
Fouling Mitigation of Silicon Carbide Membranes by Pre-Deposited Dynamic Membranes for the Separation of Oil-in-Water Emulsions


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of O/W Emulsions and DM Particle Suspensions
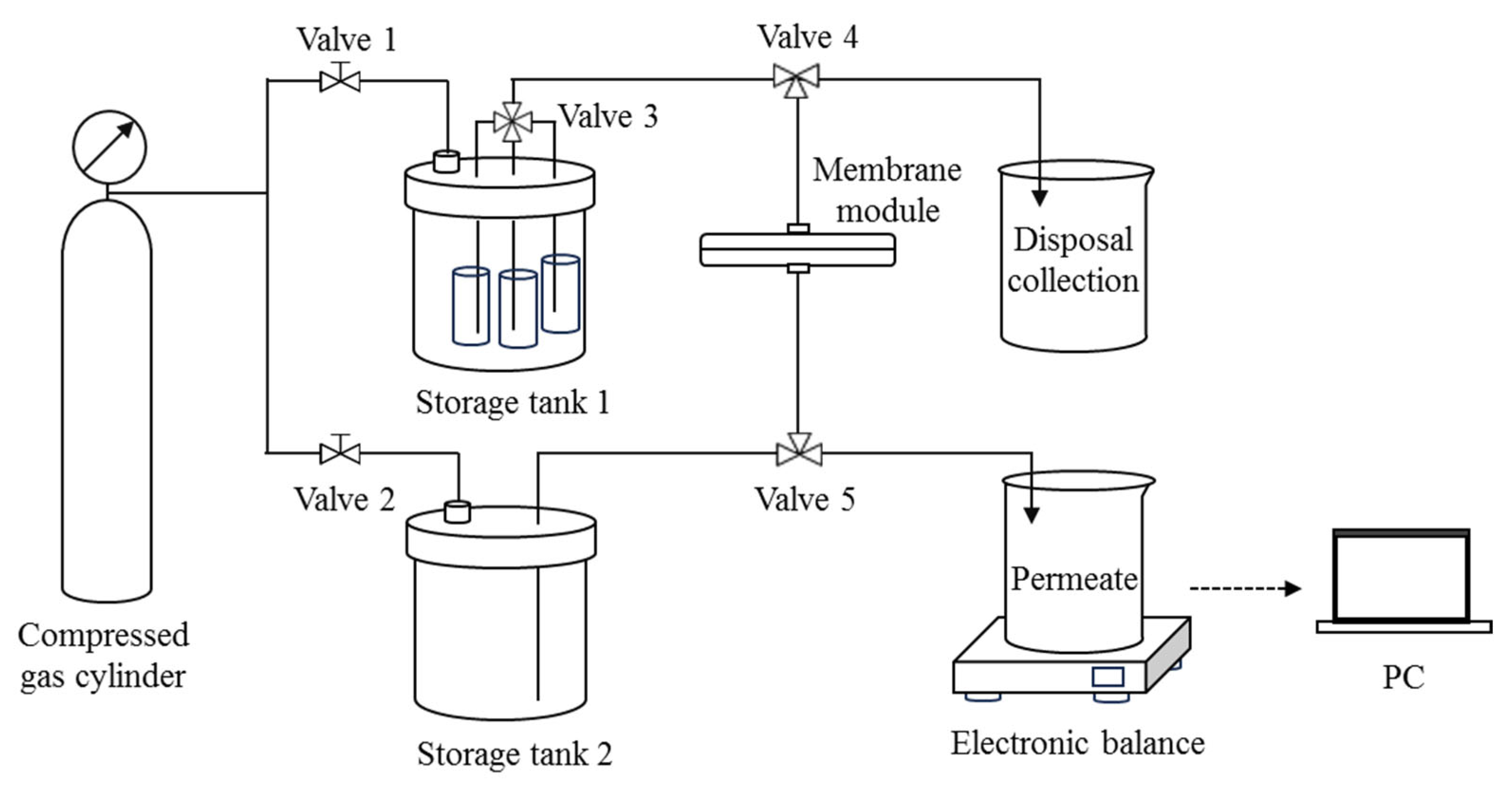
2.3. DM Filtration of O/W Emulsions in Dead-End Mode
2.3.1. PWF Measurement
2.3.2. DM Formation
2.3.3. Filtration of O/W Emulsions
2.3.4. DM Removal
2.4. DM Filtration of O/W Emulsions in Cross-Flow Mode
2.5. Evaluation of DM Filtration Performance
2.6. Analytical Methods
3. Results and Discussion
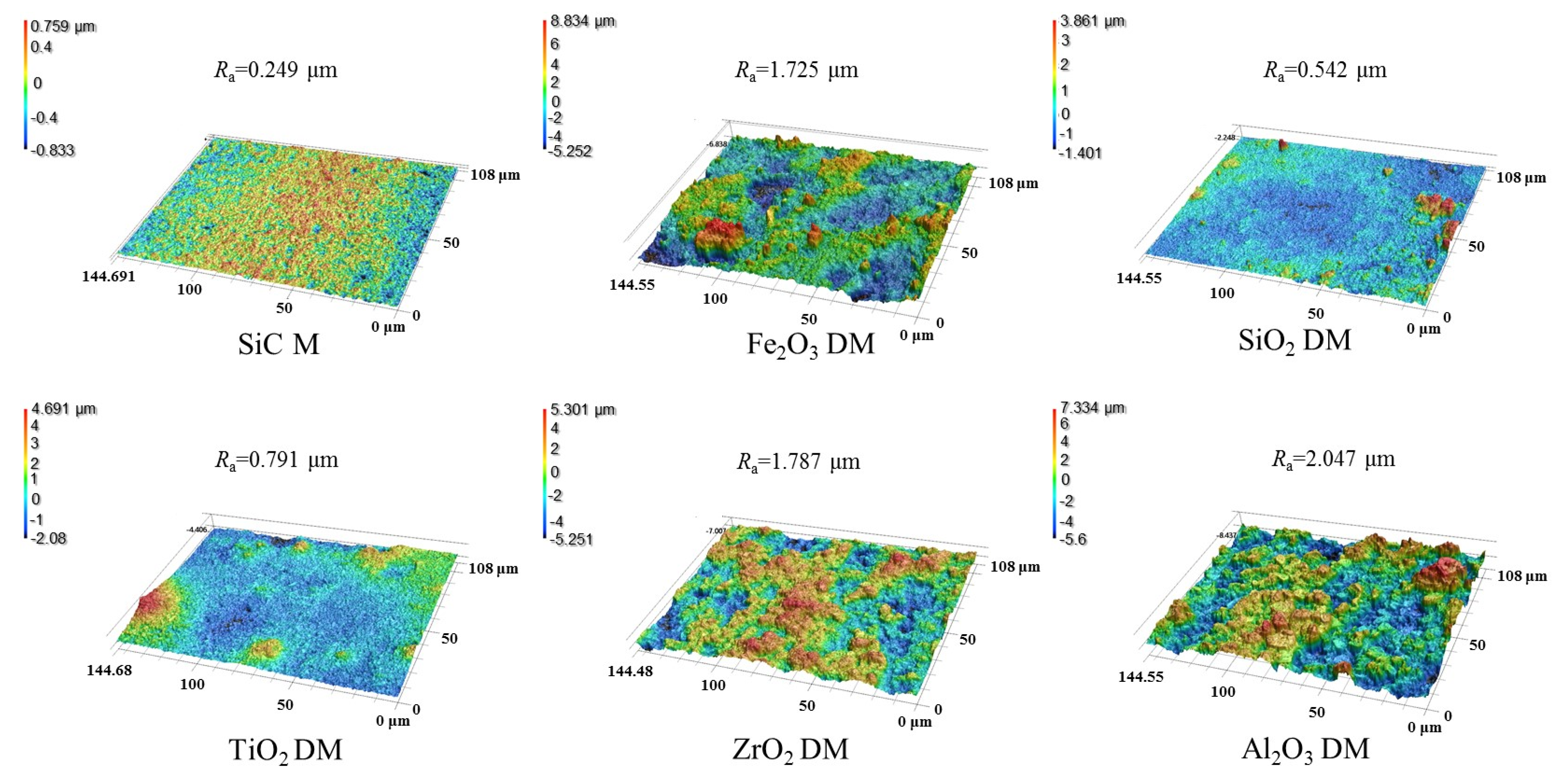
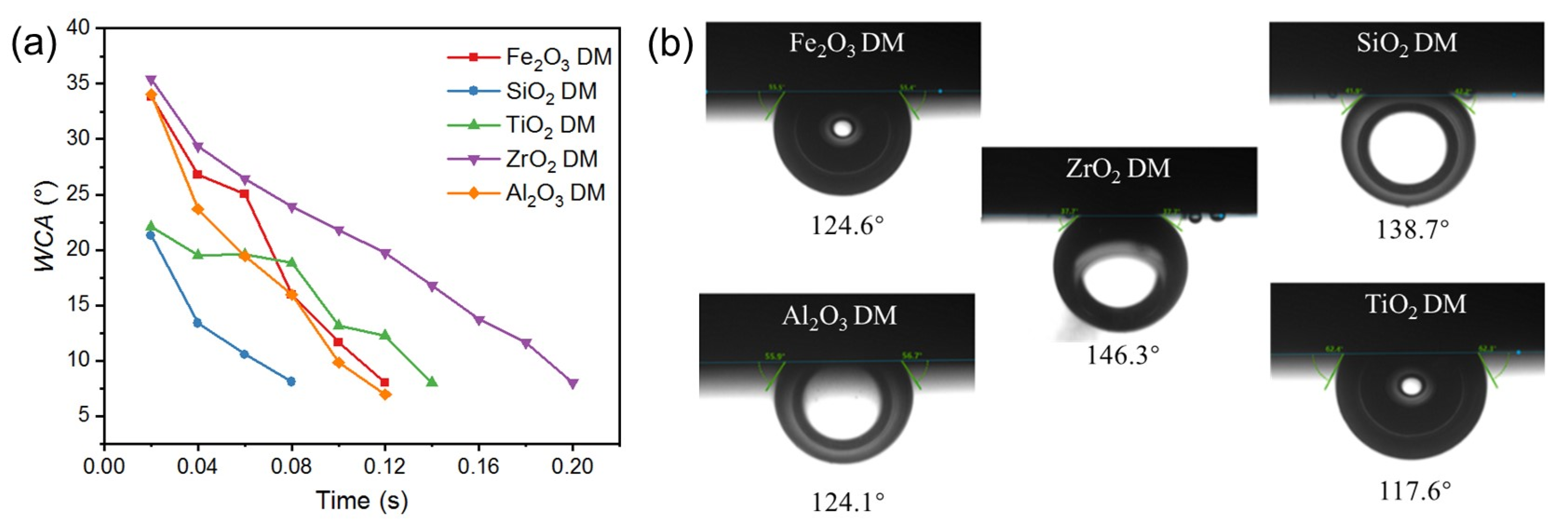
3.1. Properties of O/W Emulsions, DM Materials, and DMs
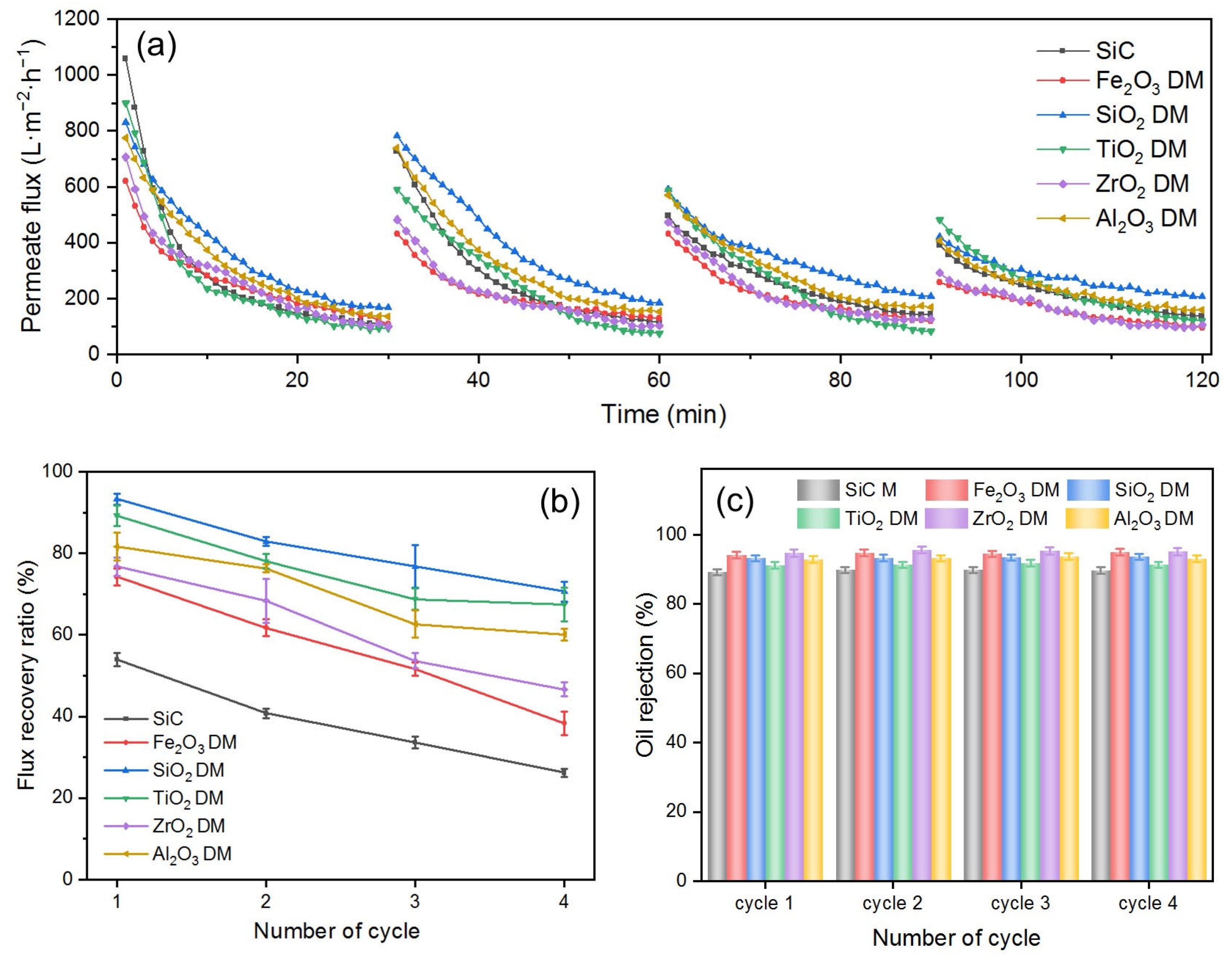
3.2. Performance Comparison of Various DMs and SiC PM Itself in the Dead-End Filtration of O/W Emulsions
3.3. Influence of Operating Parameters on DM Performance During the Dead-End Filtration of O/W Emulsions
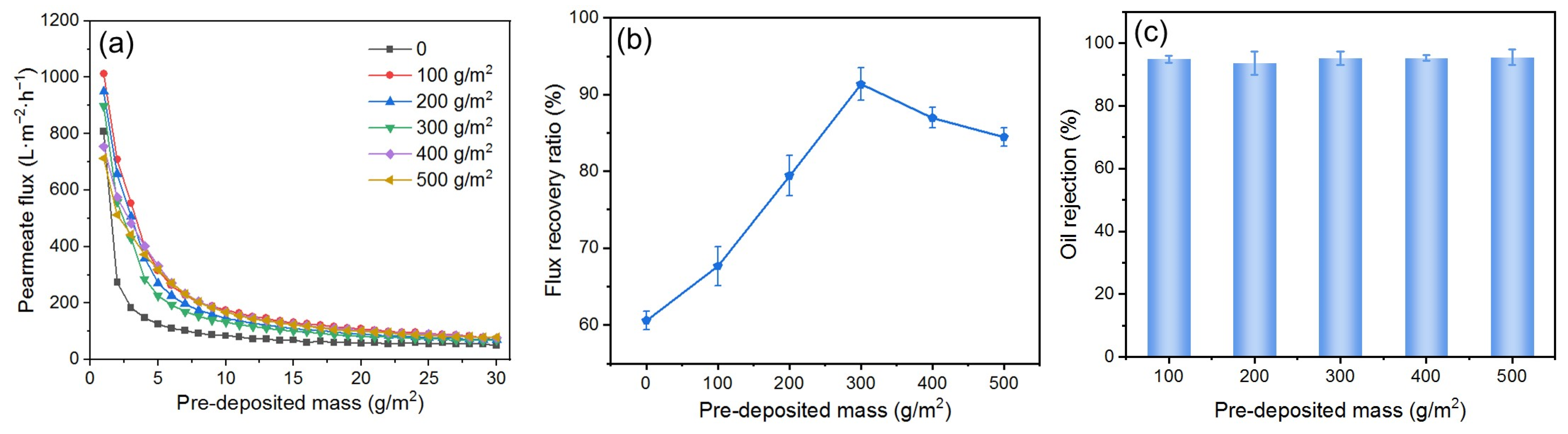
3.3.1. Effect of DM Deposition Amount
3.3.2. Effect of TMP
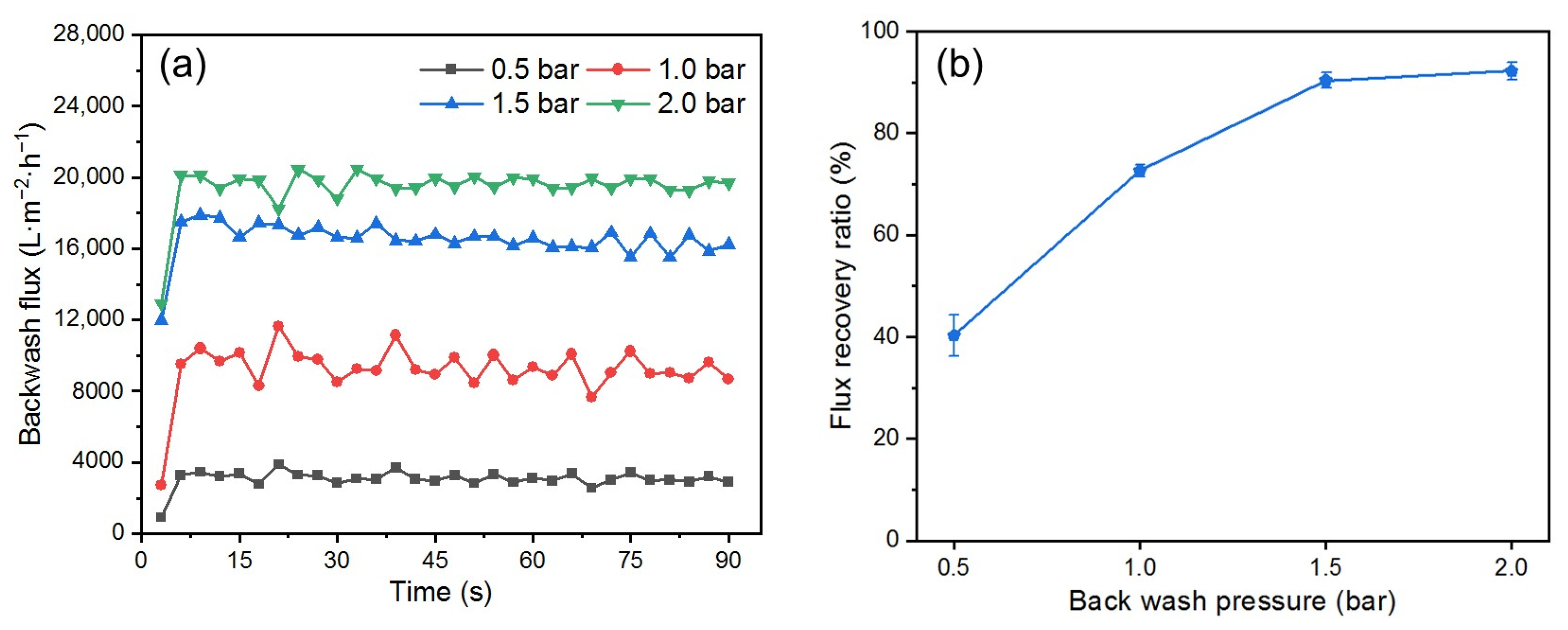
3.3.3. Effect of Backwashing Pressure
3.4. Influence of Operating Parameters on DM Performance During the Cross-Flow Filtration of O/W Emulsions
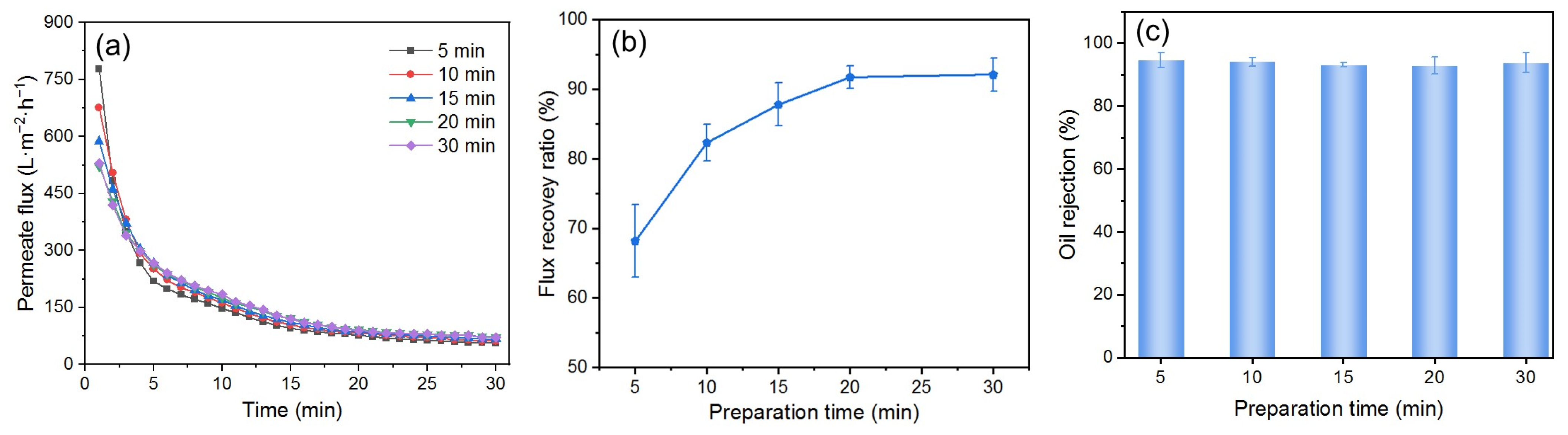
3.4.1. Effect of DM Preparation Time
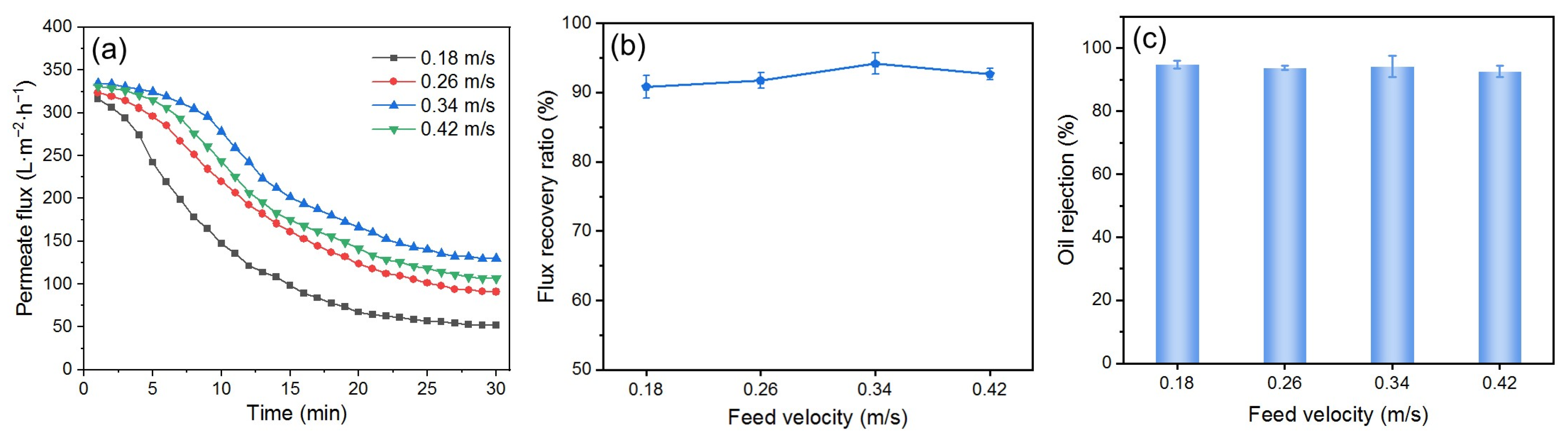
3.4.2. Effect of Flow Velocity
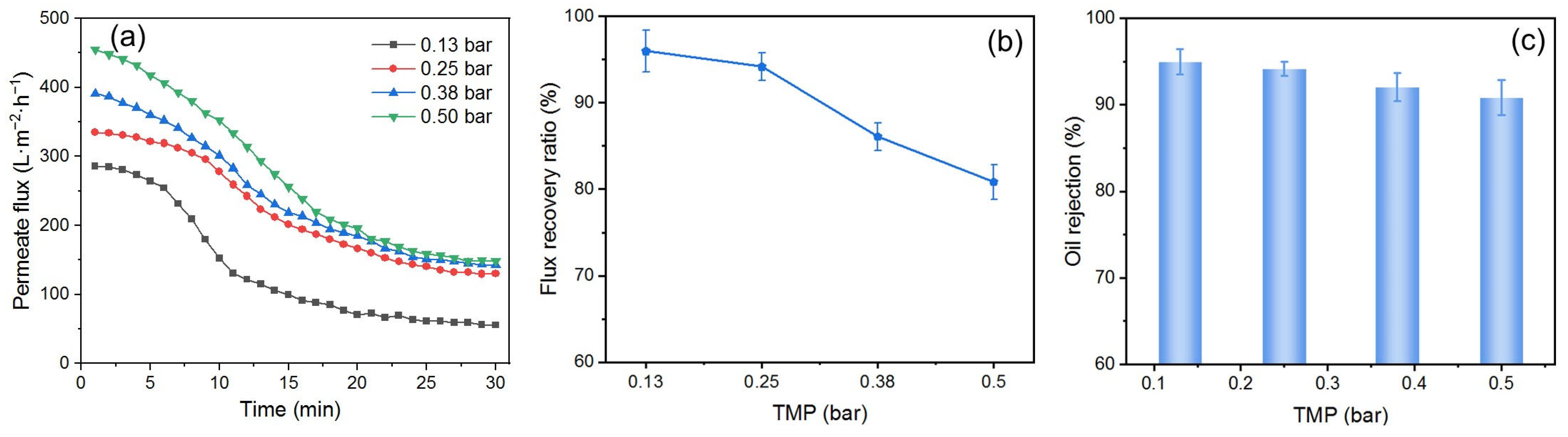
3.4.3. Effect of TMP
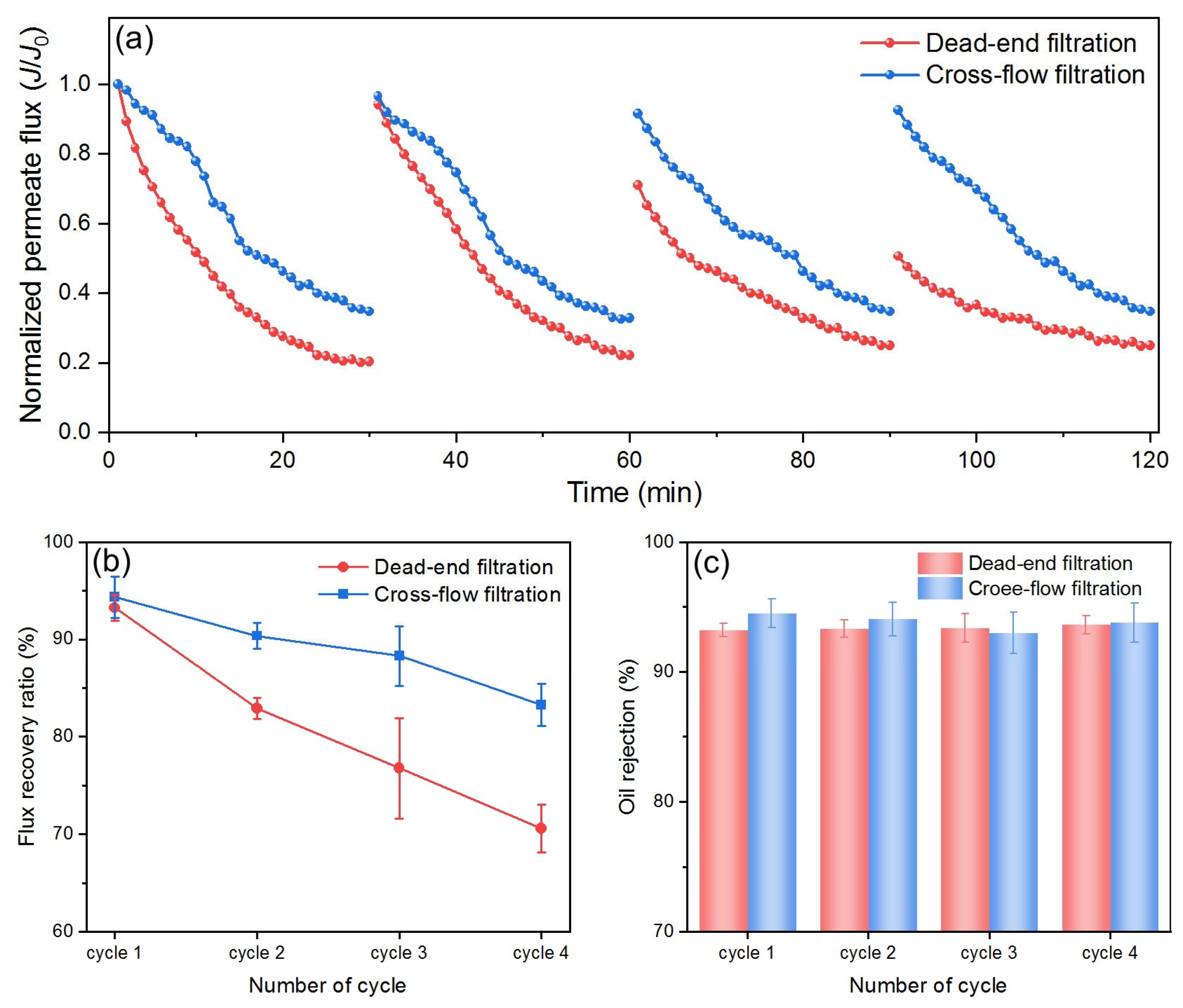
3.5. Comparison of Filtration Modes
3.6. Preliminary Cost Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Richard, W.B. Membrane Technology and Applications, 3rd ed.; John Wiley & Sons Ltd.: West Sussex, UK, 2012. [Google Scholar]
- Padaki, M.; Murali, R.S.; Abdullah, M.S.; Misdan, N.; Moslehyani, A.; Kassim, M.A.; Hilal, N.; Ismail, A.F. Membrane technology enhancement in oil-water separation. A review. Desalination 2015, 357, 197–207. [Google Scholar] [CrossRef]
