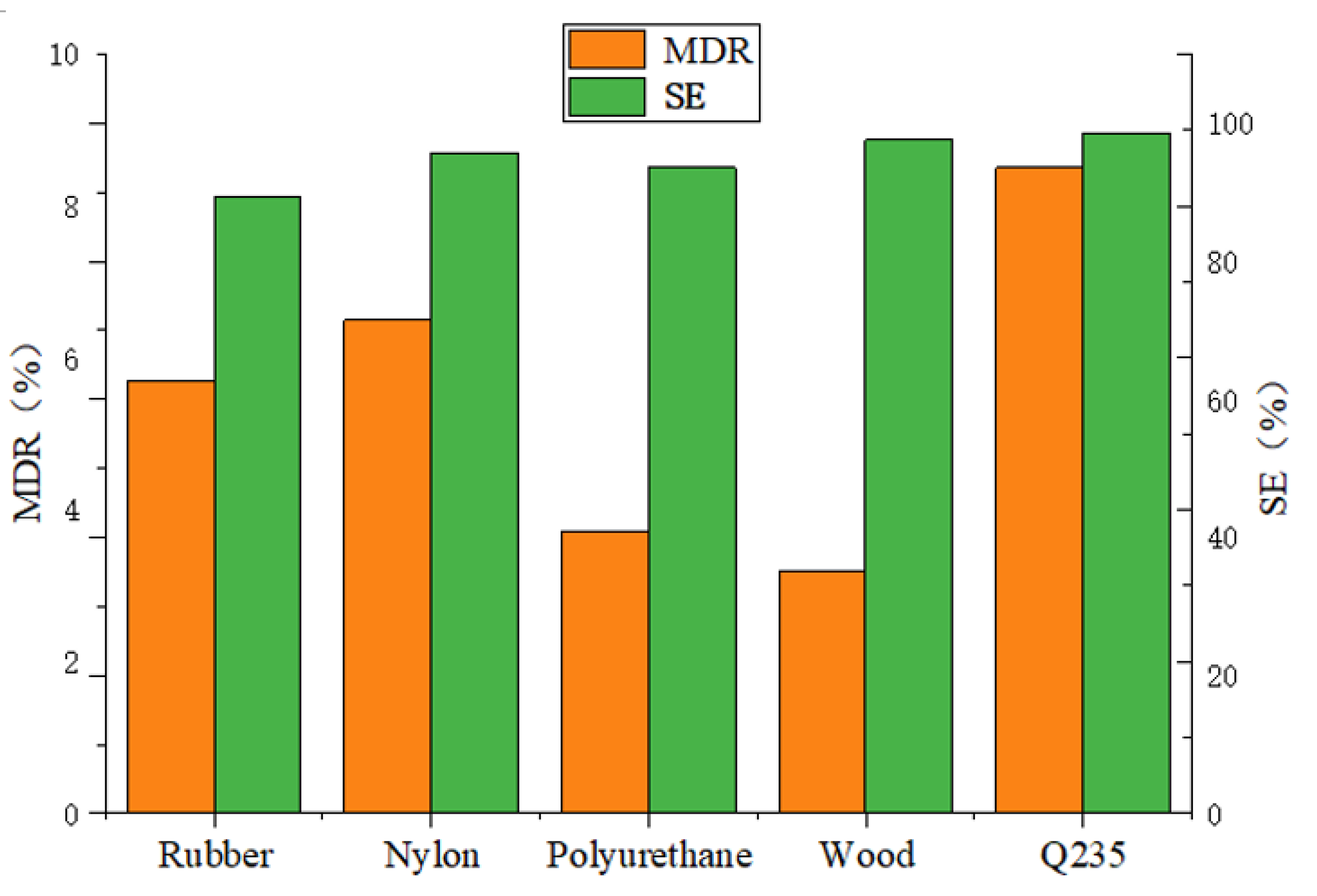
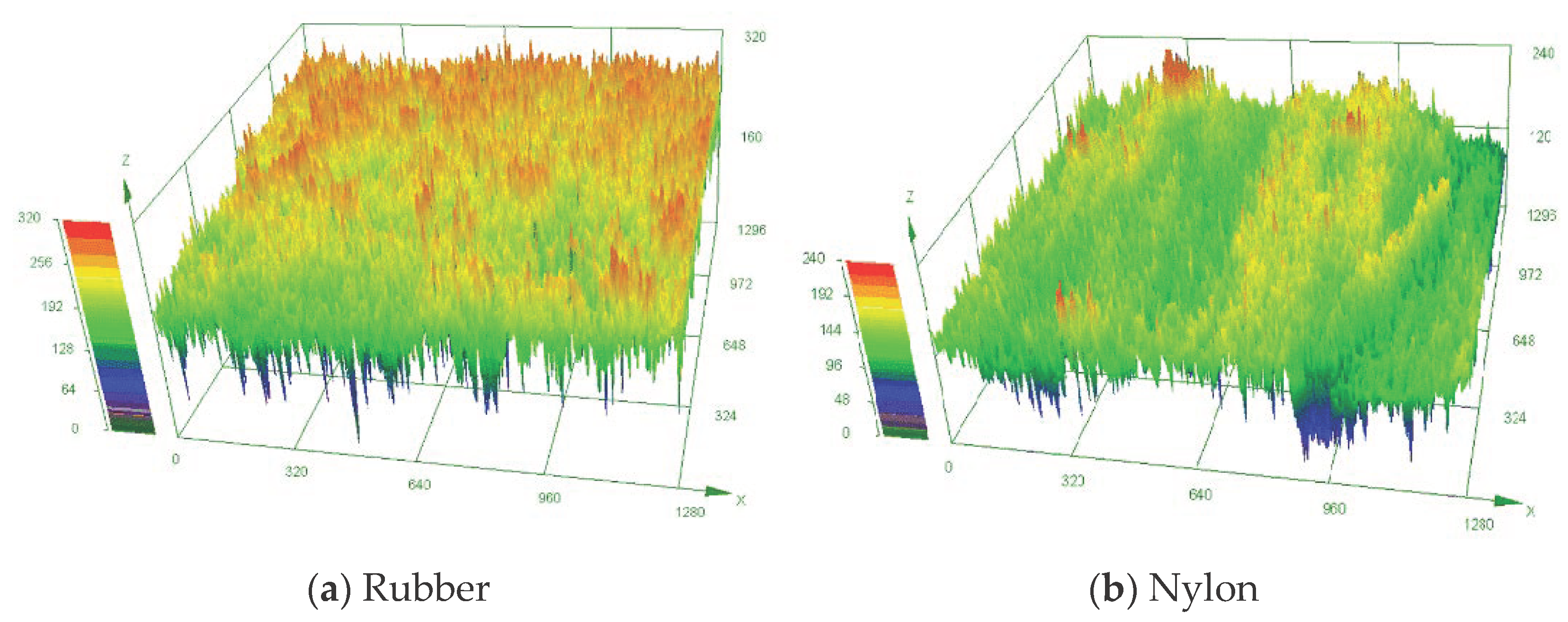
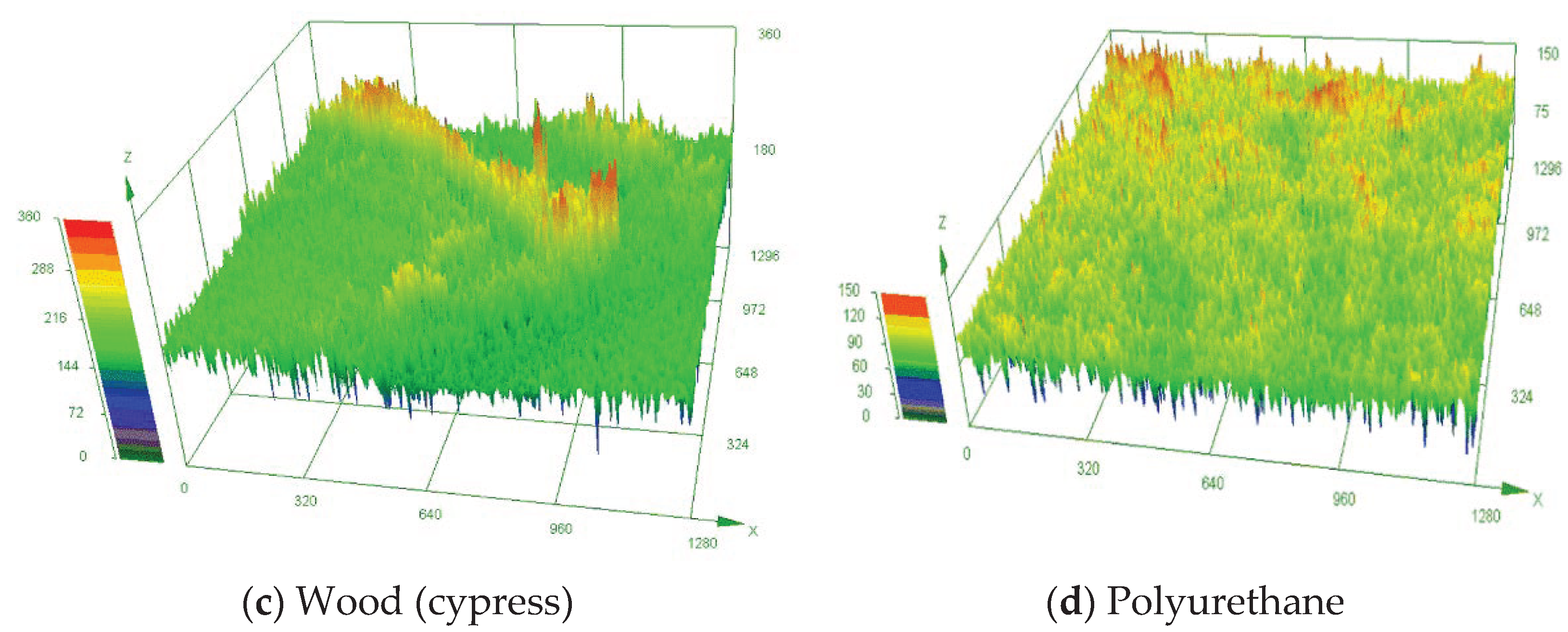
3.1. Shelling Quality and Wear of Key Components Made of Different Materials
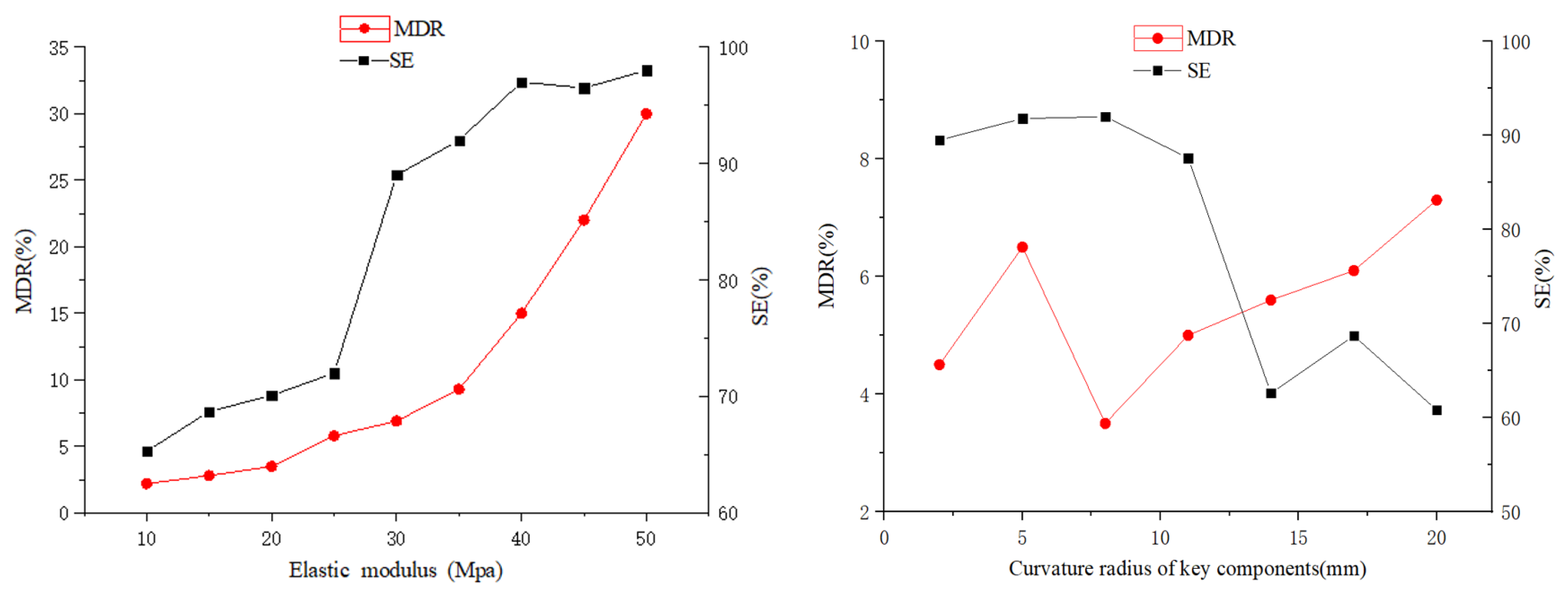
3.2. Single-Factor Effects on Shelling Performance
3.3. BBD Experiments and Theoretical Model of MDR and SE
3.4. Analysis of Variables Related to Shelling Quality
3.5. Parameter Optimization
3.6. Verification Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hosseinzadeh, A.R.; Esfahani, M.; Asghari, J.; Safarzadeh, M.N.; Rabiei, B. Effect of sulfur fertilizer on growth and yield of peanut (Arachis hypogaea L.). J. Sci. Technol. Agric. Nat. Resour. 