
Low Fouling Nanostructured Cellulose Membranes for Ultrafiltration in Wastewater Treatment

 , ,
, , 
Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Carboxymethylated Microfibers
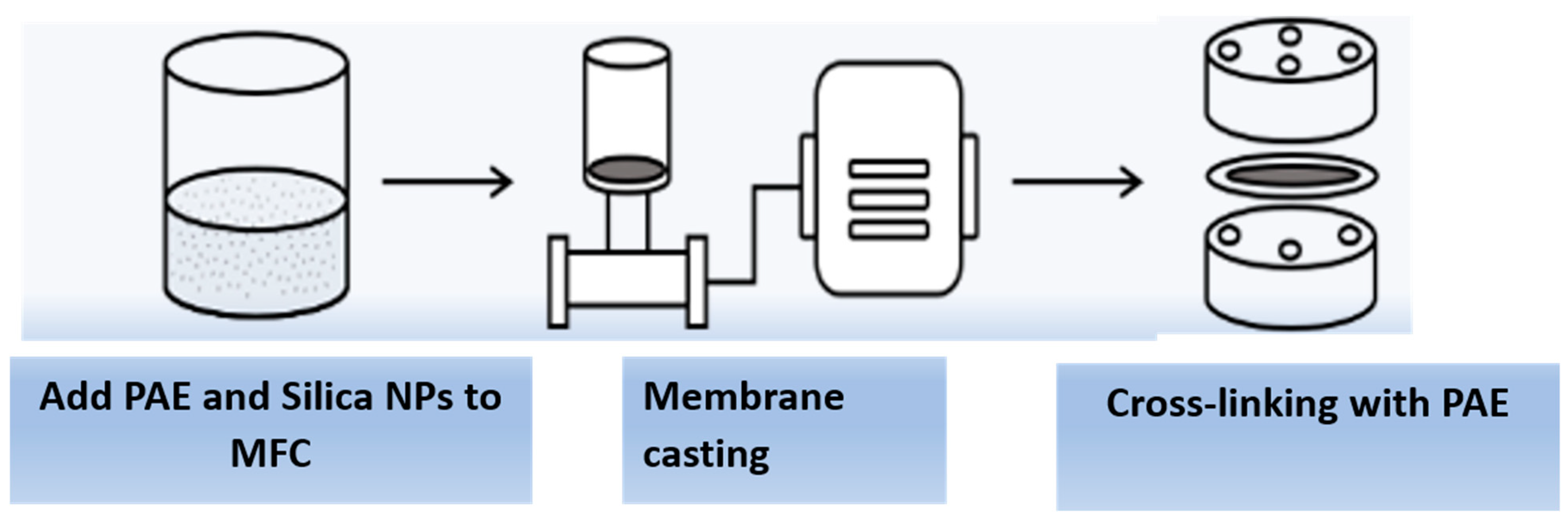
2.3. Membrane Fabrication
2.4. Sample Characterization
2.4.1. Charge Determination of Carboxymethylated Microfibers
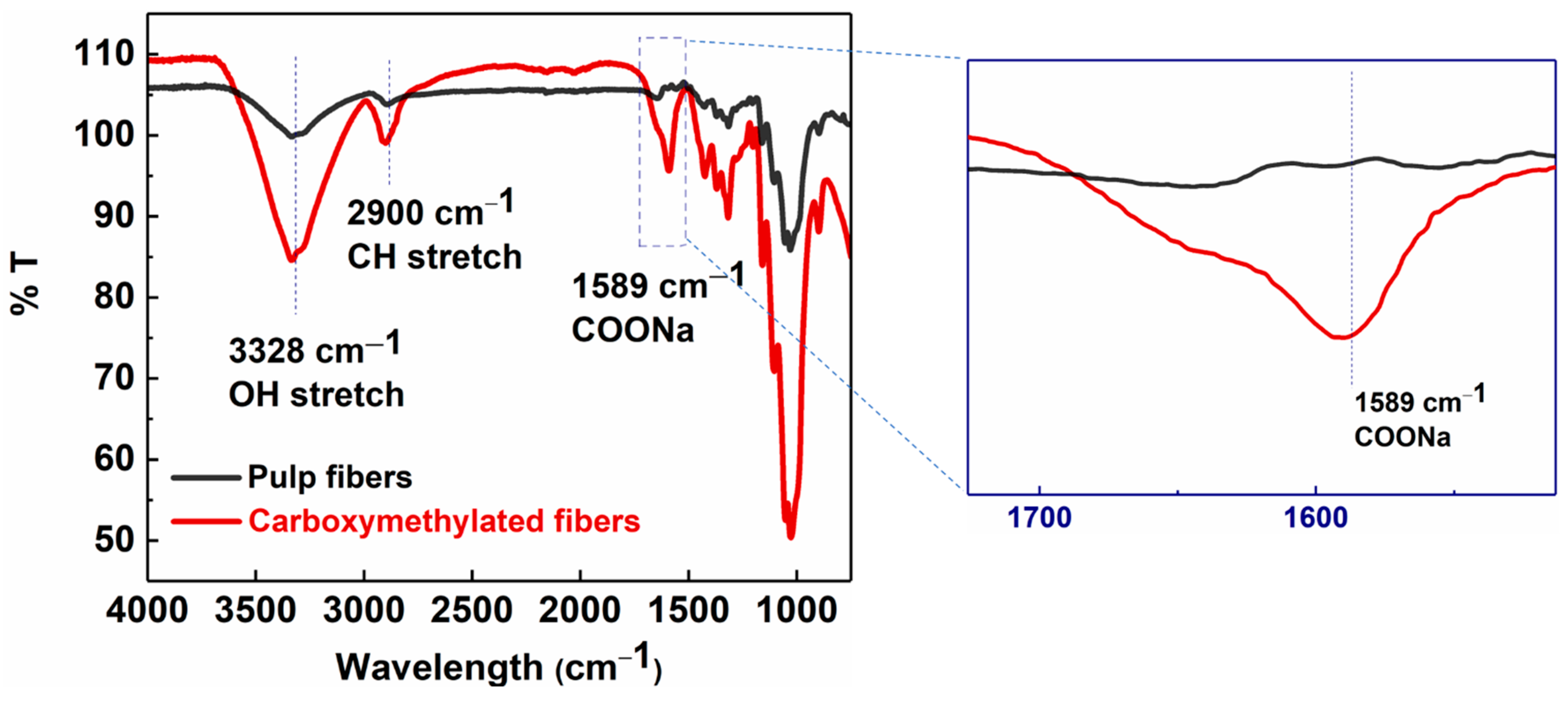
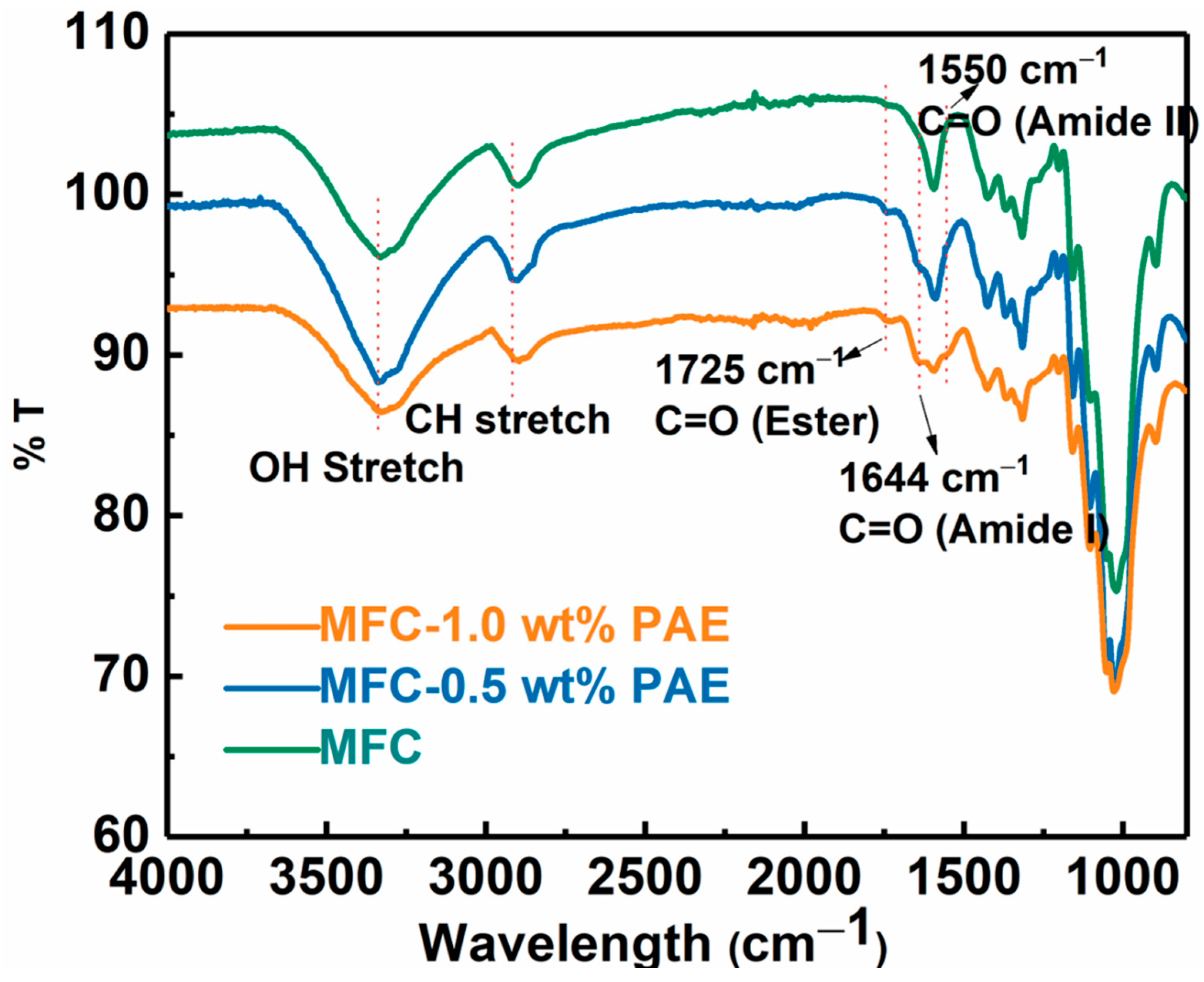
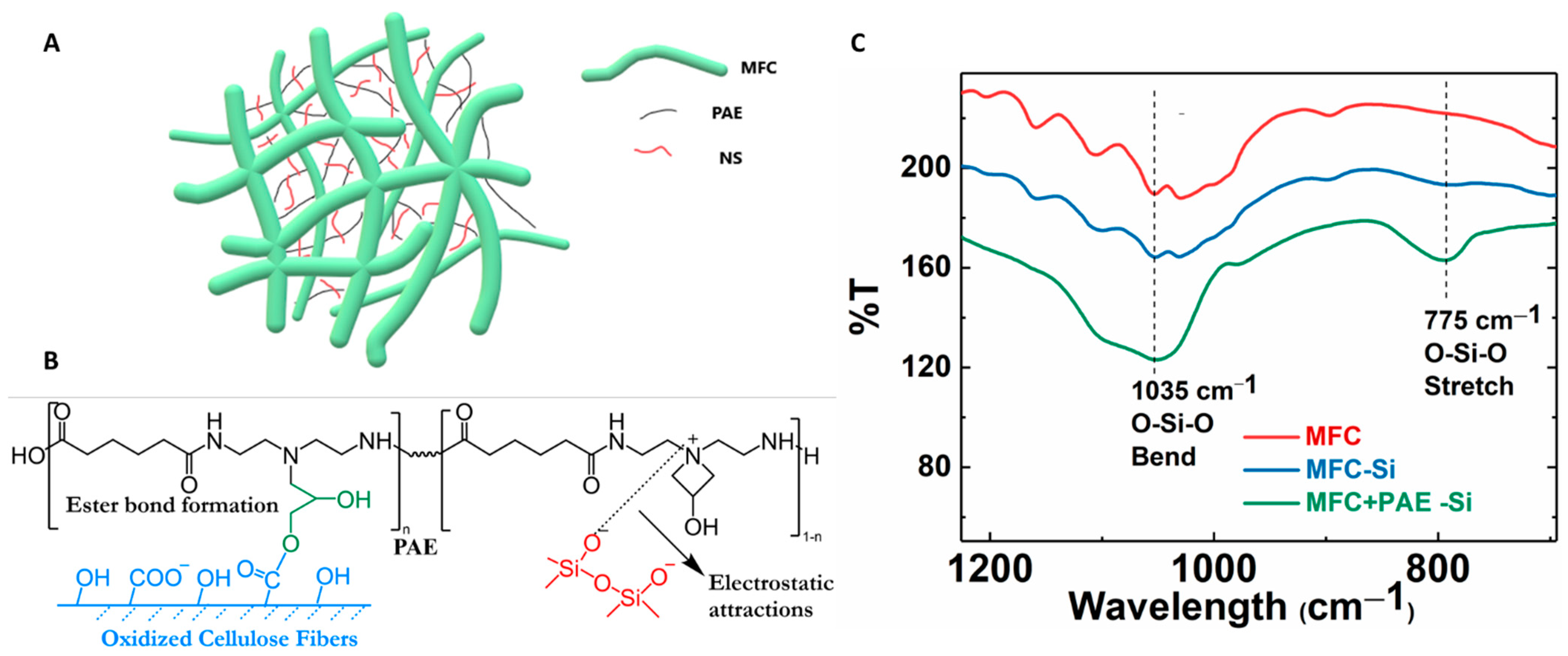
2.4.2. Fourier Transform Infrared Spectroscopy
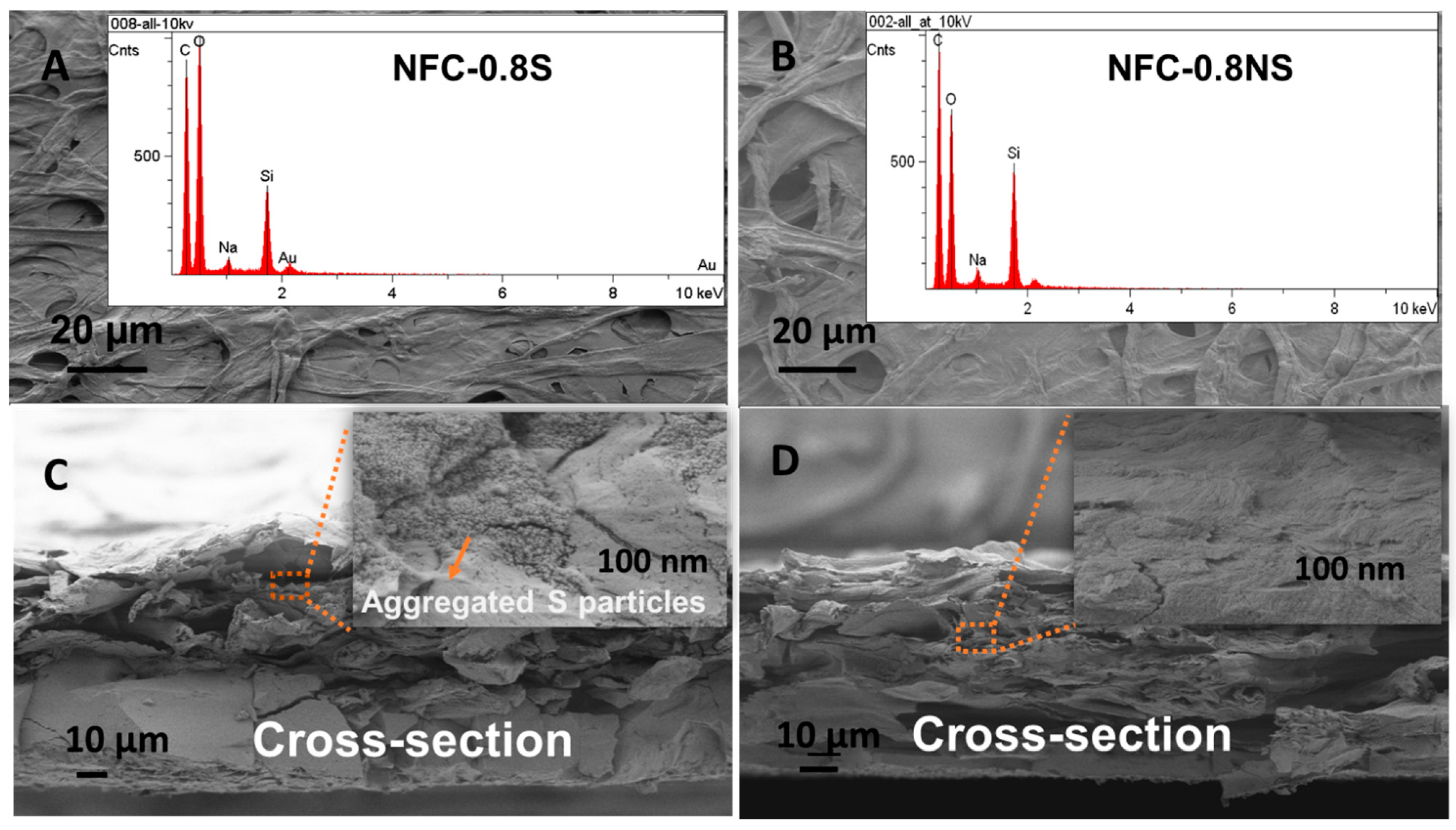
2.4.3. Electron Microscopy Measurements
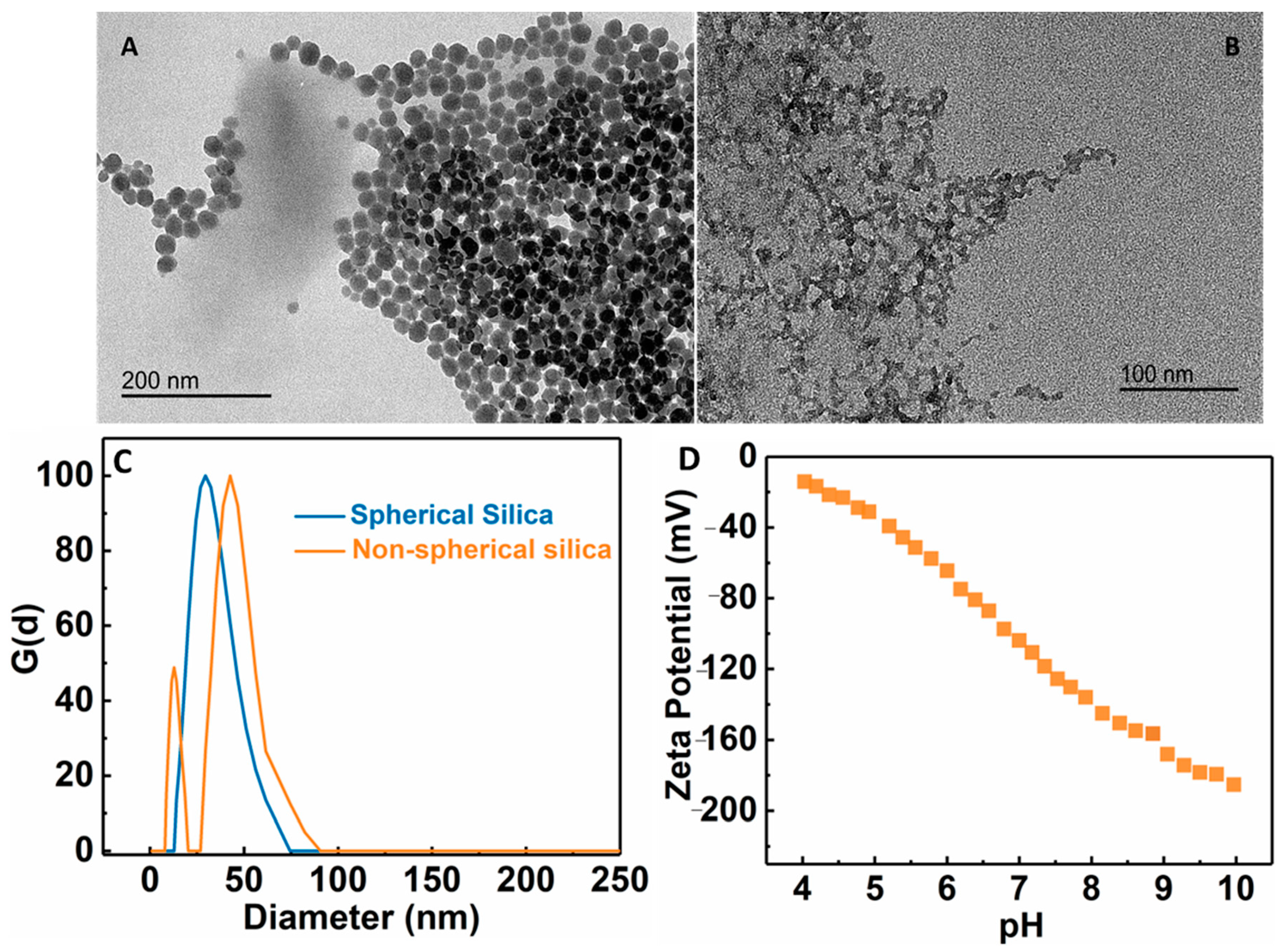
2.4.4. Dynamic Light Scattering (DLS) and Zeta Potential Measurements
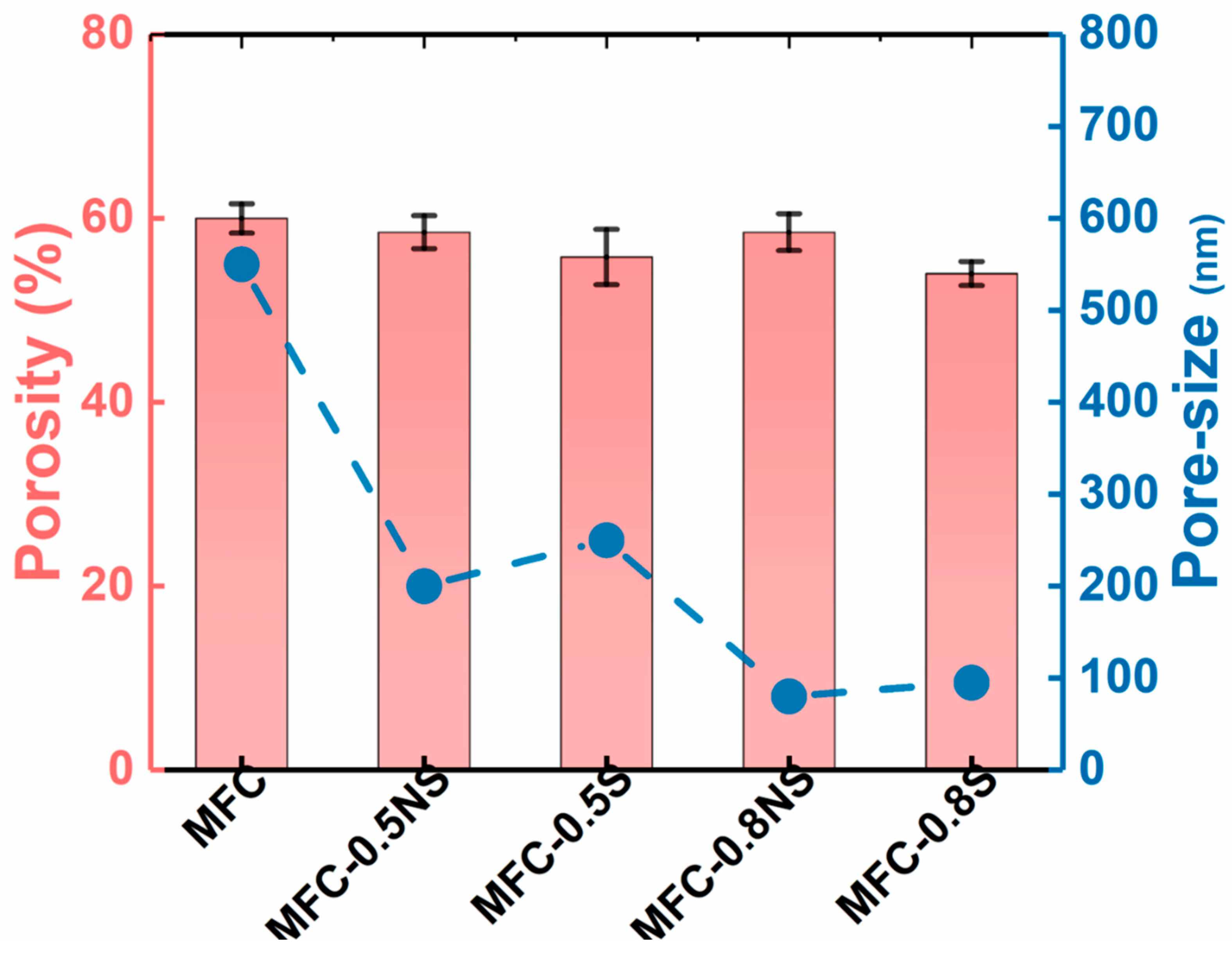
2.4.5. Porosity and Pore Size Measurements
2.4.6. Contact Angle and Tensile Strength Measurement
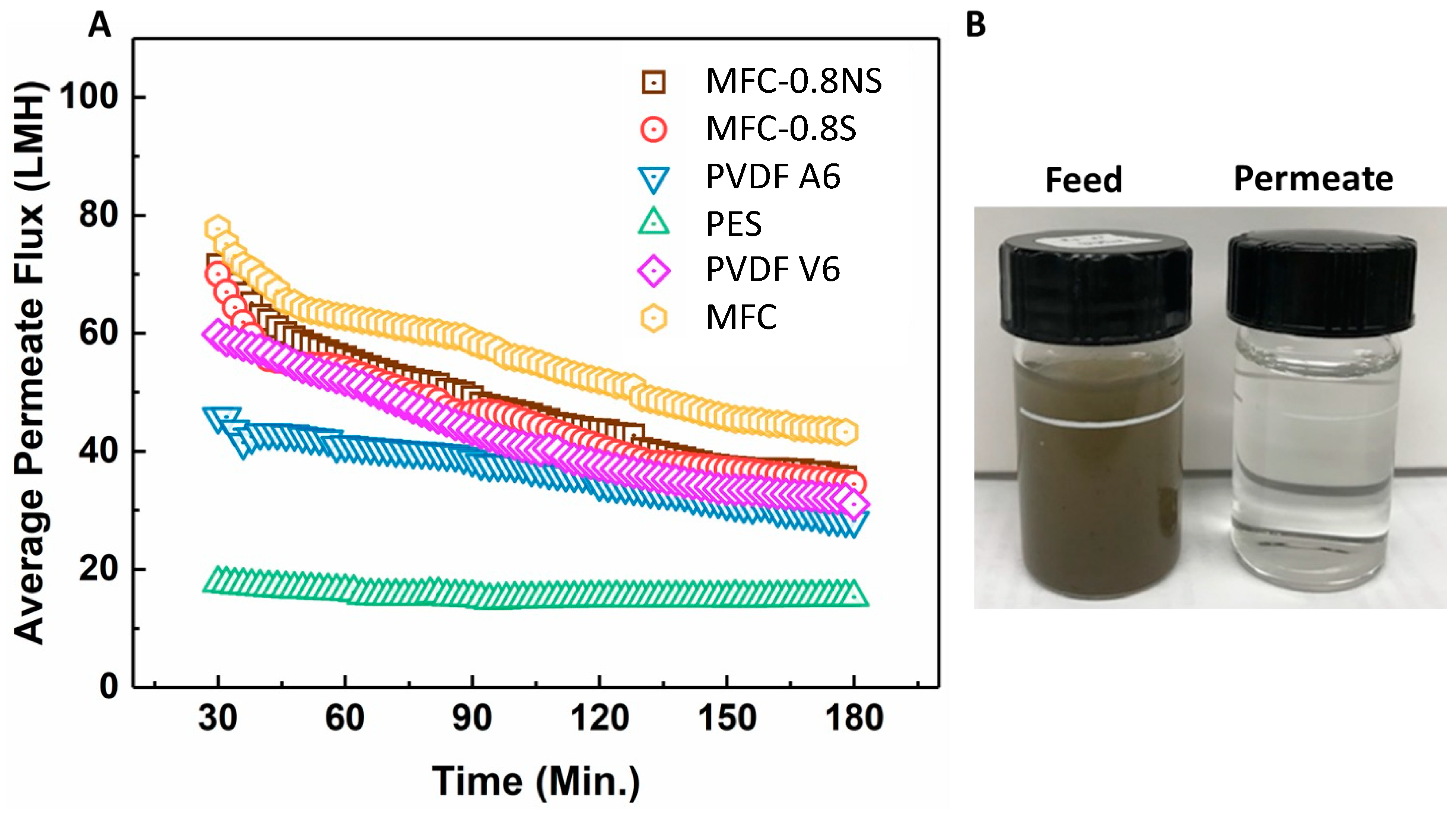
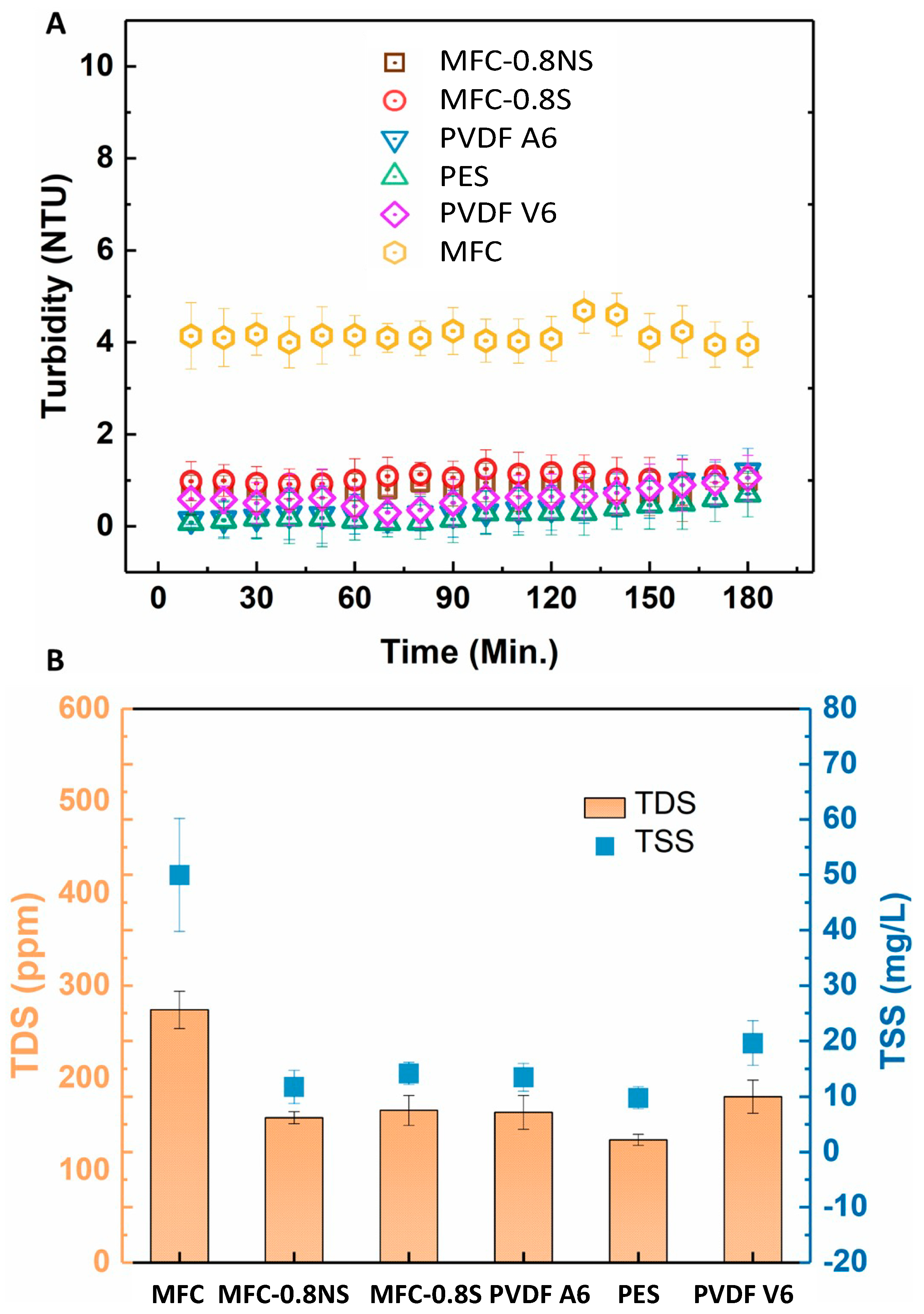
2.5. Performance Evaluation for Wastewater Ultrafiltration
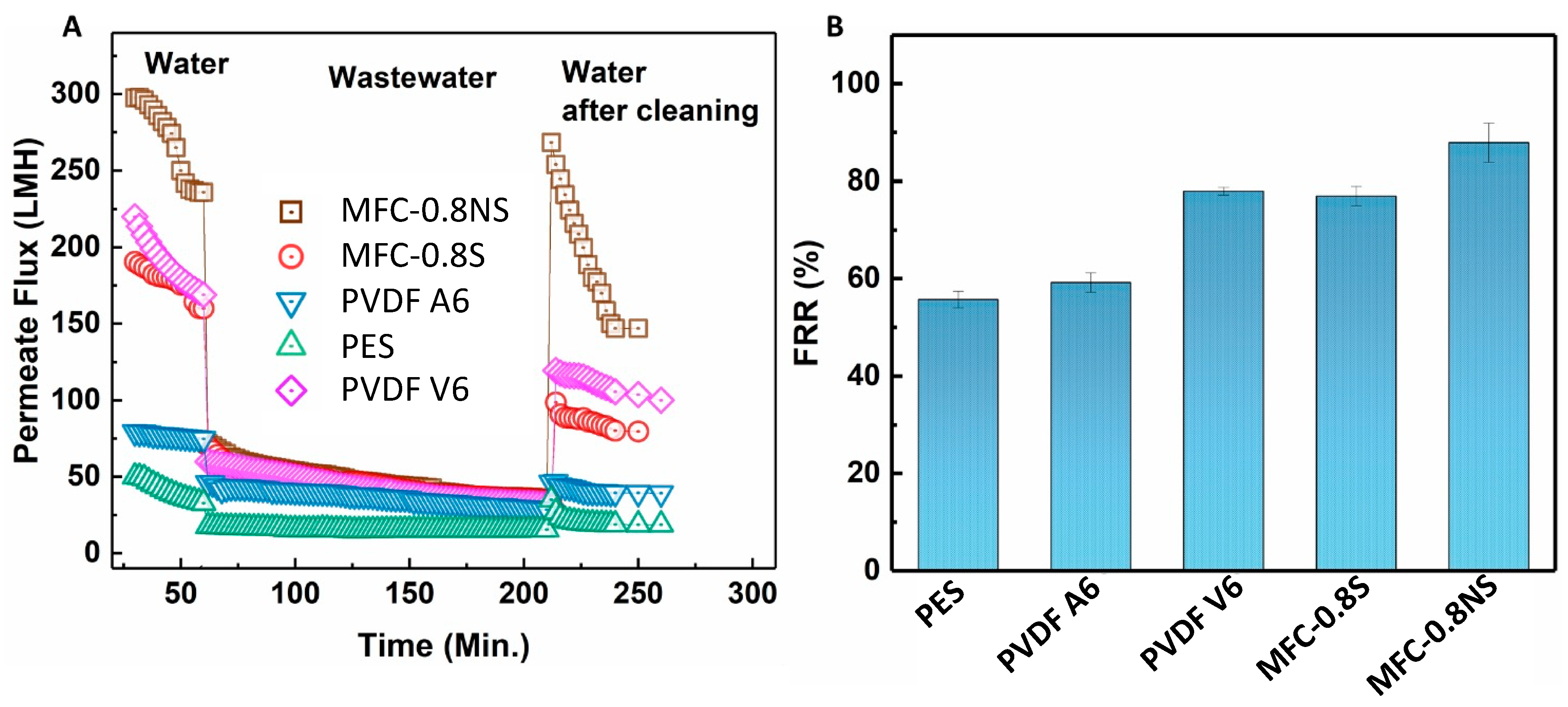
2.6. Fouling Study
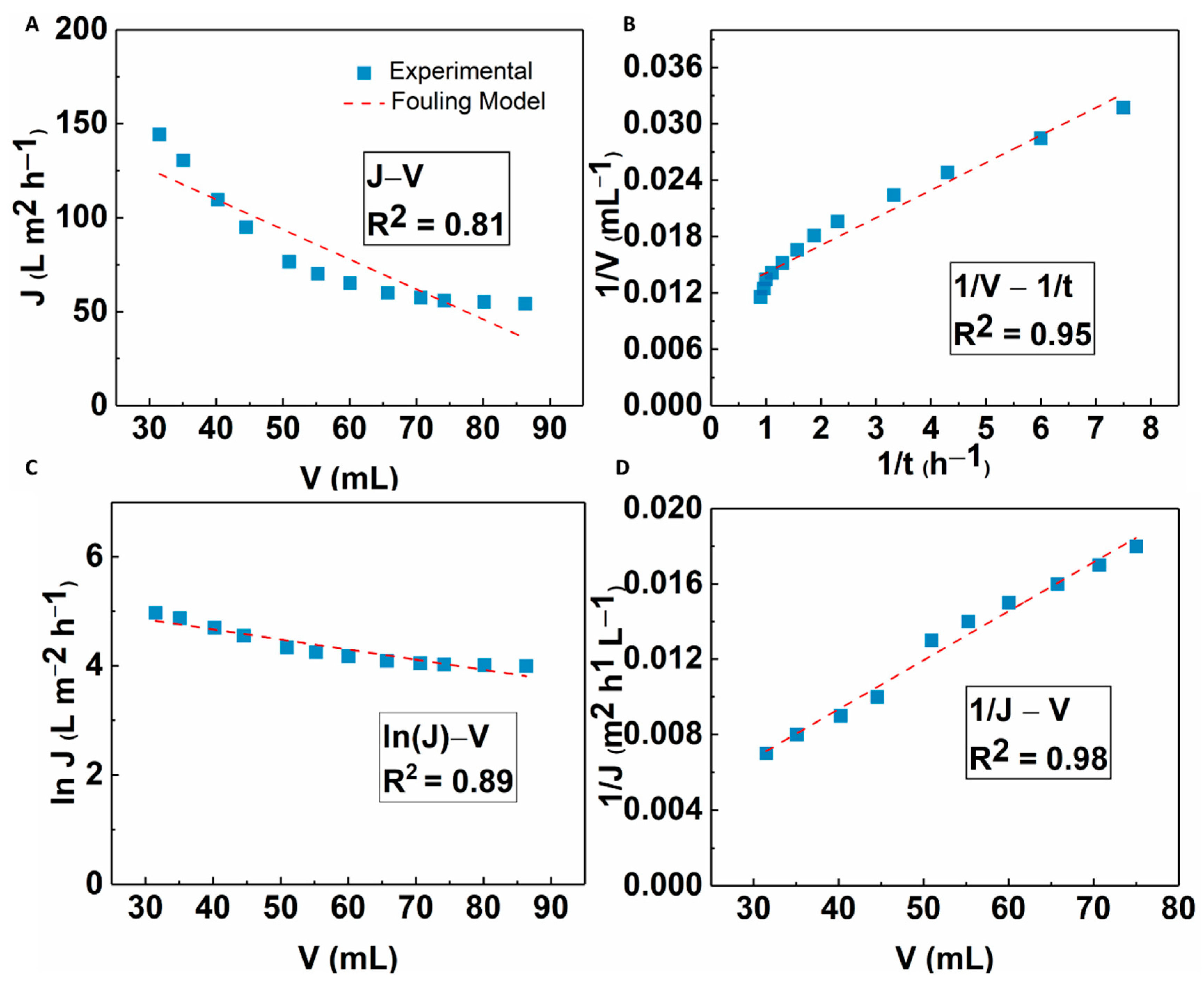
2.7. Modeling of the Membrane Fouling Mechanism
3. Results and Discussion
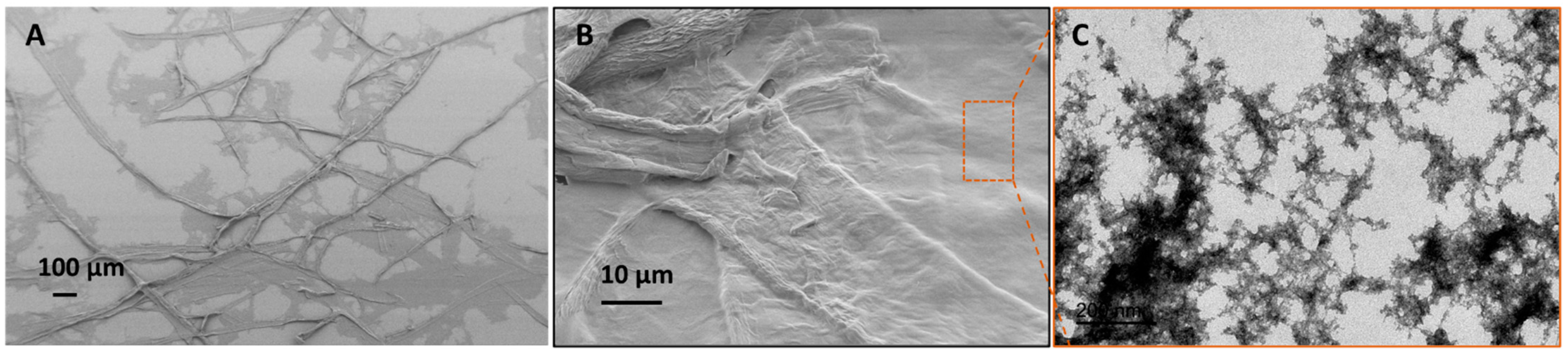
3.1. Structure and Property of MFC or Partially Fibrillated Carboxymethylated Cellulose Fibers
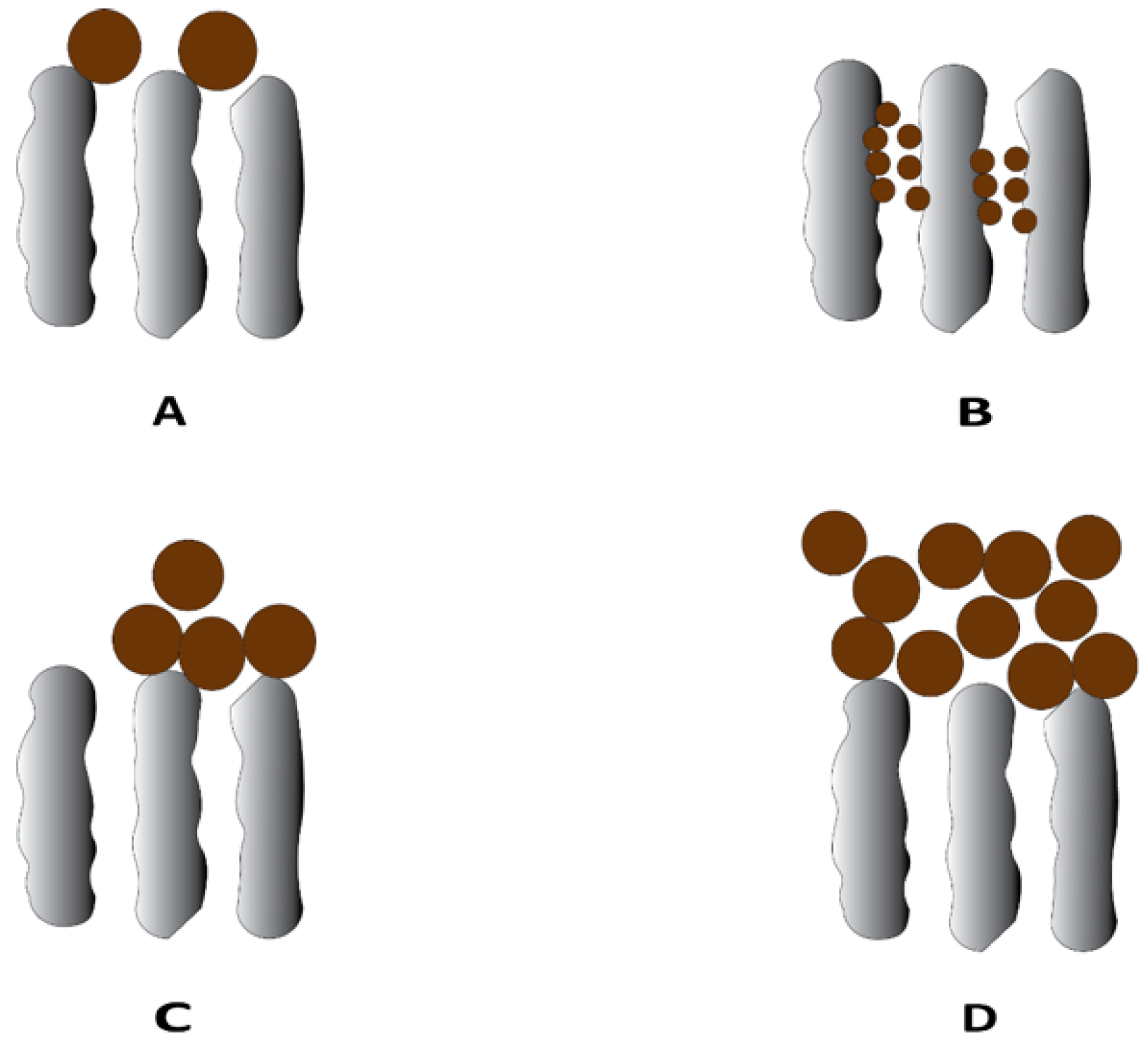
3.2. Nanostructured Cellulose-Silica Membranes
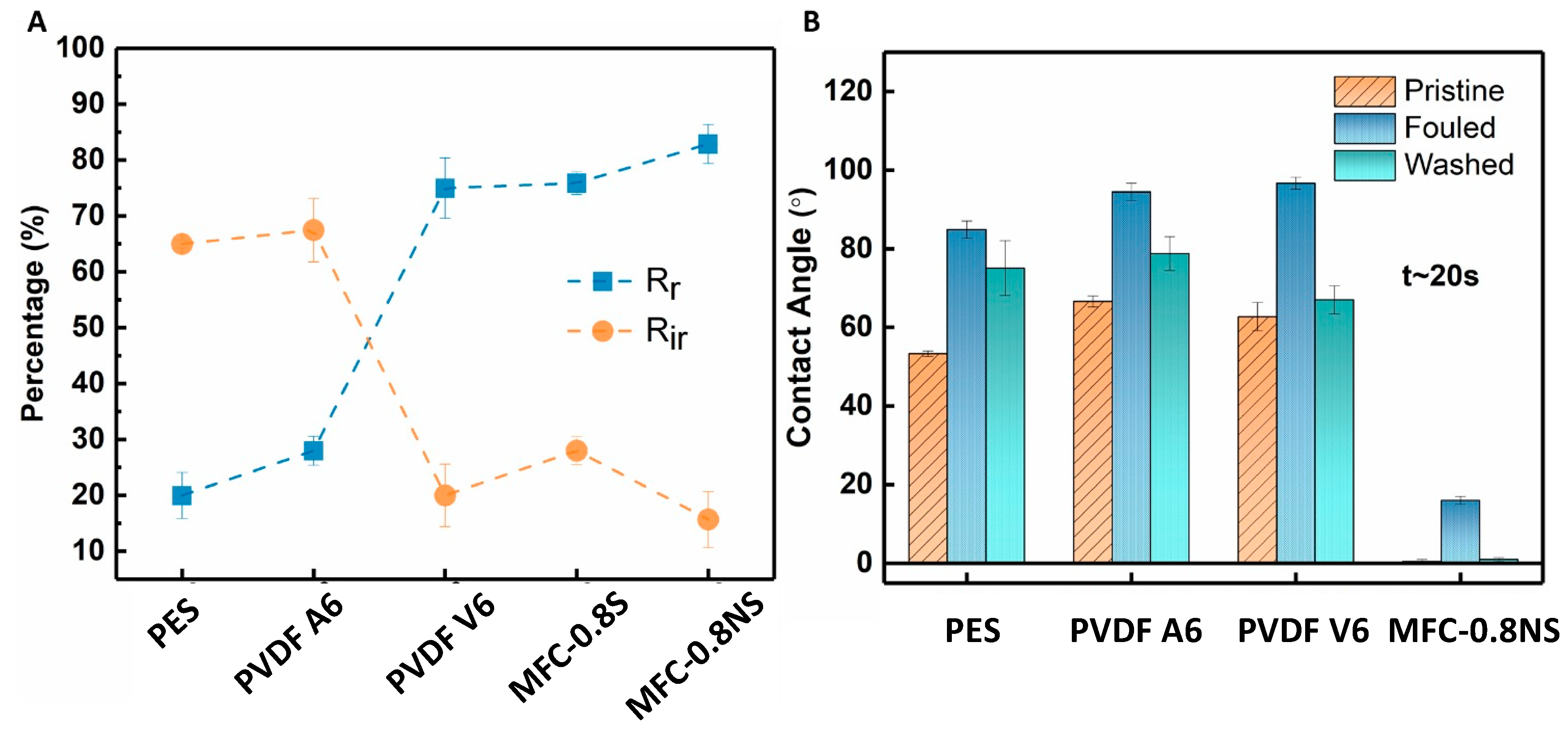
3.3. Wastewater Ultrafiltration and Antifouling Performance
3.4. Possible Fouling Mechanism of the MFC-NS Membrane
