

Study on the Technologies of Loss Reduction in Wheat Mechanization Harvesting: A Review

Abstract
1. Introduction
2. Major Losses in Wheat Combine Harvester Operation
2.1. Header Losses
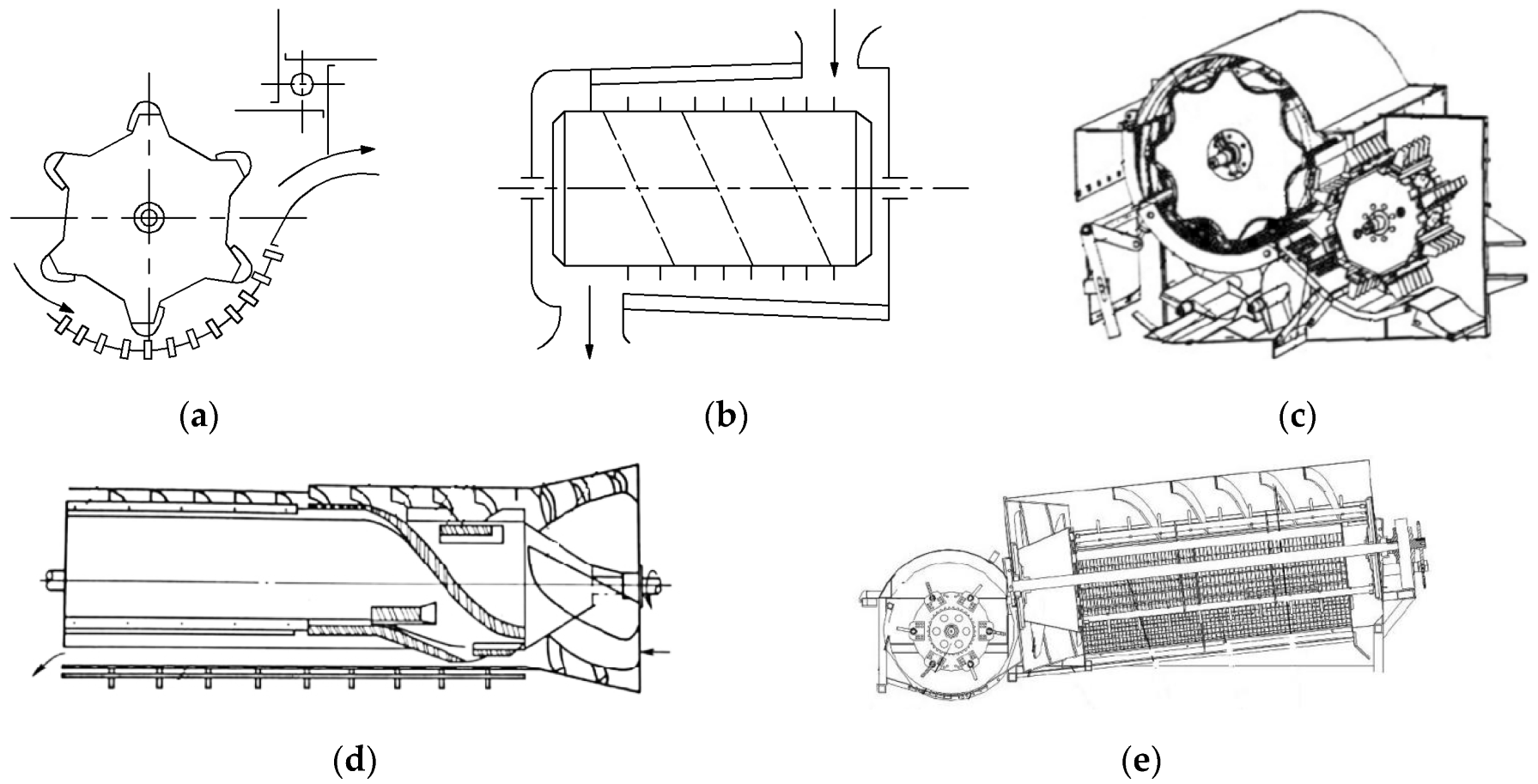
2.2. Losses Due to Threshing and Separation
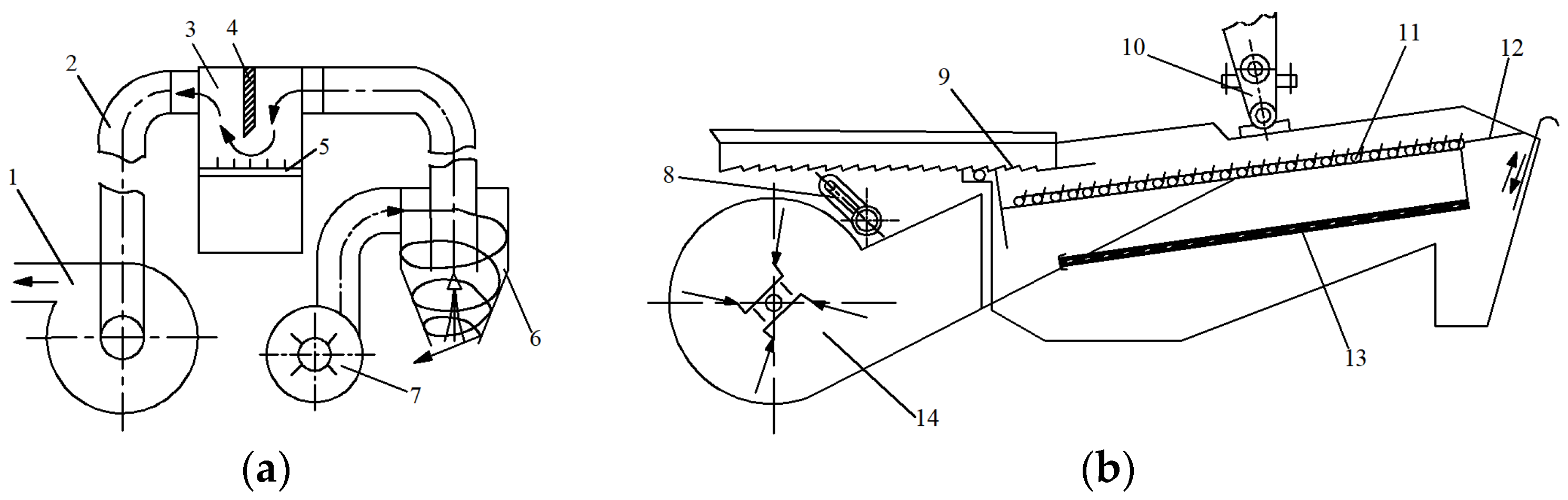
2.3. Cleaning Losses
3. Sensing Technologies for Monitoring Grain Loss during Harvest
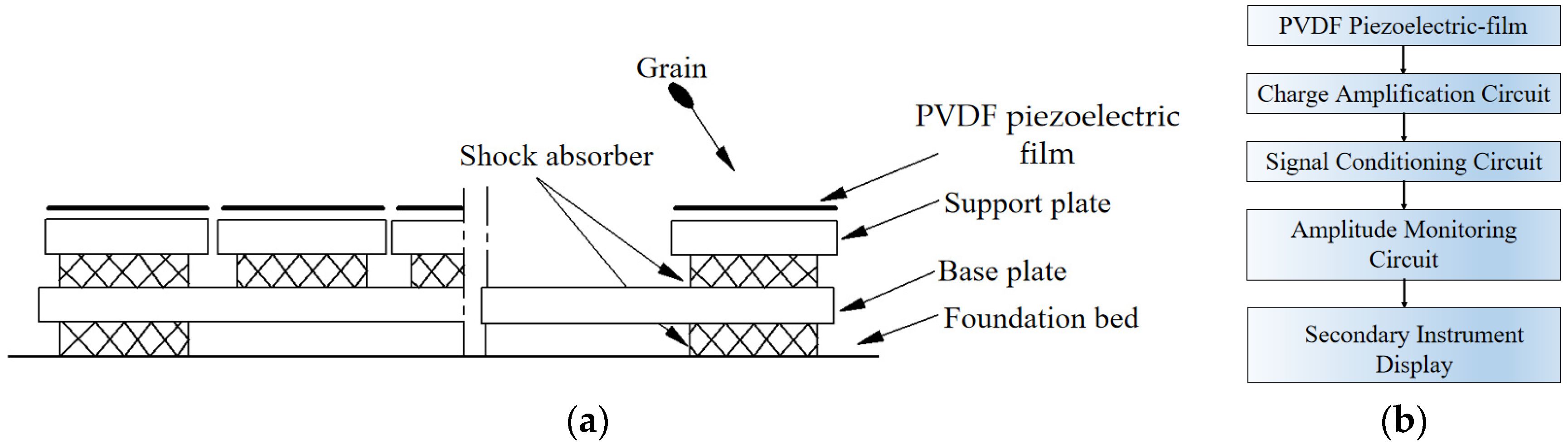
3.1. Polyvinylidene Fluoride Piezoelectric Film Sensor
3.2. Piezoelectric Ceramic Sensor
4. Related Studies on the Intelligent Control and Loss Monitoring Technology of Combine Harvesters
4.1. Header Intelligent Adjustment
4.2. Monitoring the Feeding Amount
4.3. Monitoring the Threshing and Separation Losses
4.4. Intelligent Control of the Cleaning System
5. Application of Grain Loss Monitoring System in a Harvester
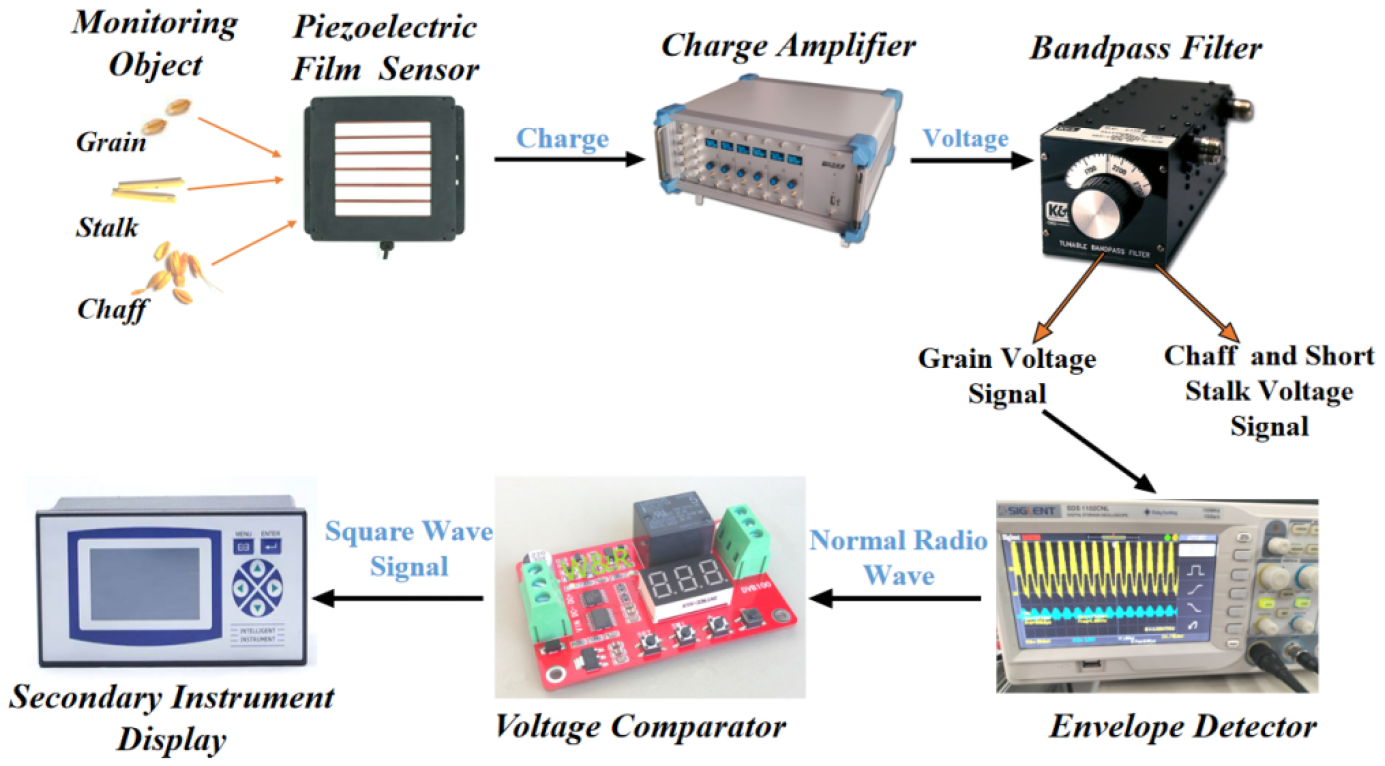
5.1. Principle of Grain Loss Monitoring System
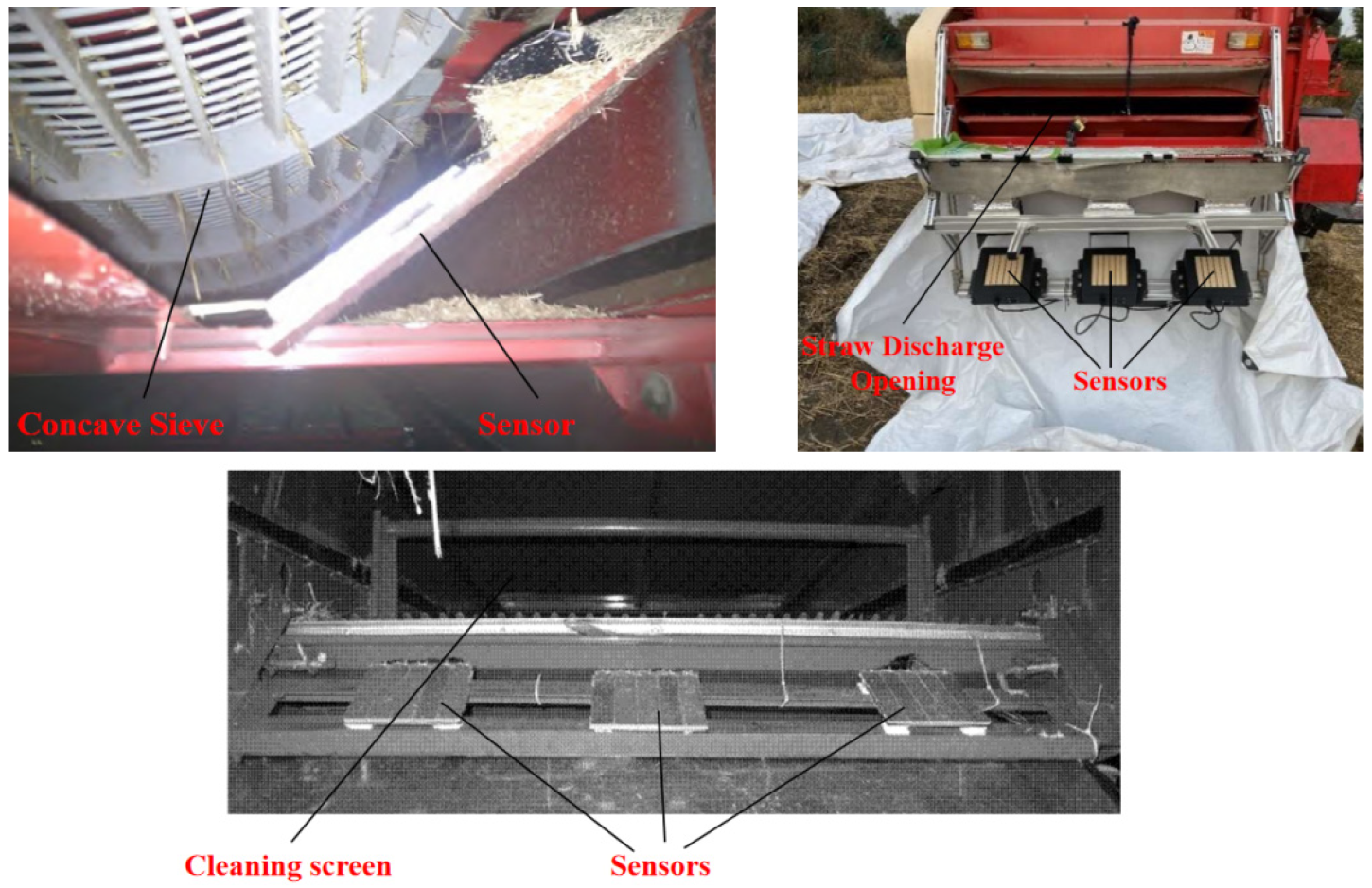