- Munirasu, S.; Abu Haija, M.; Banat, F. Use of membrane technology for oil field and refinery produced water treatment—A review. Process Saf. Environ. Protect. 2016, 100, 183–202. [Google Scholar] [CrossRef]
- Shalaby, M.S.; Solowski, G.; Abbas, W. Recent Aspects in Membrane Separation for Oil/Water Emulsion. Adv. Mater. Interfaces 2021, 8, 2100448. [Google Scholar] [CrossRef]
- Tummons, E.; Han, Q.; Tanudjaja, H.J.; Hejase, C.A.; Chew, J.W.; Tarabara, V.V. Membrane fouling by emulsified oil: A review. Sep. Purif. Technol. 2020, 248, 116919. [Google Scholar] [CrossRef]
- Sutrisna, P.D.; Kurnia, K.A.; Siagian, U.W.R.; Ismadji, S.; Wenten, I.G. Membrane fouling and fouling mitigation in oil-water separation: A review. J. Environ. Chem. Eng. 2022, 10, 107532. [Google Scholar] [CrossRef]
- Yuan, W.S.; Chen, X.R.; Yu, Z.W.; Wan, Y.H.; Lin, J.Y.; Ye, W.Y. Critical review of membrane fouling in reverse osmosis treatment: Characterizations, models, mechanisms, and controls. Sep. Purif. Technol. 2025, 363, 132119. [Google Scholar] [CrossRef]
- Hotza, D.; Di Luccio, M.; Wilhelm, M.; Iwamoto, Y.; Bernard, S.; da Costa, J.C.D. Silicon carbide filters and porous membranes: A review of processing, properties, performance and application. J. Membr. Sci. 2020, 610, 118193. [Google Scholar] [CrossRef]
- Eray, E.; Candelario, V.M.; Boffa, V.; Safafar, H.; Ostedgaard-Munck, D.N.; Zahrtmann, N.; Kadrispahic, H.; Jorgensen, M.K. A roadmap for the development and applications of silicon carbide membranes for liquid filtration: Recent advancements, challenges, and perspectives. Chem. Eng. J. 2021, 414, 128826. [Google Scholar] [CrossRef]
- Jahanshahi, D.; Ostadhassan, M.; Vessally, E.; Azamat, J. Performance of Silicon Carbide Nanomaterials in Separation Process. Sep. Purif. Rev. 2023, 52, 205–220. [Google Scholar] [CrossRef]