2009, 48, 27–38. [Google Scholar]
- Oduma, O.V.; Inyang, U.E.; Okongoh, O.N. Impact of partial replacement of peanut paste with sesame seed paste on the nutritional and anti-nutritional components of butter made from the blends. Eur. J. Nutr. Food Saf. 2020, 12, 53–66. [Google Scholar] [CrossRef]
- Altberg, A.; Ran, H.; Chapnik, N.; Madar, Z. Effect of dietary oils from various sources on carbohydrate and fat metabolism in mice. Food Nutr. Res. 2020, 64, 1–12. [Google Scholar] [CrossRef]
- Moctezuma, E. Changes in auxin patterns in developing gynophores of the peanut plant (arachis hypogaeal.). Ann. Bot. 1999, 83, 235–242. [Google Scholar] [CrossRef] [Green Version]
- Racette, K.; Zurweller, B.; Tillman, B.; Rowland, D. Transgenerational stress memory of water deficit in peanut production. Field Crops Res. 2020, 248, 107712. [Google Scholar] [CrossRef]
- Hammons, R.O.; Herman, D.; Stalker, H.T. Peanuts; AOCS Press: Urbana, IL, USA, 2016; pp. 1–26. [Google Scholar]
- Hamza, M.; Abbas, M.; Abd Elrahman, A.; Helal, M.; Shahba, M. Conventional versus nano calcium forms on peanut production under sandy soil conditions. Agriculture 2021, 11, 767. [Google Scholar] [CrossRef]
- Musdalifah, A.P.; Kandari, A.M.; Hasid, R.; Bahrun, A.; Mamma, S.; Madiki, A. Effect of cow manure on growth and production of peanut plants in sub-optimal land. Asian J. Agric. Hortic. Res. 2021, 8, 38–47. [Google Scholar] [CrossRef]
- Stanley, M.F.; Shi, Z. An Overview of World Peanut Markets. In Peanuts; Stalker, T.H., Wilson, R.F., Eds.; AOCS Press: Columbus, NC, USA, 2016; pp. 267–287. [Google Scholar]
- Food and Agriculture Organization of the United Nations. Available online: https://www.fao.org/statistics/en/ (accessed on 29 June 2021).
