
Hydrophobic Modified Ceramic Aeration Membrane for Effective Treatment of Brine Wastewater


Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of the Ceramic Aeration Membrane
2.2. Evaporation Apparatus
2.3. Characterization of the Ceramic Aeration Membrane
2.4. Performance Tests
3. Results and Discussion
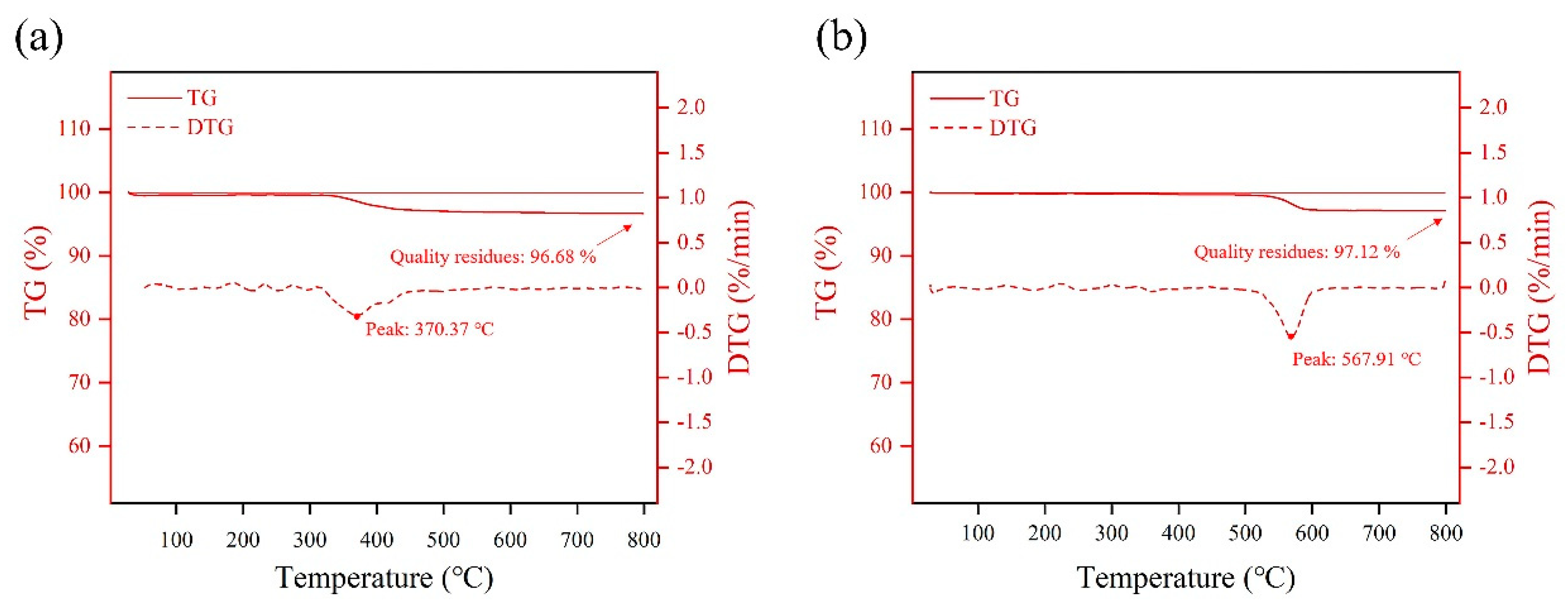
3.1. Characterization of Modified Ceramic Aeration Membrane
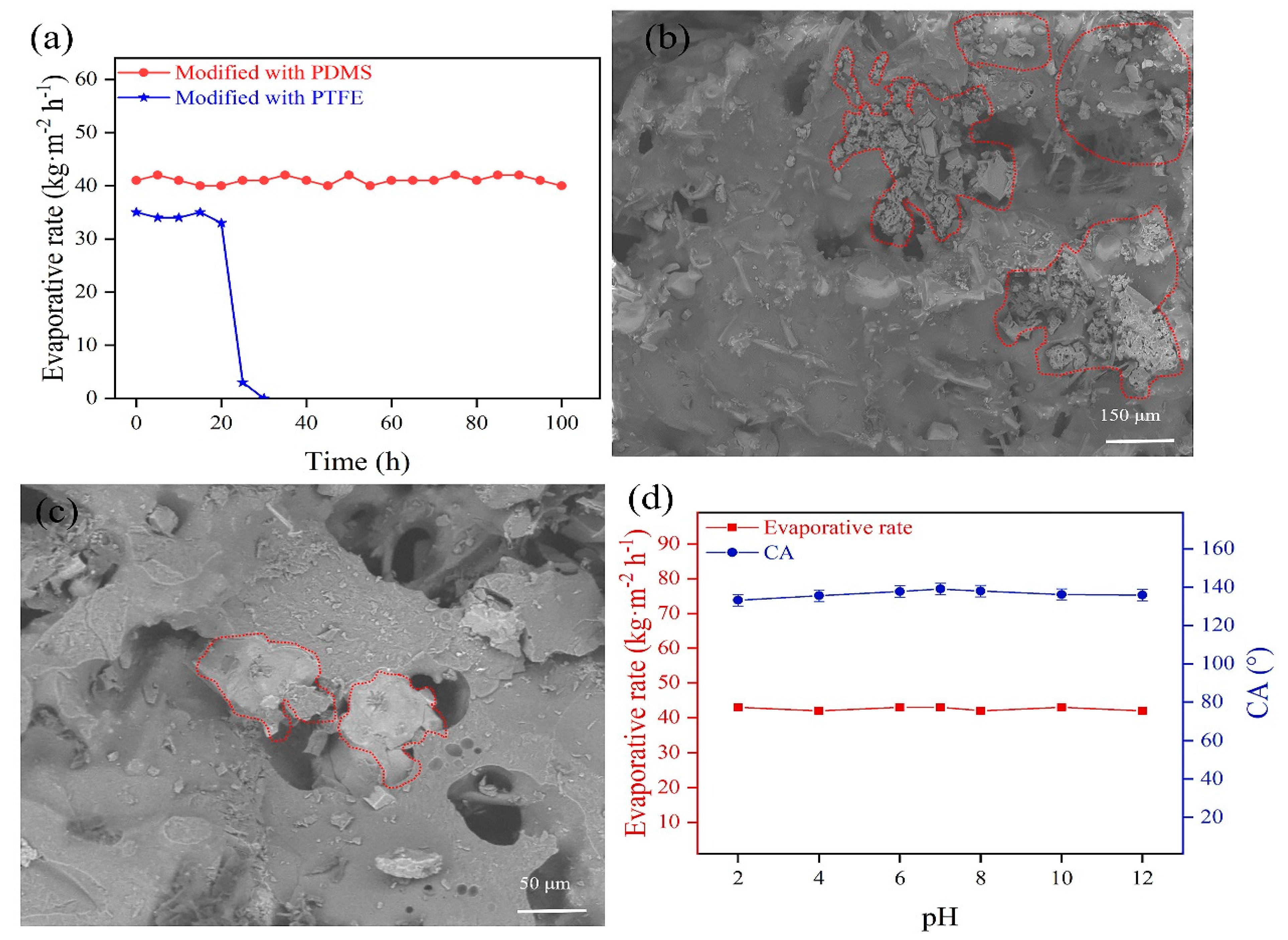
3.2. Effect of Hydrophobic Modifier on Working Stability
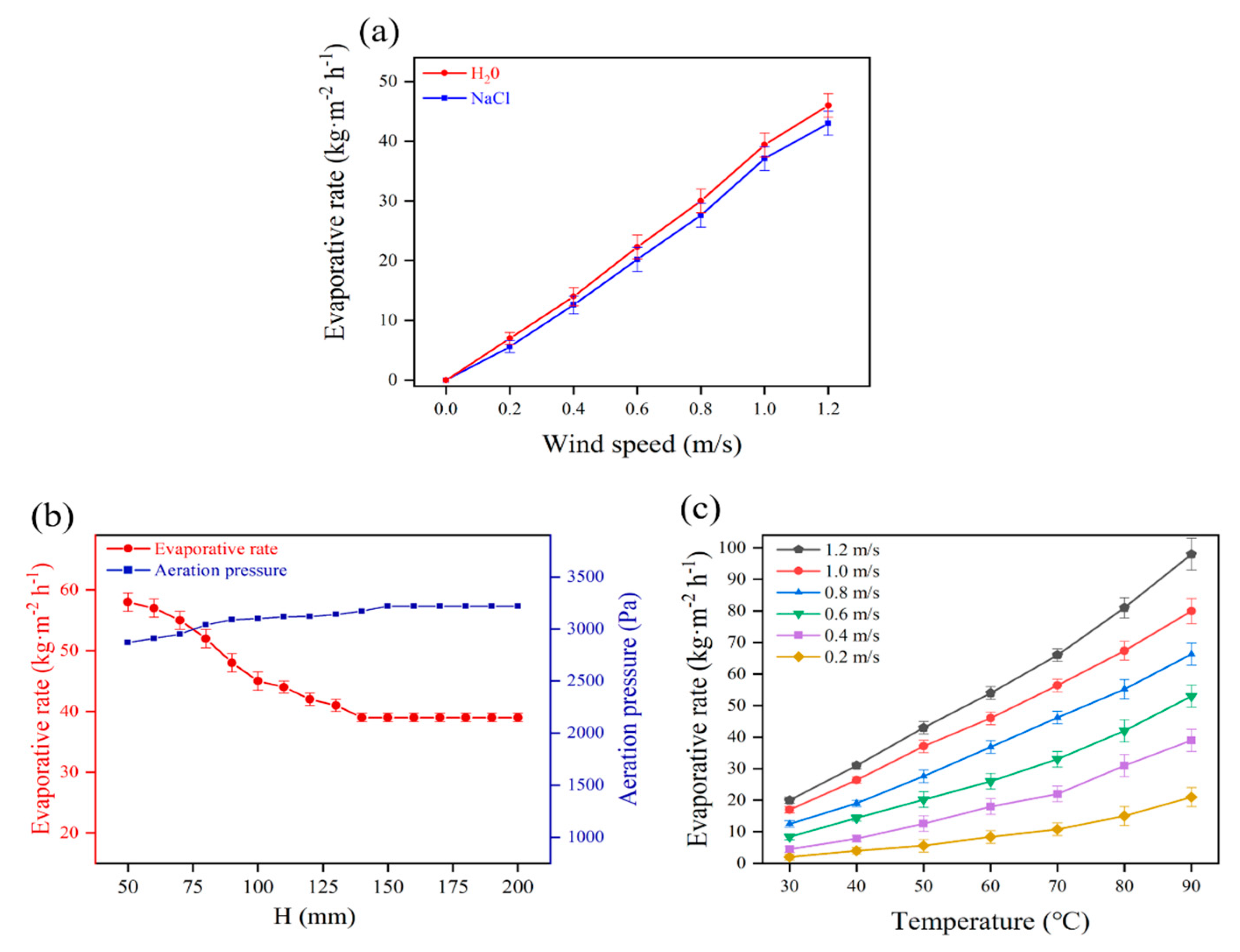
3.3. Effect of Aeration Conditions on Evaporative Rate
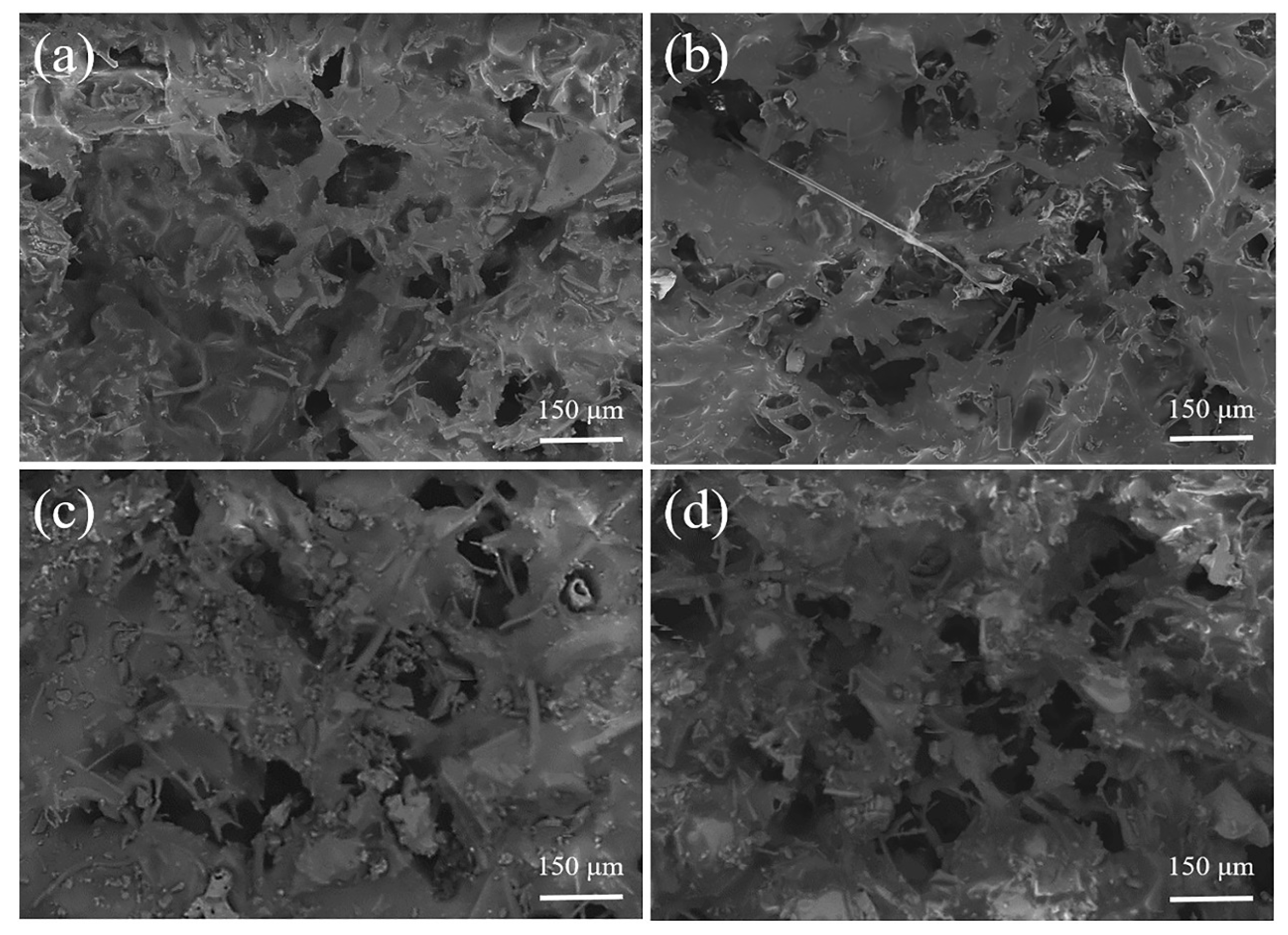
3.4. High Salinity Tolerance of Ceramic Aeration Membrane
3.5. Economic Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MLD | Minimal liquid discharge |
| PTFE | Polytetrafluoroethylene |
| COF | Covalent organic framework |
| PDMS | Polydimethylsiloxane |
References
- Li, Q.G.; Liu, G.H.; Qi, L.; Wang, H.C.; Ye, Z.F.; Zhao, Q.L. Heavy metal-contained wastewater in China: Discharge, management and treatment. Sci. Total Environ. 2022, 808, 152091. [Google Scholar] [CrossRef]
- Liu, C.; Cai, W.; Zhai, M.; Zhu, G.; Zhang, C.; Jiang, Z. Decoupling of wastewater eco-environmental damage and China’s economic development. Sci. Total Environ. 2021, 789, 147980. [Google Scholar] [CrossRef] [PubMed]
