
Study of Melamine-Formaldehyde/Phase Change Material Microcapsules for the Preparation of Polymer Films by Extrusion


 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of Microcapsules (MCs)
2.3. Manufacture of Polyamide and Low-Density Polyethylene Films Modified with Microcapsules
2.4. Characterization
3. Results and Discussion
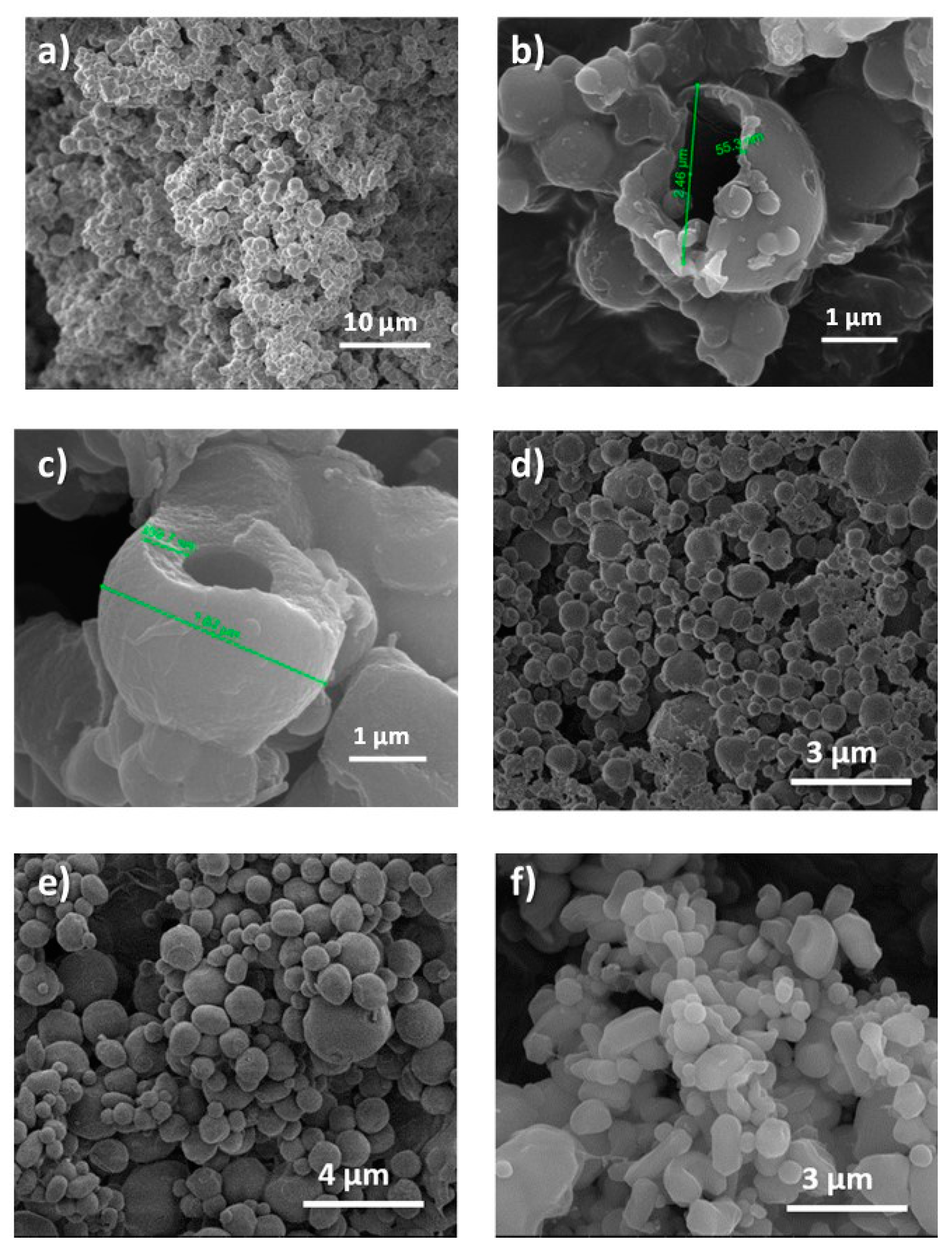
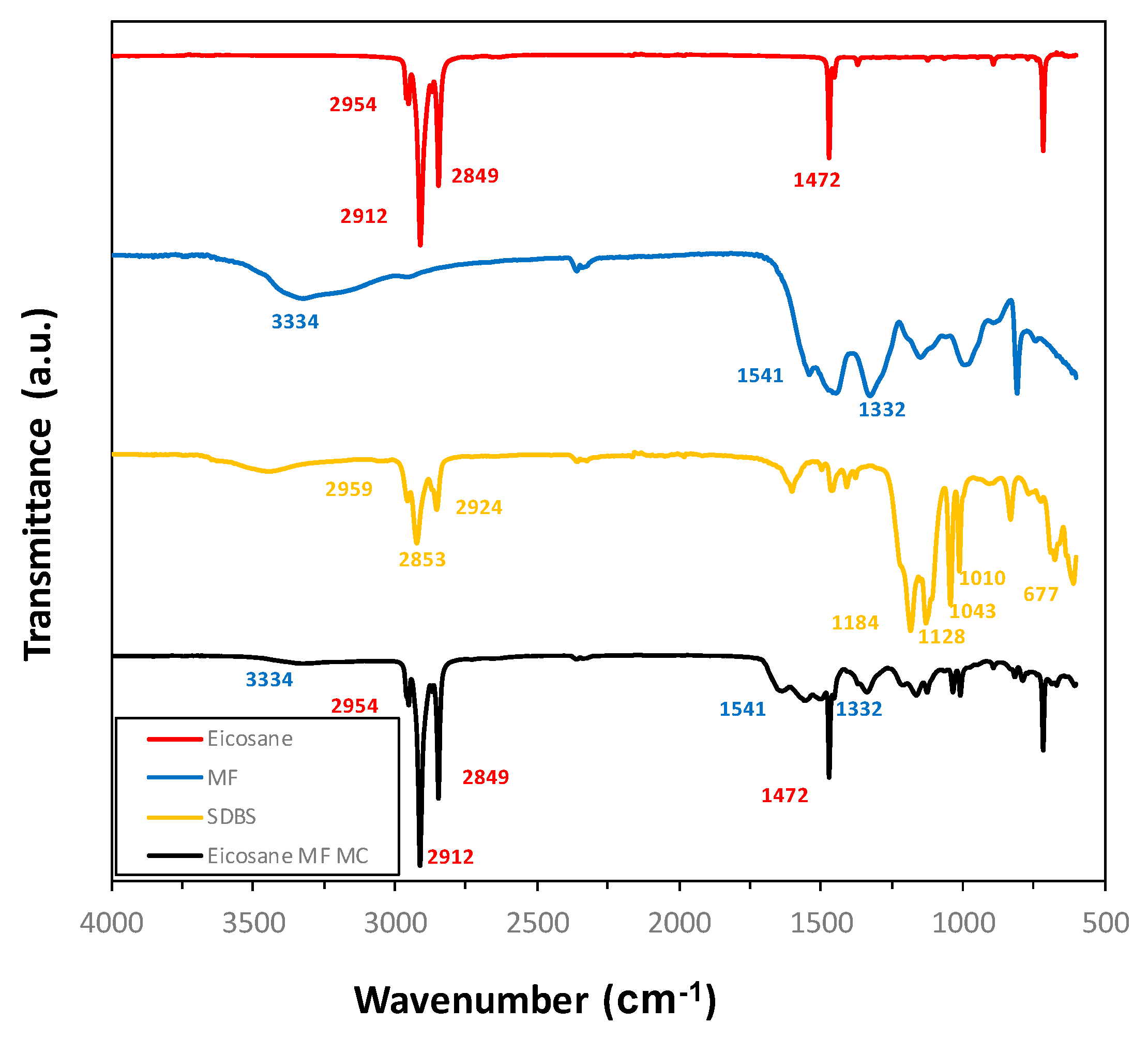
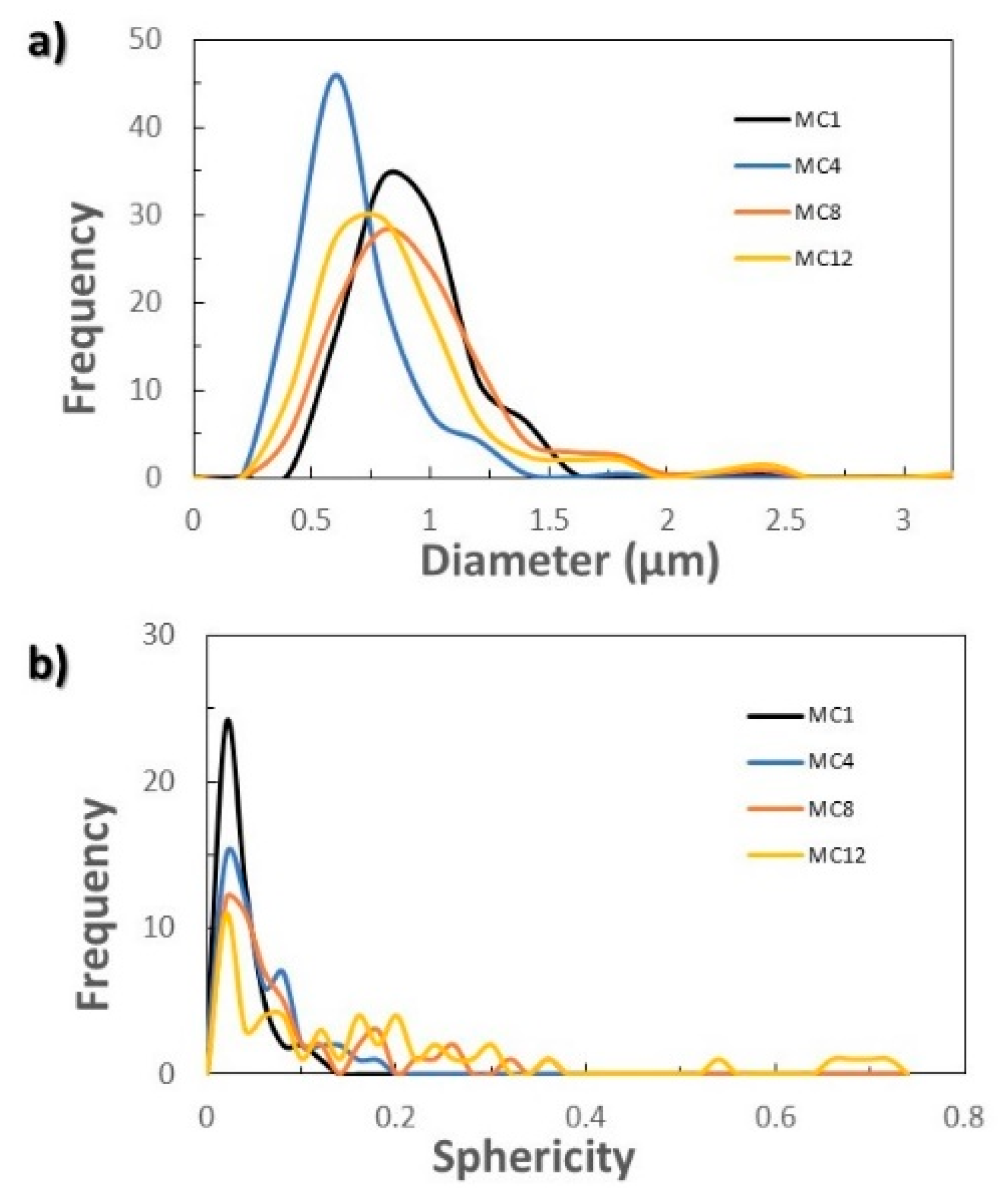
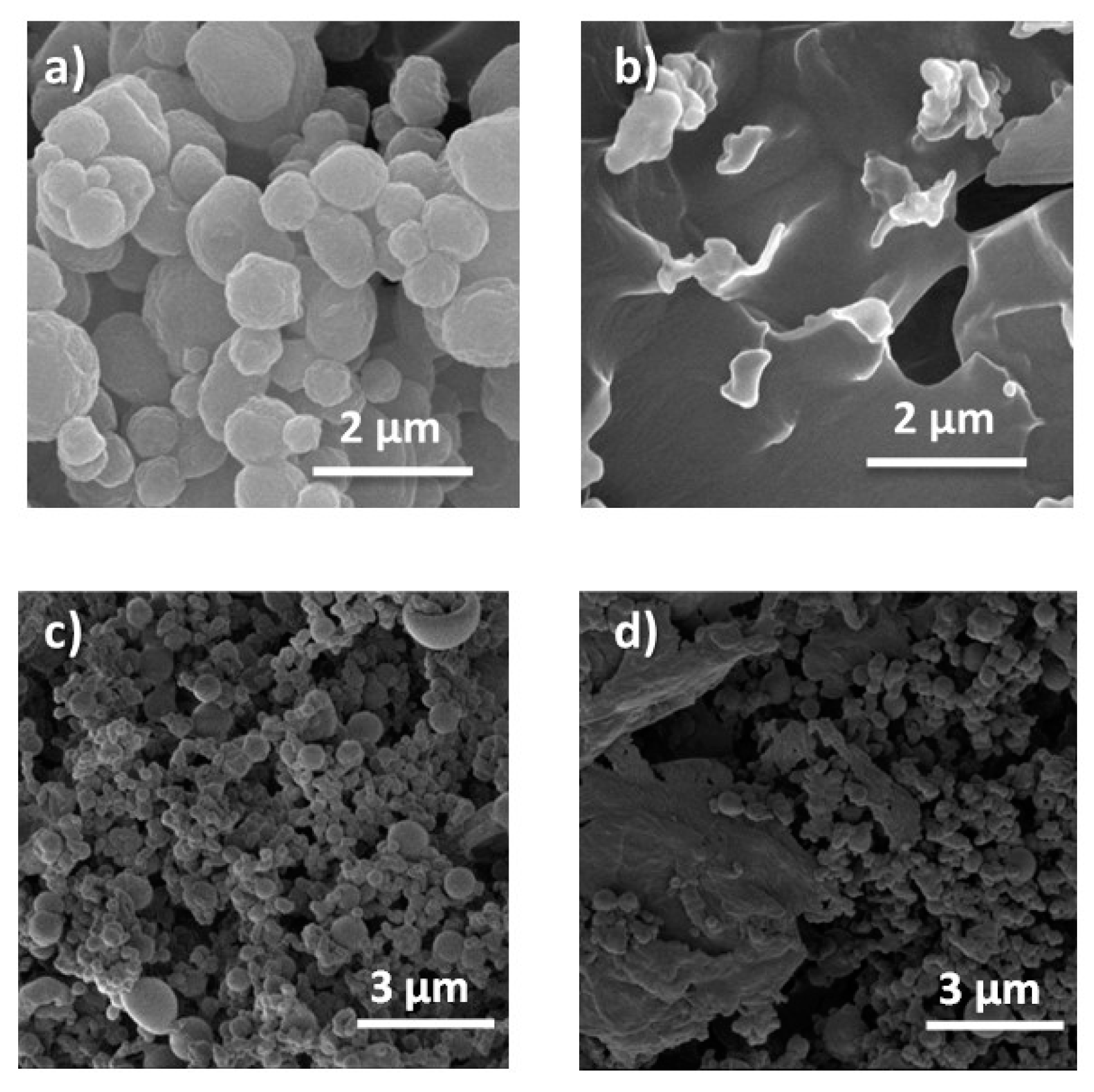
3.1. Characterization of the Microcapsules
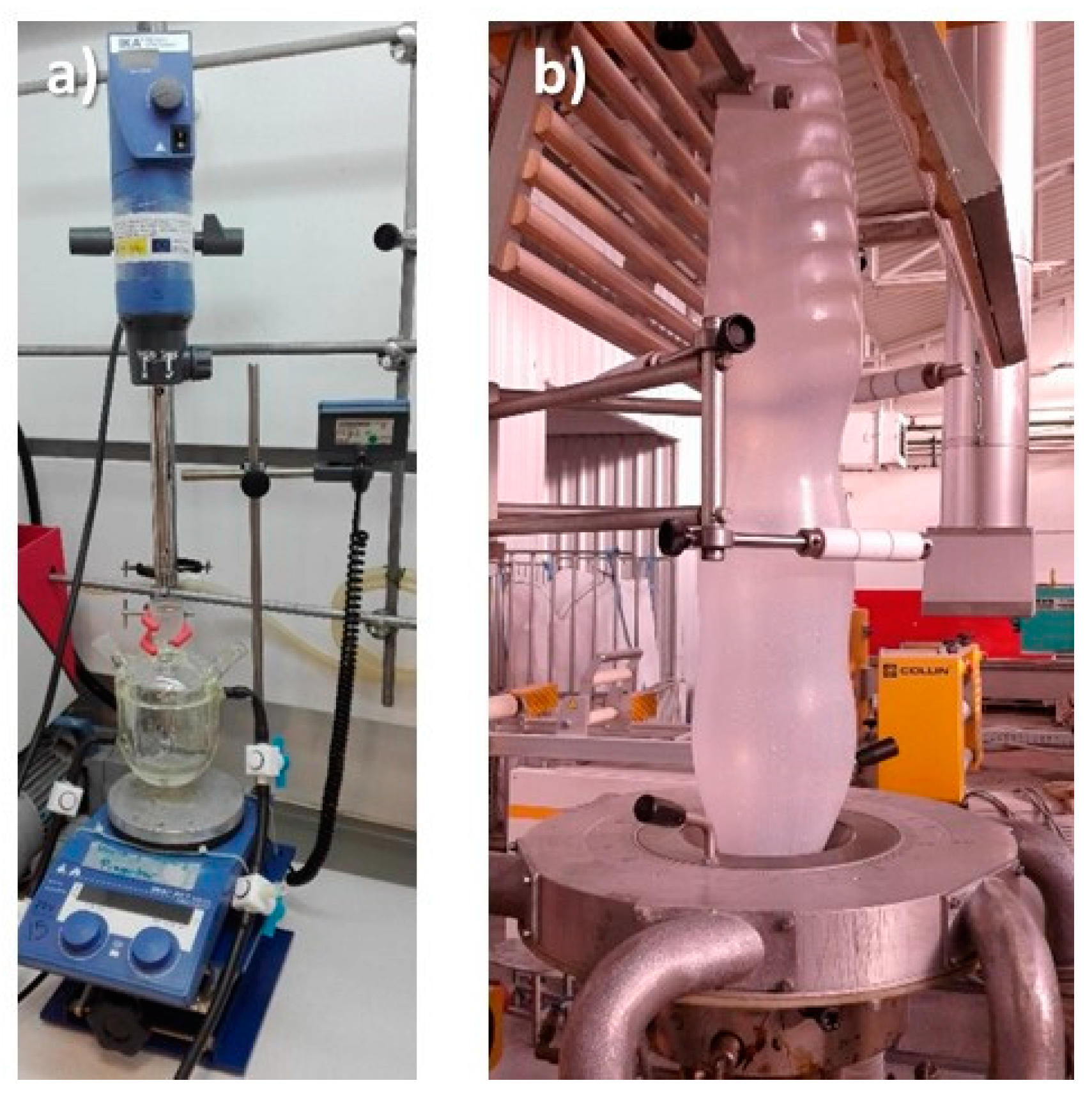
3.2. Laboratory Scale Process for Microcapsules
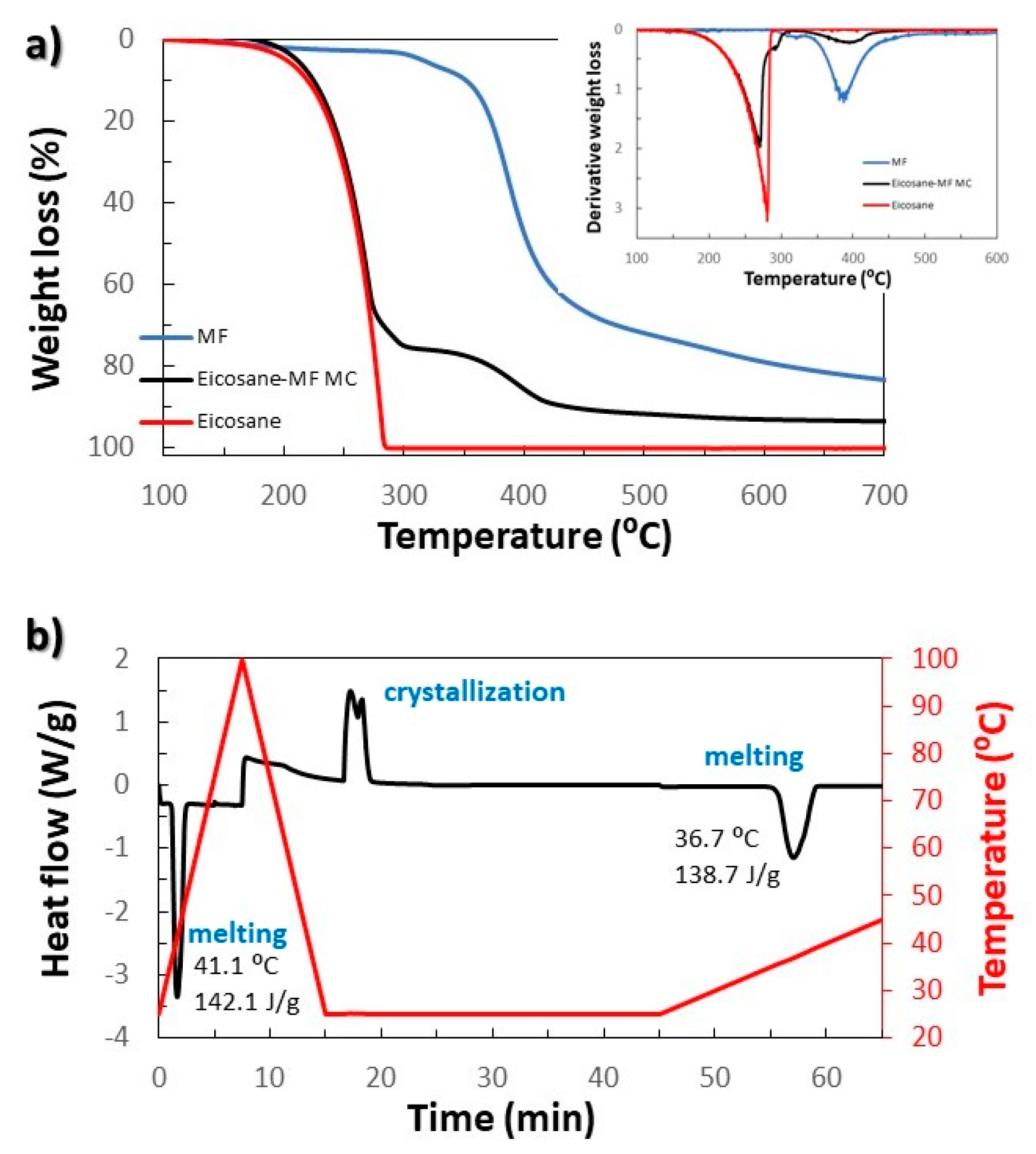
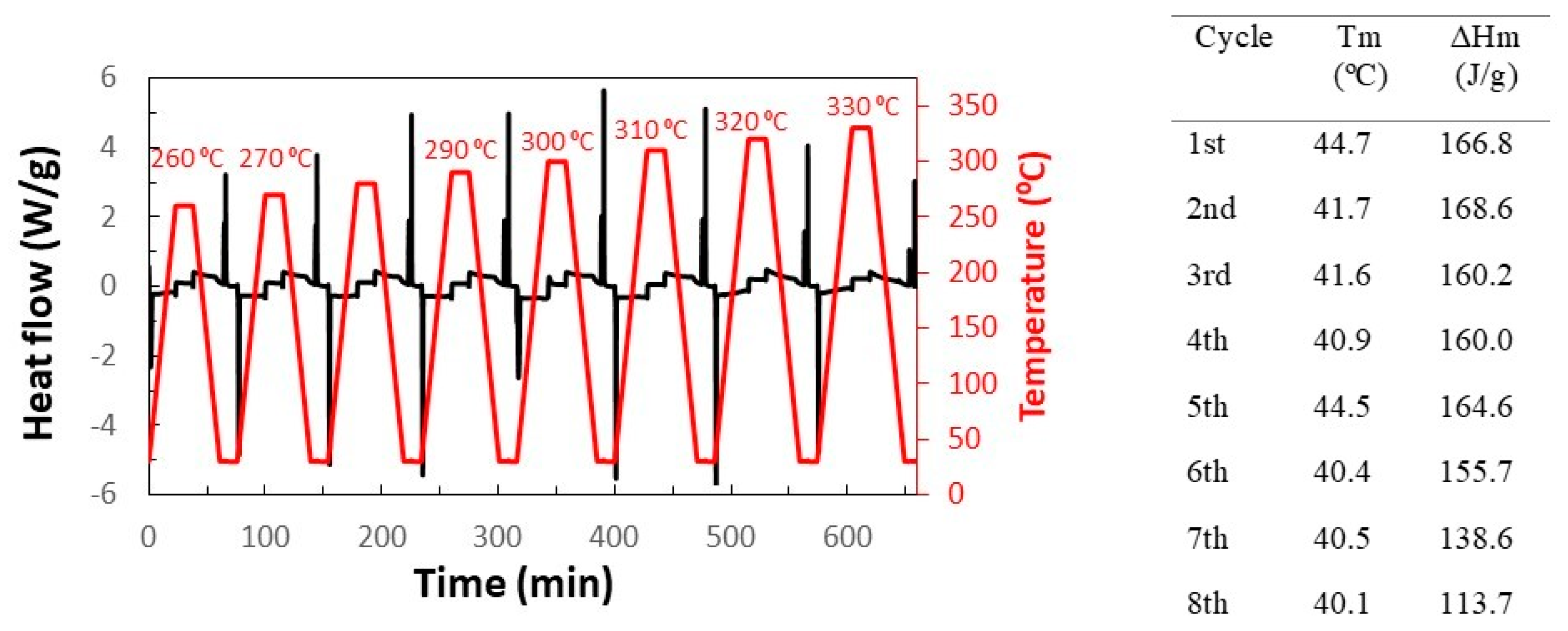
3.3. Stability of MCs with Temperature and Washing Conditions
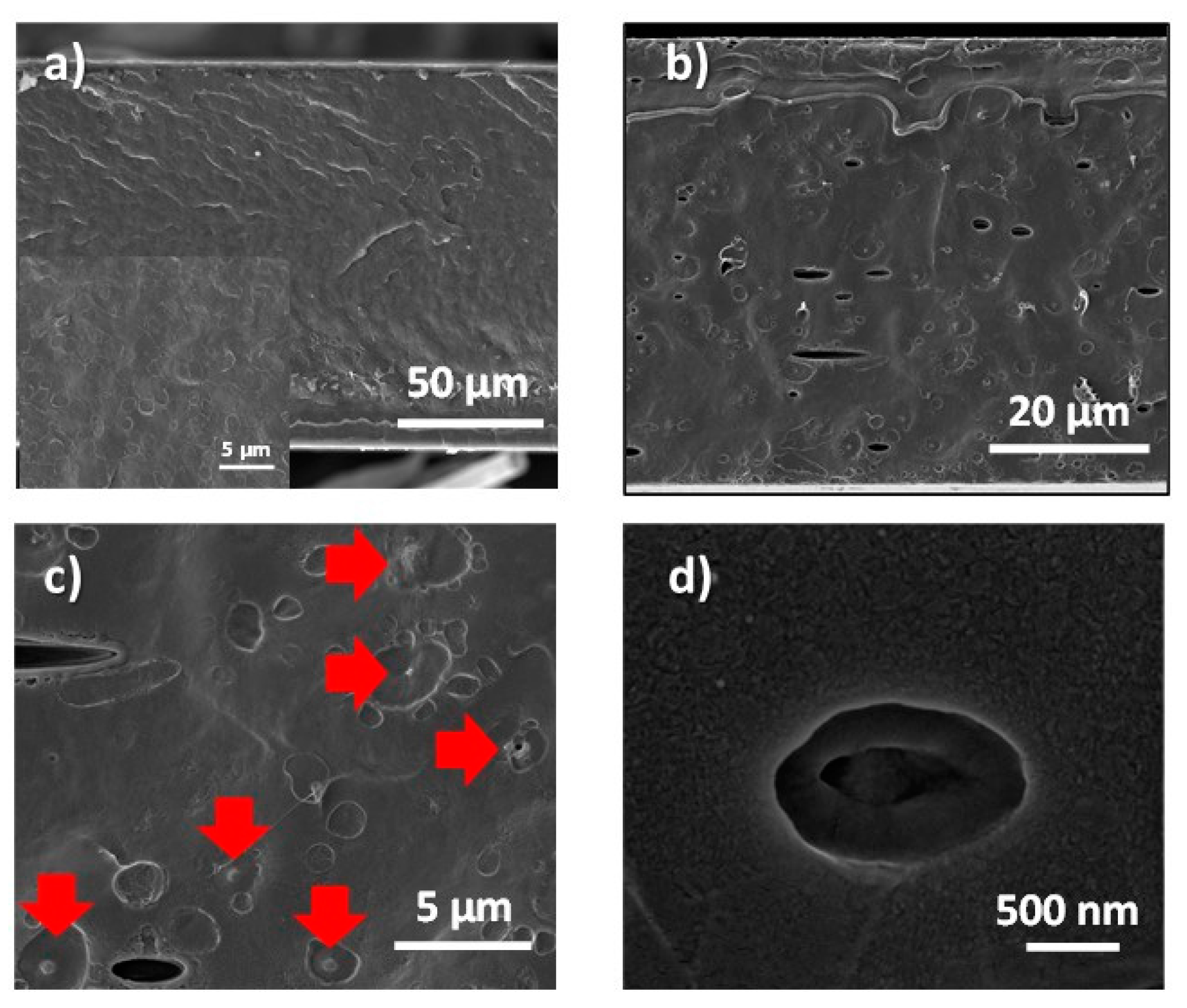
3.4. Properties of Films
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nelson, G. Application of microencapsulation in textiles. Int. J. Pharm. 2002, 242, 55–62. [Google Scholar] [CrossRef]
- Valdes, A.; Ramos, M.; Beltran, A.; Garrigos, M.C. Recent Trends in Microencapsulation for Smart and Active Innovative Textile Products. Curr. Org. Chem. 2018, 22, 1237–1248. [Google Scholar] [CrossRef]
- Algieri, C.; Chakraborty, S.; Pal, U. Efficacy of phase inversion technique for polymeric membrane fabrication. J. Phase Chang. Mater. 2021, 1. [Google Scholar] [CrossRef]