5.2. Monitoring Different Losses from the Harvester with Sensors
5.3. Technical Guidance on Loss Reduction for Mechanized Wheat Harvesting
- (1)
- The market for old combine harvesters in China is relatively high; the machine parts are seriously worn, and high grain loss occurs during harvesting operations. Therefore, the old harvesters should be eliminated in a timely fashion, and new machines should be introduced;
- (2)
- Before the beginning of the harvest season, all operators should receive centralized formal training and be assessed afterward. This would be required to work with certification so as to improve their theoretical level, operational ability, and awareness of loss reduction;
- (3)
- Ensuring that the linear speed of the reel is 1.1–1.2 times that of the forward speed of the combine; this should not be too high. Adjust the height position of the reel so that the pressure plate of the reel acts at two-thirds of the height of the crop. Under the premise of ensuring that the crushing rate does not exceed the standard, the threshing rate can be improved, and threshing loss can be reduced by properly increasing the speed of the threshing cylinder, reducing the gap between the cylinder and the concave, and correctly adjusting the ratio of the inlet-to-outlet gap (which should be 4:1). Under the premise of ensuring that the impurity content does not exceed the standard, the cleaning loss can be reduced by appropriately reducing the fan speed, increasing the opening of the sieve, and improving the position of the tail sieve;
- (4)
- In order to improve the intelligence level of the equipment, wheat combine harvesters can be equipped with online monitoring devices for loss rate, impurity content rate, and crushing rate. According to the relevant indicators and curves prompted by the online monitoring devices, the operators can timely adjust the operating speed, feeding amount, stubble height, and other operating state parameters to obtain and maintain the ideal operating state for the loss rate, impurity content, and crushing rate.