- Ehsani, M.; Doan, H.; Lohi, A. A comprehensive review of membrane fouling and cleaning methods with emphasis on ultrasound-assisted fouling control processes. Korean J. Chem. Eng. 2021, 38, 1531–1555. [Google Scholar] [CrossRef]
- Ullah, A.; Tanudjaja, J.H.; Ouda, M.; Hasan, W.S.; Chew, J.W. Membrane fouling mitigation techniques for oily wastewater: A short review. J. Water Process Eng. 2021, 43, 102293. [Google Scholar] [CrossRef]
- Sisay, E.J.; Al-Tayawi, A.N.; László, Z.; Kertész, S. Recent Advances in Organic Fouling Control and Mitigation Strategies in Membrane Separation Processes: A Review. Sustainability 2023, 15, 13389. [Google Scholar] [CrossRef]
- Mallah, N.B.; Shah, A.A.; Pirzada, A.M.; Ali, I.; Khan, M.I.; Jatoi, A.S.; Ullman, J.L.; Mahar, R.B. Advanced Control Strategies of Membrane Fouling in Wastewater Treatment: A Review. Processes 2024, 12, 2681. [Google Scholar] [CrossRef]
- Petukhov, D.I.; Johnson, D.J. Membrane modification with carbon nanomaterials for fouling mitigation: A review. Adv. Colloid Interface Sci. 2024, 327, 103140. [Google Scholar] [CrossRef]
- Rajendran, D.S.; Devi, E.G.; Subikshaa, V.S.; Sethi, P.; Patil, A.; Chakraborty, A.; Venkataraman, S.; Kumar, V.V. Recent advances in various cleaning strategies to control membrane fouling: A comprehensive review. Clean Technol. Environ. Policy 2025, 27, 649–664. [Google Scholar] [CrossRef]
- Xiao, T.; Zhu, Z.H.; Li, L.C.; Shi, J.X.; Li, Z.X.; Zuo, X.J. Membrane fouling and cleaning strategies in microfiltration/ultrafiltration and dynamic membrane. Sep. Purif. Technol. 2023, 318, 123977. [Google Scholar] [CrossRef]
- Shi, S.J.; Jian, K.J.; Fang, M.F.; Guo, J.; Rao, P.H.; Li, G.H. SiO2 Modification of Silicon Carbide Membrane via an Interfacial In Situ Sol-Gel Process for Improved Filtration Performance. Membranes 2023, 13, 756. [Google Scholar] [CrossRef]