- Panagopoulos, A.; Haralambous, K.-J. Minimal Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) strategies for wastewater management and resource recovery—Analysis, challenges and prospects. J. Environ. Chem. Eng. 2020, 8, 104418. [Google Scholar] [CrossRef]
- Mekonnen Mesfin, M.; Hoekstra Arjen, Y. Four billion people facing severe water scarcity. Sci. Adv. 2016, 2, 15–17. [Google Scholar] [CrossRef]
- Katusiime, J.; Schütt, B. Integrated Water Resources Management Approaches to Improve Water Resources Governance. Water 2020, 12, 3424. [Google Scholar] [CrossRef]
- Panagopoulos, A. A comparative study on minimum and actual energy consumption for the treatment of desalination brine. Energy 2020, 212, 118733. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.J.; Loizidou, M. Desalination brine disposal methods and treatment technologies—A review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef]
- Tong, T.; Elimelech, M. The Global Rise of Zero Liquid Discharge for Wastewater Management: Drivers, Technologies, and Future Directions. Environ. Sci. Technol. 2016, 50, 6846–6855. [Google Scholar] [CrossRef]
- Liang, Y.; Lin, X.; Kong, X.; Duan, Q.; Wang, P.; Mei, X.; Ma, J. Making Waves: Zero Liquid Discharge for Sustainable Industrial Effluent Management. Water 2021, 13, 2852. [Google Scholar] [CrossRef]
- Mansour, F.; Alnouri, S.Y.; Al-Hindi, M.; Azizi, F.; Linke, P. Screening and cost assessment strategies for end-of-Pipe Zero Liquid Discharge systems. J. Clean. Prod. 2018, 179, 460–477. [Google Scholar] [CrossRef]
