
Hollow Fiber Membrane Dehumidification Device for Air Conditioning System



Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of PAN Hollow Fiber Substrates
2.3. Preparation of the PDMS Coating Solution
2.4. Fabrication of PAN-PDMS Composite Hollow Fiber Membranes
2.5. Single-Filament Module Fabrication and Gas Permeance Tests
3. Hollow Fiber Module Preparation and Dehumidification System
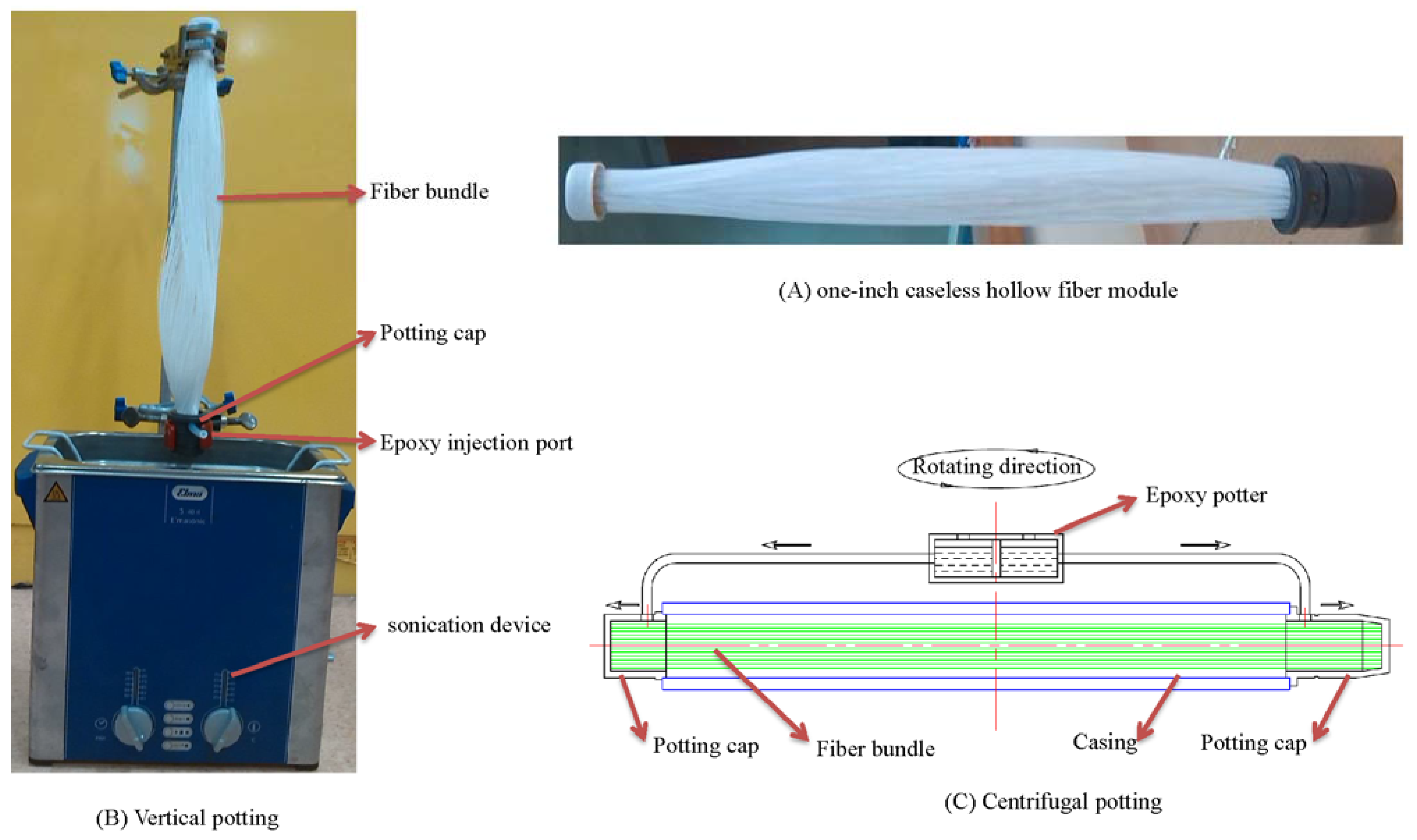
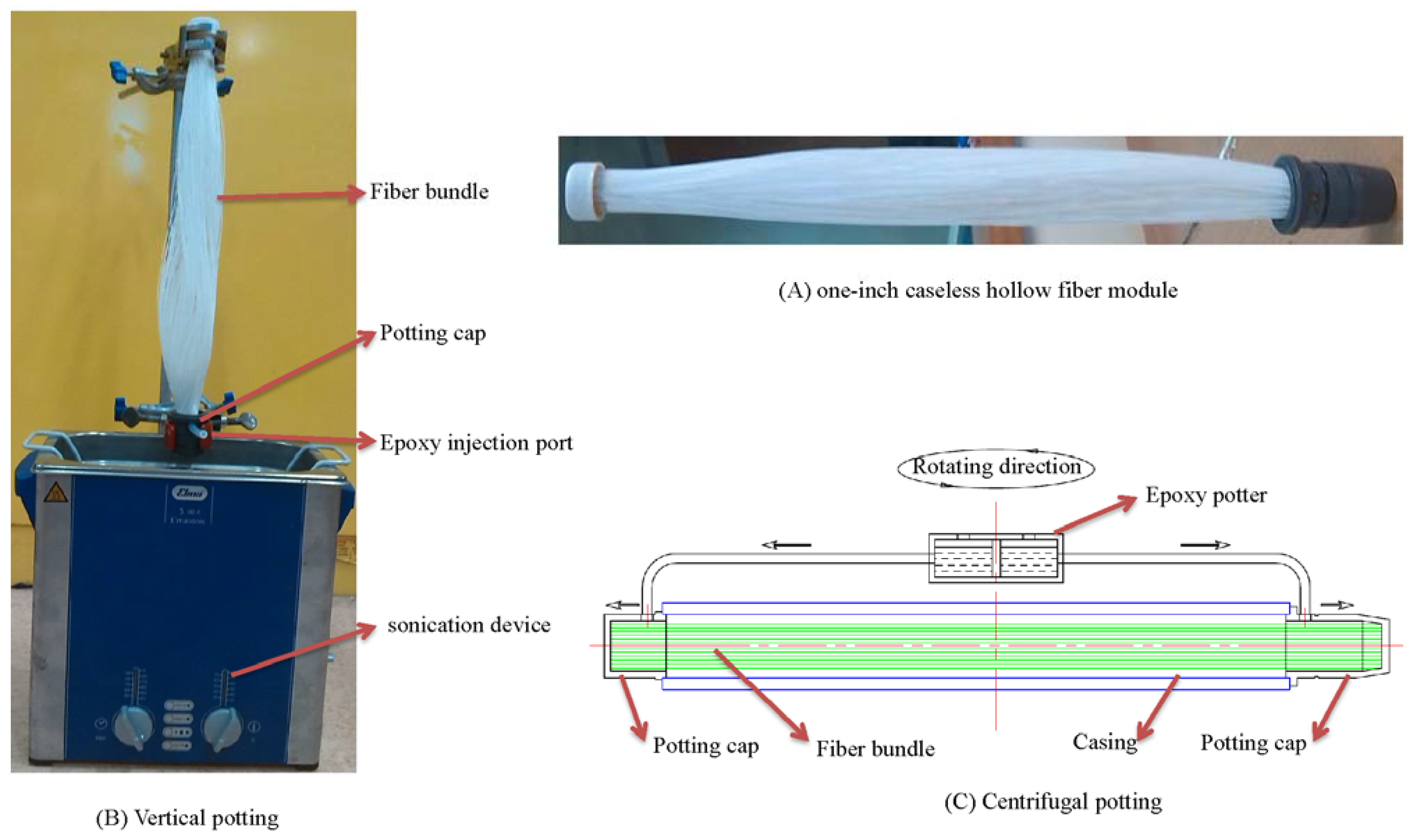
3.1. Hollow Fiber Module Preparation
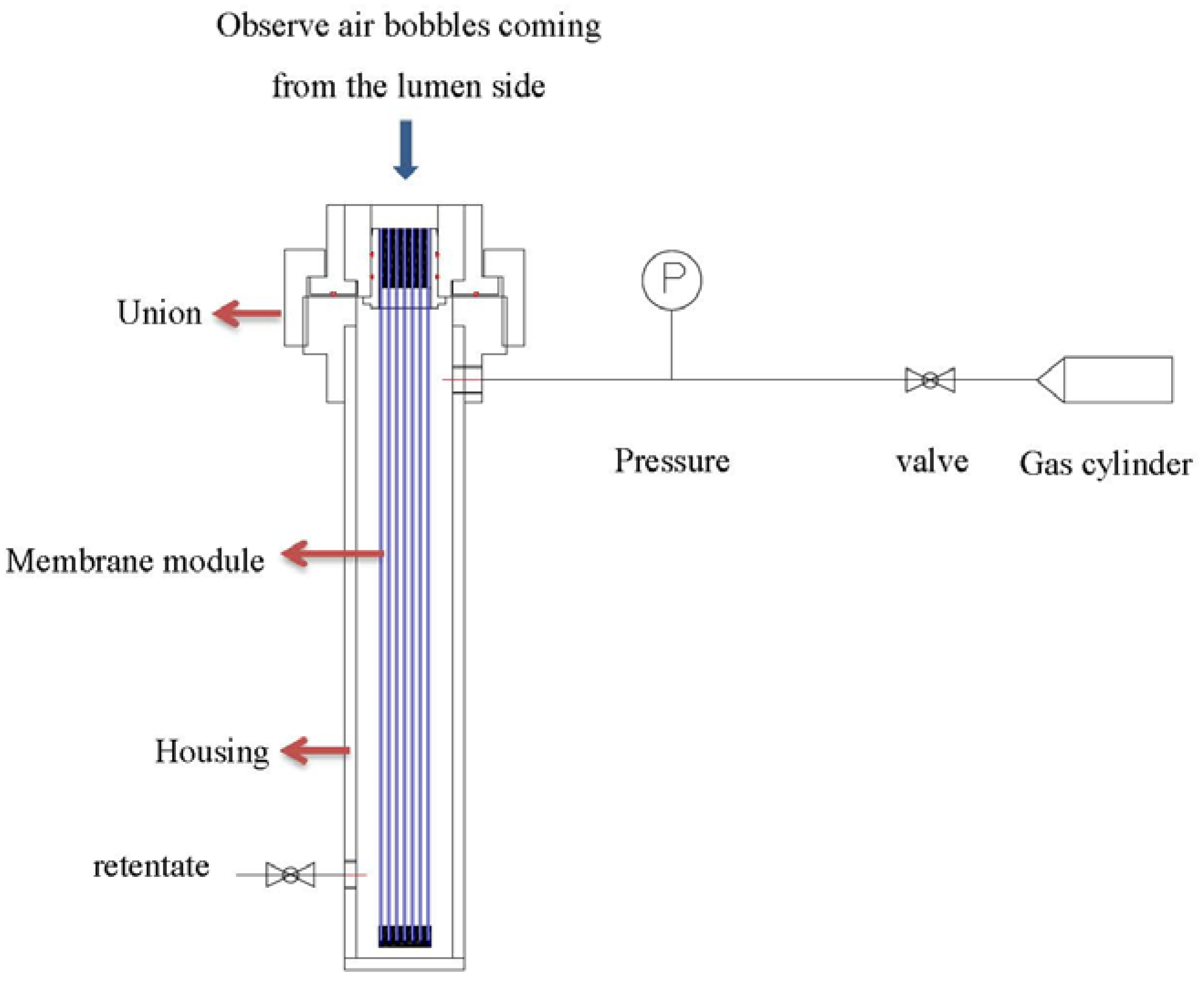
