
Recovery of Water-Soluble Compounds from Tisochrysis lutea


Abstract
:1. Introduction
2. Materials and Methods
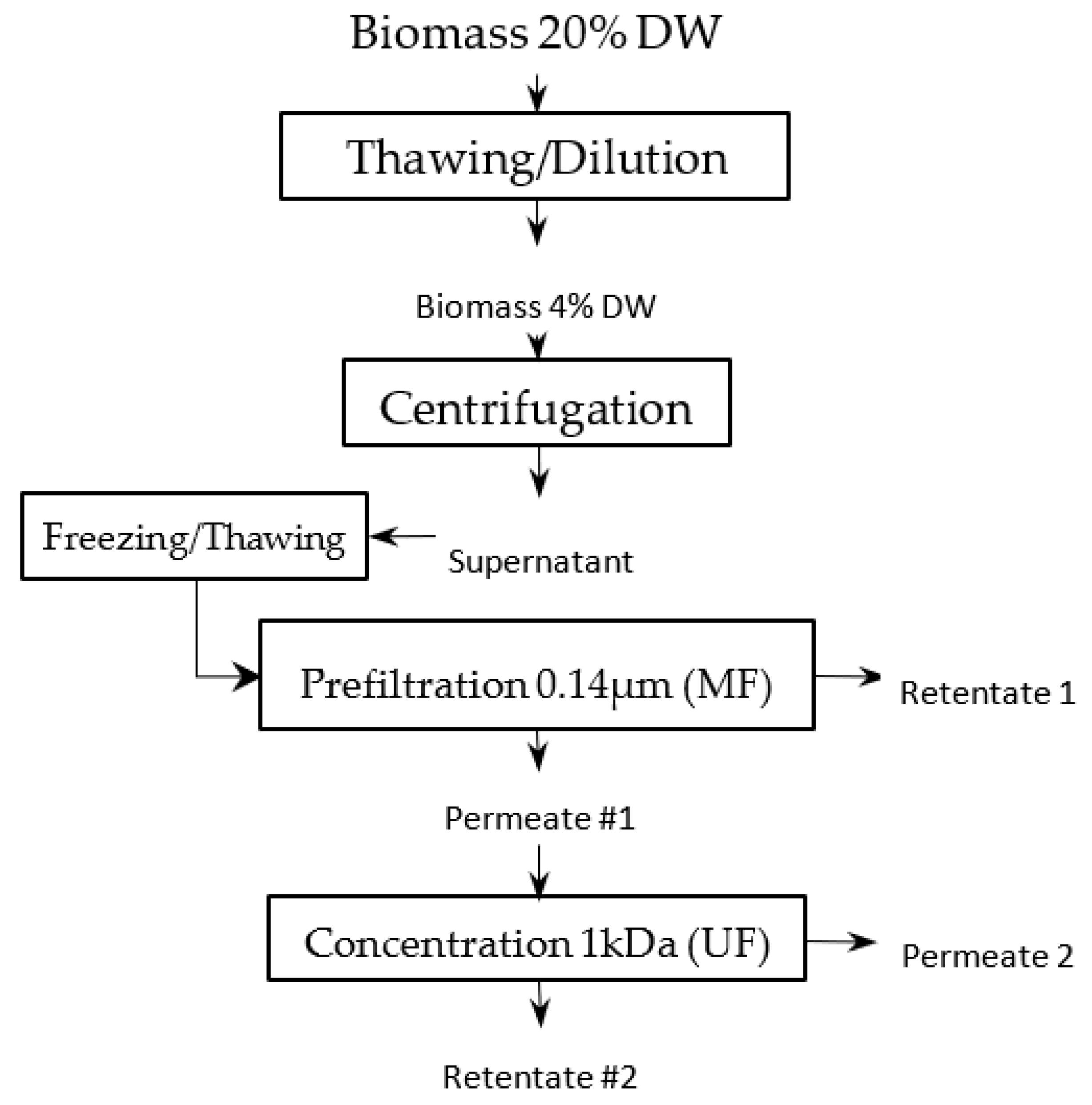
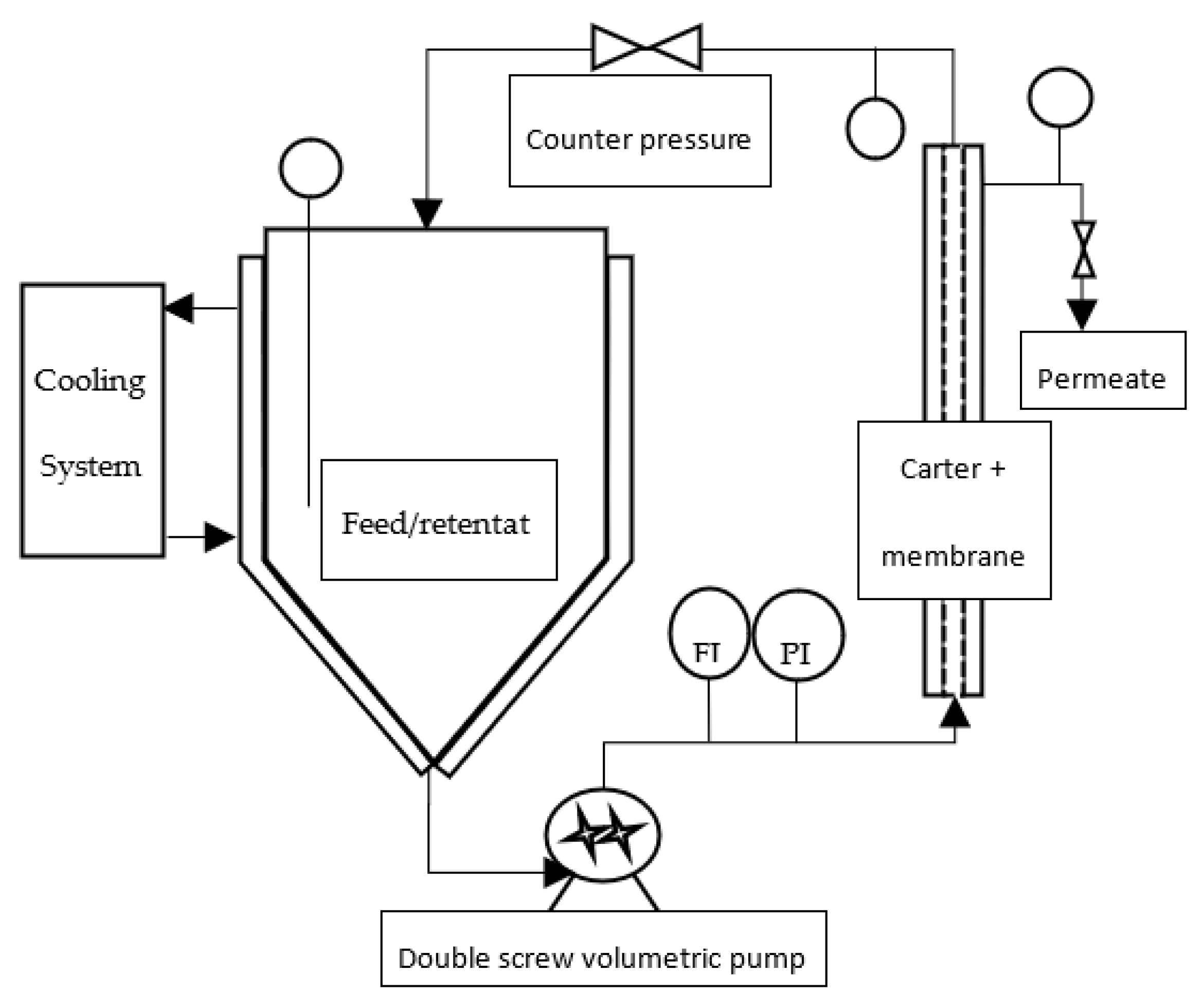
2.1. Extraction and Recovery Methods
2.2. Analyses
3. Results
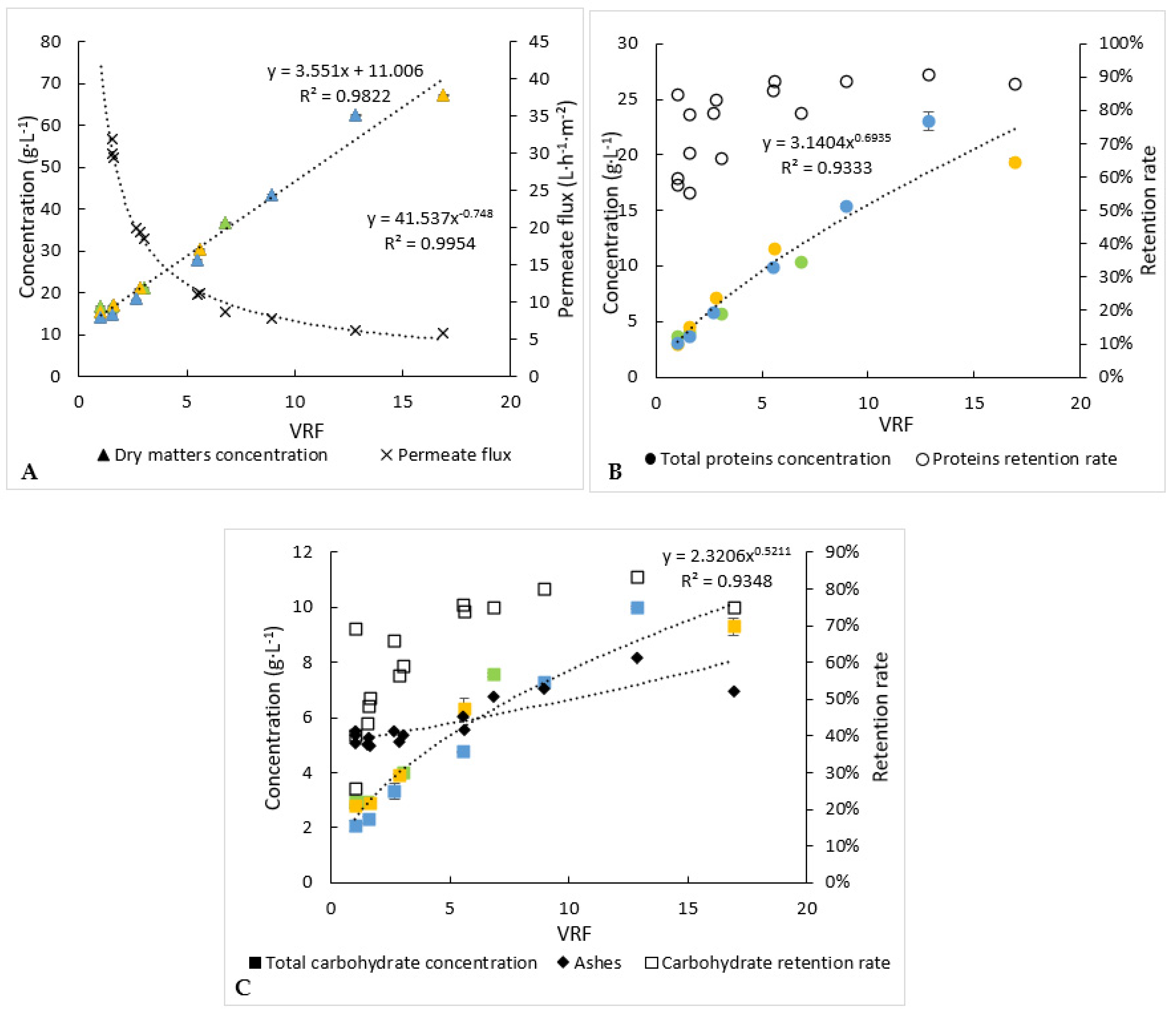
3.1. Microfiltration Experiments
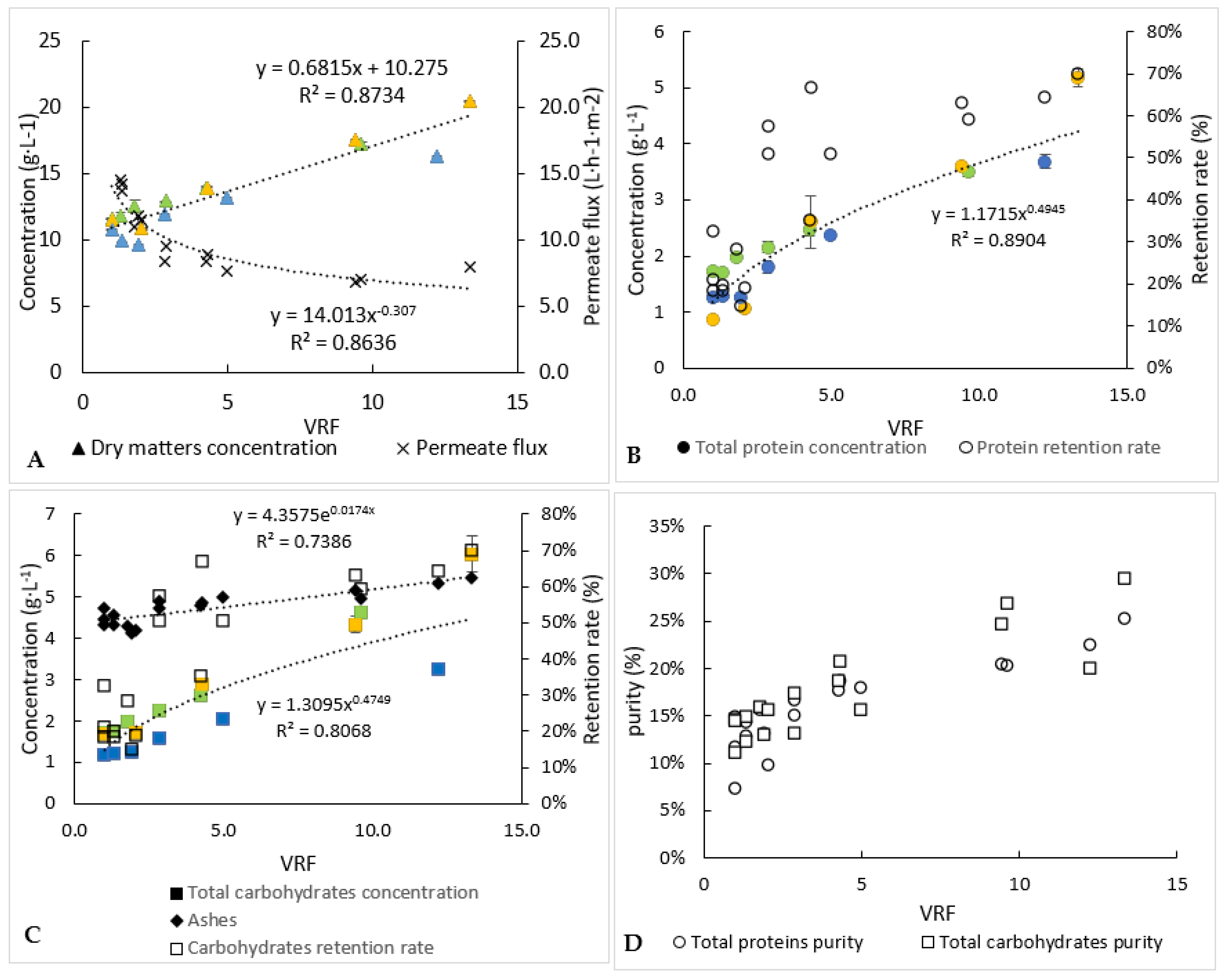
3.2. Ultrafiltration Experiments
3.3. Bioactivity
3.4. Economic Aspect
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Safi, C.; Zebib, B.; Merah, O.; Pontalier, P.-Y.; Vaca-Garcia, C. Morphology, composition, production, processing and applications of Chlorella vulgaris: A review. Renew. Sustain. Energy Rev. 2014, 35, 265–278. [Google Scholar] [CrossRef] [Green Version]
- Levasseur, W.; Perré, P.; Pozzobon, V. A review of high value-added molecules production by microalgae in light of the classification. Biotechnol. Adv. 2020, 41, 107545. [Google Scholar] [CrossRef]
- Chew, K.W.; Yap, J.Y.; Show, P.L.; Suan, N.H.; Juan, J.C.; Ling, T.C.; Lee, D.-J.; Chang, J.-S. Microalgae biorefinery: High value products perspectives. Bioresour. Technol. 2017, 229, 53–62. [Google Scholar] [CrossRef]