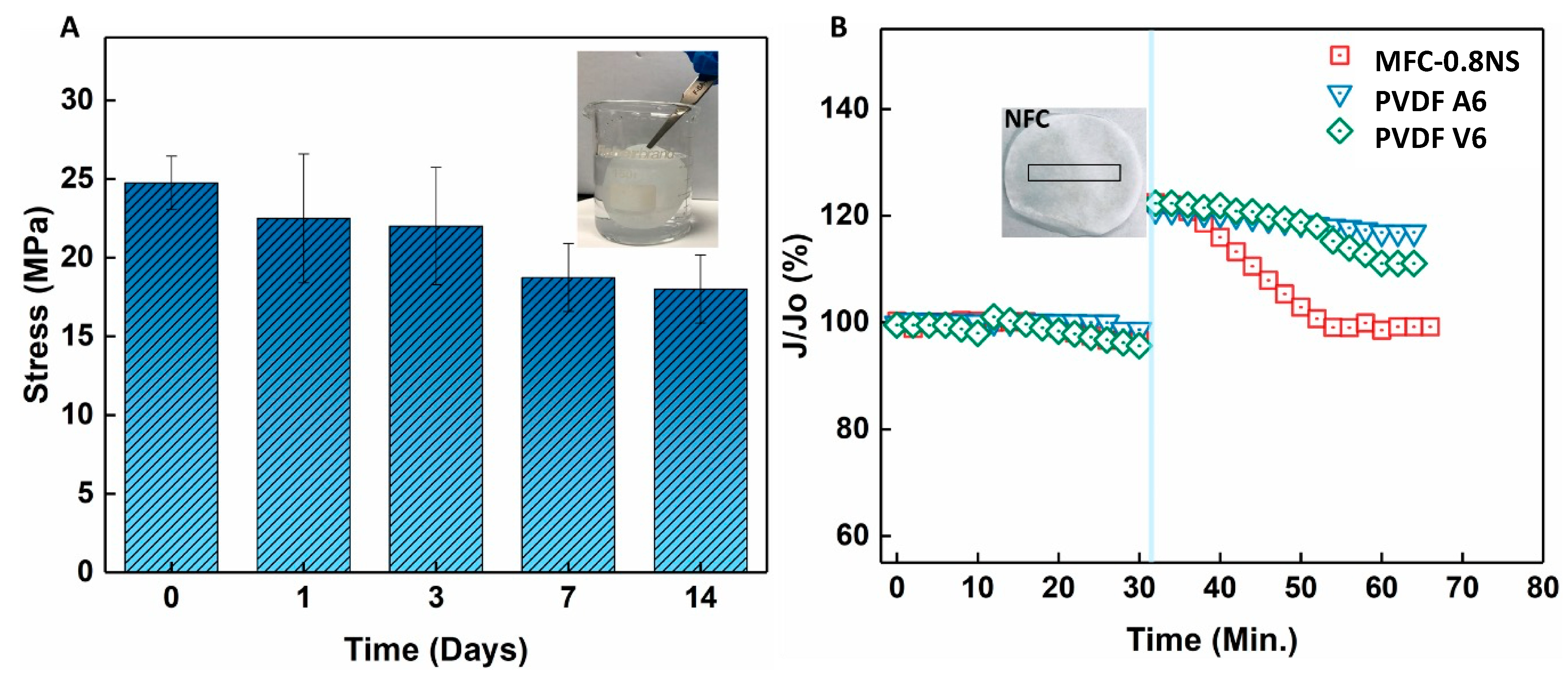
3.5. Durability and Self-Healing Property of MFC-NS Membranes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al Aani, S.; Mustafa, T.N.; Hilal, N. Ultrafiltration membranes for wastewater and water process engineering: A comprehensive statistical review over the past decade. J. Water Process Eng. 2020, 35, 101241. [Google Scholar] [CrossRef]
- Gao, W.; Liang, H.; Ma, J.; Han, M.; Chen, Z.-L.; Han, Z.-S.; Li, G.-B. Membrane fouling control in ultrafiltration technology for drinking water production: A review. Desalination 2011, 272, 1–8. [Google Scholar] [CrossRef]
- Kumar, R.; Ismail, A.F. Fouling control on microfiltration/ultrafiltration membranes: Effects of morphology, hydrophilicity, and charge. J. Appl. Polym. Sci. 2015, 132, 42042. [Google Scholar] [CrossRef]
- Koo, C.H.; Mohammad, A.W.; Suja’, F.; Meor Talib, M.Z. Review of the effect of selected physicochemical factors on membrane fouling propensity based on fouling indices. Desalination 2012, 287, 167–177. [Google Scholar] [CrossRef]
- Kang, G.-D.; Cao, Y.-M. Application and modification of poly(vinylidene fluoride) (PVDF) membranes—A review. J. Membr. Sci. 2014, 463, 145–165. [Google Scholar] [CrossRef]
- Kochkodan, V.; Hilal, N. A comprehensive review on surface modified polymer membranes for biofouling mitigation. Desalination 2015, 356, 187–207. [Google Scholar] [CrossRef]
