
Structure, Morphology, and Permeability of Cellulose Films

 ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Cellulose Dissolution
- Mixing of cellulose, propyl gallate and NMMO powders taken in the required ratio;
- Mechanical activation of the system by intensive shear deformation in the compressed state. This results in formation of H-complexes [42];
- Transformation of the solid phase activated cellulose—NMMO system to melt by heating up to 110–120 °C
2.3. Films Preparation
2.4. Films Characterization
3. Results
4. Conclusions
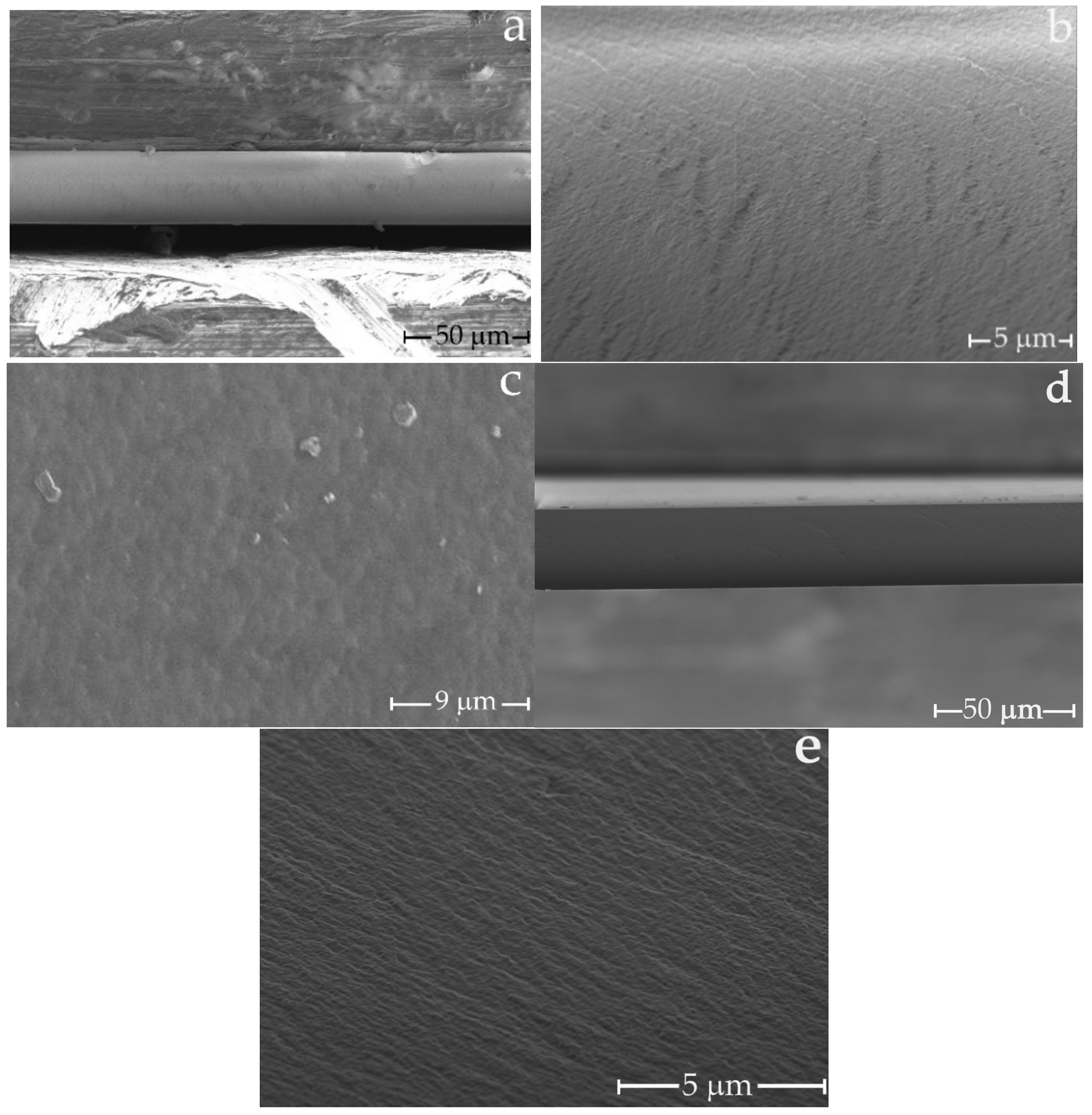
- The structure and morphology of films depend greatly on the method of their preparation [54] and the type of the cellulose used. The structure of lyocell films is completely different from that of cellophane;
- The application of a “rigid” water precipitator makes it possible to form a uniform, dense morphology in membranes formed by the MMO process.