- Sherwin, C.; Bhat, S.; Hebbar, S.P. Effect of plating time on surface morphology and coating thickness of nickel plating on copper surface. J. Phase Chang. Mater. 2021, 1. [Google Scholar] [CrossRef]
- Paseta, L.; Antoran, D.; Coronas, J.; Tellez, C. 110th Anniversary: Polyamide/Metal-Organic Framework Bilayered Thin Film Composite Membranes for the Removal of Pharmaceutical Compounds from Water. Ind. Eng. Chem. Res. 2019, 58, 4222–4230. [Google Scholar] [CrossRef]
- Rubio, C.; Piera, E.; Angel Caballero, M.; Tellez, C.; Coronas, J. Synthesis of layered titanosilicate JDF-L1 for fabrication of composite polyamide 6 film. Appl. Clay Sci. 2015, 118, 151–157. [Google Scholar] [CrossRef][Green Version]
- Perez, E.; Martin, L.; Rubio, C.; Urieta, J.S.; Piera, E.; Caballero, M.A.; Tellez, C.; Coronas, J. Encapsulation of alpha-tocopheryl acetate into zeolite Y for textile application. Ind. Eng. Chem. Res. 2010, 49, 8495–8500. [Google Scholar] [CrossRef]
- Zhang, X.X.; Fan, Y.F.; Tao, X.M.; Yick, K.L. Fabrication and properties of microcapsules and nanocapsules containing n-octadecane. Mater. Chem. Phys. 2004, 88, 300–307. [Google Scholar] [CrossRef]