- Du, X.; Shi, Y.; Jegatheesan, V.; Haq, I.U. A Review on the mechanism, impacts and control methods of membrane fouling in MBR system. Membranes 2020, 10, 24. [Google Scholar] [CrossRef]
- Shi, X.; Tal, G.; Hankins, N.P.; Gitis, V. Fouling and cleaning of ultrafiltration membranes: A review. J. Water Process Eng. 2014, 1, 121–138. [Google Scholar] [CrossRef]
- Miller, D.J.; Dreyer, D.R.; Bielawski, C.W.; Paul, D.R.; Freeman, B.D. Surface Modification of Water Purification Membranes. Angew. Chem. Int. Ed. 2017, 56, 4662–4711. [Google Scholar] [CrossRef]
- Liang, S.; Gao, P.; Gao, X.; Xiao, K.; Huang, X. Improved blending strategy for membrane modification by virtue of surface segregation using surface-tailored amphiphilic nanoparticles. Front. Environ. Sci. Eng. 2016, 10, 9. [Google Scholar] [CrossRef]
- Steen, M.L.; Jordan, A.C.; Fisher, E.R. Hydrophilic modification of polymeric membranes by low temperature H2O plasma treatment. J. Membr. Sci. 2002, 204, 341–357. [Google Scholar] [CrossRef]
- Ayyaru, S.; Ahn, Y.-H. Application of sulfonic acid group functionalized graphene oxide to improve hydrophilicity, permeability, and antifouling of PVDF nanocomposite ultrafiltration membranes. J. Membr. Sci. 2017, 525, 210–219. [Google Scholar] [CrossRef]
- Cui, A.; Liu, Z.; Xiao, C.; Zhang, Y. Effect of micro-sized SiO2-particle on the performance of PVDF blend membranes via TIPS. J. Membr. Sci. 2010, 360, 259–264. [Google Scholar] [CrossRef]