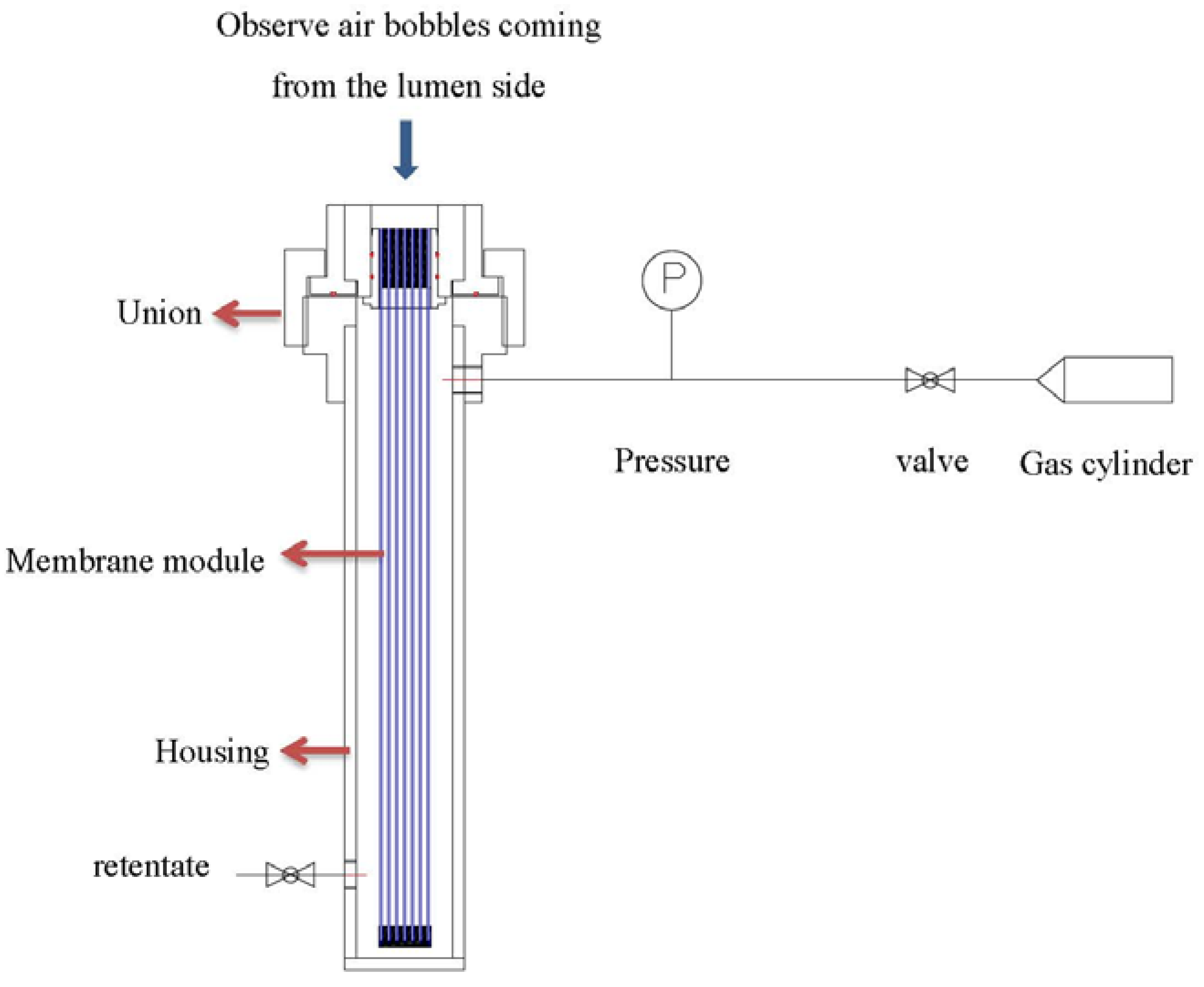
3.2. Leakage Tests and Repair of the Modules
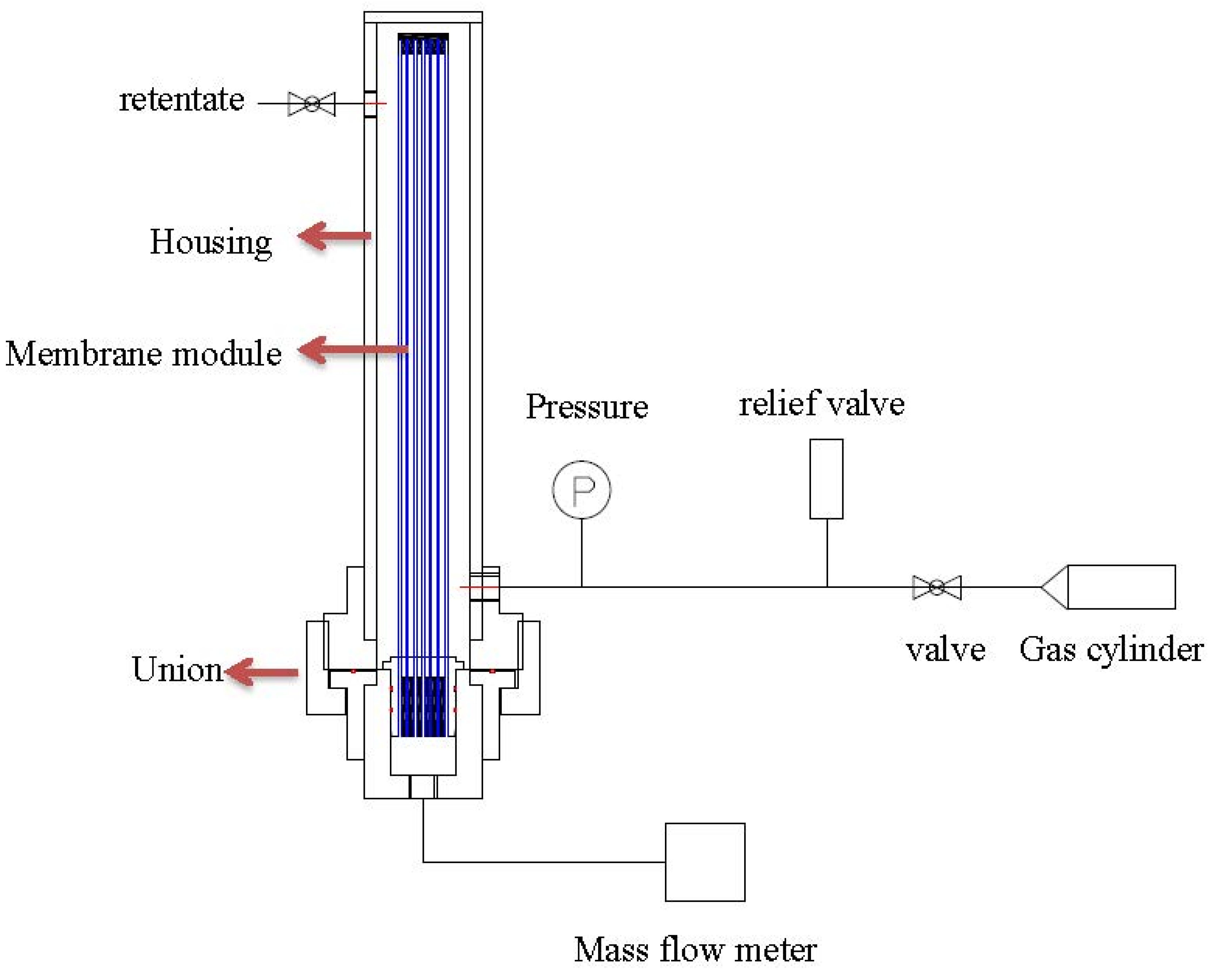
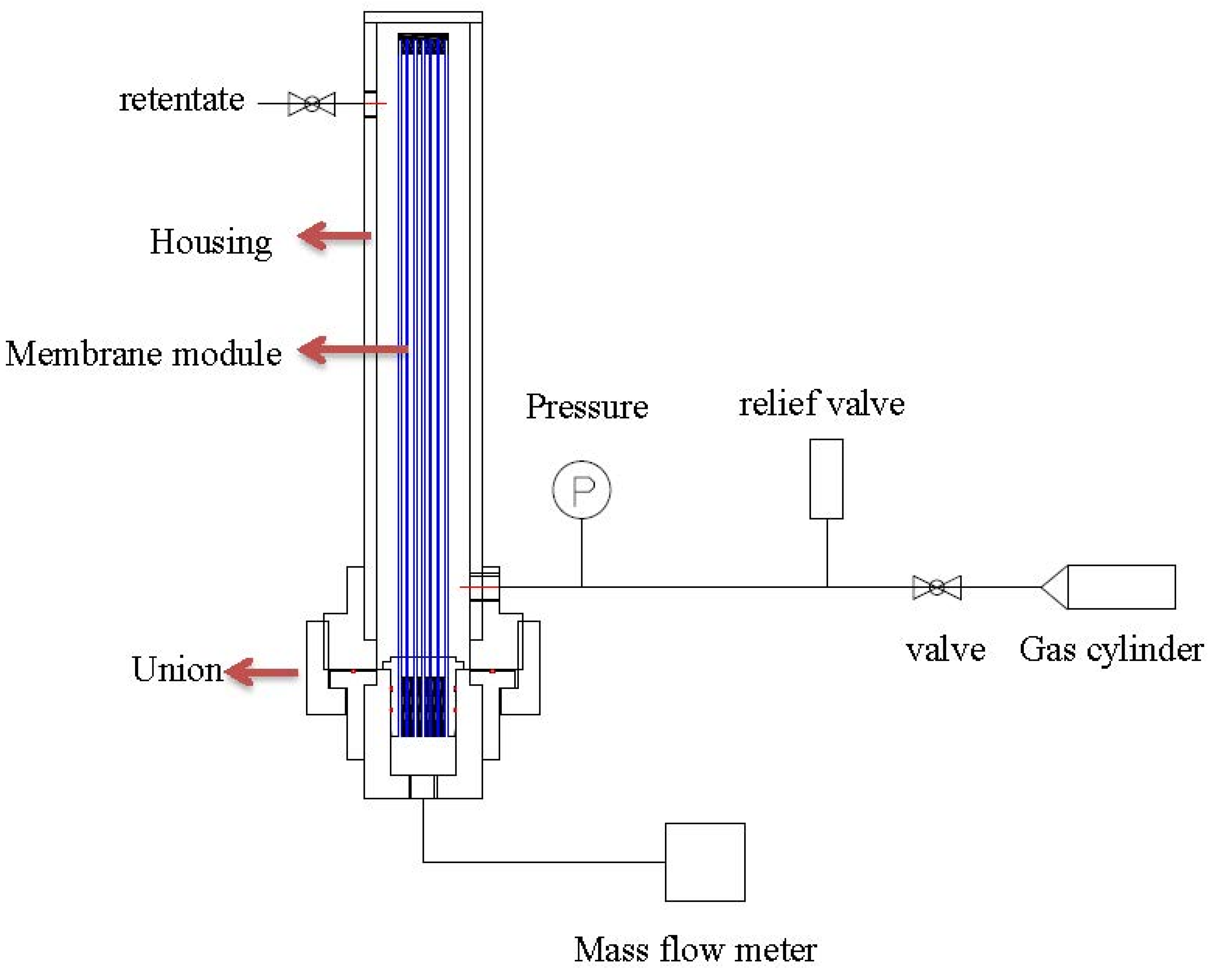
3.3. Pure Gas and Water Vapor Permeance Tests of One-inch Hollow Fiber Modules
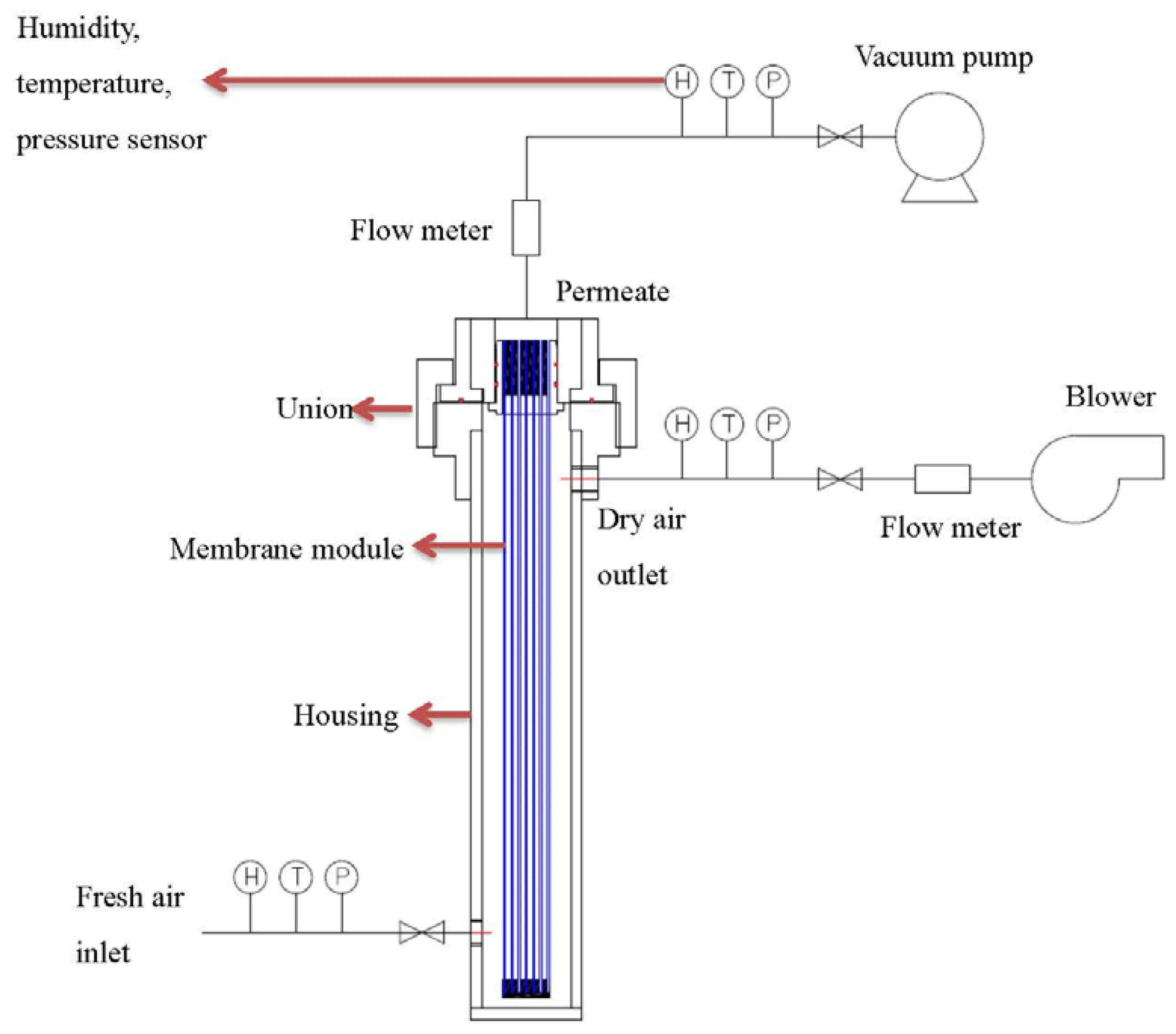
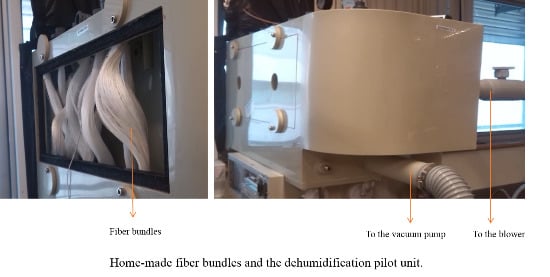
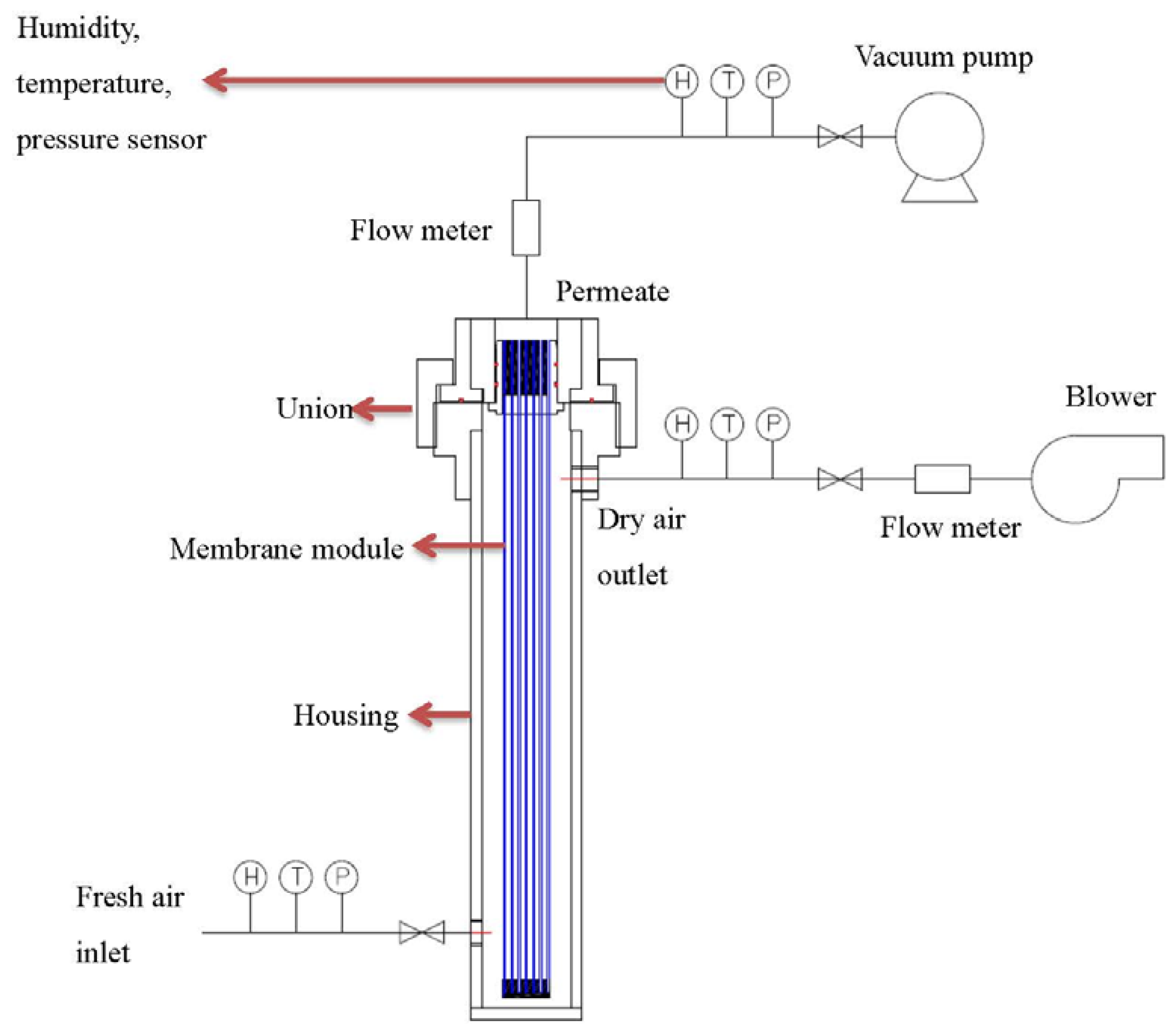
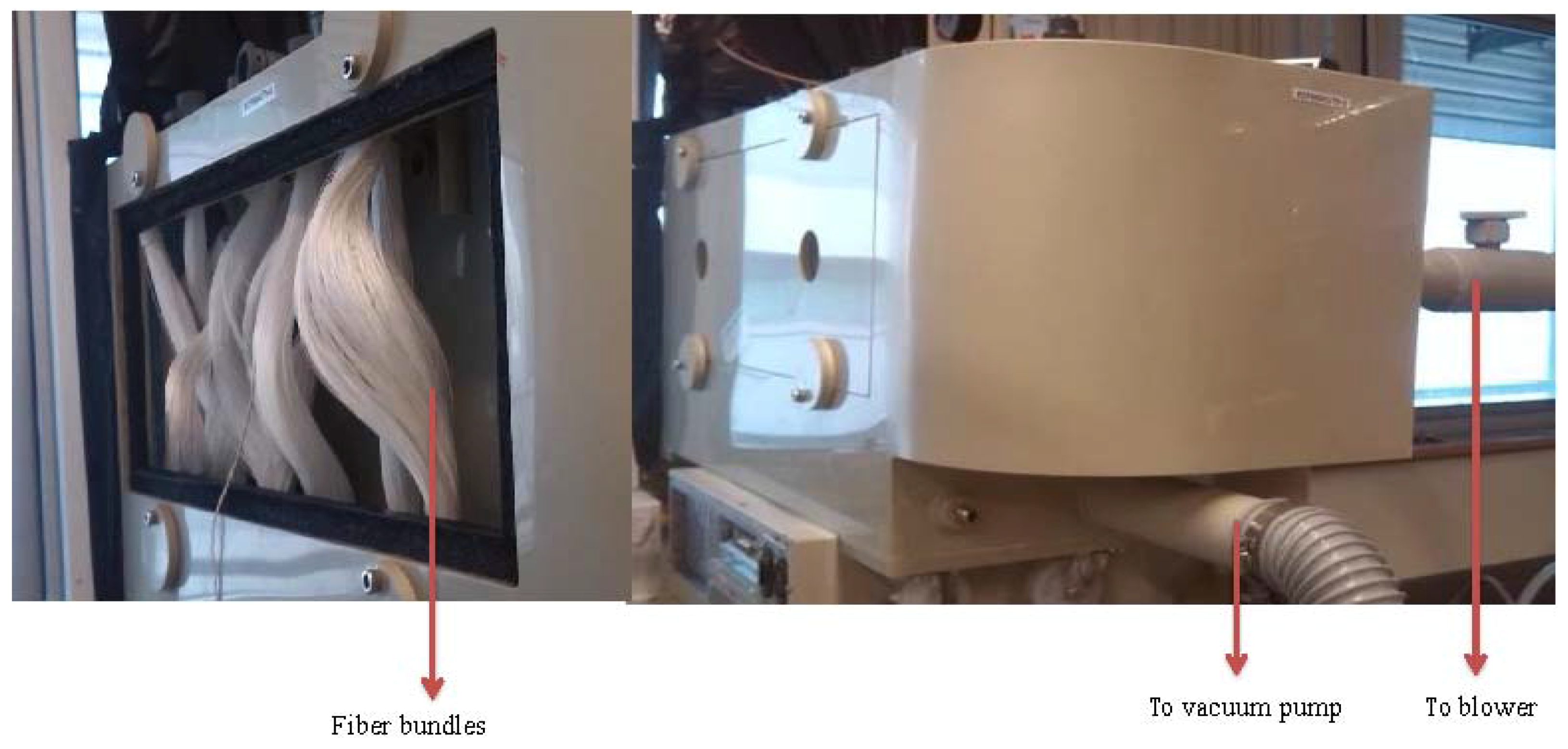
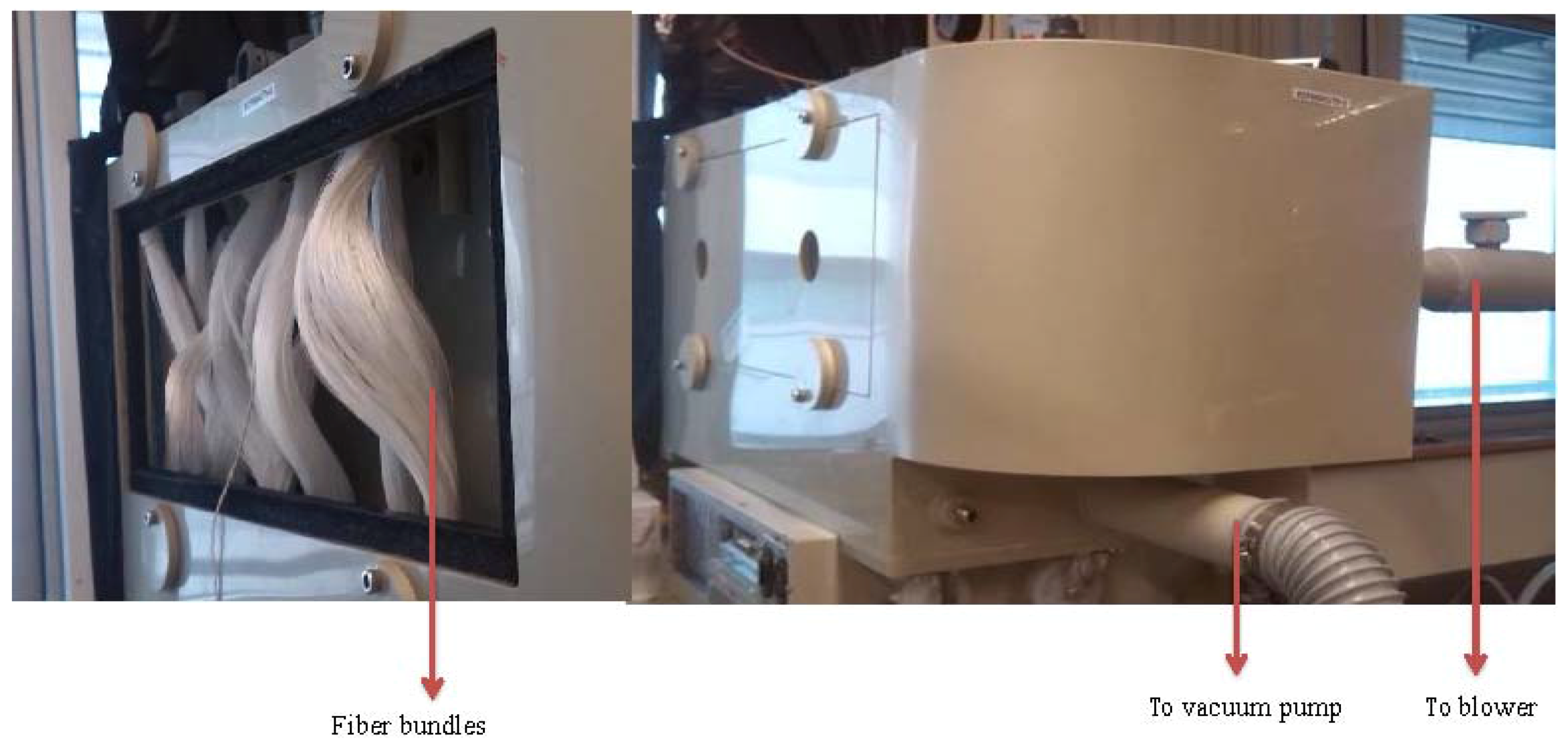
3.4. Design of the Membrane Dehumidification System

4. Results and Discussion
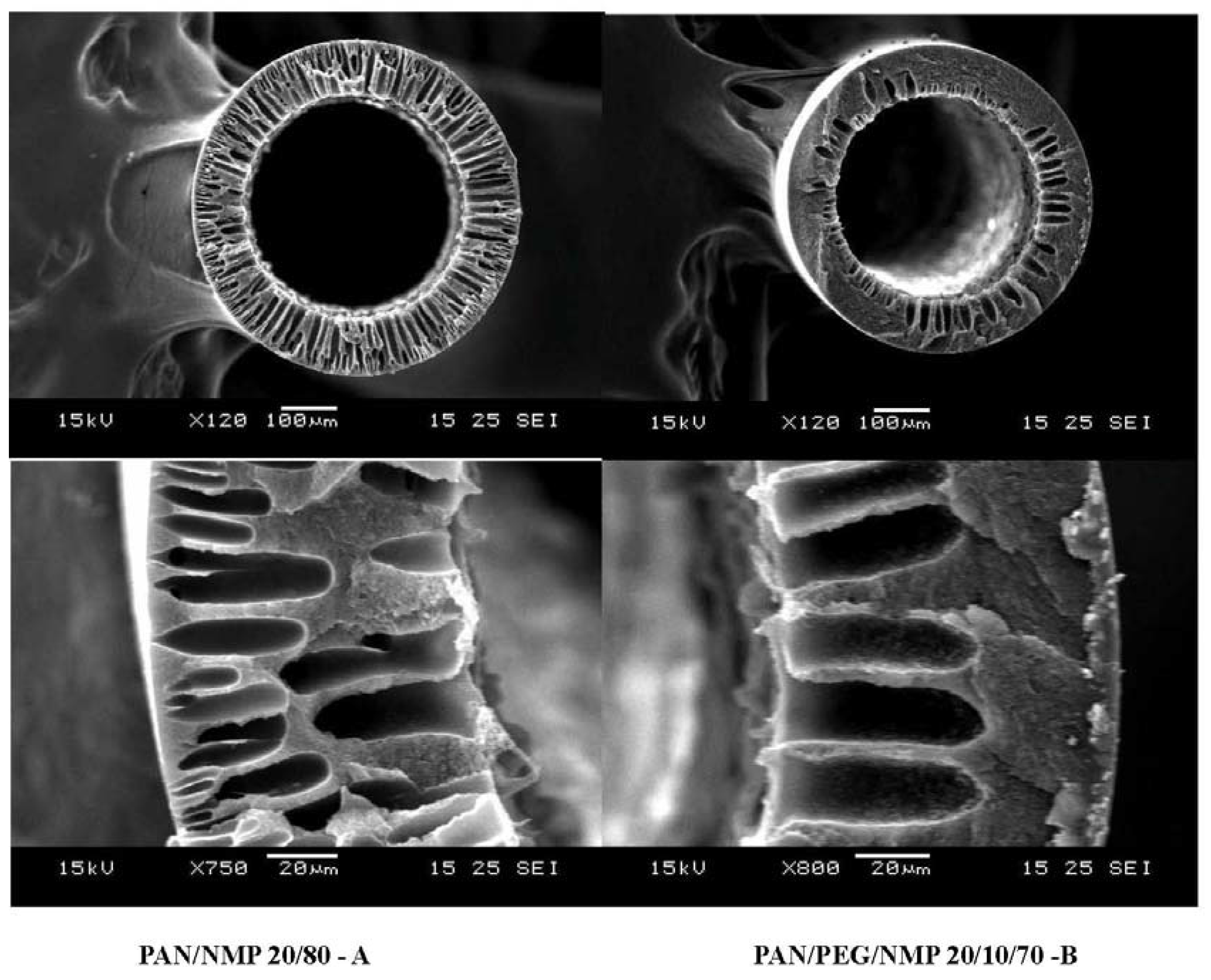