- Lim, Y.J.; Goh, K.; Lai, G.S.; Zhao, Y.; Torres, J.; Wang, R. Unraveling the role of support membrane chemistry and pore properties on the formation of thin-film composite polyamide membranes. J. Membr. Sci. 2021, 640, 119805. [Google Scholar] [CrossRef]
- Elsaid, K.; Sayed, E.T.; Abdelkareem, M.A.; Mahmoud, M.S.; Ramadan, M.; Olabi, A.G. Environmental impact of emerging desalination technologies: A preliminary evaluation. J. Environ. Chem. Eng. 2020, 8, 104099. [Google Scholar] [CrossRef]
- Alarcón-Padilla, D.-C.; García-Rodríguez, L. Application of absorption heat pumps to multi-effect distillation: A case study of solar desalination. Desalination 2007, 212, 294–302. [Google Scholar] [CrossRef]
- Said, A.; Louhi-Kultanen, M. Simulation and Empirical Studies of Solvent Evaporation Rates in Vacuum Evaporation Crystallization. Chem. Eng. Technol. 2019, 42, 1452–1457. [Google Scholar] [CrossRef]
- Abdelkader, S.; Boubakri, A.; Geissen, S.U.; Bousselmi, L. Direct contact membrane distillation applied to saline wastewater: Parameter optimization. Water Sci. Technol. 2018, 77, 2823–2833. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Zhang, P.; Liang, X.; Zhao, J.; Liu, Y.; Cao, Y.; Wang, H.; Chen, Y.; Zhang, Z.; Pan, F.; et al. Ultrafast seawater desalination with covalent organic framework membranes. Nat. Sustain. 2022, 5, 518–526. [Google Scholar] [CrossRef]