- Kumar, M.; Sreedhar, N.; Jaoude, M.A.; Arafat, H.A. High-flux, antifouling hydrophilized ultrafiltration membranes with tunable charge density combining sulfonated poly(ether sulfone) and aminated graphene oxide nanohybrid. ACS Appl. Mater. Interfaces 2020, 12, 1617–1627. [Google Scholar] [CrossRef] [PubMed]
- Carpenter, A.W.; de Lannoy, C.-F.; Wiesner, M.R. Cellulose nanomaterials in water treatment technologies. Environ. Sci. Technol. 2015, 49, 5277–5287. [Google Scholar] [CrossRef]
- Ma, H.; Burger, C.; Hsiao, B.S.; Chu, B. Ultra-fine cellulose nanofibers: New nano-scale materials for water purification. J. Mater. Chem. 2011, 21, 7507–7510. [Google Scholar] [CrossRef]
- Hadi, P.; Yang, M.; Ma, H.; Huang, X.; Walker, H.; Hsiao, B.S. Biofouling-resistant nanocellulose layer in hierarchical polymeric membranes: Synthesis, characterization and performance. J. Membr. Sci. 2019, 579, 162–171. [Google Scholar] [CrossRef]
- Ma, H.; Burger, C.; Hsiao, B.S.; Chu, B. Fabrication and characterization of cellulose nanofiber based thin-film nanofibrous composite membranes. J. Membr. Sci. 2014, 454, 272–282. [Google Scholar] [CrossRef]
- Yang, M.; Hadi, P.; Yin, X.; Yu, J.; Huang, X.; Ma, H.; Walker, H.; Hsiao, B.S. Antifouling nanocellulose membranes: How subtle adjustment of surface charge lead to self-cleaning property. J. Membr. Sci. 2021, 618, 118739. [Google Scholar] [CrossRef]
- Kolman, K.; Nechyporchuk, O.; Persson, M.; Holmberg, K.; Bordes, R. Combined nanocellulose/nanosilica approach for multiscale consolidation of painting canvases. ACS Appl. Nano Mater. 2018, 1, 2036–2040. [Google Scholar] [CrossRef]