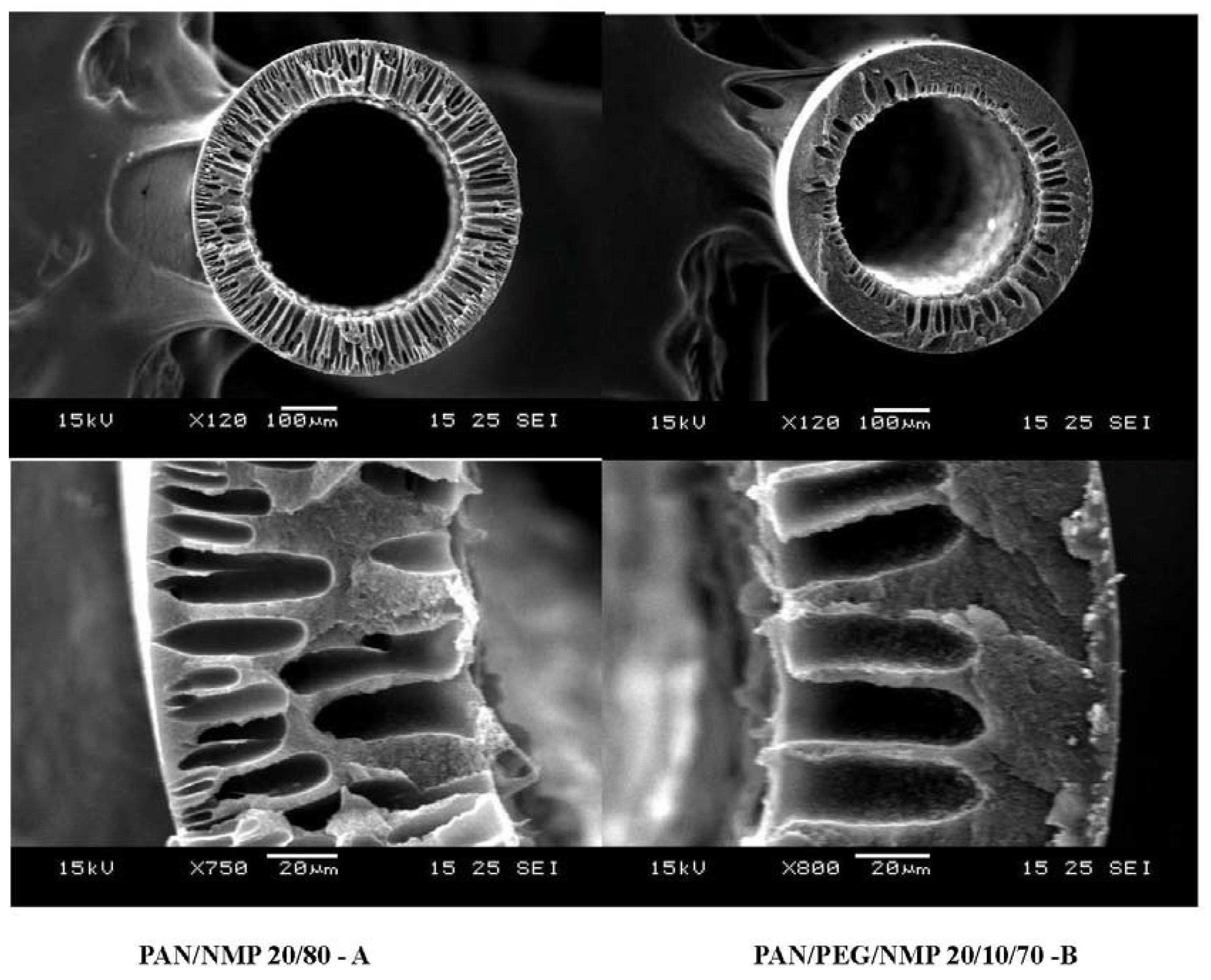
4.1. The Morphology of PAN Substrates

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dope PAN/PEG400/NMP wt % | 20/0/80 | 20/10/70 |
|---|---|---|
| Spinneret OD/ID | 1.6/1.0 mm | |
| Bore fluid | NMP/Water 90/10 wt % | |
| External coagulant | water | |
| Coagulant temperature | 25 | |
| Spinning ID | A | B |
| Dope flow rate (mL/min) | 8 | 8 |
| Bore fluid flow rate (mL/min) | 6 | 6 |
| Air gap (cm) | 19 | 19 |
| Take up speed (m/min) | 30 | 30 |
| O2 permeance (GPU) | 47,625 | 31,631 |
| N2 permeance (GPU) | 52,502 | 34,025 |