- Mohaddes, F.; Islam, S.; Shanks, R.; Fergusson, M.; Wang, L.; Padhye, R. Modification and evaluation of thermal properties of melamine-formaldehyde/n-eicosane microcapsules for thermo-regulation applications. Appl. Therm. Eng. 2014, 71, 11–15. [Google Scholar] [CrossRef]
- Hu, X.; Huang, Z.; Zhang, Y. Preparation of CMC-modified melamine resin spherical nano-phase change energy storage materials. Carbohydr. Polym. 2014, 101, 83–88. [Google Scholar] [CrossRef]
- Moreira, A.C.G.; Manrique, Y.A.; Martins, I.M.; Fernandes, I.P.; Rodrigues, A.E.; Lopes, J.C.B.; Dias, M.M. Continuous Production of Melamine-Formaldehyde Microcapsules Using a Mesostructured Reactor. Ind. Eng. Chem. Res. 2020, 59, 18510–18519. [Google Scholar] [CrossRef]
- Bône, S.; Vautrin, C.; Barbesant, V.; Truchon, S.; Harrison, I.; Geffroy, C. Microencapsulated fragrances in melamine formaldehyde resins. Chimia 2011, 65, 177–181. [Google Scholar] [CrossRef] [PubMed]
- Mercade-Prieto, R.; Pan, X.M.; Fernandez-Gonzalez, A.; Zhang, Z.B.; Bakalis, S. Quantification of Microcapsules Deposited in Cotton Fabrics before and after Abrasion Using Fluorescence Microscopy. Ind. Eng. Chem. Res. 2012, 51, 16741–16749. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, J.; Yu, F.; Zhang, Z.; Gao, X. Preparation and properties of graphene oxide-modified poly(melamine-formaldehyde) microcapsules containing phase change material n-dodecanol for thermal energy storage. J. Mater. Chem. 2015, 3, 11624–11630. [Google Scholar] [CrossRef]
