
Electro-Driven Materials and Processes for Lithium Recovery—A Review




 ,
,  and
and 
Abstract
:1. Introduction
2. Benchmark Lithium Compounds Production Technologies
2.1. Conventional Recovery of Li from Ores
2.2. Conventional Recovery of Li from Brines

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Adsorption | Membrane-Type Technologies | Thermal Technologies |
|---|---|---|---|
| Active reagents | Ion exchange resins, sorbents such as activated carbon or spinel-type materials | Ion exchange membranes, porous and nonporous membranes, asymmetrical with active thin layer | Thermal energy from sun light |
| Time | 12–24 h | 12–24 h | >45 days |
| Temperature | 25 °C | 25 °C | Depends on the region of evaporation (25–35 °C) |
| Disadvantages | Sorption and desorption operation are required; batch operation; column package consumes a lot of resin (>0.5 kg); pretreatment is required | Fouling of membranes; stack of member to be effective; costs of membranes; required the separation and concentration nexus; pretreatment is required; required driven forces | Long-lasting process; small amount of brine rich in Li+ salts; low selective method |
| Advantages | Flexibility of application depends on the type of resin; high selective; long-lasting time of using | High selectivity; continuous operations; flexibility of application | High concentrations of Li salts are obtained |
2.3. Conventional Li Recovery from e-Waste Products and Process Liquors
3. Electro-Membrane Processes for Lithium Recovery
3.1. Lithium Extraction from Brines by Electrodialysis
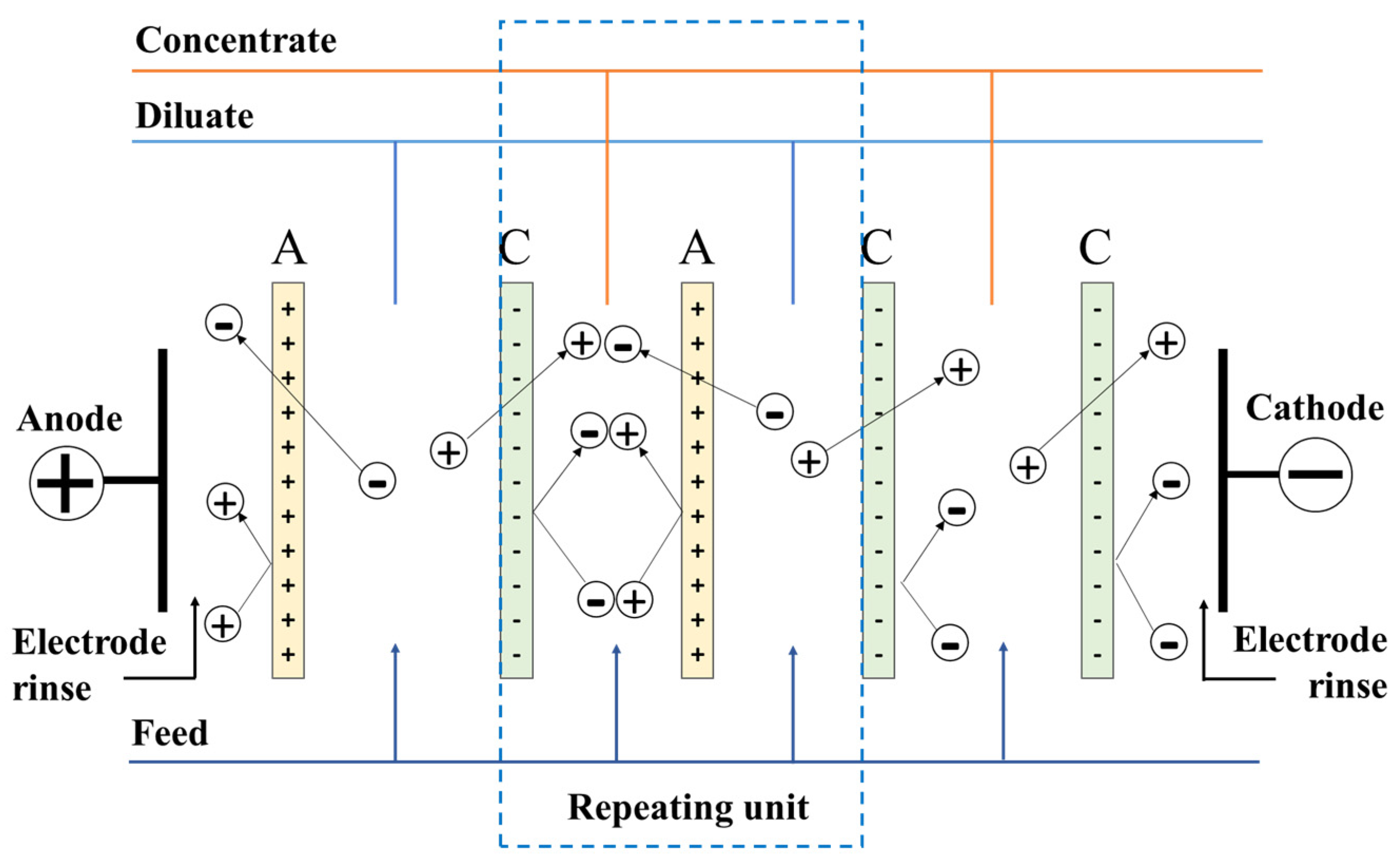
3.1.1. Principle of Electrodialysis and Materials Considerations
3.1.2. Li extraction Case Studies with ED
3.2. Capacitive Deionization (CDI)
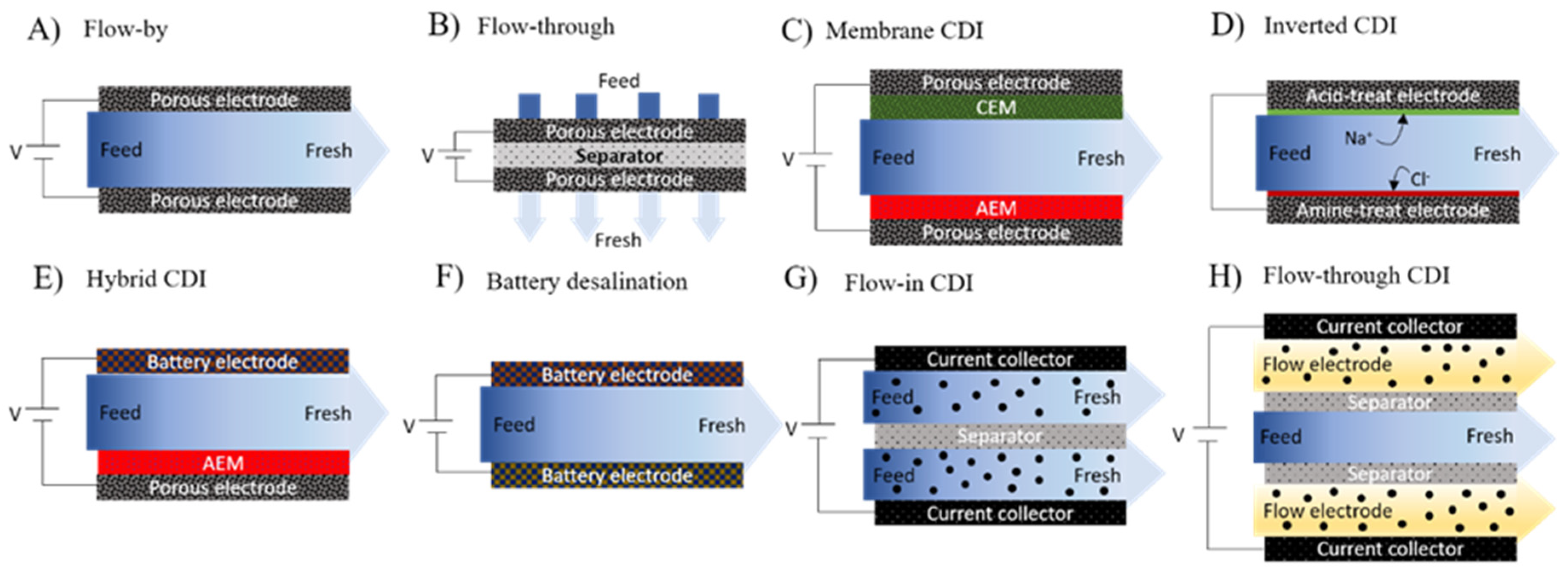
3.2.1. Operation of CDI Systems
3.2.2. Performance/Materials Relationships for Li Recovery in CDI Systems
3.3. Hybrid Membrane Systems Involving Electro-Membrane Processes
3.3.1. Electrodialysis (ED)–Reverse Osmosis (RO)
3.3.2. Ion Exchange Adsorption–Ultrafiltration (UF)
3.3.3. Adsorptive Ion Exchange Membranes
3.3.4. Membrane Distillation Crystallization
3.3.5. Leaching–Flotation–Precipitation Process
3.3.6. Membrane Electrolysis
3.3.7. Membrane with Incorporated Metal–Organic Frameworks (MOF-on-MOF)
3.3.8. Pervaporation
4. Economical Aspects of Lithium Recovery with Electro-Driven Membrane Processes
4.1. Lithium Recovery from Minerals
4.2. Lithium Recovery from Brines
4.3. Lithium Recovery from e-Waste Brines
5. Summary and Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.; Han, A.; Yang, Y. Review on the production of high-purity lithium metal. J. Mater. Chem. A 2020, 8, 22455–22466. [Google Scholar] [CrossRef]