- Ersahin, M.E.; Ozgun, H.; Dereli, R.K.; Ozturk, I.; Roest, K.; van Lier, J.B. A review on dynamic membrane filtration: Materials, applications and future perspectives. Bioresour. Technol. 2012, 122, 196–206. [Google Scholar] [CrossRef] [PubMed]
- Anantharaman, A.; Chun, Y.; Hua, T.; Chew, J.W.; Wang, R. Pre-deposited dynamic membrane filtration—A review. Water Res. 2020, 173, 115558. [Google Scholar] [CrossRef]
- Mohan, S.M.; Nagalakshmi, S. A review on aerobic self-forming dynamic membrane bioreactor: Formation, performance, fouling and cleaning. J. Water Process Eng. 2020, 37, 101541. [Google Scholar] [CrossRef]
- Millanar-Marfa, J.M.J.; Borea, L.; Castrogiovanni, F.; Hasan, S.W.; Choo, K.H.; Korshin, G.V.; de Luna, M.D.G.; Ballesteros, F.C.; Belgiorno, V.; Naddeo, V. Self-forming Dynamic Membranes for Wastewater Treatment. Sep. Purif. Rev. 2022, 51, 195–211. [Google Scholar] [CrossRef]
- Malczewska, B.; Liu, J.; Benjamin, M.M. Virtual elimination of MF and UF fouling by adsorptive pre-coat filtration. J. Membr. Sci. 2015, 479, 159–164. [Google Scholar] [CrossRef]
- Tian, Y.; Zhou, J.J.; He, C.Q.; He, L.; Li, X.G.; Sui, H. The Formation, Stabilization and Separation of Oil-Water Emulsions: A Review. Processes 2022, 10, 738. [Google Scholar] [CrossRef]
- Deng, Y.Y.; Dai, M.; Wu, Y.N.; Peng, C.S. Emulsion system, demulsification and membrane technology in oil-water emulsion separation: A comprehensive review. Crit. Rev. Environ. Sci. Technol. 2023, 53, 1254–1278. [Google Scholar] [CrossRef]
- Pan, Y.Q.; Wang, T.T.; Sun, H.M.; Wang, W. Preparation and application of titanium dioxide dynamic membranes in microfiltration of oil-in-water emulsions. Sep. Purif. Technol. 2012, 89, 78–83. [Google Scholar] [CrossRef]