- Water removal at drying leads to rearrangement of H-bonds, which results in the collapse of the pore system and low permeability of films;
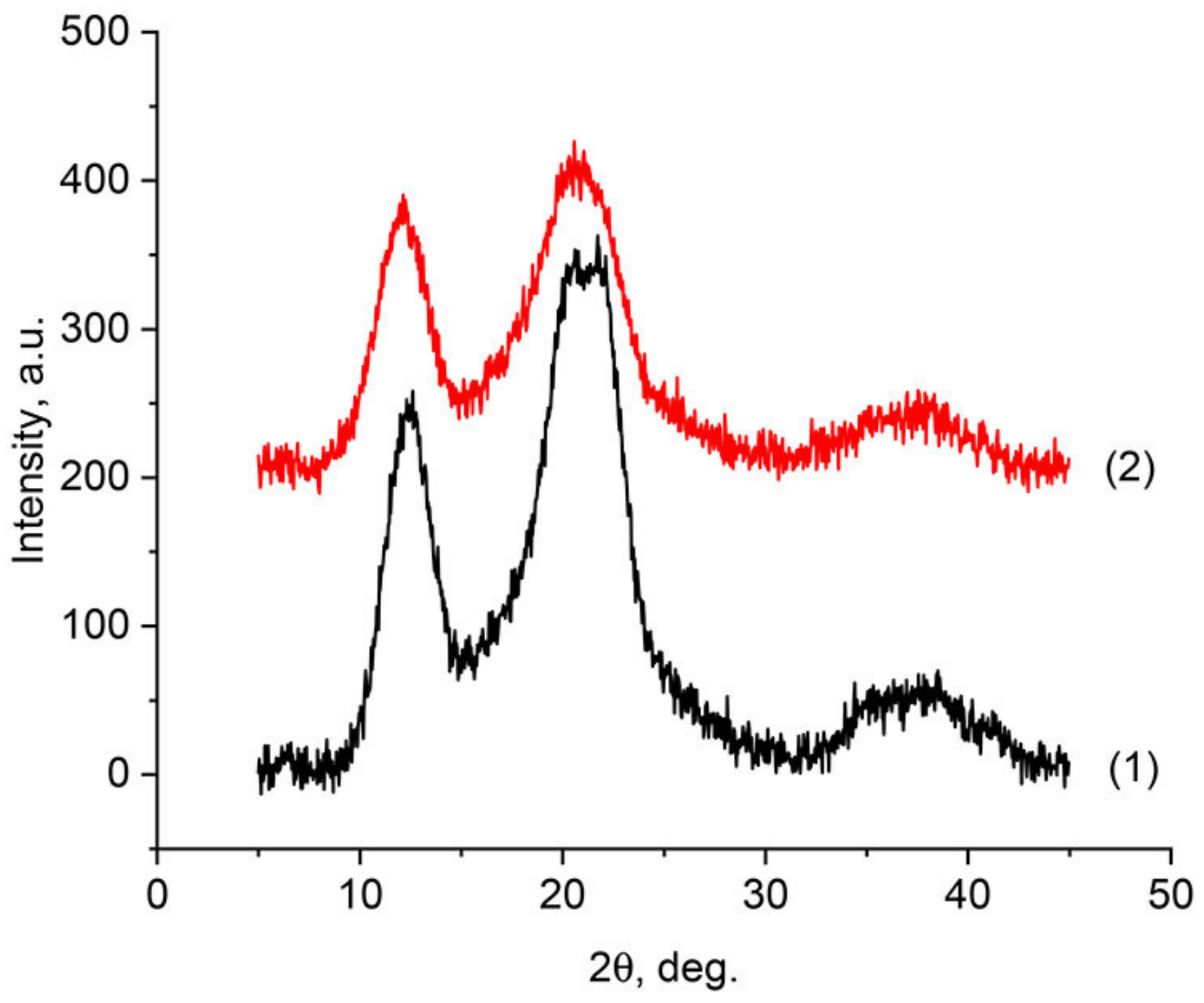
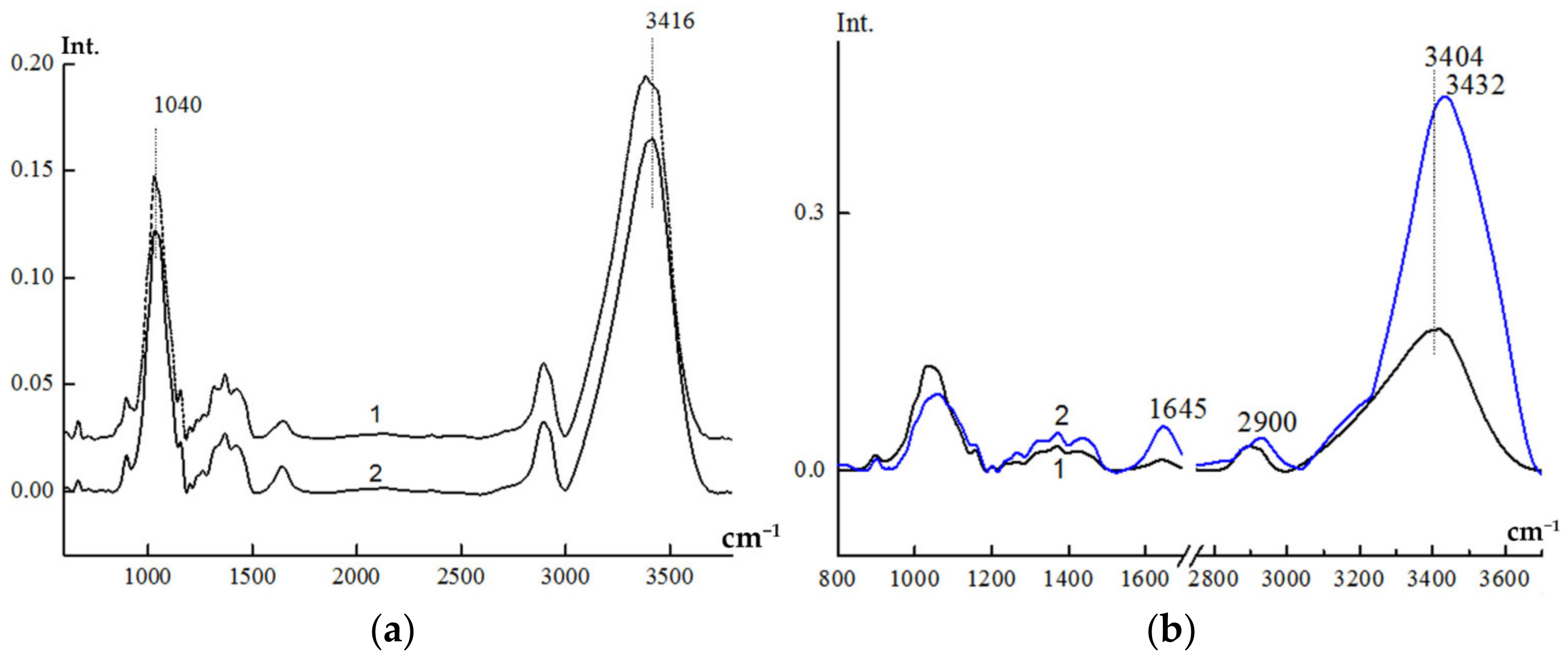
- The effect of water activation on the structure of membranes obtained through the viscose and MMO processes was revealed. It is shown that for cellophane, the values of O’Connor’s crystallinity index are higher than for membranes formed from solutions in NMMO;
- Cellulose films obtained from solutions in NMMO are characterized by higher ethanol permeability and lower Orange II rejection as compared to cellophane films;
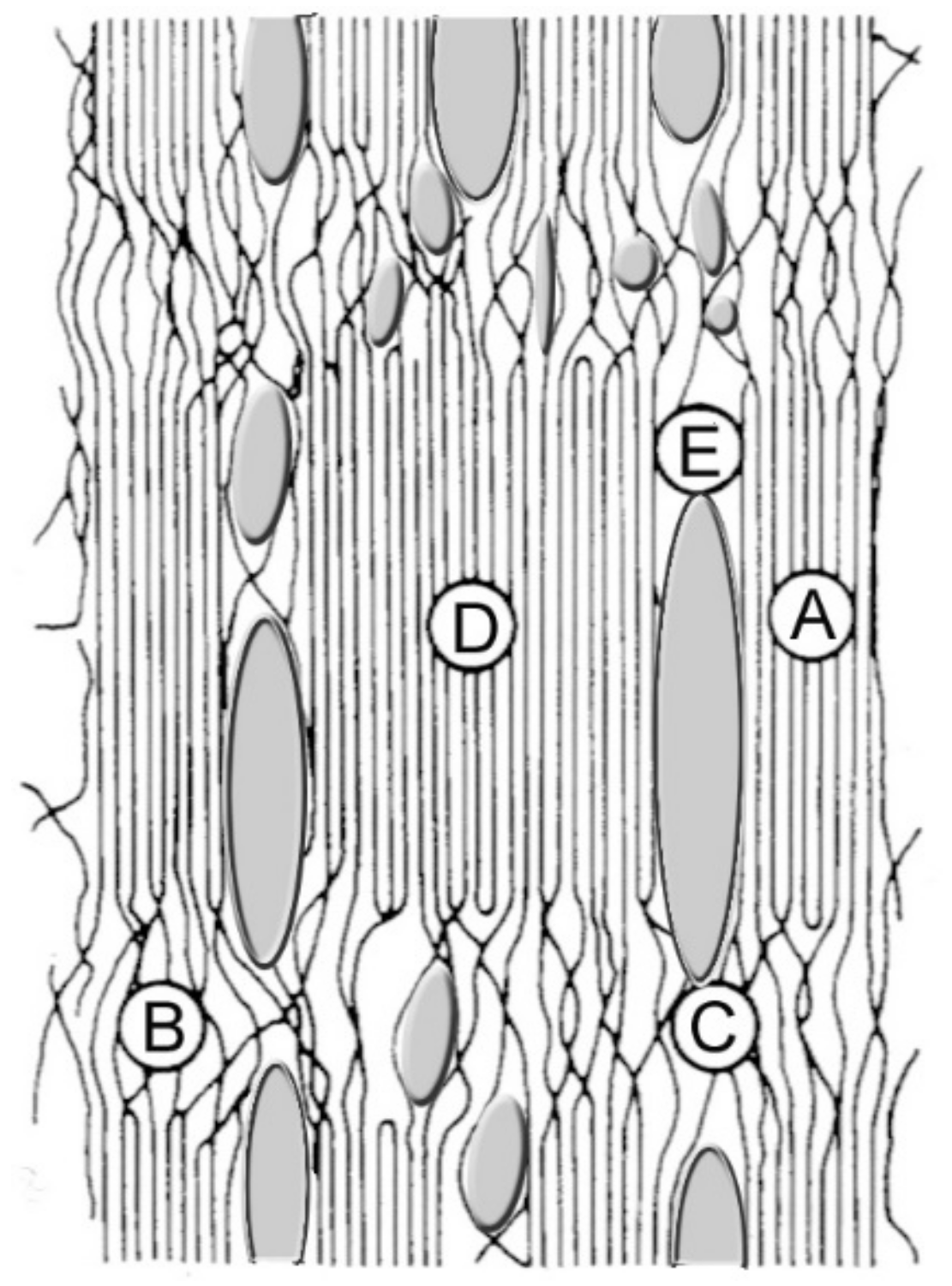
- This can be connected to the non-uniform porous structure of the lyocell films, with plenty of large pores;
- Lyocell membranes have higher tensile strength and modulus, whereas cellophane films have higher deformability and elongation at break.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huvink, R.; Staverman, A. Chemistry and Technology of Polymers. Vol. II. Industrial Production and Properties of Polymers; Khimiya: Moscow, Russia, 1966; p. 1123. [Google Scholar]
- Turbak, A.F. Membranes from Cellulose and Cellulose Derivatives; Interscience Publishers. John Wiley & Son: New York, NY, USA, 1970; p. 337. [Google Scholar]
- Kulichikhin, V.G.; Kostikova, E.B.; Olenin, D.P. The concentration and degree of polymerization of the cellulose as factors in the viscosity properties of the viscose. Fibre Chem. 1973, 4, 155–159. [Google Scholar] [CrossRef]
- Kosyachenko, L.N.; Voilukova, G.A.; Ignatenko, R.A.; Zubakhina, N.L.; Chanchikova, O.D.; Shor, M.E.; Vedernikova, L.G. Some special features in the preparation of viscose yarns from Baikal celluloses. Fibre Chem. 1988, 19, 336–339. [Google Scholar] [CrossRef]