- Choubey, P.K.; Kim, M.S.; Srivastava, R.R.; Lee, J.C.; Lee, J.Y. Advance review on the exploitation of the prominent energy-storage element: Lithium. Part I: From mineral and brine resources. Miner. Eng. 2016, 89, 119–137. [Google Scholar] [CrossRef]
- Brandt, F.; Haus, R. New concepts for lithium minerals processing. Miner. Eng. 2010, 23, 659–661. [Google Scholar] [CrossRef]
- Ji, P.Y.; Ji, Z.Y.; Chen, Q.B.; Liu, J.; Zhao, Y.Y.; Wang, S.Z.; Li, F.; Yuan, J.S. Effect of coexisting ions on recovering lithium from high Mg2+/Li+ ratio brines by selective-electrodialysis. Sep. Purif. Technol. 2018, 207, 1–11. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Extraction of lithium from primary and secondary sources by pre-treatment, leaching and separation: A comprehensive review. Hydrometallurgy 2014, 150, 192–208. [Google Scholar] [CrossRef]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Siekierka, A.; Tomaszewska, B.; Bryjak, M. Lithium capturing from geothermal water by hybrid capacitive deionization. Desalination 2018, 436, 8–14. [Google Scholar] [CrossRef]
- Chen, Q.B.; Ji, Z.Y.; Liu, J.; Zhao, Y.Y.; Wang, S.Z.; Yuan, J.S. Development of recovering lithium from brines by selective-electrodialysis: Effect of coexisting cations on the migration of lithium. J. Memb. Sci. 2018, 548, 408–420. [Google Scholar] [CrossRef]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a recycling process for Li-ion batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J. Spent rechargeable lithium batteries in e-waste: Composition and its implications. Front. Environ. Sci. Eng. 2014, 8, 792–796. [Google Scholar] [CrossRef]
- Nguyen, T.; Lee, M. A Review on the Separation of Lithium Ion from Leach Liquors of Primary and Secondary Resources by Solvent Extraction with Commercial Extractants. Processes 2018, 6, 55. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Liang, J.; Yang, Z.; Li, G. A review of lithium-ion battery for electric vehicle applications and beyond. Energy Procedia 2019, 158, 4363–4368. [Google Scholar] [CrossRef]
- Schiemann, M.; Bergthorson, J.; Fischer, P.; Scherer, V.; Taroata, D.; Schmid, G. A review on lithium combustion. Appl. Energy 2016, 162, 948–965. [Google Scholar] [CrossRef]
- Xu, W.; Birbilis, N.; Sha, G.; Wang, Y.; Daniels, J.E.; Xiao, Y.; Ferry, M. A high-specific-strength and corrosion-resistant magnesium alloy. Nat. Mater. 2015, 14, 1229–1235. [Google Scholar] [CrossRef]
- Schmuch, R.; Wagner, R.; Hörpel, G.; Placke, T.; Winter, M. Performance and cost of materials for lithium-based rechargeable automotive batteries. Nat. Energy 2018, 3, 267–278. [Google Scholar] [CrossRef]
- National Minerals Information Center. Lithium (Data in Metric Tons of Lithium Content Unless Otherwise Noted); National Minerals Information Center: Reston, WV, USA, 2019.