| Selectivity O2/N2 | 0.91 | 0.93 |
| Hollow Fiber Substrate | PAN-20/80 | |||||
|---|---|---|---|---|---|---|
| ID of Modules | #1 | #2 | #3 | #4 | #5 | |
| Gas Permeation Performance of the PAN Substrate (No Coating) | ||||||
| Gas permeance (GPU) | O2 | 47,625 | 47,625 | 47,625 | 47,625 | 47,625 |
| N2 | 52,502 | 52,502 | 52,502 | 52,502 | 52,502 | |
| CO2 | 43,065 | 43,065 | 43,065 | 43,065 | 43,065 | |
| Concentration of PDMS in Hexane | 1% | 2% | 3% | 4% | 5% | |
| Pre-wetting | No | |||||
| Coating time | 1 s | 1 s | 1 s | 1 s | 1 s | |
| Gas permeance (GPU) | O2 | 321 | 180 | 182 | 124 | 90 |
| N2 | 143 | 81 | 84 | 55 | 29 | |
| CO2 | 1766 | 1075 | 1073 | 728 | 375 | |
| Selectivity | O2/N2 | 2.3 | 2.2 | 2.2 | 2.2 | 3.1 |
| CO2/N2 | 12.4 | 13.2 | 12.8 | 13.2 | 12.9 | |
4.2. Pure Gas Permeance and Dehumidification Performance of One-inch Hollow Fiber Modules
| ID of Module | #1 | #2 | #3 | #4 | #5 | #6 | #7 | #8 | #9 |
|---|---|---|---|---|---|---|---|---|---|
| N2 permeance (GPU) | 141 | 79 | 51 | 328 | 161 | 188 | 73 | 246 | 67 |
| O2 permeance (GPU) | 205 | 94 | 82 | 400 | 225 | 329 | 123 | 376 | 100 |