- Khanra, S.; Mondal, M.; Halder, G.; Tiwari, O.N.; Gayen, K.; Bhowmick, T.K. Downstream processing of microalgae for pigments, protein and carbohydrate in industrial application: A review. Food Bioprod. Process. 2018, 110, 60–84. [Google Scholar] [CrossRef]
- Denis, C.; Massé, A.; Fleurence, J.; Jaouen, P. Concentration and pre-purification with ultrafiltration of a R-phycoerythrin solution extracted from macro-algae Grateloupia turuturu: Process definition and up-scaling. Sep. Purif. Technol. 2009, 69, 37–42. [Google Scholar] [CrossRef]
- Soto-Sierra, L.; Stoykova, P.; Nikolov, Z.L. Extraction and fractionation of microalgae-based protein products. Algal Res. 2018, 36, 175–192. [Google Scholar] [CrossRef]
- Gifuni, I.; Lavenant, L.; Pruvost, J.; Masse, A. Recovery of microalgal protein by three-steps membrane filtration: Advancements and feasibility. Algal Res. 2020, 51, 102082. [Google Scholar] [CrossRef]
- Lorente, E.; Hapońska, M.; Clavero, E.; Torras, C.; Salvadó, J. Steam Explosion and Vibrating Membrane Filtration to Improve the Processing Cost of Microalgae Cell Disruption and Fractionation. Processes 2018, 6, 28. [Google Scholar] [CrossRef] [Green Version]
- Hori, T.; Green, J.C. The ultrastructure of mitosis inIsochrysis galbana parke (Prymnesiophyceae). Protoplasma 1985, 125, 140–151. [Google Scholar] [CrossRef]