- Vikström, H.; Davidsson, S.; Höök, M. Lithium availability and future production outlooks. Appl. Energy 2013, 110, 252–266. [Google Scholar] [CrossRef] [Green Version]
- Mohr, S.H.; Mudd, G.M.; Giurco, D. Lithium Resources and Production: Critical Assessment and Global Projections. Minerals 2012, 2, 65–84. [Google Scholar] [CrossRef]
- Bunani, S.; Kabay, N.; Bunani, S.; Arda, M.; Yoshizuka, K.; Nishihama, S.; Bunani, S. Effect of process conditions on recovery of lithium and boron from water using bipolar membrane electrodialysis (BMED). Desalination 2017, 416, 10–15. [Google Scholar] [CrossRef]
- Recepoğlu, Y.K.; Kabay, N.; Yılmaz-Ipek, İ.; Arda, M.; Yüksel, M.; Yoshizuka, K.; Nishihama, S. Elimination of boron and lithium coexisting in geothermal water by adsorption-membrane filtration hybrid process. Sep. Sci. Technol. 2018, 53, 856–862. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Qadir, R.; Gulshan, F. Reclamation of Lithium Cobalt Oxide from Waste Lithium Ion Batteries to Be Used as Recycled Active Cathode Materials. Mater. Sci. Appl. 2018, 09, 142–154. [Google Scholar] [CrossRef] [Green Version]
- Lin, S.; Zhao, J. Functional Electrolyte of Fluorinated Ether and Ester for Stabilizing Both 4.5 v LiCoO2 Cathode and Lithium Metal Anode. ACS Appl. Mater. Interfaces 2020, 12, 8316–8323. [Google Scholar] [CrossRef]
- Dominko, R.; Gaberscek, M.; Drofenik, J.; Bele, M.; Pejovnik, S.; Jamnik, J. The role of carbon black distribution in cathodes for Li ion batteries. J. Power Sources 2003, 119–121, 770–773. [Google Scholar] [CrossRef]
- Naumann, M.; Spingler, F.; Jossen, A. Analysis and modeling of cycle aging of a commercial LiFePO4/graphite cell. J. Power Sources 2020, 451, 227666. [Google Scholar] [CrossRef]
- Yamada, Y. Concentrated Battery Electrolytes: Developing New Functions by Manipulating the Coordination States. Bull. Chem. Soc. Jpn. 2020, 93, 109–118. [Google Scholar] [CrossRef]
- Liu, J.; Wang, Y.; Liu, F.; Cheng, F.; Chen, J. Improving metallic lithium anode with NaPF6 additive in LiPF6-carbonate electrolyte. J. Energy Chem. 2020, 42, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Sun, Y.; Zhou, Y.; Hai, C.; Hu, S.; Zeng, J.; Shen, Y.; Dong, S.; Qi, G.; Li, F. Investigation of the synergetic effects of LiBF4 and LiODFB as wide-temperature electrolyte salts in lithium-ion batteries. Ionics 2018, 24, 2995–3004. [Google Scholar] [CrossRef]
- Alessia, A.; Alessandro, B.; Maria, V.G.; Carlos, V.A.; Francesca, B. Challenges for sustainable lithium supply: A critical review. J. Clean. Prod. 2021, 300, 126954. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, W.; Xu, R.; Wang, L.; Tang, H. Lithium extraction from water lithium resources through green electrochemical-battery approaches: A comprehensive review. J. Clean. Prod. 2021, 285, 124905. [Google Scholar] [CrossRef]
- Kader, Z.A.; Marshall, A.; Kennedy, J. A review on sustainable recycling technologies for lithium-ion batteries. Emergent Mater. 2021, 4, 725–735. [Google Scholar] [CrossRef]
- Jandová, J.; Vu, H.N.; Belková, T.; Dvořák, P.; Kondás, J. Obtaining Li2CO3 from Zinnwaldite Wastes. Ceram. Silikáty 2009, 53, 108–112. [Google Scholar]
- Guo, H.; Kuang, G.; Yang, J.X.; Hu, S. Fundamental Research on a New Process to Remove Al3+ as Potassium Alum during Lithium Extraction from Lepidolite. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2016, 47, 3557–3564. [Google Scholar] [CrossRef]
- Choubey, P.K.; Chung, K.S.; Kim, M.S.; Lee, J.C.; Srivastava, R.R. Advance review on the exploitation of the prominent energy-storage element Lithium. Part II: From sea water and spent lithium ion batteries (LIBs). Miner. Eng. 2017, 110, 104–121. [Google Scholar] [CrossRef]
- Talens Peiró, L.; Villalba Méndez, G.; Ayres, R.U. Lithium: Sources, production, uses, and recovery outlook. JOM 2013, 65, 986–996. [Google Scholar] [CrossRef] [Green Version]
- Fosu, A.Y.; Kanari, N.; Vaughan, J.; Chagnes, A. Literature Review and Thermodynamic Modelling of Roasting Processes for Lithium Extraction from Spodumene. Metals 2020, 10, 1312. [Google Scholar] [CrossRef]
- Siame, E.; Pascoe, R.D. Extraction of lithium from micaceous waste from china clay production. Miner. Eng. 2011, 24, 1595–1602. [Google Scholar] [CrossRef]
- Luong, V.T.; Kang, D.J.; An, J.W.; Dao, D.A.; Kim, M.J.; Tran, T. Iron sulphate roasting for extraction of lithium from lepidolite. Hydrometallurgy 2014, 141, 8–16. [Google Scholar] [CrossRef]
- Luong, V.T.; Kang, D.J.; An, J.W.; Kim, M.J.; Tran, T. Factors affecting the extraction of lithium from lepidolite. Hydrometallurgy 2013, 134–135, 54–61. [Google Scholar] [CrossRef]
- Amer, A.M. The hydrometallurgical extraction of lithium from Egyptian montmorillonite-type clay. JOM 2008, 60, 55–57. [Google Scholar] [CrossRef]
- Sitando, O.; Crouse, P.L. Processing of a Zimbabwean petalite to obtain lithium carbonate. Int. J. Miner. Process. 2012, 102–103, 45–50. [Google Scholar] [CrossRef] [Green Version]
- Barbosa, L.I.; Valente, G.; Orosco, R.P.; González, J.A. Lithium extraction from β-spodumene through chlorination with chlorine gas. Miner. Eng. 2014, 56, 29–34. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Production of Lithium—A Literature Review Part 1: Pretreatment of Spodumene. Miner. Process. Extr. Metall. Rev. 2019, 41, 335–348. [Google Scholar] [CrossRef]
- Bukowsky, H.; Uhlemann, E.; Steinborn, D. The recovery of pure lithium chloride from “brines” containing higher contents of calcium chloride and magnesium chloride. Hydrometallurgy 1991, 27, 317–325. [Google Scholar] [CrossRef]
- Zhou, Z.; Qin, W.; Fei, W. Extraction equilibria of lithium with tributyl phosphate in three diluents. J. Chem. Eng. Data 2011, 56, 3518–3522. [Google Scholar] [CrossRef]
- Chitrakar, R.; Makita, Y.; Ooi, K.; Sonoda, A. Lithium recovery from salt lake brine by H2TiO3. Dalton Trans. 2014, 43, 8933–8939. [Google Scholar] [CrossRef]
- Somrani, A.; Hamzaoui, A.H.; Pontie, M. Study on lithium separation from salt lake brines by nanofiltration (NF) and low pressure reverse osmosis (LPRO). Desalination 2013, 317, 184–192. [Google Scholar] [CrossRef]
- Warren, P. Techno-Economic Analysis of Lithium Extraction from Geothermal Brines. 2019. Available online: www.nrel.gov/publications (accessed on 11 March 2022).