- Vasyutina, A.A.; Filicheva, T.B.; Butkova, N.T.; Frenkel, S.B.; Demchenko, L.A.; Pakshver, A.B.; Finger, G.G. Composition of the viscose and the parameters of the precipitation liquor as factors in the spinning conditions for viscose rayon yarn. Fibre Chem. 1977, 9, 590–592. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Plasticizers, 3rd ed.; ChemTec Publishing, Elsevier: Toronto, ON, Canada, 2017; p. 870. [Google Scholar]
- Paunonen, S. Strength and Barrier Enhancements of Cellophane and Cellulose Derivative Films: A Review. BioResources 2013, 8, 3098–3121. [Google Scholar] [CrossRef]
- Wilson, F. Experiments with cellophane as a sterilisable dialyzable membrane. Arch. Pathol. Lab. Med. 1927, 3, 127–239. [Google Scholar]
- Ronco, C.; Bellomo, R.; Kellum, J.A. Critical Care Nephrology, 2nd ed.; Saunders Elsevier: Philadelphia, PA, USA, 2009; p. 7247. [Google Scholar]
- Chatterjee, S.N. Manual of Renal Transplantation; Springer Science & Business Media: Berlin, Germany, 2012; p. 190. [Google Scholar]
- Graenacher, C.H.; Sallmann, R. Cellulose Solutions and Process of Making Same. U.S. Patent 2179181, 7 November 1939. [Google Scholar]
- Johnson, D.L. Compounds Dissolved in Cyclic Amine Oxides. U.S. Patent 3447939, 2 September 1966. [Google Scholar]
- Makarov, I.; Vinogradov, M.; Gromovykh, T.; Lutsenko, S.; Feldman, N.; Shambilova, G.; Sadykova, V. Antifungal Composite Fibers Based on Cellulose and Betulin. Fibers 2018, 6, 23. [Google Scholar] [CrossRef]
- Golova, L.K. New Lyocell cellulose fiber. Russ. Chem. J. 2002, XLVI, 49–57. [Google Scholar]