- Aines, R.D.; Wolery, T.J.; Bourcier, W.L.; Wolfe, T.; Hausmann, C. Fresh water generation from aquifer-pressured carbon storage: Feasibility of treating saline formation waters. Energy Procedia 2011, 4, 2269–2276. [Google Scholar] [CrossRef]
- Panagopoulos, A. Brine management (saline water & wastewater effluents): Sustainable utilization and resource recovery strategy through Minimal and Zero Liquid Discharge (MLD & ZLD) desalination systems. Chem. Eng. Process.—Process Intensif. 2022, 176, 108944. [Google Scholar] [CrossRef]
- Ghofrani, I.; Moosavi, A. Brine elimination by hybridization of a novel brine-recycle bubble-column humidification-dehumidification system with a multiple-effect distillation system. Energy Convers. Manag. 2020, 217, 113004. [Google Scholar] [CrossRef]
- Li, J.; Wang, X.; Lin, Z.; Xu, N.; Li, X.; Liang, J.; Zhao, W.; Lin, R.; Zhu, B.; Liu, G.; et al. Over 10 kg m−2 h−1 Evaporation Rate Enabled by a 3D Interconnected Porous Carbon Foam. Joule 2020, 4, 928–937. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, Y.; Lu, X.; Wang, X.; Zhao, X. Study of the bubble membrane crystallization process for zero-brine discharge. J. Membr. Sci. 2018, 563, 584–591. [Google Scholar] [CrossRef]
- Song, X.; Jian, B.; Jin, J. Preparation of porous ceramic membrane for gas-solid separation. Ceram. Int. 2018, 44, 20361–20366. [Google Scholar] [CrossRef]