- Lalasari, L.H.; Andriyah, L.; Arini, T.; Sulistiyono, E.; Prasetyo, A.B.; Firdiyono, F.; Natasha, N.C. Lithium extraction from brine water Tirtasanita Bogor, Indonesia by evaporation method. J. Phys. Conf. Ser. 2020, 1450, 012013. [Google Scholar] [CrossRef]
- Nishihama, S.; Onishi, K.; Yoshizuka, K. Selective recovery process of lithium from seawater using integrated ion exchange methods. Solvent Extr. Ion Exch. 2011, 29, 421–431. [Google Scholar] [CrossRef]
- Arroyo, F.; Morillo, J.; Usero, J.; Rosado, D.; El Bakouri, H. Lithium recovery from desalination brines using specific ion-exchange resins. Desalination 2019, 468, 114073. [Google Scholar] [CrossRef]
- Xu, S.; Song, J.; Bi, Q.; Chen, Q.; Zhang, W.M.; Qian, Z.; Zhang, L.; Xu, S.; Tang, N.; He, T. Extraction of lithium from Chinese salt-lake brines by membranes: Design and practice. J. Memb. Sci. 2021, 635, 119441. [Google Scholar] [CrossRef]
- Siqi, Z.; Guangming, L.; Wenzhi, H.; Juwen, H.; Haochen, Z. Recovery methods and regulation status of waste lithium-ion batteries in China: A mini review. Waste Manag. Res. 2019, 37, 1142–1152. [Google Scholar] [CrossRef] [PubMed]
- Nie, H.; Xu, L.; Song, D.; Song, J.; Shi, X.; Wang, X.; Zhang, L.; Yuan, Z. LiCoO2: Recycling from spent batteries and regeneration with solid state synthesis. Green Chem. 2015, 17, 1276–1280. [Google Scholar] [CrossRef]
- Li, J.; Wang, G.; Xu, Z. Environmentally-friendly oxygen-free roasting/wet magnetic separation technology for in situ recycling cobalt, lithium carbonate and graphite from spent LiCoO2/graphite lithium batteries. J. Hazard. Mater. 2016, 302, 97–104. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Xu, Z. Recycling metals from lithium ion battery by mechanical separation and vacuum metallurgy. J. Hazard. Mater. 2017, 338, 124–131. [Google Scholar] [CrossRef] [PubMed]
- Zheng, X.; Gao, W.; Zhang, X.; He, M.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Spent lithium-ion battery recycling—Reductive ammonia leaching of metals from cathode scrap by sodium sulphite. Waste Manag. 2017, 60, 680–688. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, N.; Hu, F.; Ye, L.; Xi, Y.; Yang, S. Thermal treatment and ammoniacal leaching for the recovery of valuable metals from spent lithium-ion batteries. Waste Manag. 2018, 75, 469–476. [Google Scholar] [CrossRef]
- Barik, S.P.; Prabaharan, G.; Kumar, L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study. J. Clean. Prod. 2017, 147, 37–43. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Song, X.F.; Yu, J.G. Leaching process for recovering valuable metals from the LiNi1/3Co1/3Mn1/3O2 cathode of lithium-ion batteries. Waste Manag. 2017, 64, 171–181. [Google Scholar] [CrossRef]
- Chen, M.; Ma, X.; Chen, B.; Arsenault, R.; Karlson, P.; Simon, N.; Wang, Y. Recycling End-of-Life Electric Vehicle Lithium-Ion Batteries. Joule 2019, 3, 2622–2646. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Shen, B. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid. J. Hazard. Mater. 2015, 295, 112–118. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Zhang, X.; Zheng, X.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Lithium Carbonate Recovery from Cathode Scrap of Spent Lithium-Ion Battery: A Closed-Loop Process. Environ. Sci. Technol. 2017, 51, 1662–1669. [Google Scholar] [CrossRef] [PubMed]
- Boxall, N.J.; Cheng, K.Y.; Bruckard, W.; Kaksonen, A.H. Application of indirect non-contact bioleaching for extracting metals from waste lithium-ion batteries. J. Hazard. Mater. 2018, 360, 504–511. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Meng, F.; McNeice, J.; Zadeh, S.S.; Ghahreman, A. Review of Lithium Production and Recovery from Minerals, Brines, and Lithium-Ion Batteries. Miner. Process. Extr. Metall. Rev. 2021, 42, 123–141. [Google Scholar] [CrossRef]
- Alkhadra, M.A.; Gao, T.; Conforti, K.M.; Tian, H.; Bazant, M.Z. Small-scale desalination of seawater by shock electrodialysis. Desalination 2020, 476, 114219. [Google Scholar] [CrossRef]
- Hwang, C.W.; Jeong, M.H.; Kim, Y.J.; Son, W.K.; Kang, K.S.; Lee, C.S.; Hwang, T.S. Process design for lithium recovery using bipolar membrane electrodialysis system. Sep. Purif. Technol. 2016, 166, 34–40. [Google Scholar] [CrossRef]
- Strathmann, H. Electrodialysis, a mature technology with a multitude of new applications. Desalination 2010, 264, 268–288. [Google Scholar] [CrossRef]
- Fernandez-Gonzalez, C.; Dominguez-Ramos, A.; Ibañez, R.; Irabien, A. Electrodialysis with Bipolar Membranes for Valorization of Brines. Sep. Purif. Rev. 2016, 45, 275–287. [Google Scholar] [CrossRef]
- Razmjou, A.; Asadnia, M.; Hosseini, E.; Habibnejad Korayem, A.; Chen, V. Design principles of ion selective nanostructured membranes for the extraction of lithium ions. Nat. Commun. 2019, 10, 5793. [Google Scholar] [CrossRef] [Green Version]
- Eisenman, G. Cation selective glass electrodes and their mode of operation. Biophys. J. 1962, 2, 259–323. [Google Scholar] [CrossRef] [Green Version]
- Horn, R.; Roux, B.; Åqvist, J. Permeation redux: Thermodynamics and kinetics of ion movement through potassium channels. Biophys. J. 2014, 106, 1859–1863. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, P.; Wang, M.; Liu, F.; Ding, S.; Wang, X.; Du, G.; Liu, J.; Apel, P.; Kluth, P.; Trautmann, C.; et al. Ultrafast ion sieving using nanoporous polymeric membranes. Nat. Commun. 2018, 9, 2225. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Zaviska, F.; Liang, S.; Li, J.; He, L.; Yang, H.Y. A high charge efficiency electrode by self-assembling sulphonated reduced graphene oxide onto carbon fibre: Towards enhanced capacitive deionization. J. Mater. Chem. A 2014, 2, 3484–3491. [Google Scholar] [CrossRef]