6. Suggestions and Prospects
- (1)
- At present, the resolution of the grain loss sensor is low. We need to increase the research and development of agricultural sensors to improve the performance and efficiency of these sensors to meet the requirements of wheat harvesting;
- (2)
- Optimize the intelligence control algorithm. The organic combination of various algorithms can realize the rapid processing of loss monitoring data to obtain an accurate loss rate, which plays an important role in improving the intelligent loss monitoring efficiency of combine harvesters;
- (3)
- Multisensor information fusion development. Through the integration of sensor monitoring technology, internet communication technology, intelligent control technology, and other technologies, the combine harvesters can realize real-time online monitoring of grain loss. Then, feed this back to other controllers through the central control hub to make adaptive adjustments to the key working components in a timely manner so that the grain loss rate of a combine harvester is at the lowest level.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ren, J.; Yang, J.; Zhou, J.; Liu, L.; Li, X. Co-production of ethanol, xylo-oligosaccharides and magnesium lignosulfonate from wheat straw by a controlled magnesium bisulfite pretreatment (MBSP). Ind. Crops Prod. 2018, 113, 128–134. [Google Scholar] [CrossRef]
- Liang, Z.; Li, Y.; Ma, P.; Wei, C.; Wang, J. Structural optimization and experiment on cleaning system in longitudinal-axial combine harvester. J. Agric. Mech. Res. 2018, 40, 170–174. [Google Scholar]
- Song, H.; Zhang, H.; Li, J.; Wu, Z. Loss of harvest of China’s grain—A case study of wheat in Henan Province. J. Huazhong Agric. Univ. Soc. Sci Ed. 2015, 4, 1–6. [Google Scholar]
- Wu, L.; Hu, Q.; Zhu, D.; Wang, J. Empirical analysis of main influencing harvest rice losses—Based on the ordered multinomial Logistic model. China Rural Surv. 2015, 6, 22–33+95. [Google Scholar]
- Zhao, X.; Cao, B.; Zhao, L. Study on the evaluation index system of grain loss and waste after delivery. Grain Sci. Technol. Econ. 2015, 40, 6–9. [Google Scholar]
- Sharma, S.; Singh, R.; Raghuwanshi, J. Economic Analysis of Losses at Different Stages of Harvest and Post-Harvest Operation in Wheat Production in Gwalior District of Madhya Pradesh. J. Com. Mobil. Sustain. Dev. 2022, 16, 971–975. [Google Scholar]
- Cao, F.; Zhu, J.; Guo, Y.; Liu, J.; Wu, L. How high is the loss of wheat harvest in China—Based on experimental investigation in 4 provinces and 5 places. J. Arid. Land Resour. Environ. 2018, 32, 7–14. [Google Scholar]
- Huang, D.; Yao, L.; Wu, L.; Zhu, X. Measuring rice loss during harvest in China: Based on experiment and survey in five provinces. J. Nat. Resour. 2018, 33, 1427–1438. [Google Scholar]
- Li, X.; Huang, D.; Wu, L. Study on grain harvest losses of different scales of farms—Empirical Analysis Based on 3251 farmers in China. China Soft Sci. 2019, 8, 184–192. [Google Scholar]
- Zareei, S.; Pour, S.; Moghaddam, M.; Sahrayan, H. Optimum setting of combine header for wheat harvesting using Taguchi method. Res. Crops 2012, 13, 1142–1146. [Google Scholar]
- Sun, Y. Causes and Solutions to Grain Loss of Wheat Combine Harvester. Agric. Mach. Maint. 2014, 4, 30. [Google Scholar]
- Zhang, S.; Ding, C. Analysis of wheat and corn machine harvesting loss reduction technology. Agric. Mach. Technol. Ext. 2021, 11, 43–44. [Google Scholar]
- Xie, F.; Luo, X.; Lu, X.; Sun, S.; Ren, S. Threshing principle of flexible pole-teeth roller for paddy rice. Trans. Chin. Soc. Agric. Eng. 2009, 25, 110–114. [Google Scholar]
- Tang, Z.; Li, Y.; Liang, Z. Optimal parameters prediction and control of rice threshing for longitudinal axial threshing apparatus. Trans. Chin. Soc. Agric. Eng. 2016, 32, 70–76. [Google Scholar]
- Wang, X.; Shi, Q.; Ni, C.; Liu, S. Application status and analysis of axial flow roller threshing device. Farm Mach. 2009, 15, 73–75. [Google Scholar]
- Zhang, G.; Jin, C.; Yang, T.; Liu, Z.; Chen, M.; Zhou, D. Design and implementation of monitoring system for cleaning loss rate of combined harvester. J. Chin. Agric. Mech. 2019, 40, 146–150. [Google Scholar]
- Wei, C.; Li, M.; Yu, L.; Zhu, L. Research on loss monitoring of grain cleaning in combined harvester based on Kalman filter. J. Agric. Mech. Res. 2016, 38, 23–27. [Google Scholar]
- Ning, X.; Jin, C.; Yin, X.; Liu, P.; Li, Q. Research status and development trend of air-and-screen cleaning device for cereal combine harvesters. J. Chin. Agric. Mech. 2018, 39, 5–10. [Google Scholar]