- Zhao, L.; Li, K.; Wu, R.; Zhang, H.; Jin, J. Catalytic filter for the removal of dust and NOx at low temperature. Mater. Res. Express 2020, 7, 125502. [Google Scholar] [CrossRef]
- Chen, X.; Dai, C.; Zhang, T.; Xu, P.; Ke, W.; Wu, J.; Qiu, M.; Fu, K.; Fan, Y. Efficient construction of a robust PTFE/Al2O3 hydrophobic membrane for effective oil purification. Chem. Eng. J. 2022, 435, 134972. [Google Scholar] [CrossRef]
- Ahn, S.; Shim, E.; Kim, Y.; Bae, Y.-S.; Eom, H. Air filtration performance enhancement of PTFE foam–coated filters at high temperatures via secondary strongly adhering PTFE nanofiber coatings. Process Saf. Environ. Prot. 2022, 162, 914–922. [Google Scholar] [CrossRef]
- Gu, J.; Wang, J.; Li, Y.; Xu, X.; Chen, C.; Winnubst, L. Engineering durable hydrophobic surfaces on porous alumina ceramics using in-situ formed inorganic-organic hybrid nanoparticles. J. Eur. Ceram. Soc. 2017, 37, 4843–4848. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Advantages | Challenges | Salinity Tolerance (%) | Water Recovery (%) | References |
|---|---|---|---|---|---|
| Reverse osmosis | High rejection of many contaminants Less energy consumption | Needs pretreatment processes | 7% | 10% | [11,12] |
| Brine concentrators | Established technology for high salinity | Metal evaporators are easily corroded Need to heat to boiling. | 30% | Up to 99% | [13,14] |
| Membrane distillation | No feed pressure requirements No need to heat to boiling. | Potential of membrane fouling | 30% | Up to 90% | [15] |