| CO2 permeance (GPU) | 740 | 197 | 273 | 907 | 311 | 786 | 164 | 612 | 184 |
| H2O permeance (GPU) | 12,827 | 10,781 | 11,227 | 11,345 | 11,041 | 12,707 | 9011 | 12,547 | 8647 |
| Selectivity O2/N2 | 1.5 | 1.2 | 1.6 | 1.2 | 1.4 | 1.8 | 1.7 | 1.5 | 1.5 |
| Selectivity CO2/N2 | 5.3 | 2.5 | 5.4 | 2.8 | 1.9 | 4.2 | 2.2 | 2.5 | 2.7 |
| Selectivity H2O/N2 | 91.1 | 137.1 | 220.2 | 34.6 | 68.8 | 67.6 | 122.8 | 51.1 | 128.6 |
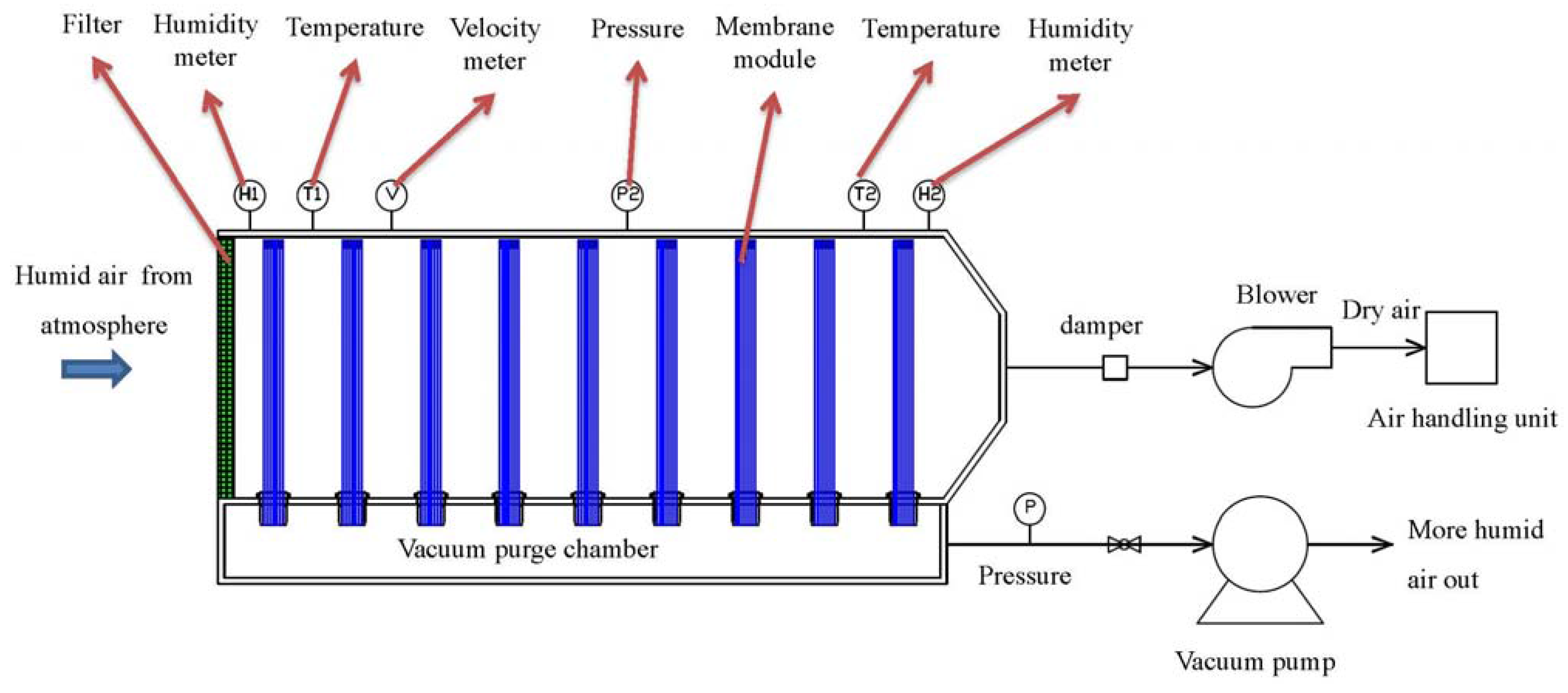
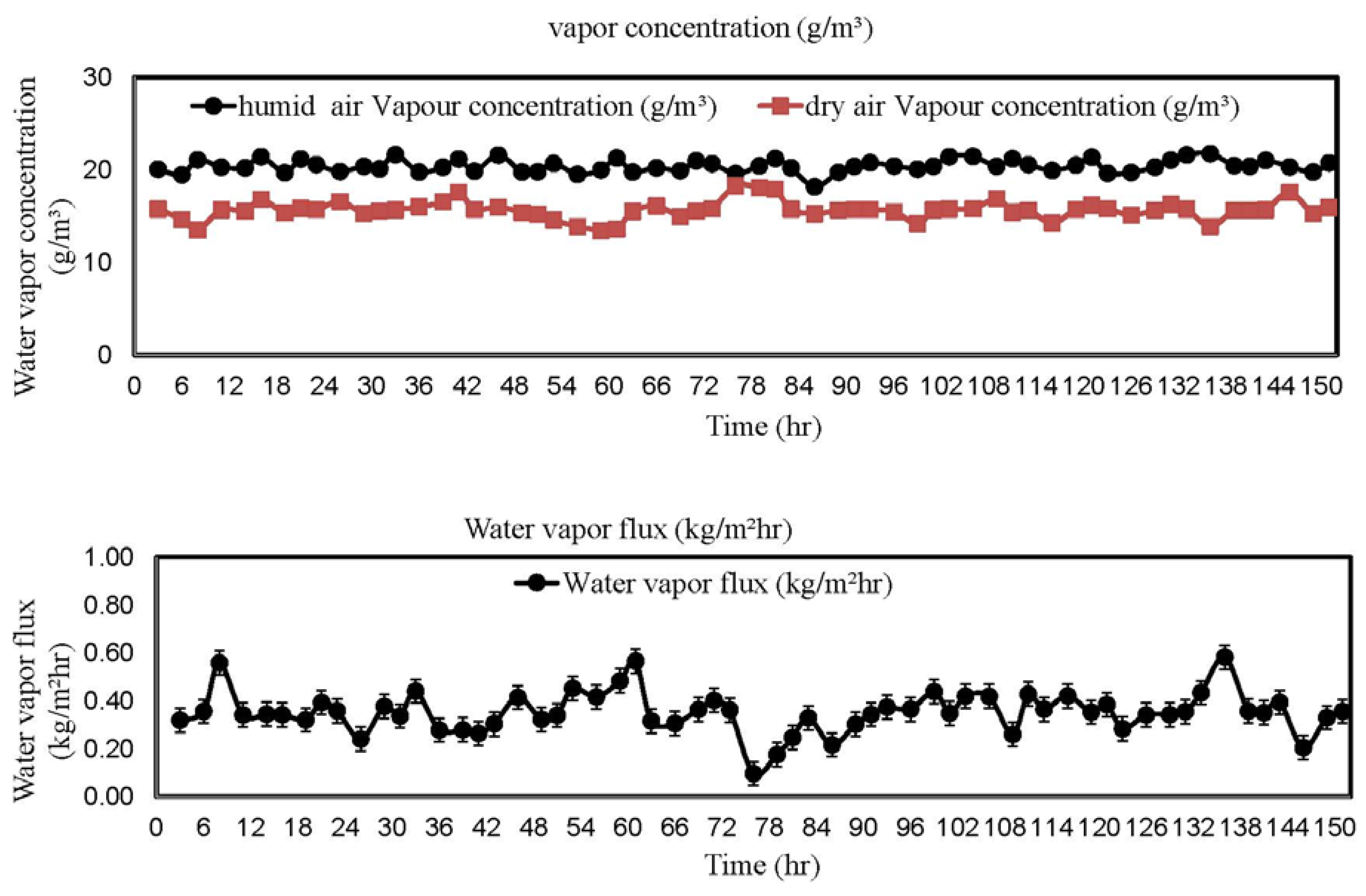
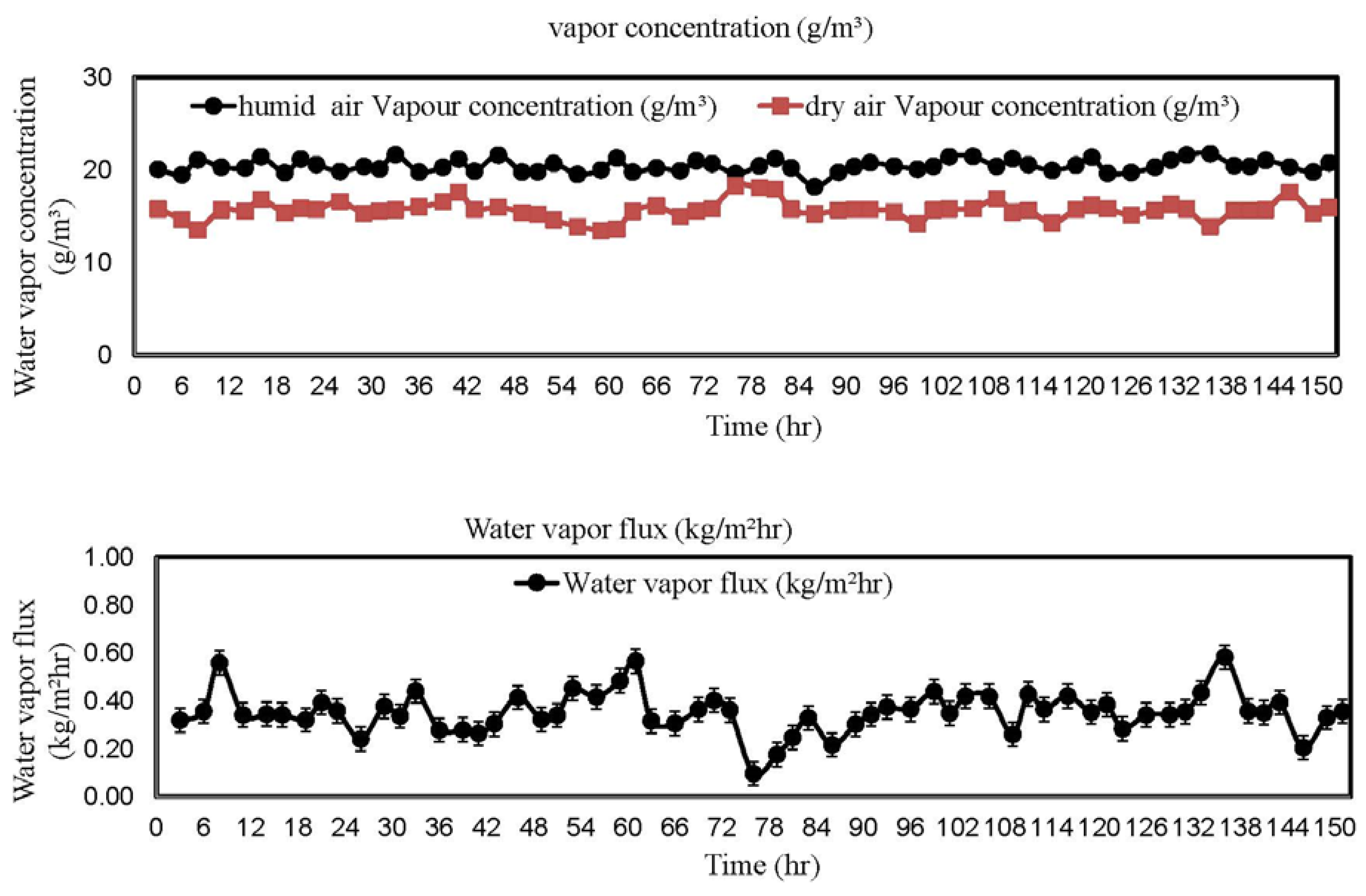
4.3. Membrane Dehumidification Field Tests