- Singh, A.; Raina, S.N.; Sharma, M.; Chaudhary, M.; Rajpal, V.R. Functional Uses of Peanut (Arachis hypogaea L.) Seed Storage Proteins. In Grain and Seed Proteins Functionality; InTech Open: London, UK, 2021. [Google Scholar]
- Shi, A.; Wang, Q.; Liu, H.; Wang, L.; Zhang, J.; Du, Y.; Chen, X. Peanut processing quality evaluation technology. In Peanuts: Processing Technology and Product Development; Academic Press: Cambridge, MA, USA, 2016; pp. 23–61. [Google Scholar]
- Wang, Q. Peanut Processing Characteristics and Quality Evaluation; Springer: Singapore, 2018. [Google Scholar]
- Lu, R.; Yang, D.; Gao, L. Design and test on plot peanut sheller with vertical tapered drum. Trans. Chin. Soc. Agric. Mach. 2019, 50, 114–123, (In Chinese with English abstract). [Google Scholar]
- Na, X.; Liu, M.; Zhang, W.; Li, F.; Du, X.; Gao, L. Damage characteristics and regularity of peanut kernels. Trans. CSAE 2010, 26, 117–121. [Google Scholar]
- Helmy, M.A.; Mitrroi, A.; Abdallah, S.E.; Basiouny, M.A. Modification and performance evaluation of a reciprocating machine for shelling peanut. AMA Agric. Mech. Asia Afr. Lat. Am 2013, 44, 18–24. [Google Scholar]
- Gao, L.; Hui, Z.; Dong, H.; Xu, Z.; Liu, Z.; Li, H. Design and experiment of peanut sheller with three drums for plot breeding. Trans. CSAE 2016, 47, 159–165. [Google Scholar] [CrossRef]
- Butts, C.L.; Sorensen, R.B.; Nuti, R.C.; Lamb, M.C.; Faircloth, W.H. Performance of equipment for in-field shelling of peanut for biodiesel production. Trans ASABE 2009, 52, 1461–1469. [Google Scholar] [CrossRef]
- Atiku, A.A.; Aviara, N.A.; Haque, M.A. Performance evaluation of a bambara ground nut sheller. CIGR J. 2004, VI, 1–18. [Google Scholar]
- Yi, K.; Zhang, X.; Shen, Y.; Gao, L. Effect of moisture content on mechanical properties of peanut shelling and peanut kernel damage. J. Yangzhou Univ. Agric. Life Sci. Ed. 2013, 34, 65–69, (In Chinese with English abstract). [Google Scholar]
- Hou, J.; Yang, Y.; Dong, S.; He, T.; Bai, J.; Li, J. Experimental and finite element simulation of typical peanut seeds shelling characteristics. J. Northeast. Agric. Univ. 2017, 48, 74–85, (In Chinese with English abstract). [Google Scholar]
- Lan, X. Improved Design and Experimental Research on the Shelling Parts of Peanut Shellers. Master’s Thesis, Jilin Agricultural University, Changchun, China, 2017. [Google Scholar]
- Isaac, D.B.; Xiao, M.Y.; Li, Y.Y. Optimization of infrared-drying parameters for Ginkgo biloba L. seed and evaluation of product quality and bioactivity. Ind. Crops Prod. 2021, 160, 113108. [Google Scholar] [CrossRef]
- Pinto, J.A.; Prieto, M.A.; Ferreira, I.C.; Belgacem, M.N.; Rodrigues, A.E.; Barreiro, M.F. Analysis of the oxypropylation process of a lignocellulosic material, almond shell, using the response surface methodology (RSM). Ind. Crops Prod. 2020, 153, 112542. [Google Scholar] [CrossRef]
- Koya, O.A.; Faborode, M.O. Mathematical modeling of palm nut cracking based on Hertz’s theory. Biosyst. Eng. 2005, 91, 471–478. [Google Scholar] [CrossRef]