- Razmjou, A.; Eshaghi, G.; Orooji, Y.; Hosseini, E.; Korayem, A.H.; Mohagheghian, F.; Boroumand, Y.; Noorbakhsh, A.; Asadnia, M.; Chen, V. Lithium ion-selective membrane with 2D subnanometer channels. Water Res. 2019, 159, 313–323. [Google Scholar] [CrossRef] [PubMed]
- Wen, Q.; Yan, D.; Liu, F.; Wang, M.; Ling, Y.; Wang, P.; Kluth, P.; Schauries, D.; Trautmann, C.; Apel, P.; et al. Highly Selective Ionic Transport through Subnanometer Pores in Polymer Films. Adv. Funct. Mater. 2016, 26, 5796–5803. [Google Scholar] [CrossRef]
- Nie, X.Y.; Sun, S.Y.; Sun, Z.; Song, X.; Yu, J.G. Ion-fractionation of lithium ions from magnesium ions by electrodialysis using monovalent selective ion-exchange membranes. Desalination 2017, 403, 128–135. [Google Scholar] [CrossRef]
- Nie, X.Y.; Sun, S.Y.; Song, X.; Yu, J.G. Further investigation into lithium recovery from salt lake brines with different feed characteristics by electrodialysis. J. Memb. Sci. 2017, 530, 185–191. [Google Scholar] [CrossRef]
- Parsa, N.; Moheb, A.; Mehrabani-Zeinabad, A.; Masigol, M.A. Recovery of lithium ions from sodium-contaminated lithium bromide solution by using electrodialysis process. Chem. Eng. Res. Des. 2015, 98, 81–88. [Google Scholar] [CrossRef]
- Ji, Z.; Chen, Q.; Yuan, J.; Liu, J.; Zhao, Y.; Feng, W. Preliminary study on recovering lithium from high Mg2+/Li+ ratio brines by electrodialysis. Sep. Purif. Technol. 2017, 172, 168–177. [Google Scholar] [CrossRef]
- Hoshino, T. Development of technology for recovering lithium from seawater by electrodialysis using ionic liquid membrane. Fusion Eng. Des. 2013, 88, 2956–2959. [Google Scholar] [CrossRef]
- Hoshino, T. Innovative lithium recovery technique from seawater by using world-first dialysis with a lithium ionic superconductor. Desalination 2015, 359, 59–63. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Zhao, Z. Recovery of lithium from spent lithium-ion batteries using precipitation and electrodialysis techniques. Sep. Purif. Technol. 2018, 206, 335–342. [Google Scholar] [CrossRef]
- Iizuka, A.; Yamashita, Y.; Nagasawa, H.; Yamasaki, A.; Yanagisawa, Y. Separation of lithium and cobalt from waste lithium-ion batteries via bipolar membrane electrodialysis coupled with chelation. Sep. Purif. Technol. 2013, 113, 33–41. [Google Scholar] [CrossRef]
- Afifah, D.N.; Ariyanto, T.; Supranto, S.; Prasetyo, I. Separation of lithium ion from lithium-cobalt mixture using electrodialysis monovalent selective ion exchange membrane. Eng. J. 2018, 22, 165–179. [Google Scholar] [CrossRef]
- Bunani, S.; Yoshizuka, K.; Nishihama, S.; Arda, M.; Kabay, N. Application of bipolar membrane electrodialysis (BMED) for simultaneous separation and recovery of boron and lithium from aqueous solutions. Desalination 2017, 424, 37–44. [Google Scholar] [CrossRef]
- Jiang, C.; Wang, Y.; Wang, Q.; Feng, H.; Xu, T. Production of lithium hydroxide from lake brines through electro-electrodialysis with bipolar membranes (EEDBM). Ind. Eng. Chem. Res. 2014, 53, 6103–6112. [Google Scholar] [CrossRef]
- Suss, M.E.; Porada, S.; Sun, X.; Biesheuvel, P.M.; Yoon, J.; Presser, V. Water desalination via capacitive deionization: What is it and what can we expect from it? Energy Environ. Sci. 2015, 8, 2296–2319. [Google Scholar] [CrossRef] [Green Version]
- Porada, S.; Zhao, R.; van der Wal, A.; Presser, V.; Biesheuvel, P.M. Review on the science and technology of water desalination by capacitive deionization. Prog. Mater. Sci. 2013, 58, 1388–1442. [Google Scholar] [CrossRef] [Green Version]
- Siekierka, A. Preparation of electrodes for hybrid capacitive deionization and its influence on the adsorption behaviour. Sep. Sci. Technol. 2019, 55, 2238–2249. [Google Scholar] [CrossRef]
- Kim, S.; Lee, J.; Kang, J.S.; Jo, K.; Kim, S.; Sung, Y.E.; Yoon, J. Lithium recovery from brine using a λ-MnO2/activated carbon hybrid supercapacitor system. Chemosphere 2015, 125, 50–56. [Google Scholar] [CrossRef] [PubMed]
- Siekierka, A.; Bryjak, M. Hybrid capacitive deionization with anion-exchange membranes for lithium extraction. E3S Web Conf. 2017, 22, 00157. [Google Scholar] [CrossRef]
- Li, Q.; Zheng, Y.; Xiao, D.; Or, T.; Gao, R.; Li, Z.; Feng, M.; Shui, L.; Zhou, G.; Wang, X.; et al. Faradaic Electrodes Open a New Era for Capacitive Deionization. Adv. Sci. 2020, 7, 2002213. [Google Scholar] [CrossRef]
- Singh, K.; Bouwmeester, H.J.M.; De Smet, L.C.P.M.; Bazant, M.Z.; Biesheuvel, P.M. Theory of Water Desalination with Intercalation Materials. Phys. Rev. Appl. 2018, 9, 064036. [Google Scholar] [CrossRef] [Green Version]
- Feng, Q.; Kanoh, H.; Miyai, Y.; Ooi, K. Hydrothermal Synthesis of Lithium and Sodium Manganese Oxides and Their Metal. Ion Extraction/insertion Reactions. Chem. Mater. 1995, 7, 1226–1232. Available online: https://pubs.acs.org/sharingguidelines (accessed on 3 September 2019). [CrossRef]
- Siekierka, A.; Kujawa, J.; Kujawski, W.; Bryjak, M. Lithium dedicated adsorbent for the preparation of electrodes useful in the ion pumping method. Sep. Purif. Technol. 2018, 194, 231–238. [Google Scholar] [CrossRef]