- Li, B. Agricultural Machines; China Agricultural Press: Beijing, China, 1999. [Google Scholar]
- Ni, J. Exploration and Research on the loss of wheat harvester cleaning. Farm Mach. 2021, 5, 91–93. [Google Scholar]
- Tu, D.; Zhou, Z.; Ou, J. Study on Strain-Sensing of PVDF Films. J. Funct. Mater. 2004, 4, 450–452+456. [Google Scholar]
- Chen, B.; Shen, S.; Wu, L.; Wu, B. A study of Piezoelectricity in polyvinylidene flouride. Chin. J. Org. Chem. 1983, 3, 191–196. [Google Scholar]
- Li, Y.; Liang, Z.; Zhao, Z.; Xu, L.; Chen, Y.; Tang, Z. Calibration experiment of grain loss monitoring sensor in combine harvester. Trans. Chin. Soc. Agric. Mach. 2012, 43, 79–83. [Google Scholar]
- Zhou, L.; Zhang, X.; Liu, Y.; Yuan, Y. Design of PVDF sensor array for grain loss measuring. Trans. Chin. Soc. Agric. Mach. 2010, 41, 167–171. [Google Scholar]
- Tang, Z.; Li, Y.; Zhao, Z.; Liang, Z.; Chen, Y. Effect of different installed location of entrainment loss sensor on grain testing accuracy. Trans. Chin. Soc. Agric. Eng. 2012, 28, 46–52. [Google Scholar]
- Pan, Y.; Cao, R.; Cao, L.; Fan, Y.; Hu, H. Research on sensitivity of piezoelectric transducers. Piezoelectrics Acoustooptics 2005, 2, 128–130. [Google Scholar]
- Chen, J.; Gao, G. A high sensitivity tactile sensor with metal-ceramic construction. Piezoelectrics Acoustooptics 1993, 1, 35–37. [Google Scholar]
- Li, Y.; Chen, Y.; Zhao, Z.; Xu, L. Monitoring method and device for cleaning loss of combine harvester. Trans. Chin. Soc. Agric. Mach. 2013, 44, 7–11. [Google Scholar]
- Zhu, L.; Li, X. Strengthening the combination of agricultural machinery and agronomy to reduce grain harvest loss. Agric. Mach. Qual. Superv. 2020, 10, 12–14. [Google Scholar]
- Coen, T.; Saeys, W.; Missotten, B.; Baerdemaker, J. Cruise control on a combine harvester using model-based predictive control. Biosyst. Eng. 2008, 99, 45–47. [Google Scholar] [CrossRef]
- Maertens, K.; Ramon, H.; Baerdemaeker, J. An on-the-go monitoring algorithm for separation processes in combine harvesters. Comput. Electron. Agric. 2004, 43, 197–207. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, P.; Yang, X.; Deng, Y.; Li, K.; Zhang, G. Research on the status and and development of grain combine harvester cutting table intelligence in China. J. Chin. Agric. Mech. 2022, 43, 189–197. [Google Scholar]
- Liu, C.; Lin, H.; Li, Y.; Gong, L.; Miao, Z. Analysis on status and development trend of intelligent control technology for agricultural equipment. Trans. Chin. Soc. Agric. Mach. 2020, 51, 1–18. [Google Scholar]
- Chen, J.; Wang, S.; Lian, Y. Design and test of header parameter keys electric control adjusting device for rice wheat combine harvester. Trans. Chin. Soc. Agric. Eng. 2018, 34, 19–26. [Google Scholar]
- Zeng, H.; Lei, J.; Tao, J.; Liu, C. Yield monitoring for grain combine harvester based on monocular vision. Trans. Chin. Soc. Agric. Mach. 2021, 52, 281–289. [Google Scholar]
- Wei, L.; Che, Y.; Wang, F.; Li, W. Design and experiment of harvest boundary online recognition system for rice and wheat combine harvester based on laser detection. J. Agric. Mech. Res. 2017, 39, 150–154. [Google Scholar]
- Lin, L.; Xu, H.; Zhang, C.; Zhao, M. Research on profiling technology of wheat harvester header. Farm Mach. 2021, 1, 110–112. [Google Scholar]
- Li, Q.; Chen, G.; Sun, Y.; Sun, Y.; Peng, Q.; Shen, J. Study on corn harvester harvesting table height copying control. J. Chin. Agric. Mech. 2016, 37, 43–47+74. [Google Scholar]
- Zhuang, X.; Li, Y. Header height control strategy of harvester based on robust feedback linearization. Trans. Chin. Soc. Agric. Mach. 2020, 51, 123–130. [Google Scholar]
- Zhang, C. Research on the Profiling of Harvester Header and Crop Height Measurement Method. Master’s Thesis, Southeast University, Nanjing, China, 2019. [Google Scholar]
- Sun, H.; Li, S.; Li, M.; Liu, H.; Qiao, B.; Zhang, Y. Research progress of image sensing and deep learning in agriculture. Trans. Chin. Soc. Agric. Mach. 2020, 51, 1–17. [Google Scholar]
- Grombochevsky, L. Design and Calculation of Agricultural Machinery; China Agricultural Machinery Press: Beijing, China, 1983; pp. 263–264. [Google Scholar]
- Kruse, J. Microprocessor Based Combine Ground Speed Controller; Purdue University: West Lafayette, IN, USA, 1981. [Google Scholar]
- Ederveen, J. Harvestmore for harvester control. Diesel Prog. N. Am. 1982, 10, 14–15. [Google Scholar]