- Yang, T.; Qiao, B.; Li, G.C.; Yang, Q.Y. Improving performance of dynamic membrane assisted by electrocoagulation for treatment of oily wastewater: Effect of electrolytic conditions. Desalination 2015, 363, 134–143. [Google Scholar] [CrossRef]
- Lu, D.W.; Cheng, W.; Zhang, T.; Lu, X.L.; Liu, Q.L.; Jiang, J.; Ma, J. Hydrophilic Fe2O3 dynamic membrane mitigating fouling of support ceramic membrane in ultrafiltration of oil/water emulsion. Sep. Purif. Technol. 2016, 165, 1–9. [Google Scholar] [CrossRef]
- Matindi, C.N.; Hu, M.Y.; Kadanyo, S.; Ly, Q.V.; Gumbi, N.N.; Dlamini, D.S.; Li, J.Y.; Hu, Y.X.; Cui, Z.Y.; Li, J.X. Tailoring the morphology of polyethersulfone/sulfonated polysulfone ultrafiltration membranes for highly efficient separation of oil-in-water emulsions using TiO2 nanoparticles. J. Membr. Sci. 2021, 620, 118868. [Google Scholar] [CrossRef]
- Poli, A.; Sfeir, R.; Santos, A.F.; Jacob, M.; Batiot-Dupeyrat, C.; Baldony-Andrey, P.; Teychene, B. Backwashable dynamic membrane made of anchored CNT on SiC microfiltration membranes applied to oil in water emulsion filtration. Sep. Purif. Technol. 2022, 278, 119566. [Google Scholar] [CrossRef]
- Yang, Y.L.; Liu, G.H.; Liu, H.; Wang, Q.K.; Wang, Y.Q.; Zhou, J.E.; Chang, Q.B. Separation of oil-water emulsion by disc ceramic membrane under dynamic membrane filtration mode. Sep. Purif. Technol. 2022, 300, 121862. [Google Scholar] [CrossRef]
- Li, H.; Yang, Y.L.; Li, K.Q.; Liang, Y.; Yang, R.Q.; Wang, Y.Q.; Chang, Q.B. Disc ceramic membrane modified with nano-TiO2 for separating oil-water emulsion under dynamic membrane filtration. Ceram. Int. 2024, 50, 16875–16883. [Google Scholar] [CrossRef]
- Lu, D.W.; Zhang, T.; Ma, J. Ceramic Membrane Fouling during Ultrafiltration of Oil/Water Emulsions: Roles Played by Stabilization Surfactants of Oil Droplets. Environ. Sci. Technol. 2015, 49, 4235–4244. [Google Scholar] [CrossRef]