- Pasta, M.; Wessells, C.D.; Cui, Y.; La Mantia, F. A Desalination Battery. Nano Lett. 2012, 12, 839–843. [Google Scholar] [CrossRef]
- Trócoli, R.; Battistel, A.; La Mantia, F. Nickel Hexacyanoferrate as Suitable Alternative to Ag for Electrochemical Lithium Recovery. ChemSusChem 2015, 8, 2514–2519. [Google Scholar] [CrossRef]
- Siekierka, A. Lithium iron manganese oxide as an adsorbent for capturing lithium ions in hybrid capacitive deionization with different electrical modes. Sep. Purif. Technol. 2019, 236, 116234. [Google Scholar] [CrossRef]
- Kim, C.; Srimuk, P.; Lee, J.; Aslan, M.; Presser, V. Semi-continuous capacitive deionization using multi-channel flow stream and ion exchange membranes. Desalination 2018, 425, 104–110. [Google Scholar] [CrossRef]
- Suss, M.E.; Baumann, T.F.; Bourcier, W.L.; Spadaccini, C.M.; Rose, K.A.; Santiago, J.G.; Stadermann, M. Capacitive desalination with flow-through electrodes. Energy Environ. Sci. 2012, 5, 9511. [Google Scholar] [CrossRef]
- Ryu, T.; Ryu, J.C.; Shin, J.; Lee, D.H.; Kim, Y.H.; Chung, K.S. Recovery of lithium by an electrostatic field-assisted desorption process. Ind. Eng. Chem. Res. 2013, 52, 13738–13742. [Google Scholar] [CrossRef]
- Ryu, T.; Lee, D.H.; Ryu, J.C.; Shin, J.; Chung, K.S.; Kim, Y.H. Lithium recovery system using electrostatic field assistance. Hydrometallurgy 2015, 151, 78–83. [Google Scholar] [CrossRef]
- Lee, D.H.; Ryu, T.; Shin, J.; Ryu, J.C.; Chung, K.S.; Kim, Y.H. Selective lithium recovery from aqueous solution using a modified membrane capacitive deionization system. Hydrometallurgy 2017, 173, 283–288. [Google Scholar] [CrossRef]
- Shi, W.; Liu, X.; Ye, C.; Cao, X.; Gao, C.; Shen, J. Efficient lithium extraction by membrane capacitive deionization incorporated with monovalent selective cation exchange membrane. Sep. Purif. Technol. 2019, 210, 885–890. [Google Scholar] [CrossRef]
- Siekierka, A.; Bryjak, M.; Wolska, J. The use of activated carbon modified with polypyrrole as a supporting electrode for lithium ions adsorption in capacitive deionization. Desalin. Water Treat. 2017, 64, 251–254. [Google Scholar] [CrossRef]
- Siekierka, A.; Wolska, J.; Bryjak, M.; Kujawski, W. Anion exchange membranes in lithium extraction by means of capacitive deionization system. Desalin. Water Treat. 2017, 75, 331–341. [Google Scholar] [CrossRef] [Green Version]
- Siekierka, A.; Bryjak, M. Novel anion exchange membrane for concentration of lithium salt in hybrid capacitive deionization. Desalination 2019, 452, 279–289. [Google Scholar] [CrossRef]
- Siekierka, A.; Kmiecik, E.; Tomaszewska, B.; Wator, K.; Bryjak, M. The evaluation of the effectiveness of lithium separation by hybrid capacitive deionization from geothermal water with the uncertainty measurement application. Desalin. Water Treat. 2018, 128, 259–264. [Google Scholar] [CrossRef]
- Zhao, X.; Feng, M.; Jiao, Y.; Zhang, Y.; Wang, Y.; Sha, Z. Lithium extraction from brine in an ionic selective desalination battery. Desalination 2020, 481, 114360. [Google Scholar] [CrossRef]
- Qiu, Y.; Ruan, H.; Tang, C.; Yao, L.; Shen, J.; Sotto, A. Study on recovering high-concentration lithium salt from lithium-containing wastewater using a hybrid reverse osmosis (RO)-electrodialysis (ED) process. ACS Sustain. Chem. Eng. 2019, 7, 13481–13490. [Google Scholar] [CrossRef]
- Recepoğlu, Y.K.; Kabay, N.; Yoshizuka, K.; Nishihama, S.; Yılmaz-Ipek, İ.; Arda, M.; Yüksel, M. Effect of Operational Conditions on Separation of Lithium from Geothermal Water by λ-MnO2 Using Ion Exchange-Membrane Filtration Hybrid Process. Solvent Extr. Ion Exch. 2018, 36, 499–512. [Google Scholar] [CrossRef]
- Umeno, A.; Miyai, Y.; Takagi, N.; Chitrakar, R.; Sakane, K.; Ooi, K. Preparation and adsorptive properties of membrane-type adsorbents for lithium recovery from seawater. Ind. Eng. Chem. Res. 2002, 41, 4281–4287. [Google Scholar] [CrossRef]
- Quist-Jensen, C.A.; Ali, A.; Mondal, S.; Macedonio, F.; Drioli, E. A study of membrane distillation and crystallization for lithium recovery from high-concentrated aqueous solutions. J. Memb. Sci. 2016, 505, 167–173. [Google Scholar] [CrossRef]
- Huang, Y.; Han, G.; Liu, J.; Chai, W.; Wang, W.; Yang, S.; Su, S. A stepwise recovery of metals from hybrid cathodes of spent Li-ion batteries with leaching-flotation-precipitation process. J. Power Sources 2016, 325, 555–564. [Google Scholar] [CrossRef]
- Torres, W.R.; Díaz Nieto, C.H.; Prévoteau, A.; Rabaey, K.; Flexer, V. Lithium carbonate recovery from brines using membrane electrolysis. J. Memb. Sci. 2020, 615, 118416. [Google Scholar] [CrossRef]
- Abdollahzadeh, M.; Chai, M.; Hosseini, E.; Zakertabrizi, M.; Mohammad, M.; Ahmadi, H.; Hou, J.; Lim, S.; Habibnejad Korayem, A.; Chen, V.; et al. Designing Angstrom-Scale Asymmetric MOF-on-MOF Cavities for High Monovalent Ion Selectivity. Adv. Mater. 2022, 34, 2107878. [Google Scholar] [CrossRef]
- Cha-umpong, W.; Li, Q.; Razmjou, A.; Chen, V. Concentrating brine for lithium recovery using GO composite pervaporation membranes. Desalination 2021, 500, 114894. [Google Scholar] [CrossRef]
- Johnston, T. Cost Structures for Lithium Carbonate Production—A World View Cost Structures for Lithium Carbonate Production—A World View; Hatch: Mississauga, ON, Canada; Available online: http://www.indmin.com/events/download.ashx/document/speaker/7125/a0ID000000X0jvsMAB/Presentation (accessed on 14 January 2022).