- John, S.; Michael, P.; Gary, W. Combine feed rate sensors. Trans. ASAE 1985, 28, 2–5. [Google Scholar] [CrossRef]
- Lu, W.; Liu, B.; Zhang, D.; Li, J. Experiment and feed rate Modeling for combine harvester. Trans. Chin. Soc. Agric. Mach. 2011, 42, 82–85. [Google Scholar]
- Liang, X.; Chen, Z.; Zhang, X.; Wei, L.; Li, W.; Che, Y. Design and experiment of on-line monitoring system for feed quantity of combine harvester. Trans. Chin. Soc. Agric. Mach. 2013, 44, 1–6. [Google Scholar]
- Sun, Y.; Liu, R.; Ou, H.; Zhang, Z.; Zhang, M.; Li, H. Analysis and comparison of feed rate detection methods of combine harvester based on power detection. Trans. Chin. Soc. Agric. Mach. 2020, 51, 118–123. [Google Scholar]
- Gao, F.; Zhu, Y. Hydraulic System of Grain Combine Harvester; China Agricultural Machinery Press: Beijing, China, 1981. [Google Scholar]
- Chen, J.; Li, Y.; Ji, B. Study on measurement method of combine feed quantity. Trans. Chin. Soc. Agric. Mach. 2006, 12, 76–78. [Google Scholar]
- Zhang, Z.; Sun, Y.; Liu, R.; Zhang, M.; Li, H.; Li, M. Design and test of feed rate monitoring system for combine harvester. Trans. Chin. Soc. Agric. Mach. 2019, 50, 85–92. [Google Scholar]
- Liu, Y.; Liu, H.; Yin, Y.; An, X. Feeding assessment method for combine harvester based on power measurement. J. China. Agric. Univ. 2017, 22, 157–163. [Google Scholar]
- You, H.; Lu, W. Fuzzy control system for feed quantity of combine harvester. J. Northwest A F Univ. Nat. Sci. Ed. 2015, 43, 229–234. [Google Scholar]
- Petre, I.; Heinz-Dieter, K. Modeling and simulation of grain threshing and separation in axial threshing units Part II: Application to tangential feeding. Comput. Electron. Agric. 2008, 60, 105–109. [Google Scholar]
- Anil, J.; Guruswamy, T.; Desai, S. Effect of cylinder speed and feed rate on the performance of thresher. J. Agric. Sci. 1998, 4, 1120–1123. [Google Scholar]
- Men, F.; Pang, F.; Ye, Y.; Fang, Y.; Wang, H.; Liu, J. Comparative experiment on rice harvesting performance of combined harvester. Trans. Chin. Soc. Agric. Mach. 2005, 5, 141–143. [Google Scholar]
- Niu, D. New situation of agricultural mechanization and development of paddy production mechanization in China. Trans. Chin. Soc. Agric. Eng. 2000, 4, 7–10. [Google Scholar]
- Li, J.; Jie, Z. Analyses of combine harvester grain loss measurement. J. Agric. Mech. Res. 2007, 12, 248–250. [Google Scholar]
- Andrzej, O. Probe with PVDF sensor for energy measurements of optical radiation. Meas. Sci. Rev. 2003, 3, 111–114. [Google Scholar]
- Li, Y.; Chen, Y. Monitoring method and device of attachment loss in combine harvester. Int. Agric. Eng. J. 2011, 20, 14–19. [Google Scholar]
- Jie, Z. Prospect of test method of grain random loss rate in China. J. Agric. Mech. Res. 2009, 31, 5–9. [Google Scholar]
- Glibert, J.; Strubbe, I. Grain Loss Monitors for Harvesting Machines. US Patent US 5046362, 10 September 1991. [Google Scholar]
- Bernhardt, G. Apparatus and Method for Determining Grain Loss in Combine Harvester. US Patent US 6869355, 22 March 2005. [Google Scholar]
- Guy, H. Offset Grain Loss Sensor for Combine Harvesters. US Patent US 4540003, 10 September 1985. [Google Scholar]
- Kotyk, W.; Kirk, T.; Wilson, R. Unthreshed Head Grain Loss Monitor. US Patent US 4825146, 25 April 1989. [Google Scholar]
- Xu, L.; Miao, F.; Sun, Y.; Chai, X.; Li, Y.; Lu, E. A Multi Parameter Control System and Method for Entrainment Loss of Threshing Device and Combined Harvester. China Patent, Jiangsu Province CN111837652A, 30 October 2020. [Google Scholar]
- Tang, Z.; Li, Y.; Zhao, Z.; Xu, L.; Li, H. Test and analysis of wheat entrainment loss of tangential-longitudinal-axial combine harvester. Trans. Chin. Soc. Agric. Eng. 2012, 28, 11–16. [Google Scholar]
- Ueka, Y.; Matsui, M.; Inoue, E.; Mori, K. Turbulent flow characteristics of the cleaning wind in combine harvester. Eng. Agric. Environ. Food. 2012, 5, 102–106. [Google Scholar] [CrossRef]
- Berner, D.; Grobler, H. Gesteuerte adaptive regelung einer mahdrescherreinigungs anlage. Grundl. Landtech. 1986, 36, 73–78. [Google Scholar]
- Craessaerts, G.; Baerdemaeker, J.; Missotten, B.; Saeys, W. Fuzzy control of the cleaning process on a combine harvester. Biosyst. Eng. 2010, 106, 103–111. [Google Scholar] [CrossRef]
- Craessaerts, G.; Saeys, W.; Missotten, B.; Baerdemaeker, J. Identification of the cleaning process on combine harvesters. Part I: A fuzzy model for prediction of the material other than grain (MOG) content in the grain bin. Biosyst. Eng. 2008, 101, 103–111. [Google Scholar] [CrossRef]