- Wang, H.P.; Yuan, Y.C.; Rong, M.Z.; Zhang, M.Q. Microencapsulation of styrene with melamine-formaldehyde resin. Colloid Polym. Sci. 2009, 287, 1089–1097. [Google Scholar] [CrossRef]
- Li, W.; Zhang, X.-X.; Wang, X.-C.; Niu, J.-J. Preparation and characterization of microencapsulated phase change material with low remnant formaldehyde content. Mater. Chem. Phys. 2007, 106, 437–442. [Google Scholar] [CrossRef]
- Zhang, N.; Yuan, Y. Synthesis and thermal properties of nanoencapsulation of paraffin as phase change material for latent heat thermal energy storage. Energy Built Environ. 2020, 1, 410–416. [Google Scholar] [CrossRef]
- Kumar, G.N.; Al-Aifan, B.; Parameshwaran, R.; Ram, V.V. Facile synthesis of microencapsulated 1-dodecanol/melamine-formaldehyde phase change material using in-situ polymerization for thermal energy storage. Colloids Surf. Physicochem. Eng. Asp. 2021, 610, 125698. [Google Scholar] [CrossRef]
- Shin, Y.; Yoo, D.-I.; Son, K. Development of thermoregulating textile materials with microencapsulated phase change materials (PCM). II. Preparation and application of PCM microcapsules. J. Appl. Polym. Sci. 2005, 96, 2005–2010. [Google Scholar] [CrossRef]