- Abe, Y.; Mochizuki, A. Hemodialysis membrane prepared from cellulose/N-methylmorpholine-N-oxide solution. I. Effect of membrane preparation conditions on its permeation characteristics. J. Appl. Polym. Sci. 2002, 84, 2302–2307. [Google Scholar] [CrossRef]
- Abe, Y.; Mochizuki, A. Hemodialysis Membrane Prepared from Cellulose/N-Methylmorpholine-N-oxide Solution. II. Comparative Studies on the Permeation Characteristics of Membranes Prepared from N-Methylmorpholine-N-oxide and Cuprammonium Solutions. J. Appl. Polym. Sci. 2003, 89, 333–339. [Google Scholar] [CrossRef]
- Mao, Z.; Cao, Y.; Jie, X.; Kang, G.; Zhou, M.; Yuan, Q. Dehydration of isopropanol–water mixtures using a novel cellulose membrane prepared from cellulose/N-methylmorpholine-N-oxide/H2O solution. Sep. Purif. Technol. 2010, 72, 28–33. [Google Scholar] [CrossRef]
- Yushkin, A.A.; Anokhina, T.S.; Volkov, A.V. Application of cellophane films as nanofiltration membranes. Pet. Chem. 2015, 55, 746–752. [Google Scholar] [CrossRef]
- Dahl, B. Process for Controlling Hemicellulose Concentration during the Mercerization of Cellulose. U.S. Patent 4270914, 2 June 1979. [Google Scholar]
- Liu, B.; Wang, Q.; He, M. Alkali-Resistant Cellulose Membrane and Preparation Method Thereof. CN Patent 103816817, 17 February 2014. [Google Scholar]
- Makarov, I.S.; Golova, L.K.; Vinogradov, M.I.; Mironova, M.V.; Anokhina, T.S.; Arkharova, N.A. Morphology and transport properties of membranes obtained by coagulation of cellulose solutions in isobutanol. Carbohydr. Polym. 2020, 254, 117472. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Yuan, H.; Chen, Y.; Ni, Y.; Huang, L.; Mondal, A.K.; Lin, S.; Huang, F.; Zhang, H. A cellulose-based nanofiltration membrane with a stable three-layer structure for the treatment of drinking water. Cellulose 2020, 27, 8237–8253. [Google Scholar] [CrossRef]