- Liang, S.; Kang, Y.; Tiraferri, A.; Giannelis, E.P.; Huang, X.; Elimelech, M. Highly hydrophilic polyvinylidene fluoride (PVDF) ultrafiltration membranes via post fabrication grafting of surface-tailored silica nanoparticles. ACS Appl. Mater. Interfaces 2013, 5, 6694–6703. [Google Scholar] [CrossRef] [PubMed]
- Varanasi, S.; Low, Z.-X.; Batchelor, W. Cellulose nanofibre composite membranes–Biodegradable and recyclable UF membranes. Chem. Eng. J. 2015, 265, 138–146. [Google Scholar] [CrossRef]
- Mulder, M.; Mulder, J. Characterisation of Membranes. In Basic Principles of Membrane Technology; Springer: Cham, Switzerland, 1996; pp. 183–188. [Google Scholar]
- Shen, Y.; Zhao, W.; Xiao, K.; Huang, X. A systematic insight into fouling propensity of soluble microbial products in membrane bioreactors based on hydrophobic interaction and size exclusion. J. Membr. Sci. 2010, 346, 187–193. [Google Scholar] [CrossRef]
- Hermia, J. Constant pressure blocking filtration laws-application to power-law non-newtonian fluids. Trans. Inst. Chem. Eng. 1982, V 60, 183–187. [Google Scholar]
- Mohkami, M.; Talacipour, M. Investigation of the chemical structure of carboxylated and carboxymethylated fibers from wastepaper via XRD and FTIR analysis. Bioresources 1988, 6, 1988–2003. [Google Scholar]
- Tsuboi, M. Infrared spectrum and crystal structure of cellulose. J. Polym. Sci. 1957, XXV, 159–171. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Pettersson, T. The state of carboxymethylated nanofibrils after homogenization-aided dilution from concentrated suspensions: A rheological perspective. Cellulose 2014, 21, 2357–2368. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Erlandsson, J.; Sundstrom, J.; Flodberg, G. A comparative study of the properties of three nanofibrillated cellulose systems that have been produced at about the same energy consumption levels in the mechanical delaminaton step. Nord. Pulp Pap. Res. J. 2016, 31, 364–371. [Google Scholar] [CrossRef]
- Obokata, T.; Isogai, A. The mechanism of wet-strength development of cellulose sheets prepared with polyamideamine-epichlorohydrin (PAE) resin. Colloids Surf. A Physicochem. Eng. Asp. 2007, 302, 525–531. [Google Scholar] [CrossRef]
- Benitez, A.J.; Torres-Rendon, J.; Poutanen, M.; Walther, A. Humidity and multiscale structure govern mechanical properties and deformation modes in films of native cellulose nanofibrils. Biomacromolecules 2013, 14, 4497–4506. [Google Scholar] [CrossRef]
- Espy, H.H. The mechanism of wet-strength development in paper: A review. TAPPI J. 1995, 78, 90–99. [Google Scholar]
- Obokata, T.; Yanagisawa, M.; Isogai, A. Characterization of polyamideamine-epichlorohydrin (PAE) resin: Roles of azetidinium groups and molecular mass of PAE in wet strength development of paper prepared with PAE. J. Appl. Polym. Sci. 2005, 97, 2249–2255. [Google Scholar] [CrossRef]
- Liang, C.; Wang, L.; Liu, W.; Song, Z. Non-spherical colloidal silica particles—Preparation, application and model. Colloids Surf. A Physicochem. Eng. Asp. 2014, 457, 67–72. [Google Scholar] [CrossRef]