- Ojolo, J.S.; Eweina, B.A. Predicting cashew nut cracking using hertz theory of contact stress. J. Saudi Soc. Agric. Sci. 2019, 18, 157–167. [Google Scholar] [CrossRef]
- Palade, A.C.; Pillon, G.; Cicala, E.; Grevey, D. Subsurface treatment of a contact subjected to a hertz pressure. Int. J. Mech. Sci. 2013, 77, 107–112. [Google Scholar] [CrossRef]
- ASABE Standards. S410.2: Moisture Measurement—Peanuts; ASABE: St. Joseph, MI, USA, 2010. [Google Scholar]
- Chowdhury, M.H.; Buchele, W.F. Effects of the operating parameters of the rubber roller sheller. Trans. ASAE 1975, 18, 482–486. [Google Scholar] [CrossRef] [Green Version]
- Prabhakaran, P.; Ranganathan, R.; Muthu Kumar, V.; Rajasekar, R.; Devakumar, L.; Pal, S.K. Review on parameters influencing the rice breakage and rubber roll wear in sheller. Arch. Metall. Mater. 2017, 62, 1875–1880. [Google Scholar] [CrossRef] [Green Version]
- Askari, M.; Abbaspour-Gilandeh, Y.; Taghinezhad, E.; El Shal, A.M.; Hegazy, R.; Okasha, M. Applying the response surface methodology (RSM) approach to predict the tractive performance of an agricultural tractor during semi-deep tillage. Agriculture 2021, 11, 1043. [Google Scholar] [CrossRef]
- Xie, H.; Kong, D.; Shan, J.; Xu, F. Study the parametric effect of pulling pattern on cherry tomato harvesting using RSM-BBD techniques. Agriculture 2021, 11, 815. [Google Scholar] [CrossRef]
- Zhang, N.; Fu, J.; Chen, Z.; Chen, X.; Ren, L. Optimization of the process parameters of an air-screen cleaning system for frozen corn based on the response surface method. Agriculture 2021, 11, 794. [Google Scholar] [CrossRef]
- Petkevichius, S.; Shpokas, L.; Kutzbach, H.D. Investigation of the maize ear threshing process. Biosyst. Eng. 2008, 99, 532–539. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Rubber | Polyurethane | Q235 | Nylon | Wood (Cypress) |
|---|---|---|---|---|---|
| Elastic modulus (MPa) | 22 | 28 | 2.0 × 105 | 2830 | 100 |
| Factors | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| X1: elastic modulus (MPa) | 10 | 27.5 | 45 |
| X2: radius of curvature of key components (mm) | 5 | 12.5 | 20 |
| X3: rotating speed of the shelling drum (rpm) | 260 | 270 | 280 |
| X3: clearance between shelling drum and concave screen (mm) | 20 | 25 | 30 |
| Test No. | X1 | X2 | X3 | X4 | Y1 (%) | Y2 (%) |
|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 | 6.9 | 91.7 |
| 2 | 1 | 1 | 0 | 0 | 13.93 | 86.03 |
| 3 | 0 | −1 | 0 | −1 | 9.25 | 91.42 |
| 4 | 0 | 0 | 0 | 0 | 6 | 90.4 |
| 5 | −1 | 0 | −1 | 0 | 3.01 | 87.26 |
| 6 | 0 | 1 | 1 | 0 | 11.33 | 92.14 |
| 7 | 0 | 0 | −1 | −1 | 6.61 | 85.4 |
| 8 | 0 | 0 | 0 | 0 | 5.8 | 91.6 |
| 9 | 0 | 0 | 1 | −1 | 11.85 | 97.06 |
| 10 | −1 | 1 | 0 | 0 | 4.33 | 92.57 |
| 11 | −1 | 0 | 0 | 1 | 0.24 | 90.01 |
| 12 | −1 | 0 | 0 | −1 | 7.2 | 97.71 |
| 13 | 0 | −1 | −1 | 0 | 3.93 | 85.86 |
| 14 | 0 | 0 | 0 | 0 | 5.7 | 92.1 |
| 15 | 0 | 1 | 0 | −1 | 10.21 | 91.74 |
| 16 | 1 | 0 | 0 | −1 | 13.8 | 84.91 |
| 17 | 0 | 1 | −1 | 0 | 4.39 | 86.3 |
| 18 | 0 | 0 | −1 | 1 | 0.15 | 88.98 |
| 19 | 0 | −1 | 0 | 1 | 5.59 | 89.26 |
| 20 | −1 | 0 | 1 | 0 | 4.99 | 97.54 |