- Bendif, E.M.; Probert, I.; Schroeder, D.C.; de Vargas, C. On the description of Tisochrysis lutea gen. nov. sp. nov. and Isochrysis nuda sp. nov. in the Isochrysidales, and the transfer of Dicrateria to the Prymnesiales (Haptophyta). J. Appl. Phycol. 2013, 25, 1763–1776. [Google Scholar] [CrossRef]
- Liu, C.-P.; Lin, L.-P. Ultrastructural study and lipid formation of Isochrysis sp. Bot. Bull. Acad. Sin. 2001, 42, 8. [Google Scholar]
- Brown, M.R.; Jeffrey, S.W.; Volkman, J.K.; Dunstan, G.A. Nutritional properties of microalgae for mariculture. Aquaculture 1997, 151, 315–331. [Google Scholar] [CrossRef]
- Zhu, C.J.; Lee, Y.K. Determination of biomass dry weight of marine microalgae. J. Appl. Phycol. 1997, 9, 189–194. [Google Scholar] [CrossRef]
- Ursu, A.-V.; Marcati, A.; Sayd, T.; Sante-Lhoutellier, V.; Djelveh, G.; Michaud, P. Extraction, fractionation and functional properties of proteins from the microalgae Chlorella vulgaris. Bioresour. Technol. 2014, 157, 134–139. [Google Scholar] [CrossRef]
- Miron, S.M.; Dutournié, P.; Thabet, K.; Ponche, A. Filtration of protein-based solutions with ceramic ultrafiltration membrane. Study of selectivity, adsorption, and protein denaturation. Comptes Rendus Chim. 2019, 22, 198–205. [Google Scholar] [CrossRef]