- Agarwal, S.; von Arnim, V.; Stegmaier, T.; Planck, H.; Agarwal, A. Role of surface wettability and roughness in emulsion separation. Sep. Purif. Technol. 2013, 107, 19–25. [Google Scholar] [CrossRef]
- Huang, S.L.; Ras, R.H.A.; Tian, X.L. Antifouling membranes for oily wastewater treatment: Interplay between wetting and membrane fouling. Curr. Opin. Colloid Interface Sci. 2018, 36, 90–109. [Google Scholar] [CrossRef]
- Jiang, Q.; Wang, Y.X.; Xie, Y.L.; Zhou, M.; Gu, Q.L.; Zhong, Z.X.; Xing, W.H. Silicon carbide microfiltration membranes for oil-water separation: Pore structure-dependent wettability matters. Water Res. 2022, 216, 118270. [Google Scholar] [CrossRef]
- Zhou, J.E.; Chang, Q.B.; Wang, Y.Q.; Wang, J.M.; Meng, G.Y. Separation of stable oil-water emulsion by the hydrophilic nano-sized ZrO2 modified Al2O3 microfiltration membrane. Sep. Purif. Technol. 2010, 75, 243–248. [Google Scholar] [CrossRef]
- Dickhout, J.M.; Moreno, Y.; Biesheuvel, P.M.; Boels, L.; Lanunertink, R.G.H.; de Vos, W.M. Produced water treatment by membranes: A review from a colloidal perspective. J. Colloid Interface Sci. 2017, 487, 523–534. [Google Scholar] [CrossRef]
- Meng, F.G.; Liao, B.Q.; Liang, S.; Yang, F.L.; Zhang, H.M.; Song, L.F. Morphological visualization, componential characterization and microbiological identification of membrane fouling in membrane bioreactors (MBRs). J. Membr. Sci. 2010, 361, 1–14. [Google Scholar] [CrossRef]
- Shao, S.L.; Liu, Y.; Shi, D.T.; Qing, W.H.; Fu, W.W.; Li, J.Y.; Fang, Z.; Chen, Y.Q. Control of organic and surfactant fouling using dynamic membranes in the separation of oil-in-water emulsions. J. Colloid Interface Sci. 2020, 560, 787–794. [Google Scholar] [CrossRef]
- Baig, U.; Waheed, A.; Dastageer, M.A. Facile fabrication of silicon carbide decorated ceramic membrane, engineered with selective surface wettability for highly efficient separation of oil-in-water emulsions. J. Environ. Chem. Eng. 2023, 11, 109357. [Google Scholar] [CrossRef]