- Craessaerts, G.; Saeys, W.; Missotten, B.; Baerdemaeker, J. Identification of the cleaning process on combine harvesters, Part II: A fuzzy model for prediction of the sieve losses. Biosyst. Eng. 2010, 101, 97–102. [Google Scholar] [CrossRef]
- Li, Q.; Song, Y.; Yao, C.; Li, W.; Yue, Y. Intelligent design and optimization system for cleaning device of rice and wheat combine harvester. Trans. Chin. Soc. Agric. Mach. 2021, 52, 92–101. [Google Scholar]
- Wu, Y.; Li, X.; Mao, E.; Du, Y.; Yang, F. Design and development of monitoring device for corn grain cleaning loss based on piezoelectric effect. Comput. Electron. Agric. 2020, 179, 105793. [Google Scholar] [CrossRef]
- Gao, J.; Zhang, G.; Yu, L.; Li, Y. Chaos detection of grain impact at combine cleaning loss sensor. Trans. Chin. Soc. Agric. Eng. 2011, 27, 22–27. [Google Scholar]
- Li, D.; Wang, Z.; Liang, Z.; Zhu, F.; Xu, T.; Cui, X.; Zhao, P. Analyzing Rice Grain Collision Behavior and Monitoring Mathematical Model Development for Grain Loss Sensors. Agriculture 2022, 12, 839. [Google Scholar] [CrossRef]
- Tang, H.; Xu, C.; Guo, F.; Yao, Z.; Jiang, Y.; Guan, R.; Sun, X.; Wang, J. Analysis and Experiment on the Seed Metering Mechanism of Multi-Grain Cluster Air Suction Type Rice (Oryza sativa L.) Hill Direct Seed Metering Device. Agriculture 2022, 12, 1094. [Google Scholar] [CrossRef]
- Tang, H.; Xu, C.; Qi, X.; Wang, Z.; Wang, J.; Zhou, W.; Wang, Q.; Wang, J. Study on Periodic Pulsation Characteristics of Corn Grain in a Grain Cylinder during the Unloading Stage. Foods 2021, 10, 2314. [Google Scholar] [CrossRef]
- Jarolmasjed, S.; Gundoshmian, T.; Ghazvini, M. Mathematical Modeling of Combine Harvester Header Loss using Dimensional Analysis. In Proceedings of the EFITA—WCCA—CIGR 2013 Conference, Turin, Italy, 24–27 June 2013. [Google Scholar]
- Zareei, S.; Abdollahpour, S. Modeling the optimal factors affecting combine harvester header losses. Agric. Eng. Int. CIGR J. 2016, 18, 60–65. [Google Scholar]
- Fu, J.; Chen, Z.; Han, L.J.; Ren, L.Q. Review of grain threshing theory and technology. Int. J. Agric. Biol. Eng. 2018, 11, 12–20. [Google Scholar] [CrossRef]
- Paulsen, M.; De Sena, D.; Zandonadi, R.; Ruffato, S.; Costa, A.; Ragagnin, V. Measurement of combine losses for corn and soybeans in brazil. Appl. Eng. Agric. 2014, 30, 841–855. [Google Scholar]
- Al-Sammarraie, M.; Alhadithi, S. Determination of Grain Losses on Combine Harvester. J. Sci. Eng. Res. 2021, 8, 196–202. [Google Scholar]
- Liang, Z.; Li, Y.; Zhao, Z.; Xu, L. Structure optimization of a grain impact piezoelectric sensor and its application for monitoring separation losses on tangential-axial combine harvesters. Sensors 2015, 15, 1496–1517. [Google Scholar] [CrossRef]
- Zhan, Z.; Jing, Z. Combine Harvester; IEEE Xplore: Piscataway, NJ, USA, 2011; pp. 109–112. [Google Scholar]
- Li, Y.; Su, Z.; Liang, Z.; Li, Y. Variable-Diameter Drum with Concentric Threshing Gap and Performance Comparison Experiment. Appl. Sci. 2020, 10, 5386. [Google Scholar] [CrossRef]
- Li, Y.; Liang, Z.; Zhao, Z.; Chen, Y. Real-time monitoring system of grain loss in combine harvester. Trans. Chin. Soc. Agric. Mach. 2011, 42, 99–102. [Google Scholar]
- Zhao, Z.; Li, Y.; Chen, Y.; Liang, Z. Dynamic analysis on vibration absorber of PVDF grain detecting sensor. J. Vib. Meas. Diagn. 2013, 33, 127–131+170. [Google Scholar]
- Wu, Y.; Li, X.; Mao, E.; Du, Y.; Yang, F. Sensor for monitoring rice grain sieve losses in combine harvesters. Comput. Electron. Agric. 2020, 179, 105–793. [Google Scholar]
- Zhao, Z.; Li, Y.; Chen, J.; Xu, J. Grain separation loss monitoring system in combine harvester. Comput. Electron. Agric. 2011, 76, 183–188. [Google Scholar] [CrossRef]
- Liang, Z.; Li, Y.; Xu, L.; Zhao, Z. Sensor for monitoring rice grain sieve losses in combine harvesters. Biosyst. Eng. 2016, 147, 51–66. [Google Scholar] [CrossRef]
- Mao, H.; Liu, W.; Han, Q.; Zhang, X. Design of intelligent monitoring system for grain cleaning losses based on symmetry sensors. Trans. Chin. Soc. Agric. Eng. 2012, 28, 34–39. [Google Scholar]
- Li, X.; Li, Y.; Liu, J. Symmetrical closed-loop Hall current sensor reseach and design. J. Electron. Meas. Instrum. 2022, 36, 69–76. [Google Scholar]
- Ni, J.; Mao, H.; Pang, F.; Zhu, Y.; Yao, X.; Tian, Y. Design and Experimentation of Piezoelectric Crystal Sensor Array for Grain Cleaning Loss. Int. J. Distrib. Sens. Netw. 2015, 11, 754278. [Google Scholar] [CrossRef][Green Version]