- Marbelia, L.; Mulier, M.; Vandamme, D.; Muylaert, K.; Szymczyk, A.; Vankelecom, I.F.J. Polyacrylonitrile membranes for microalgae filtration: Influence of porosity, surface charge and microalgae species on membrane fouling. Algal Res. 2016, 19, 128–137. [Google Scholar] [CrossRef]
- Marcati, A.; Ursu, A.V.; Laroche, C.; Soanen, N.; Marchal, L.; Jubeau, S.; Djelveh, G.; Michaud, P. Extraction and fractionation of polysaccharides and B-phycoerythrin from the microalga Porphyridium cruentum by membrane technology. Algal Res. 2014, 5, 258–263. [Google Scholar] [CrossRef]
- Balti, R.; Le Balc’h, R.; Brodu, N.; Gilbert, M.; Le Gouic, B.; Le Gall, S.; Sinquin, C.; Massé, A. Concentration and purification of Porphyridium cruentum exopolysaccharides by membrane filtration at various cross-flow velocities. Process Biochem. 2018, 74, 175–184. [Google Scholar] [CrossRef] [Green Version]
- Zaouk, L.; Massé, A.; Bourseau, P.; Taha, S.; Rabiller-Baudry, M.; Jubeau, S.; Teychené, B.; Pruvost, J.; Jaouen, P. Filterability of exopolysaccharides solutions from the red microalga Porphyridium cruentum by tangential filtration on a polymeric membrane. Environ. Technol. 2020, 41, 1167–1184. [Google Scholar] [CrossRef]