- Li, S.; Liu, S.; Huang, F.; Lin, S.; Zhang, H.; Cao, S.; Chen, L.; He, Z.; Lutes, R.; Yang, J.; et al. Preparation and Characterization of Cellulose-Based Nanofiltration Membranes by Interfacial Polymerization with Piperazine and Trimesoyl Chloride. ACS Sustain. Chem. Eng. 2018, 6, 13168–13176. [Google Scholar] [CrossRef]
- Eichhorn, S. Handbook of Textile Fibre Structure: Natural, Regenerated, Inorganic and Specialist Fibres; Eichhorn, S., Hearle, J.W.S., Jaffe, M., Kikutani, T., Eds.; Elsevier: Cambridge, MA, USA, 2009; p. 531. [Google Scholar]
- Crawshaw, J.; Cameron, R. A small angle X-ray scattering study of pore structure in Tencel® cellulose fibres and the effects of physical treatments. Polymer 2000, 41, 4691–4698. [Google Scholar] [CrossRef]
- Lenz, J. Properties and structure of lyocell and viscose-type fibres in the swollen state. Lenzing. Ber. 1994, 9, 19–25. [Google Scholar]
- Vickers, M.E.; Briggs, N.P.; Ibbett, R.N.; Payne, J.J.; Smith, S.B. Small angle X-ray scattering studies on lyocell cellulosic fibres: The effects of drying, re-wetting and changing coagulation temperature. Polymer 2001, 42, 8241–8248. [Google Scholar] [CrossRef]
- Makarov, I.S.; Golova, L.K.; Kuznetsova, L.K.; Antonov, S.V.; Kotsyuk, A.V.; Ignatenko, V.Y.; Kulichikhin, V.G. Influence of Precipitation and Conditioning Baths on the Structure, Morphology, and Properties of Cellulose Films. Fibre Chem. 2016, 48, 298–305. [Google Scholar] [CrossRef]
- Jianchin, Z.; Meiwu, S.; Zhu, H.; Kan, L. Study of the skin-core structure of lyocell staple fibers. Chem. Fibers Int. 1999, 49, 496–500. [Google Scholar]
- Abu Rous, M.; Ingolic, E.; Schuster, K.C. Visualisation of the fibrillar and pore morphology of cellulosic fibres applying transmission electron microscopy. Cellulose 2006, 13, 411–419. [Google Scholar] [CrossRef]