- Yilmaz, D.; Caner, H. Development of measurement system for grain loss of some chickpea varieties. Measurement 2015, 66, 73–79. [Google Scholar] [CrossRef]
- Strelioff, W.; Elliott, W.; Johnson, D. Grain Loss Monitor. US Patent US1036065A, 19 July 1977. [Google Scholar]
- He, X.; Chen, X.; Qu, Z.; Lan, M.; Wang, W. Review on application research and development of intelligent technology in the process of wheat harvest. J. Henan Agric. Univ. 2022, 56, 341–354. [Google Scholar]
- Li, Z.; Li, Y.; Zhao, Z.; Chen, Y. Monitoring method of separation loss in tangential-axial combine harvester. Trans. Chin. Soc. Agric. Eng. 2012, 28, 179–183. [Google Scholar]
- Ni, J.; Mao, H.; Li, P. Design of intelligent grain cleaning losses monitor based on array piezocrystals. Trans. Chin. Soc. Agric. Mach. 2010, 41, 175–177. [Google Scholar]
- Liang, Z. Selecting the proper material for a grain loss sensor based on DEM simulation and structure optimization to improve monitoring ability. Precis. Agric. 2021, 22, 1120–1133. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sources | Relevant Parameters That Affect Loss | References |
|---|---|---|
| Header Losses | Cutter impact, reel height and speed, operating speed, cutting height | [10,11,12,79,80] |
| Threshing Losses | Rotation speed of threshing cylinder, concave clearance, crop feeding amount, crop moisture | [13,14,15,81,82] |
| Separation Losses | Cylinder speed, type of concave sieve, crop moisture | [83,84] |
| Cleaning Losses | Crop feeding amount, fan speed | [18,19,20,85,86] |
| Type of Sensor | Characteristics | Photo | References |
|---|---|---|---|
| PVDF piezoelectric film sensor | The sensor surface sensitivity is evenly distributed but the signal output sensitivity is not high; the reliability is poor, and it is vulnerable to vibration and noise interference. |  | [23,24,25,87,88,89,90] |
| Piezoelectric ceramic sensor | The metal plate has a good vibration transmission ability and easily collects the grain impact signals; the influence of mechanical vibration cannot be eliminated; the sensitivity distribution of the sensor surface is uneven; the measurement accuracy is unstable, and the spatial distribution characteristics of grain loss cannot be obtained. |  | [26,27,28,29,91] |
| Symmetrical structure sensor | Strong anti-interference ability; high reliability; strong grain signal recognition ability; the required machining accuracy is high, and the upper and lower elastic elements and structure must be symmetrical. |  | [92,93] |
| Piezoelectric crystal sensor | This sensor not only increases the signal of the grain cleaning loss but also provides consistent sensitivity for the stable performance of the sensor, and the high signal-to-noise ratio is the key feature of the sensor. |  | [94] |
| Pressure sensor | Small size, light weight, high accuracy and good temperature characteristics. |  | [95] |
| Acoustic electric sensor | The monitoring accuracy of the sensor is greatly affected by mechanical vibration and strong noise. |  | [96] |
| Type of Losses | Sensor Used | Sensor Position | Measurement Error (%) | References |
|---|---|---|---|---|
| Cleaning loss | Piezoelectric ceramic | Under the cleaning sieve | 3.57 | [28] |
| Separation loss | PVDF film sensor | Under the threshing sieve | 3.4 | [98] |
| Cleaning loss | Piezoelectric crystal sensor | Under the cleaning sieve | 3.3 | [99] |
| Separation/cleaning | Piezoelectric ceramic | Under the sieve | ≤ 3.46 | [100] |
| Cleaning loss | Symmetrical structure sensor | Under the cleaning sieve | ≤ 2.81 | [92] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; He, X.; Wang, W.; Qu, Z.; Liu, Y. Study on the Technologies of Loss Reduction in Wheat Mechanization Harvesting: A Review. Agriculture 2022, 12, 1935. https://doi.org/10.3390/agriculture12111935
Chen X, He X, Wang W, Qu Z, Liu Y. Study on the Technologies of Loss Reduction in Wheat Mechanization Harvesting: A Review. Agriculture. 2022; 12(11):1935. https://doi.org/10.3390/agriculture12111935
Chicago/Turabian StyleChen, Xu, Xun He, Wanzhang Wang, Zhe Qu, and Yuan Liu. 2022. "Study on the Technologies of Loss Reduction in Wheat Mechanization Harvesting: A Review" Agriculture 12, no. 11: 1935. https://doi.org/10.3390/agriculture12111935
APA StyleChen, X., He, X., Wang, W., Qu, Z., & Liu, Y. (2022). Study on the Technologies of Loss Reduction in Wheat Mechanization Harvesting: A Review. Agriculture, 12(11), 1935. https://doi.org/10.3390/agriculture12111935