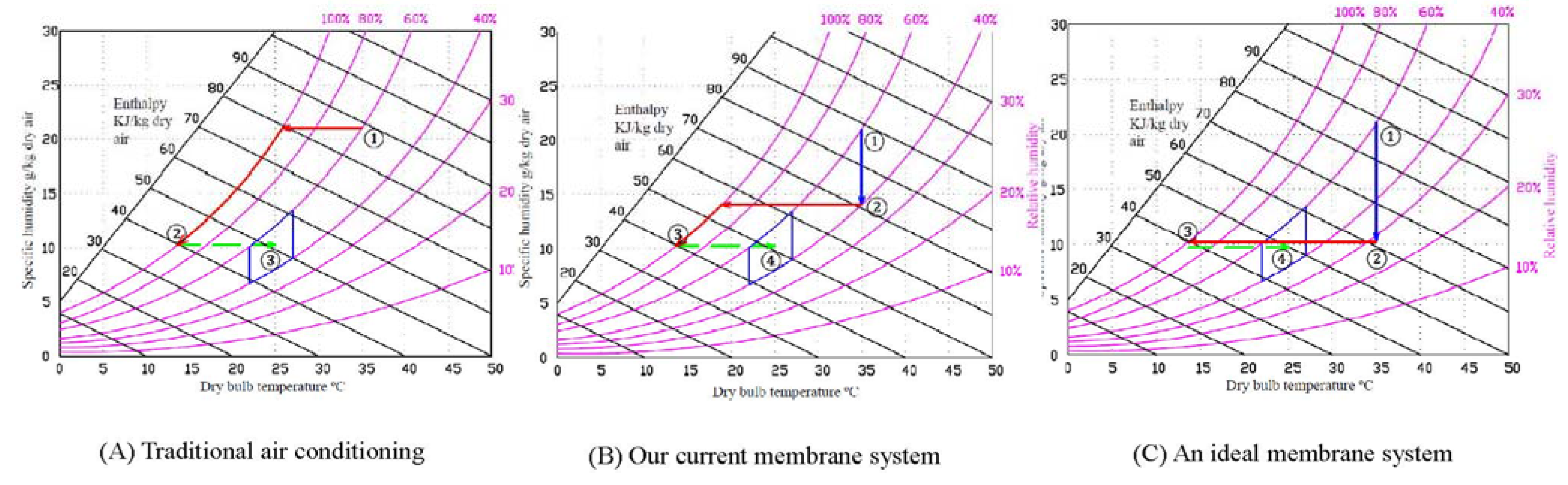
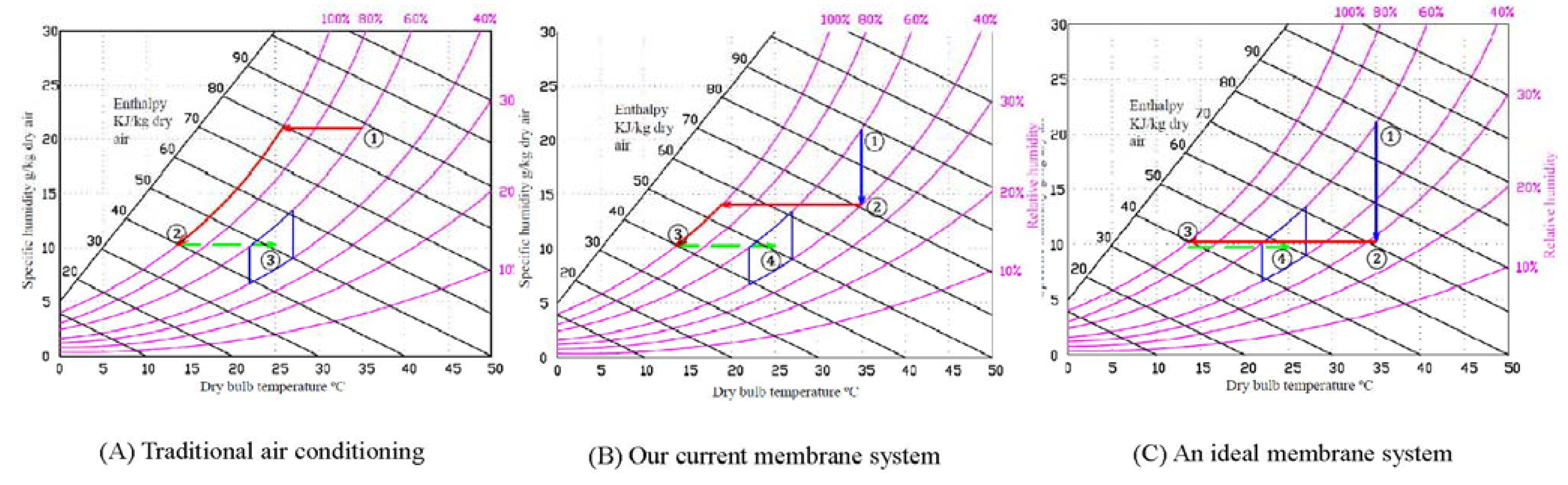
4.4. Calculations on Energy Consumption
5. State-of-Art on Membrane Dehumidification and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- National Environmental Agency. Climatology in Singapore. Available online: http://www.nea.gov.sg/weather-climate/climate-information/local-climatology (accessed on 25 July 2014).
- Human Comfort and Health Requirements. Available online: http://courses.washington.edu/me333afe/Comfort_Health.pdf (accessed on 25 July 2014).