- Onder, E.; Sarier, N.; Cimen, E. Encapsulation of phase change materials by complex coacervation to improve thermal performances of woven fabrics. Thermochim. Acta 2008, 467, 63–72. [Google Scholar] [CrossRef]
- Sarier, N.; Onder, E. Organic phase change materials and their textile applications: An overview. Thermochim. Acta 2012, 540, 7–60. [Google Scholar] [CrossRef]
- Petrosino, F.; Wickramasinghe, S.R.; Pal, U. Computational modeling in studying phase change materials. J. Phase Chang. Mater. 2021, 1. [Google Scholar] [CrossRef]
- Pal, U.; Chakraborty, S. Towards growth and sustainable researches in phase change materials. J. Phase Chang. Mater. 2021, 1. [Google Scholar] [CrossRef]
- Okano, M.; Ogata, Y. Kinetics of the condensation of melamine with formaldehyde. J. Am. Chem. Soc. 1952, 74, 5728–5731. [Google Scholar] [CrossRef]
- Mijatovic, J.; Binder, W.H.; Kubel, F.; Kantner, W. Studies on the stability of MF resin solutions: Investigations on network formation. Macromol. Symp. 2002, 181, 373–382. [Google Scholar] [CrossRef]
- Merline, D.J.; Vukusic, S.; Abdala, A.A. Melamine formaldehyde: Curing studies and reaction mechanism. Polym. J. 2013, 45, 413–419. [Google Scholar] [CrossRef]