| Multi-effect distillation | Produce high-quality freshwater | Needs pretreatment processes Metal evaporators are easily corroded | 18% | Up to 85% | [19] |
| Bubble membrane crystallization | Avoid membrane fouling | High aeration resistance Need to heat to boiling. | 30% | Up to 90% | [21] |
| Ceramic Aeration Membrane | Resistance (Pa) |
|---|---|
| unmodified unmodified | 1200 (gas permeation resistance) 3740 (aeration resistance) |
| PDMS-modified | 1800 (gas permeation resistance, aeration resistance) |
| PTFE-modified | 1860 (gas permeation resistance, aeration resistance) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, X.; Zhang, H.; Jin, J. Hydrophobic Modified Ceramic Aeration Membrane for Effective Treatment of Brine Wastewater. Membranes 2023, 13, 443. https://doi.org/10.3390/membranes13040443
Xu X, Zhang H, Jin J. Hydrophobic Modified Ceramic Aeration Membrane for Effective Treatment of Brine Wastewater. Membranes. 2023; 13(4):443. https://doi.org/10.3390/membranes13040443
Chicago/Turabian StyleXu, Xinqiang, Hua Zhang, and Jiang Jin. 2023. "Hydrophobic Modified Ceramic Aeration Membrane for Effective Treatment of Brine Wastewater" Membranes 13, no. 4: 443. https://doi.org/10.3390/membranes13040443
APA StyleXu, X., Zhang, H., & Jin, J. (2023). Hydrophobic Modified Ceramic Aeration Membrane for Effective Treatment of Brine Wastewater. Membranes, 13(4), 443. https://doi.org/10.3390/membranes13040443