| 21 | 1 | 0 | −1 | 0 | 6.85 | 84.36 |
| 22 | 1 | 0 | 0 | 1 | 11.84 | 88.33 |
| 23 | 0 | 0 | 1 | 1 | 9.39 | 89.2 |
| 24 | 0 | −1 | 1 | 0 | 11.47 | 91.9 |
| 25 | 0 | 0 | 0 | 0 | 6 | 90.4 |
| 26 | 0 | 1 | 0 | 1 | 4.95 | 89.62 |
| 27 | −1 | −1 | 0 | 0 | 4.67 | 92.93 |
| 28 | 1 | 0 | 1 | 0 | 19.35 | 85.96 |
| 29 | 1 | −1 | 0 | 0 | 13.27 | 84.99 |
| Source | MDR | SE | ||||||
|---|---|---|---|---|---|---|---|---|
| Sum of Squares | df | F | p | Sum of Squares | df | F | p | |
| Model | 531.08 | 14 | 584.89 | <0.0001 | 381.62 | 14 | 153.14 | <0.0001 |
| X1 | 248.43 | 1 | 3830.42 | <0.0001 | 157.25 | 1 | 883.44 | <0.0001 |
| X2 | 0.077 | 1 | 1.18 | <0.0001 | 0.35 | 1 | 1.95 | 0.1845 |
| X3 | 157.25 | 1 | 2424.60 | 0.2949 | 105.85 | 1 | 594.67 | <0.0001 |
| X4 | 59.67 | 1 | 920.10 | <0.0001 | 13.74 | 1 | 77.18 | <0.0001 |
| X1 X2 | 0.25 | 1 | 3.85 | <0.0001 | 0.49 | 1 | 2.75 | 0.1193 |
| X1 X3 | 27.67 | 1 | 426.59 | 0.0698 | 18.84 | 1 | 105.82 | <0.0001 |
| X1 X4 | 6.25 | 1 | 96.37 | <0.0001 | 30.91 | 1 | 173.67 | <0.0001 |
| X2 X3 | 0.090 | 1 | 1.39 | <0.0001 | 1.00 × 10−2 | 1 | 0.056 | 0.8161 |
| X2 X4 | 0.64 | 1 | 9.87 | 0.2584 | 4.00 × 10−4 | 1 | 2.247 × 10−3 | 0.9629 |
| X3 X4 | 4.00 | 1 | 61.67 | 0.0072 | 32.72 | 1 | 183.81 | <0.0001 |
| 22.68 | 1 | 349.73 | <0.0001 | 9.19 | 1 | 51.60 | <0.0001 | |
| 7.85 | 1 | 121.01 | <0.0001 | 5.49 | 1 | 30.84 | <0.0001 | |
| 2.34 | 1 | 36.00 | <0.0001 | 10.46 | 1 | 58.78 | <0.0001 | |
| 0.66 | 1 | 10.24 | <0.0001 | 0.23 | 1 | 1.32 | 0.2706 | |
| 0.9983 | 0.9935 | |||||||
| Residual | 0.91 | 14 | 2.49 | 14 | ||||
| Lack of Fit | 0.000 | 10 | 0.000 | 1.000 | 0.000 | 10 | 0.000 | 1.000 |
| Pure Error | 0.91 | 4 | 2.49 | 4 | ||||
| Cor Total | 1029.04 | 28 | 384.12 | 28 | ||||
| Test | MDR (%) | Relative Error (%) | SE (%) | Relative Error (%) | ||
|---|---|---|---|---|---|---|
| Optimized Value | Test Value | Optimized Value | Test Value | |||
| 1 | 4.89 | 5.21 | 6.5 | 97.71 | 98.96 | 1.3 |
| 2 | 5.1 | 4.3 | 96.19 | 1.6 | ||
| 3 | 4.62 | 5.5 | 93.98 | 3.8 | ||
| 4 | 5.12 | 4.7 | 97.35 | 0.4 | ||
| 5 | 4.62 | 5.5 | 94.88 | 2.9 | ||
| Mean value | / | 4.9 | 5.3 | / | 96.27 | 2.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Xie, H.; Hu, Z.; Liu, M.; Peng, J.; Ding, Q.; Peng, B.; Ma, C. Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design. Agriculture 2022, 12, 146. https://doi.org/10.3390/agriculture12020146
Wang J, Xie H, Hu Z, Liu M, Peng J, Ding Q, Peng B, Ma C. Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design. Agriculture. 2022; 12(2):146. https://doi.org/10.3390/agriculture12020146
Chicago/Turabian StyleWang, Jiannan, Huanxiong Xie, Zhichao Hu, Minji Liu, Jinyi Peng, Qishuo Ding, Baoliang Peng, and Chenbin Ma. 2022. "Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design" Agriculture 12, no. 2: 146. https://doi.org/10.3390/agriculture12020146
APA StyleWang, J., Xie, H., Hu, Z., Liu, M., Peng, J., Ding, Q., Peng, B., & Ma, C. (2022). Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design. Agriculture, 12(2), 146. https://doi.org/10.3390/agriculture12020146