- Chan, E.-S.; Wong, S.-L.; Lee, P.-P.; Lee, J.-S.; Ti, T.B.; Zhang, Z.; Poncelet, D.; Ravindra, P.; Phan, S.-H.; Yim, Z.-H. Effects of starch filler on the physical properties of lyophilized calcium–alginate beads and the viability of encapsulated cells. Carbohydr. Polym. 2011, 83, 225–232. [Google Scholar] [CrossRef]
- Chotiko, A.; Sathivel, S. Three protective agents for pectin-rice bran capsules for encapsulating Lactobacillus plantarum. Food Biosci. 2016, 16, 56–65. [Google Scholar] [CrossRef]
- Daiguji, H.; Makuta, T.; Kinoshita, H.; Oyabu, T.; Takemura, F. Fabrication of Hollow Melamine−Formaldehyde Microcapsules from Microbubble Templates. J. Phys. Chem. 2007, 111, 8879–8884. [Google Scholar] [CrossRef]
- Lee, A.R.; Han, C.H.; Yi, E. Preparation and characterization of melamine-formaldehyde microcapsules containing Citrus unshiu essential oil. Fibers Polym. 2014, 15, 35–40. [Google Scholar] [CrossRef]
- Solomon, G.R.; Karthikeyan, S.; Velraj, R. Sub cooling of PCM due to various effects during solidification in a vertical concentric tube thermal storage unit. Appl. Therm. Eng. 2013, 52, 505–511. [Google Scholar] [CrossRef]
- Genovese, A.; Amarasinghe, G.; Glewis, M.; Mainwaring, D.; Shanks, R.A. Crystallisation, melting, recrystallisation and polymorphism of n-eicosane for application as a phase change material. Thermochim. Acta 2006, 443, 235–244. [Google Scholar] [CrossRef]