- Jiang, Y.; Shen, Y.; Wu, P. Self-assembly of multilayer films containing gold nanoparticles via hydrogen bonding. J. Colloid Interface Sci. 2008, 319, 398–405. [Google Scholar] [CrossRef]
- Salmi, J.; Nypelö, T.; Österberg, M.; Laine, J. Layer structures formed by silica nanoparticles and cellulose nanofibrils with cationic polyacrylamide (C-PAM) on cellulose surface and their influence on interactions. BioResources 2009, 4, 602–625. [Google Scholar]
- Liang, Y.; Ma, H.; Taha, A.A.; Hsiao, B.S. High-flux anti-fouling nanofibrous composite ultrafiltration membranes containing negatively charged water channels. J. Membr. Sci. 2020, 612, 118382. [Google Scholar] [CrossRef]
- Sun, Z.K.; Zhou, Y.; Jiao, Y.; Cheng, X.Q.; Zhang, Y.; Wang, P.; Liang, H.; Yang, X.; Drioli, E.; Figoli, A.; et al. Multi-hydrophilic functional network enables porous membranes excellent anti-fouling performance for highly efficient water remediation. J. Membr. Sci. 2020, 608, 118191. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fouling Model | Equation |
|---|---|
| Complete Blocking | |
| Standard Blocking | |
| Intermediate Blocking | |
| Cake Filtration |
| Fiber Conc. % (w/w) and No. of Passes | Pressure (bar) | Apparent Degree of Delamination, cN (%) | Estimated Energy Consumption (kWh/ton) |
|---|---|---|---|
| 0.6%, 2 Pass | 350 | 53.8 ± 2.1 | 3239 |
| 0.5%, 1 Pass | 350 | 12.5 ± 4.4 | 1620 |
| 0.9%, 1 Pass | 100 | 5.4 ± 2.5 | 310 |