- Abu-Rous, M.; Varga, K.; Bechtold, T.; Schuster, K.C. A new method to visualize and characterize the pore structure of TENCEL® (Lyocell) and other man-made cellulosic fibres using a fluorescent dye molecular probe. J. Appl. Polym. Sci. 2007, 106, 2083–2091. [Google Scholar] [CrossRef]
- Ichwan, M.; Son, T.-W. Preparation and characterization of dense cellulose film for membrane application. J. Appl. Polym. Sci. 2011, 124, 1409–1418. [Google Scholar] [CrossRef]
- Makarov, I.S.; Golova, L.K.; Vinogradov, M.I.; Mironova, M.V.; Arkharova, N.A.; Klechkovskaya, V.V.; Kulichikhin, V.G. Morphological Transformations in the Process of Coagulation of Cellulose Solution in N-Methylmorpholine N-Oxide with Isobutanol. Polym. Sci. Ser. C 2021, 63, 161–169. [Google Scholar] [CrossRef]
- Banduryan, S.I.; Ivanova, N.A.; Mikheleva, G.A.; Iovleva, M.M. Physicochemical Principles of Cellulose-Hydrate Fiber Production by Nontraditional Methods; Papkov, S.P., Baksheev, I.P., Eds.; VNIIVproekt: Mytishchi, Russia, 1989; pp. 31–34. [Google Scholar]
- McBain, J.W.; Kistler, S.S. Membranes for high pressure ultra-filtration. Trans. Faraday Soc. 1930, 26, 157–162. [Google Scholar] [CrossRef]
- Stamm, A.J. Colloid Chemistry of Cellulosic Materials; U.S. Dept. of Agriculture: Washington, DC, USA, 1936; p. 91. [Google Scholar]
- Anokhina, T.; Yushkin, A.; Volkov, V.; Antonov, S. Cellulose-Based Membranes for Solutes Fractionation. Phys. Procedia 2015, 72, 171–174. [Google Scholar] [CrossRef][Green Version]
- GOST 6840-78. Cellulose. Method for Determination of Alpha Cellulose Content. Available online: https://docs.cntd.ru/document/1200017933 (accessed on 24 February 2022).