- Afonso, P.; Santana, A.; Afonso, P.; Zanin, A.; Wernke, R. Costing models for capacity optimization in Industry 4.0: Trade-off between used capacity and operational efficiency. Procedia Manuf. 2017, 13, 1183–1190. [Google Scholar] [CrossRef]
- Steward, D.; Mayyas, A.; Mann, M. Economics and challenges of Li-ion battery recycling from end-of-life vehicles. Procedia Manuf. 2019, 33, 272–279. [Google Scholar] [CrossRef]
- Kelleher Environmental. Research Study on Reuse and Recycling of Batteries Employed in Electric Vehicles: The Technical, Environmental, Economic, Energy and Cost Implications of Reusing and Recycling EV Batteries Project Report; Kelleher Environmental: East York, ON, Canada, 2019. [Google Scholar]

| Minerals | Chemical Formula | Percentage of Lithium (wt%) |
|---|---|---|
| Spodumene | LiAlS2O6 | 3.73 |
| Petalite | LiAlSi4O10 | 2.27 |
| Lepidolite | LiKAl2F2Si3O9 | 3.56 |
| Amblygonite | LiAlFPO4 | 4.74 |
| Eucryptite | LiAlSiO4 | 5.53 |
| Abnormalite | LiCO3 | 18.75 |
| Country | Reservoir | Li Content (wt%) |
|---|---|---|
| Chile | Atacama | 0.15 |
| China | Zabuye | 0.097 |
| Chile | Maricunga | 0.092 |
| Argentina | Olaroz | 0.07 |
| Argentina | Hombre Muerto | 0.062 |
| Bolivia | Uyuni | 0.045 |
| USA | Great Salt Lake | 0.04 |
| USA | Smackover | 0.037 |
| China | DXC | 0.033 |
| USA | Silver Peak | 0.03 |
| Global | Geothermal water * | 0.015 |
| Canada | Fox Creek | 0.01 |
| Israel | Dead sea | 0.002 |
| Global | Sea * | 0.00017 |
| Component | g | % |
|---|---|---|
| Cathode material | 130.9 | 41.4 |
| Metallic shell | 51 | 16.1 |
| Plastic shell | 50 | 15.8 |
| Electrolyte | 20.9 | 6.6 |
| Cu electrode | 17.2 | 5.4 |
| Al electrode | 7.5 | 2.4 |
| Polymer | 6.8 | 2.2 |
| Total | 316 | 100 |
| Process | Acid/Sulfonation | Alkali | Chlorination |
|---|---|---|---|
| Active reagents | Alkali metal sulphates, sulfuric acid, SO3 at water or oxygen | Lime or limestone | Hydrochloric acid, sodium chloride, calcium chloride, or chlorine gas |
| Time | 1–3 h | 1–2 h | Up to 2.5 h |
| pH | 2–3 | 8–10 | ~5 |
| Temperature | 200–1000 °C | 100–200 °C 800–1000 °C | 800–1100 °C |
| Disadvantages | Non-selective method; A lot of leached solution is needed; Impurities such as Al, Na, Mg, Fe, and K | Need to decompose lime and limestones to CaO | Toxic chloric reagents; aggressive environment of leaching |
| Advantages | High rate of Li extraction | High rate of Li extraction without corrosion agents | Selective for lithium chloride production |
| Process | Operations | Advantages | Disadvantages | Company |
|---|---|---|---|---|
| Pyrometallurgy |
| Easy to scale up; simple pre-treatment; acid/alkaline free | High energy consumption; emission toxic gases and dust; hard to achieve lithium recovery | Accure GmBH; Batrec Industrie AG, Umicore; Inmetco, Akkuser Ltd.; SNAM |
| Hydrometallurgy |
| Easy to recycle lithium; less gas and dust emissions; high purity of products | Consumption of acid/alkaline; low efficiency; complex to purification/separation metals | Retriev/Toxco; Recupyl; AEA; Onto |
| Hybrid processes (Direct processes) |
| Relatively low efficiency of energy consumption; satisfactory recycling efficacy | Emission of toxic gasses and dust; complex process operations | Sony/Sumitomo |
| Bio-metallurgy |
| Low cost; environmentally friendly | Time-consuming; possibility of contamination; sensitivity of microorganisms for pH and temperature | Have potential for commercialization |
| Method | Electrical Mode | Lithium Resources | Membrane Type | Perm-Selectivity | Li Ions Extraction Efficiency | Energy Efficiency | Advantage | Limitation | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| Electrodialysis for brines | CC = 5.9 A/m2 | CLi+ = 0.15 g/L CMg2+ = 22.5 g/L Mg2+/Li+ | Selemion CSO Selemion ASA | SLi/Mg = 20.2–33.0 | >90% | 1.9 Wh/gLi+ | High selectivity for lithium ions, eco-friendly | [79] | |
| CV = 6.0 V | CLi+ = 0.15 g/L CMg2+ = 22.5 g/L Mg2+/Li+ = 150 | Selemion CSO Selemion ASA | SLi/Mg = 17.9 | 96.1 | 0.78 Wh/gLi+ | [80] | |||
| CV = 12–28 V | CLi+ = 4.5 g/L CMg2+ = 85 g/L Mg2+/Li+ = 18.9 | Selemion CSO Selemion ASA | SLi/Mg = 9.89 | 90.5 | 4.5 Wh/gLi+ | Application model real brines from East-Taijiner | Non-equal mass balance | [80] | |
| CV = 5 V | CLi+ = 1 g/L CNa+ = 1–30 g/L CCa2+ = 1–30 g/L CMg2+ = 1–30 g/L | Neosepta CIMS Neosepta ACS | SLi/Mg = 20 | 80 | 4.7 Wh/gLi+ | Microcosmic theory of separation lithium | Different perm-selectivity depends on the initial ratio lithium to other cations | [8] | |
| CV = 3–8 V | Mg2+/Li+ = 20 | n.s. | SLi/Mg = 3.5–4.2 | 60 | 62 Wh/gLi+ | Effect of coexisting cations on lithium separation | High energy consumption | [4] | |
| CV =7 V | CLi+ = 12–15 g/L | AR204SXR412 and CR67, MK111 (Ionics, MA, USA) | n.s. | 20 | n.s. | Separation lithium toward sodium ions | Low efficiency of lithium recovery | [81] | |
| CV =5 V | CLi+ = 0.14 g/L CNa+ = 8.4 g/L CMg2+ = 3.04 g/L CCl- = 30.25 g/L | Neosepta CIMS Neosepta ACS | SLi/Mg = 13 | 75.44 | 28.16 Wh/gLi+ | Separation lithium and Magnesium | High ratio of Magnesium in product | [82] | |
| CV = 2–3 V | CLi+ = 0.17 µg/L CNa+ = 105 µg/L CMg2+ = 13.5 µg/L CK+ = 3.8 µg/L | Selemion CSO Selemion CMV | n.s. | 63 | n.s. | Separation lithium from seawater | Low ratio of recovery | [83] | |