- Fredi, G.D.A.; Pegoretti, A. Multifunctional glass fiber/polyamide composites with thermal energy storage/release capability. Express Polym. Lett. 2018, 12, 349–364. [Google Scholar] [CrossRef]
- Salaün, F.; Lewandowski, M.; Vroman, I.; Bedek, G.; Bourbigot, S. Development and characterisation of flame-retardant fibres from isotactic polypropylene melt-compounded with melamine-formaldehyde microcapsules. Polym. Degrad. Stab. 2011, 96, 131–143. [Google Scholar] [CrossRef]
- Wu, S.; Zhang, P.; Xu, Z.; Chen, Z.; Gao, Y. Preparation of 1-dodecanol microcapsules with cellulose nanofibers-modified melamine-formaldehyde resin as a potential phase change material. Mater. Res. Express 2020, 6, 125376. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Melamine (g) | 37% Formaldehyde (g) | SDBS (g) | n-Eicosane (g) |
|---|---|---|---|---|
| MC1 | 0.6 | 1.2 | 1.0 | 7.5 |
| MC4 | 2.4 | 4.8 | 4.0 | 30.0 |
| MC8 | 4.8 | 9.6 | 8.0 | 60.0 |
| MC12 | 7.2 | 14.4 | 12.0 | 90.0 |
| PCM | Particle Size (µm) | Latent Heat of Melting (J/g) | PCM Load (wt%) | Reference |
|---|---|---|---|---|
| n-octadecane | 0.9–9.2 | 170 | 70 | [8] |
| n-octadecane | 2.2 | 144 | 59 | [16] |
| n-eicosane | 0.5–2.7 | 162 | 75 | [9] |
| n-eicosane | 0.1–10 | 134 | 53 | [19] |
| paraffin wax | 0.26–0.45 | 107–135 | 60–74 | [17] |
| 1-dodecanol | 0.49 | 79 | 41 | [18] |