- Shao, S.L.; Feng, Y.J.; Yu, H.R.; Li, J.Y.; Li, G.B.; Liang, H. Presence of an adsorbent cake layer improves the performance of gravity-driven membrane (GDM) filtration system. Water Res. 2017, 108, 240–249. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Zhou, H.M.; Graham, N.; Lian, Y.L.; Yu, W.Z.; Sun, K.N. The antifouling performance of an ultrafiltration membrane with pre-deposited carbon nanofiber layers for water treatment. J. Membr. Sci. 2018, 557, 87–95. [Google Scholar] [CrossRef]
- Soesanto, J.F.; Hwang, K.J.; Cheng, C.W.; Tsai, H.Y.; Huang, A.; Chen, C.H.; Cheng, T.W.; Tung, K.L. Fenton oxidation-based cleaning technology for powdered activated carbon-precoated dynamic membranes used in microfiltration seawater pretreatment systems. J. Membr. Sci. 2019, 591, 117298. [Google Scholar] [CrossRef]
- Chen, M.L.; Heijman, S.G.J.; Rietveld, L.C. Ceramic membrane filtration for oily wastewater treatment: Basics, membrane fouling and fouling control. Desalination 2024, 583, 117727. [Google Scholar] [CrossRef]
- Jiang, Q.; Lin, B.; Zhong, Z.X.; Fan, Y.Q.; Xing, W.H. Ultra-low temperature co-sintering of water glass (WG)-bonded silicon carbide ceramic membranes for oil-water separation. J. Membr. Sci. 2024, 692, 122311. [Google Scholar] [CrossRef]
- He, Z.W.; Miller, D.J.; Kasemset, S.; Paul, D.R.; Freeman, B.D. The effect of permeate flux on membrane fouling during microfiltration of oily water. J. Membr. Sci. 2017, 525, 25–34. [Google Scholar] [CrossRef]
- Vroman, T.; Beaume, F.; Armanges, V.; Gout, E.; Remigy, J.C. Critical backwash flux for high backwash efficiency: Case of ultrafiltration of bentonite suspensions. J. Membr. Sci. 2021, 620, 118836. [Google Scholar] [CrossRef]