- GOST 9105-74. Cellulose. The Determination Method of Polymerisation Average Degree. Available online: https://docs.cntd.ru/document/1200017944 (accessed on 24 February 2022).
- GOST 7730-89. Cellulose Film. Specifications. Available online: https://docs.cntd.ru/document/1200020644 (accessed on 24 February 2022).
- Golova, L.K. Method for Obtaining a Solution for Spinning Fibers. Patent RF 1645308, 30 April 1991. [Google Scholar]
- Golova, L.K. Processing of cellulose via highly concentrated “solid solutions”. Fibre Chem. 1996, 28, 5–16. [Google Scholar] [CrossRef]
- Orekhov, A.S.; Klechkovskaya, V.V.; Kononova, S.V. Low-voltage scanning electron microscopy of multilayer polymer systems. Crystallogr. Rep. 2017, 62, 710–715. [Google Scholar] [CrossRef]
- Smotrina, T.V. Influence of High-Temperatures on Structural and Physical State of Cellulose and Its Absorption Properties. Ph.D. Thesis, Mari State Technical University (MSTU), Ioshkar-Ola, Russia, 1998; p. 149. [Google Scholar]
- Tsar’Kov, S.E.; Malakhov, A.O.; Litvinova, E.G.; Volkov, A.V. Nanofiltration of dye solutions through membranes based on poly(trimethylsilylpropyne). Pet. Chem. 2013, 53, 537–545. [Google Scholar] [CrossRef]
- Kaplan, D.L. Biopolymers from Renewable Resources; Springer: Berlin/Heidelberg, Germany, 2013; p. 420. [Google Scholar]
- Makarov, I.S.; Shambilova, G.K.; Vinogradov, M.I.; Zatonskih, P.V.; Gromovykh, T.I.; Lutsenko, S.V.; Arkharova, N.A.; Kulichikhin, V.G. Films of Bacterial Cellulose Prepared from Solutions in N-Methylmorpholine-N-Oxide: Structure and Properties. Processes 2020, 8, 171. [Google Scholar] [CrossRef]
- Ford, E.N.J.; Mendon, S.K.; Thames, S.F.; Rawlins, J.W. X-ray Diffraction of Cotton Treated with Neutralized Vegetable Oil-based Macromolecular Crosslinkers. J. Eng. Fibers Fabr. 2010, 5, 10–20. [Google Scholar] [CrossRef]
- Nelson, M.L.; O’Connor, R.T. Relation of certain infrared bands to cellulose crystallinity and crystal lattice. Part II: A new infrared ration for estimation of crystallinity in cellulose I and II. J. Appl. Polym. Sci. 1964, 8, 1325–1341. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, Y. Influence of coagulation bath on morphology of cellulose membranes prepared by NMMO method. Front. Chem. Eng. China 2008, 2, 204–208. [Google Scholar] [CrossRef]
- Zhang, Y.; Shao, H.; Hu, X. Atomic force microscopy of cellulose membranes prepared from the N-methylmorpholine-N-oxide/water solvent system. J. Appl. Polym. Sci. 2002, 86, 3389–3395. [Google Scholar] [CrossRef]
- Anokhina, T.S.; Yushkin, A.A.; Makarov, I.S.; Ignatenko, V.Y.; Kostyuk, A.V.; Antonov, S.V.; Volkov, A.V. Cellulose composite membranes for nanofiltration of aprotic solvents. Pet. Chem. 2016, 56, 1085–1092. [Google Scholar] [CrossRef]