| CV = 2 V | n.s. | Li ionic superconductor-type crystals such as Li1+x+yAlx (Ti, Ge)2−xSiyP3−yO12, (Lix, Lay) TiOz and (Lix, Lay) ZrOz can be used as LISMs | n.s. | 7 | n.s. | Separation lithium from model mixture of Na, ka, Mg, and Ca | Low ratio of recovery | [84] | |
| Electrodialysis with bipolar membrane | CV = 15 V | CLi+ = 250 mg/L Cboron = 800 mg/L | Standard CEM PC SK, bipolar membrane PCCell bipolar type PC bp and AEM PC Acid 60 | n.s. | 99.6 | n.s. | Separation of boron and lithium from aqueous solution | Not specified energy consumption | [19] |
| CV = 30 V | CLi+ = 340 mg/L Cboron = 1000 mg/L | Neosepta BP-1E Neosepra CMB Neosepta AHA | n.s. | 94.7 | 7.9 kWh/m3 | Separation of boron and lithium from aqueous solution | Higher energy consumption than in classic ED | [88] | |
| CV = 6 V | Neospeta CMX Neosepta BP-1 | n.s. | 60 | n.s. | Recovery lithium from lithium manganese oxide by BMED | Multistage processes with pre-treatment and desorption | [69] | ||
| CC = 20–60 mA/cm2 | n.s. | JAM-II-05 JCM-II-05 Neosepta CMX Neosepta BP-1 | n.s. | n.s. | n.s. | Application Electro-electrodialysis bipolar membrane for production lithium carbonate | [89] | ||
| Electrodialysis for LIBs | CLi = 3.27 g/L CAl = 0.23 g/L CCo = 0.46 g/L CCu = 0.68 g/L CMn = 0.28 g/L CNi = 0.25 g/L CZn = 0.78 g/L CCl = 17.5 g/L | DuPont Nafion-117 | n.s. | 90 | 27 Wh/gLi+ | Application ED for lithium battery spent utilization | Mulistage process with purification, precipitation, dissolution, electrodialysis and ion exchange reaction | [85] | |
| CLi = 1.3 g/L CCo = 1.2 g/L CEDTA = 9 g/L | Selemion CMV Selemion AMV Neosepta BP-1E | n.s. | 99 | n.s. | High ratio of separation Li and Co | Application a chelating agent | [86] | ||
| CV = 5 V | CLi = 0.1 g/L CCo = 0.3 g/L | PC-MVK PC-MVA | n.s. | 99.4 | n.s. | Scaling of IEMs | [87] |
| CDI Configuration | Sources of Li+ | Selective Element of CDI Cell | Electrical Mode | Concentration of Feed Composition [mg/L] | SAC [mg/g] | Energy Consumption [Wh/gLi+] | Ref. |
|---|---|---|---|---|---|---|---|
| MCDI | Brine model solution without acid | Membrane with lithium adsorbent incorporation | CV = 3.5 V | CLiOH = 60 | 8.7 | n.s. | [104] |
| MCDI | Brine model solution without acid | Modified cathode with LiMn2O4 | CV = 1.0 V | CLiOH = 50 | 24 | n.s. | [105] |
| MCDI | Simulated Atacama brine | Modified cathode with LiMn2O4 | CV=1.0 V | CLi+ = 1.35 CNa+ = 7590 CK+ = 17.9 CMg2+ = 9.6 CCa2+ = 1.6 | 0.0022 | 23.3 | [106] |
| MCDI | Brine model solution without acid | Monovalent selective membrane, CIMS Neosepta | CV = 0.6–1.4 V | CLi+ = 37 | n.s. | 0.36 | [107] |
| HCDI | Brine model solution without acid | Modified cathode by lithium titanium manganese oxide | CV = 0.7 V | CLi+ = 63.9 | 33.4 | n.s. | [108] |
| HCDI | Brine model solution without acid | Modified cathode by lithium titanium manganese oxide | CV = 2.5 V | CLi+ = 63.9 | 40 | n.s. | [94,109] |
| HCDI | Brine model solution without acid | Modified cathode by lithium titanium manganese oxide | CC = 10 A/m2 | CLi+ = 63.9 | 30–40 | n.s. | [110] |
| HCDI | Brine model solution without acid | Modified cathode by lithium titanium manganese oxide with different ratio of titanium oxide | CV = 1 V | CLi+ = 63.9 | 36 | 120 Wh/m3 | [98,111] |
| HCDI | Real geothermal multicomponent solution | Modified cathode by lithium titanium manganese oxide with 5% of titanium dioxide | CV = 2 V | CLi+ = 15.7 CNa+ = 10,298 CK+ = 102.1 CMg2+ = 50.3 CCa2+ = 63.7 CSr2+ = 33.5 | 800 (total) | 0.183 Wh/g | [7] |
| HCDI | Model geothermal multicomponent solution | Modified cathode by lithium iron manganese oxide with different ratio of Li/Mn, and Li/Fe | CC = 0.7 A/m2 | CLi+ = 25.9 CNa+ = 5895 CK+ = 29.6 CMg2+ = 24 CCa2+ = 16 | 318 (total) | n.s. | [101] |
| FCDI | rGO/LiNi0.6Co0.2Mn0.2O2 | CV = 3.3–4.5 V | CLi+ = 3.67 CNa+ = 11 CK+ = 1.2 CMg2+ = 5 CCa2+ = 0.015 | 13.84 | 0.22 Wh/gLI+ | [112] |
| Hybrid Processes | Advantages | Disadvantages |
|---|---|---|
| Electrodialysis–Reverse osmosis (ED-RO) |
|
|
| Ion exchange adsorption–ultrafiltration |
|
|
| Adsorptive ion exchange membrane |
|
|
| Membrane distillation crystallization |
|
|
| Leaching–flotation–precipitation process |
|
|
| Membrane electrolysis |
|
|
| MOF-based membrane |
|
|
| Pervaporation |
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siekierka, A.; Bryjak, M.; Razmjou, A.; Kujawski, W.; Nikoloski, A.N.; Dumée, L.F. Electro-Driven Materials and Processes for Lithium Recovery—A Review. Membranes 2022, 12, 343. https://doi.org/10.3390/membranes12030343
Siekierka A, Bryjak M, Razmjou A, Kujawski W, Nikoloski AN, Dumée LF. Electro-Driven Materials and Processes for Lithium Recovery—A Review. Membranes. 2022; 12(3):343. https://doi.org/10.3390/membranes12030343
Chicago/Turabian StyleSiekierka, Anna, Marek Bryjak, Amir Razmjou, Wojciech Kujawski, Aleksandar N. Nikoloski, and Ludovic F. Dumée. 2022. "Electro-Driven Materials and Processes for Lithium Recovery—A Review" Membranes 12, no. 3: 343. https://doi.org/10.3390/membranes12030343
APA StyleSiekierka, A., Bryjak, M., Razmjou, A., Kujawski, W., Nikoloski, A. N., & Dumée, L. F. (2022). Electro-Driven Materials and Processes for Lithium Recovery—A Review. Membranes, 12(3), 343. https://doi.org/10.3390/membranes12030343