- Weschenfelder, S.E.; Borges, C.P.; Campos, J.C. Oilfield produced water treatment by ceramic membranes: Bench and pilot scale evaluation. J. Membr. Sci. 2015, 495, 242–251. [Google Scholar] [CrossRef]
- Zhu, L.; Chen, M.L.; Dong, Y.C.; Tang, C.Y.Y.; Huang, A.S.; Li, L.L. A low-cost mullite-titania composite ceramic hollow fiber microfiltration membrane for highly efficient separation of oil-in-water emulsion. Water Res. 2016, 90, 277–285. [Google Scholar] [CrossRef]
- Pan, Y.Q.; Wang, W.J.; Wang, W.; Wang, T.H. Prediction of particle deposition and layer growth in the preparation of a dynamic membrane with cross-flow microfiltration. RSC Adv. 2015, 5, 89095–89104. [Google Scholar] [CrossRef]
- Buetehorn, S.; Carstensen, F.; Wintgens, T.; Melin, T.; Volmering, D.; Vossenkaul, K. Permeate flux decline in cross-flow microfiltration at constant pressure. Desalination 2010, 250, 985–990. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Fang, M.; Li, G. Fouling Mitigation of Silicon Carbide Membranes by Pre-Deposited Dynamic Membranes for the Separation of Oil-in-Water Emulsions. Membranes 2025, 15, 195. https://doi.org/10.3390/membranes15070195
Wu X, Fang M, Li G. Fouling Mitigation of Silicon Carbide Membranes by Pre-Deposited Dynamic Membranes for the Separation of Oil-in-Water Emulsions. Membranes. 2025; 15(7):195. https://doi.org/10.3390/membranes15070195
Chicago/Turabian StyleWu, Xin, Minfeng Fang, and Guanghui Li. 2025. "Fouling Mitigation of Silicon Carbide Membranes by Pre-Deposited Dynamic Membranes for the Separation of Oil-in-Water Emulsions" Membranes 15, no. 7: 195. https://doi.org/10.3390/membranes15070195
APA StyleWu, X., Fang, M., & Li, G. (2025). Fouling Mitigation of Silicon Carbide Membranes by Pre-Deposited Dynamic Membranes for the Separation of Oil-in-Water Emulsions. Membranes, 15(7), 195. https://doi.org/10.3390/membranes15070195