| Membrane | Manufacturer | Porosity (%) | Thickness (µm) | Contact Angle (°) |
|---|---|---|---|---|
| PES LX | Sterlitech | 49 ± 2.5 | 190 | 53.3 ± 1.1 |
| PVDF A6 | Sterlitech | 50 ± 3.5 | 190 | 66.6 ± 1.5 |
| PVDF V6 | Sterlitech | 65.2 ± 0.5 | 200 | 62.7 ± 3.8 |
| MFC-0.8NS | - | 58.5 ± 2.5 | 180 | ~0 |
| MFC-0.8S | - | 54.5 ± 1.3 | 150 | ~0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joshi, R.; Sebat, N.; Chi, K.; Khan, M.; Johnson, K.I.; Alhamzani, A.G.; Habib, M.A.; Lindstrom, T.; Hsiao, B.S. Low Fouling Nanostructured Cellulose Membranes for Ultrafiltration in Wastewater Treatment. Membranes 2023, 13, 147. https://doi.org/10.3390/membranes13020147
Joshi R, Sebat N, Chi K, Khan M, Johnson KI, Alhamzani AG, Habib MA, Lindstrom T, Hsiao BS. Low Fouling Nanostructured Cellulose Membranes for Ultrafiltration in Wastewater Treatment. Membranes. 2023; 13(2):147. https://doi.org/10.3390/membranes13020147
Chicago/Turabian StyleJoshi, Ritika, Nilay Sebat, Kai Chi, Madani Khan, Ken I. Johnson, Abdulrahman G. Alhamzani, M. A. Habib, Tom Lindstrom, and Benjamin S. Hsiao. 2023. "Low Fouling Nanostructured Cellulose Membranes for Ultrafiltration in Wastewater Treatment" Membranes 13, no. 2: 147. https://doi.org/10.3390/membranes13020147
APA StyleJoshi, R., Sebat, N., Chi, K., Khan, M., Johnson, K. I., Alhamzani, A. G., Habib, M. A., Lindstrom, T., & Hsiao, B. S. (2023). Low Fouling Nanostructured Cellulose Membranes for Ultrafiltration in Wastewater Treatment. Membranes, 13(2), 147. https://doi.org/10.3390/membranes13020147