| n-eicosane | 1.1 ± 0.4 | 146.2 | 62.2 | This study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Viñuales, S.; Rubio, C.; Martínez-Izquierdo, L.; Zornoza, B.; Piera, E.; Caballero, M.Á.; Téllez, C. Study of Melamine-Formaldehyde/Phase Change Material Microcapsules for the Preparation of Polymer Films by Extrusion. Membranes 2022, 12, 266. https://doi.org/10.3390/membranes12030266
García-Viñuales S, Rubio C, Martínez-Izquierdo L, Zornoza B, Piera E, Caballero MÁ, Téllez C. Study of Melamine-Formaldehyde/Phase Change Material Microcapsules for the Preparation of Polymer Films by Extrusion. Membranes. 2022; 12(3):266. https://doi.org/10.3390/membranes12030266
Chicago/Turabian StyleGarcía-Viñuales, Sara, César Rubio, Lidia Martínez-Izquierdo, Beatriz Zornoza, Elena Piera, Miguel Ángel Caballero, and Carlos Téllez. 2022. "Study of Melamine-Formaldehyde/Phase Change Material Microcapsules for the Preparation of Polymer Films by Extrusion" Membranes 12, no. 3: 266. https://doi.org/10.3390/membranes12030266
APA StyleGarcía-Viñuales, S., Rubio, C., Martínez-Izquierdo, L., Zornoza, B., Piera, E., Caballero, M. Á., & Téllez, C. (2022). Study of Melamine-Formaldehyde/Phase Change Material Microcapsules for the Preparation of Polymer Films by Extrusion. Membranes, 12(3), 266. https://doi.org/10.3390/membranes12030266