- Jaouen, P.; Lepine, B.; Rossignol, N.; Royer, R. Clarification and concentration with membrane technology of a phycocyanin solution extracted from Spirulina platensis. Biotechnol. Tech. 1999, 13, 877–881. [Google Scholar] [CrossRef]
- Chaiklahan, R.; Chirasuwan, N.; Loha, V.; Tia, S.; Bunnag, B. Separation and purification of phycocyanin from Spirulina sp. using a membrane process. Bioresour. Technol. 2011, 102, 7159–7164. [Google Scholar] [CrossRef] [PubMed]
- Gerardo, M.L.; Oatley-Radcliffe, D.L.; Lovitt, R.W. Integration of membrane technology in microalgae biorefineries. J. Membr. Sci. 2014, 464, 86–99. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Volume | 50 L | ||||
|---|---|---|---|---|---|
| VRF max | 17 | ||||
| Jmean | 16 L·h−1·m−² | ||||
| Filtration surface | 0.35 m² | ||||
| Duration | 8.4 h | ||||
| Concentrations (g·L−1) | Mean feedstock * | Final retentate * | Final permeate | Yr (%) | Yp (%) |
| Total proteins | 3.1 | 22.4 | 1.3 ± 0.09 | 35 | 32 |
| Total carbohydrates | 2.3 | 10.2 | 1.5 ± 0.01 | 20 | 47 |
| Total ashes | 5.2 | 8.1 | 4.5 ± 0.01 | 9 | 78 |
| Dry matter | 14.6 | 71.4 | 11.3 ± 0.02 | 25 | 64 |
| Initial Volume | 50 L | ||||
|---|---|---|---|---|---|
| VRF max | 13 | ||||
| Jmean | 10 L·h−1·m−2 | ||||
| Filtration surface | 0.55 m² | ||||
| Duration | 8.39 h | ||||