- Karan, S.; Samitsu, S.; Peng, X.; Kurashima, K.; Ichinose, I. Ultrafast Viscous Permeation of Organic Solvents Through Diamond-Like Carbon Nanosheets. Science 2012, 335, 444–447. [Google Scholar] [CrossRef] [PubMed]
- Makarova, V.V.; Antonov, S.V.; Brantseva, T.V.; Kulichikhin, V.G.; Anokhina, T.S. Phase-equilibrium and cellulose-coagulation kinetics for cellulose solutions in N-methylmorpholine-N-oxide. Polym. Sci. Ser. A 2016, 58, 732–743. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Relative Intensities | Films | |||
|---|---|---|---|---|---|
| Dry | Swollen | ||||
| LF-1 | C-1 | LF-1 | C-1 | ||
| 1 | D1430/D900 (O’Connor’s crystallinity index) | 1.64 | 1.14 | 2.54 | 3.45 |
| 2 | D1370/D2900 | 0.87 | 0.85 | 0.90 | 0.88 |
| 3 | D1430/D2900 | 0.68 | 0.65 | 0.71 | 0.75 |
| 4 | D1321/D2900 | 0.69 | 0.68 | 0.80 | 0.81 |
| 5 | D1265/D2900 | 0.32 | 0.30 | 0.51 | 0.54 |
| 6 | D1152/D2900 | 0.71 | 0.66 | 0.70 | 0.63 1 |
| 7 | D900/D2900 | 0.52 | 0.58 | 0.28 | 0.22 |
| 8 | D1640/D2900 | 0.38 | 0.21 | 0.91 | 0.82 |
| Films | n-Decane Sorption, wt% * | Rejection, % | Permeability, kg/(m2∙h∙bar) | Tensile Strength, MPa | Young Modulus, GPa | Elongation at Break, % |
|---|---|---|---|---|---|---|
| C-1 | 2 | 67 | 0.11 | 40 | 1.7 | 65 |
| C-2 | 30 | 29 | 0.23 | 60 | 0.9 | 9 |
| LF-1 | 5 | 5 | 0.5 | 74 | 2.5 | 10 |
| LF-2 | 12 | 8 | 1.18 | 53 | 1.4 | 5 |
| LF-3 | 8 | 6.5 | 7 | 15 | 0.3 | 28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Makarov, I.S.; Golova, L.K.; Bondarenko, G.N.; Anokhina, T.S.; Dmitrieva, E.S.; Levin, I.S.; Makhatova, V.E.; Galimova, N.Z.; Shambilova, G.K. Structure, Morphology, and Permeability of Cellulose Films. Membranes 2022, 12, 297. https://doi.org/10.3390/membranes12030297
Makarov IS, Golova LK, Bondarenko GN, Anokhina TS, Dmitrieva ES, Levin IS, Makhatova VE, Galimova NZ, Shambilova GK. Structure, Morphology, and Permeability of Cellulose Films. Membranes. 2022; 12(3):297. https://doi.org/10.3390/membranes12030297
Chicago/Turabian StyleMakarov, Igor S., Lyudmila K. Golova, Galina N. Bondarenko, Tatyana S. Anokhina, Evgenia S. Dmitrieva, Ivan S. Levin, Valentina E. Makhatova, Nazym Zh. Galimova, and Gulbarshin K. Shambilova. 2022. "Structure, Morphology, and Permeability of Cellulose Films" Membranes 12, no. 3: 297. https://doi.org/10.3390/membranes12030297
APA StyleMakarov, I. S., Golova, L. K., Bondarenko, G. N., Anokhina, T. S., Dmitrieva, E. S., Levin, I. S., Makhatova, V. E., Galimova, N. Z., & Shambilova, G. K. (2022). Structure, Morphology, and Permeability of Cellulose Films. Membranes, 12(3), 297. https://doi.org/10.3390/membranes12030297