- Ito, A. Dehumidification of air by a hygroscopic liquid membrane supported on surface of a hydrophobic microporous membrane. J. Membr. Sci. 2000, 175, 35–42. [Google Scholar] [CrossRef]
- Isetti, C.; Nannei, E.; Magrini, A. On the application of a membrane air-liquid contactor for air dehumidification. Energy Build. 1997, 25, 185–193. [Google Scholar] [CrossRef]
- Liu, X.H.; Zhang, Y.; Qu, K.Y.; Jiang, Y. Experimental study on mass transfer performances of cross flow dehumidifier using liquid desiccant. Energy Convers. Manag. 2006, 47, 2682–2692. [Google Scholar] [CrossRef]
- Zurigat, Y.H.; Abu-Arabi, M.K.; Abdul-Wahab, S.A. Air dehumidification by triethylene glycol desiccant in a packed column. Energy Convers. Manag. 2004, 45, 141–155. [Google Scholar] [CrossRef]
- Morgan, W.H.; Bleikamp, L.K.; Kalthod, D.G. Hollow Fiber Membrane Dryer with Internal Sweep. U.S. Patent 5,525,143, 11 June 1996. [Google Scholar]
- Matsuura, T. Synthetic Membranes and Membrane Separation Process; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Paul, D.R.; Yampol’skii, Y.P. Polymeric Gas Separation Membranes; CRC Press: Boca Raton, FL, USA, 1993; pp. 2–84. [Google Scholar]
- Nunes, S.P.; Peinemann, K.V. Membrane Technology in the Chemical Industry; Wiley-VCH: Weinheim, Germany, 2006; pp. 1–81. [Google Scholar]
- Baker, R.W.; Low, B.T. Gas separation membrane materials: A perspective. Macromolecules 2014, 47, 6999–7013. [Google Scholar] [CrossRef]
- Koros, W.J.; Walker, D.R.B. Gas separation membrane material selection criteria: Weakly and strongly interacting feed component situations. Polym. J. 1991, 23, 481–490. [Google Scholar] [CrossRef]
- Koros, W.J.; Fleming, G.K.; Jordan, S.M.; Kim, T.H.; Hoehn, H.H. Polymeric membrane materials for solution-diffusion based permeation separations. Prog. Polym. Sci. 1998, 13, 339–401. [Google Scholar] [CrossRef]
- Coleman, M.R.; Koros, W.J. Isomeric polyimides based on fluorinated dianhydrides and diamines for gas separation applications. J. Membr. Sci. 1990, 50, 285–297. [Google Scholar] [CrossRef]
- McKelvey, S.A.; Clausi, D.T.; Koros, W.J. A guide to establishing hollow fiber macroscopic properties for membrane application. J. Membr. Sci. 1997, 124, 223–232. [Google Scholar] [CrossRef]
- Peng, N.; Widjojo, N.; Sukitpaneenit, P.; Teoh, M.M.; Lipscomb, G.G.; Chung, T.S.; Lai, J.Y. Molecular design of polymeric hollow fibers as sustainable technologies: past, present, and future. Prog. Polym. Sci. 2012, 37, 1401–1424. [Google Scholar] [CrossRef]
- Chung, T.S.; Kafchinski, E.R.; Vora, R. Development of a defect-free 6FDA-durene asymmetric hollow fiber and its composite hollow fibers. J. Membr. Sci. 1994, 88, 21–36. [Google Scholar] [CrossRef]
- Lipscomb, G.G. The melt hollow fiber spinning process: Steady-state behavior, sensitivity and stability. Polym. Adv. Technol. 1994, 5, 745–758. [Google Scholar] [CrossRef]
- Matsuyama, H.; Teramoto, M.; Nakatani, R.; Maki, T. Membrane formation via phase separation induced by penetration of nonsolvent from vapor phase. II. Membrane morphology. J. Appl. Polym. Sci. 1999, 74, 171–178. [Google Scholar] [CrossRef]
- Tsai, H.A.; Kuo, C.Y.; Lin, J.H.; Wang, D.M.; Deratani, A.; Pochat-Bohatier, C.; Lee, K.R.; Lai, J.Y. Morphology control of polysulfone hollow fiber membranes via water vapor induced phase separation. J. Membr. Sci. 2006, 278, 390–400. [Google Scholar] [CrossRef]
- Chung, T.S.; Kafchinski, E.R.; Kohn, R.S.; Foley, P.; Straff, R.S. Fabrication of composite hollow fiber fibers for air separation, J. Appl. Polym. Sci. 1994, 53, 701–708. [Google Scholar] [CrossRef]
- Chung, T.S.; Shieh, J.J.; Lau, W.W.Y.; Srinivasan, M.P.; Paul, D.R. Fabrication of multi-layer microporous composite membranes for air separation. J. Membr. Sci. 1999, 152, 211–225. [Google Scholar] [CrossRef]
- Peter, J.; Peinemann, K.-V. Multilayer composite membranes for gas separation based on crosslinked PTMSP gutter layer and partially crosslinked Matrimid® 5218 selective layer. J. Membr. Sci. 2009, 340, 62–72. [Google Scholar] [CrossRef]
- Verissimo, S.; Peinemann, K.-V.; Bordado, J. Thin-film composite hollow fibre membranes: An optimized manufacturing method. J. Membr. Sci. 2005, 264, 48–55. [Google Scholar] [CrossRef]
- Li, P.; Chen, H.Z.; Chung, T.S. The effects of substrate characteristics and pre-wetting agents on PAN-PDMS composite hollow fiber membranes for CO2/N2 and O2/N2 separation. J. Membr. Sci. 2013, 434, 18–25. [Google Scholar] [CrossRef]
- Lin, H.Q.; Thompson, S.M.; Serbanescu-Martin, A.; Wijmans, J.G.; Amo, K.D.; Lokhandwala, K.A.; Merkel, T.C. Dehydration of natural gas using membranes. Part I: composite membranes. J. Membr. Sci. 2012, 413–414, 70–81. [Google Scholar] [CrossRef]
- Wang, K.L.; McCray, S.H.; Newbold, D.D.; Cussler, E.L. Hollow fiber air drying. J. Membr. Sci. 1992, 72, 231–244. [Google Scholar] [CrossRef]
- Lipscomb, G.G.; Sonalkar, S. Sources of non-ideal flow distribution and their Effect on the performance of hollow fiber gas separation modules. Sep. Purif. Rev. 2005, 33, 41–76. [Google Scholar] [CrossRef]
- Hao, P.; Lipscomb, G.G. The effect of sweep uniformity on gas dehydration module performance. Membrane gas separation. Ind. Eng. Chem. Res. 2009, 48, 4638–4663. [Google Scholar]
- Lemanski, J.; Lipscomb, G.G. Effect of shell-side flows on the performance of hollow-fiber gas separation modules. J. Membr. Sci. 2002, 195, 215–228. [Google Scholar] [CrossRef]
- Liu, B.; Lipscomb, G.G.; Jensvold, J. Effect of fiber variation on staged membrane gas separation module performance. AIChE J. 2001, 47, 2206–2219. [Google Scholar] [CrossRef]
- Lemanski, J.; Lipscomb, G.G. Effect of fiber variation on the performance of countercurrent hollow fiber gas separation modules. J. Membr. Sci. 2000, 167, 241–252. [Google Scholar] [CrossRef]
- Metz, S.J.; van de ven, W.J.C.; Potreck, J.; Mulder, M.H.V.; Wessling, M. Transport of water vapor and inert gas mixtures through highly selective and highly permeable polymer membranes. J. Membr. Sci. 2005, 251, 29–41. [Google Scholar] [CrossRef]
- El-Dessouky, H.T.; Ettouney, H.M.; Bouhamra, W. Novel air conditioning system membrane air drying and evaporative cooling. IChemE J. 2000, 78, 999–1009. [Google Scholar] [CrossRef]
- Scovazzo, P.; Scovazzo, A.J. Isothermal dehumidification or gas drying using vacuum sweep dehumidification. Appl. Therm. Eng. 2013, 50, 225–233. [Google Scholar] [CrossRef]
- Woods, J. Membrane processes for heating, ventilation, and air conditioning. Renew. Sustain. Energy Rev. 2014, 33, 290–304. [Google Scholar] [CrossRef]
- Bui, T.D.; Chen, F.; Nida, A.; Chua, K.J.; Ng, K.C. Experimental and modeling analysis of membrane-based air dehumidification. Sep. Purif. Technol. 2015, 144, 114–122. [Google Scholar] [CrossRef]
- Peng, N.; Teoh, M.M.; Chung, T.S.; Koo, L.L. Novel rectangular membranes with multiple hollow holes for ultrafiltration. J. Membr. Sci. 2011, 372, 20–28. [Google Scholar] [CrossRef]
- Tsai, H.A.; Ciou, Y.S.; Hu, C.C.; Lee, K.R.; Yu, D.G.; Lai, J.Y. Heat-treatment effect on the morphology and pervaporation performances of asymmetric PAN hollow fiber membranes. J. Membr. Sci. 2004, 255, 33–47. [Google Scholar] [CrossRef]
- Yang, Q.; Chung, T.S.; Santoso, Y.E. Tailoring pore size and pore size distribution of kidney dialysis hollow fiber membranes via dual-bath coagulation approach. J. Membr. Sci. 2007, 209, 153–163. [Google Scholar] [CrossRef]
- Chung, T.S.; Teoh, S.K.; Hu, X. Formation of ultrathin high-performance polyethersulfone hollow fiber membranes. J. Membr. Sci. 1998, 133, 161–175. [Google Scholar] [CrossRef]
- Psychrometric Chart and Air-conditioning Processes. Available online: http://www.ohio.edu/mechanical/thermo/Applied/Chapt.7_11/Chapter10b.html (accessed on 25 July 2014).
- Chen, H.Z.; Thong, Z.W.; Li, P.; Chung, T.S. High performance composite hollow fiber membranes for CO2/H2 and CO2/N2 separation. Int. J. Hydrogen Energy 2014, 39, 5043–5053. [Google Scholar] [CrossRef]
- Metz, S.J. Water Vapor and Gas Transport through Polymeric Membrane. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2003. [Google Scholar]
- Chen, H.Z.; Xiao, Y.C.; Chung, T.S. Multi-layer composite hollow fiber membrane derived from poly (ethylene glycol) PEG containing hybrid materials for CO2/N2 separation. J. Membr. Sci. 2011, 381, 211–210. [Google Scholar] [CrossRef]
- Rice, A.W.; Murphy, M.K. Gas Dehydration Membrane Apparatus. U.S. Patent 4,783,201, 8 November 1988. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Peng, N.; Liang, C.; Yong, W.F.; Chung, T.-S. Hollow Fiber Membrane Dehumidification Device for Air Conditioning System. Membranes 2015, 5, 722-738. https://doi.org/10.3390/membranes5040722
Zhao B, Peng N, Liang C, Yong WF, Chung T-S. Hollow Fiber Membrane Dehumidification Device for Air Conditioning System. Membranes. 2015; 5(4):722-738. https://doi.org/10.3390/membranes5040722
Chicago/Turabian StyleZhao, Baiwang, Na Peng, Canzeng Liang, Wai Fen Yong, and Tai-Shung Chung. 2015. "Hollow Fiber Membrane Dehumidification Device for Air Conditioning System" Membranes 5, no. 4: 722-738. https://doi.org/10.3390/membranes5040722
APA StyleZhao, B., Peng, N., Liang, C., Yong, W. F., & Chung, T.-S. (2015). Hollow Fiber Membrane Dehumidification Device for Air Conditioning System. Membranes, 5(4), 722-738. https://doi.org/10.3390/membranes5040722