| Concentrations (g·L−1) | Mean feedstock | Final retentate | Mean final permeate | Yr (%) | Yp (%) |
| Total proteins | 1.2 | 4.3 | 1.07 ± 0.18 | 27 | 82 |
| Total carbohydrates | 1.3 | 4.4 | 1.02 ± 0.07 | 26 | 72 |
| Total ashes | 4.4 | 5.5 | 4.5 ± 0.16 | 10 | 94 |
| Dry matter | 10.9 | 19.1 | 9.6 ± 0.30 | 13 | 81 |
| Curative Anti-Aging | Preventive Anti-Aging | Preventive and Curative Anti-Aging | ||
|---|---|---|---|---|
| Dermal cells | 5 | 6 | 7 | 0 |
| Epidermal cells | 0 | 0 | 4 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lina, R.; Lepine, O.; Jaouen, P.; Masse, A. Recovery of Water-Soluble Compounds from Tisochrysis lutea. Membranes 2022, 12, 766. https://doi.org/10.3390/membranes12080766
Lina R, Lepine O, Jaouen P, Masse A. Recovery of Water-Soluble Compounds from Tisochrysis lutea. Membranes. 2022; 12(8):766. https://doi.org/10.3390/membranes12080766
Chicago/Turabian StyleLina, Robin, Olivier Lepine, Pascal Jaouen, and Anthony Masse. 2022. "Recovery of Water-Soluble Compounds from Tisochrysis lutea" Membranes 12, no. 8: 766. https://doi.org/10.3390/membranes12080766
APA StyleLina, R., Lepine, O., Jaouen, P., & Masse, A. (2022). Recovery of Water-Soluble Compounds from Tisochrysis lutea. Membranes, 12(8), 766. https://doi.org/10.3390/membranes12080766