

Slip Casting and Solid-State Reactive Sintering of BCZY(BaCexZr0.9−xY0.1O3−d)-NiO/BCZY Half-Cells



Abstract
:1. Introduction
2. Materials and Methods
3. Results
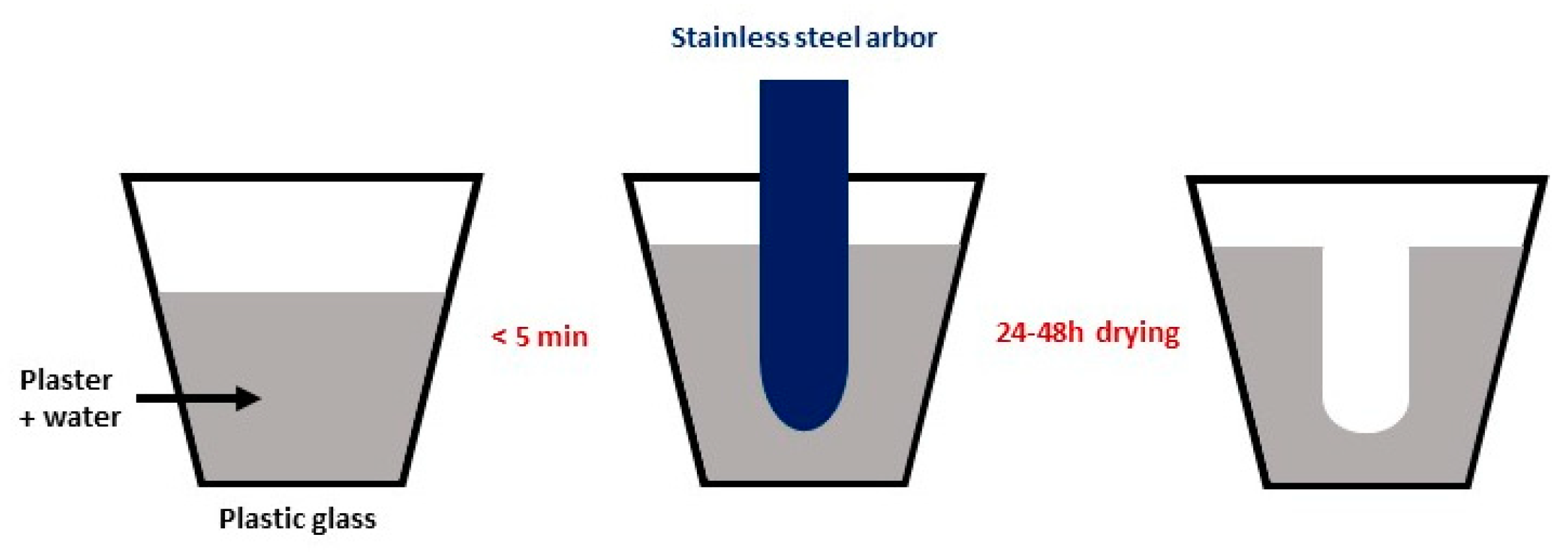
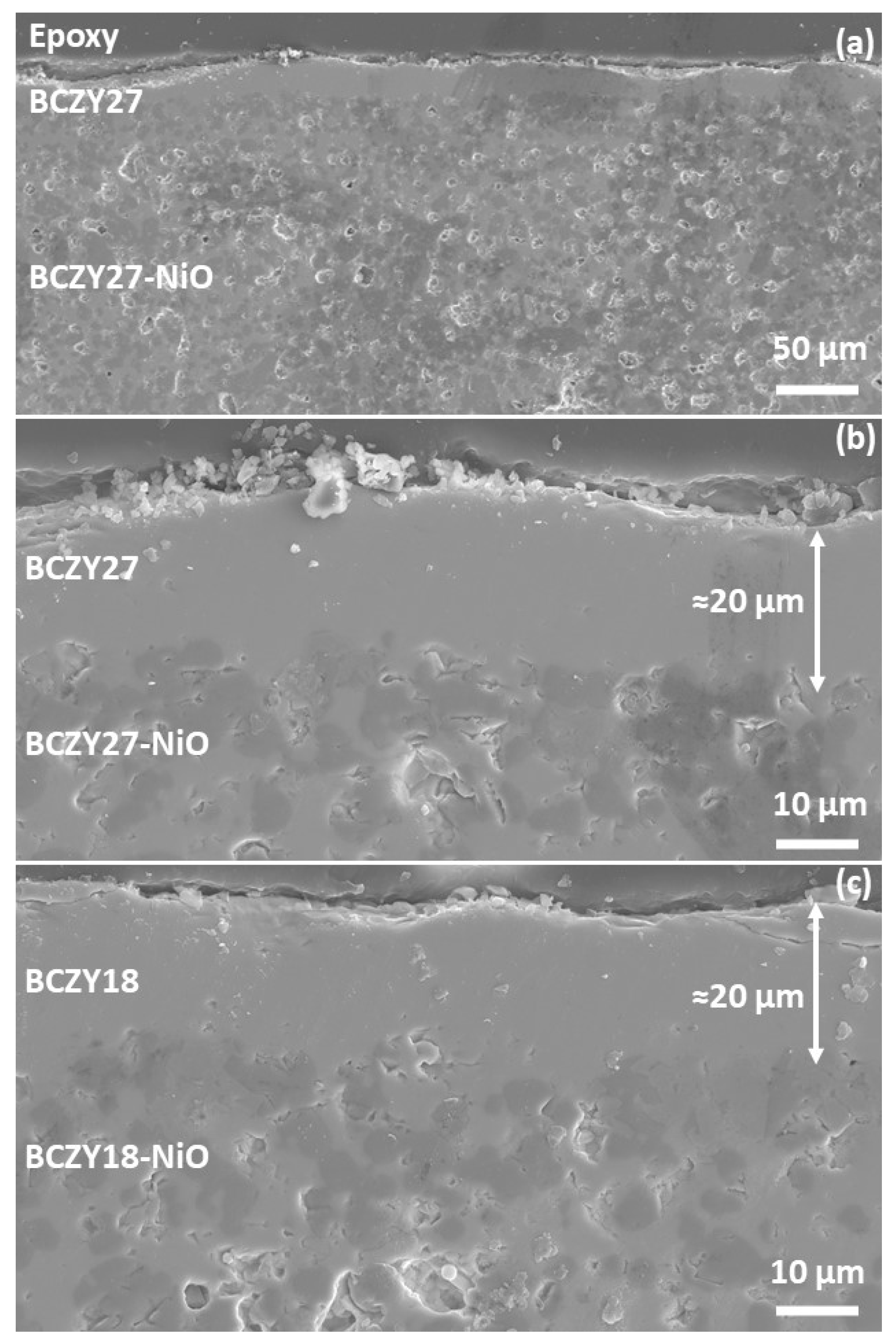
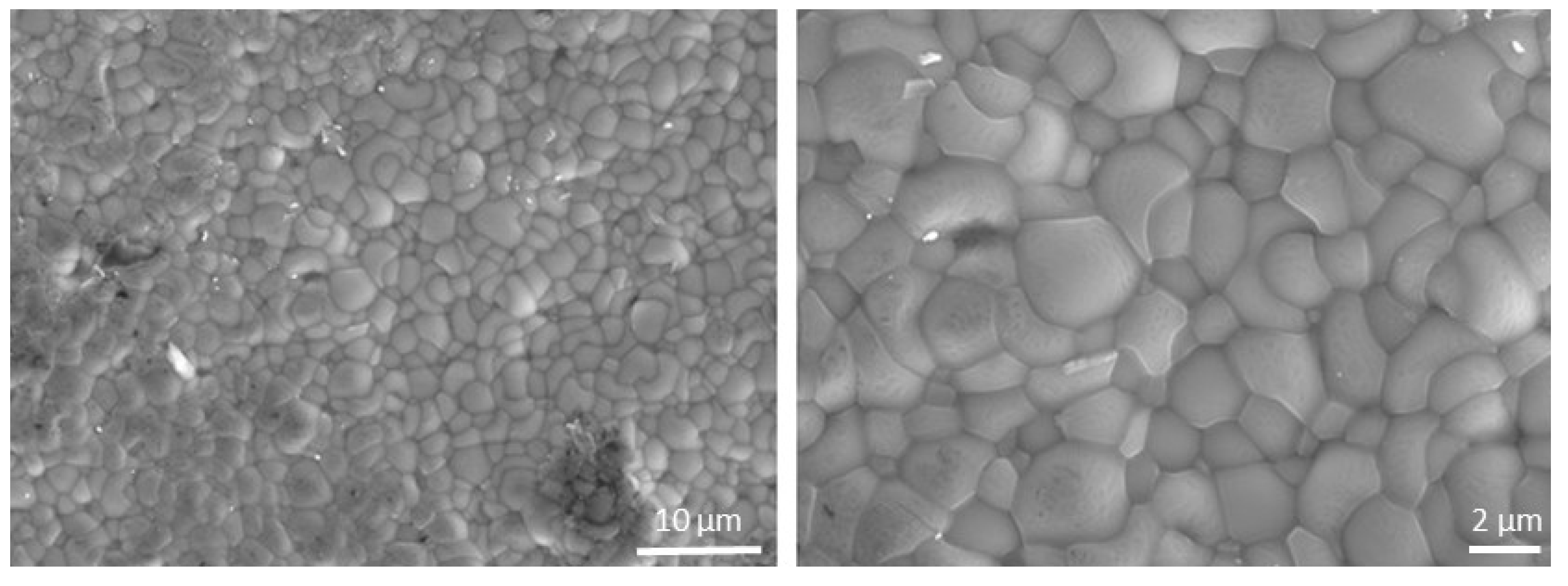
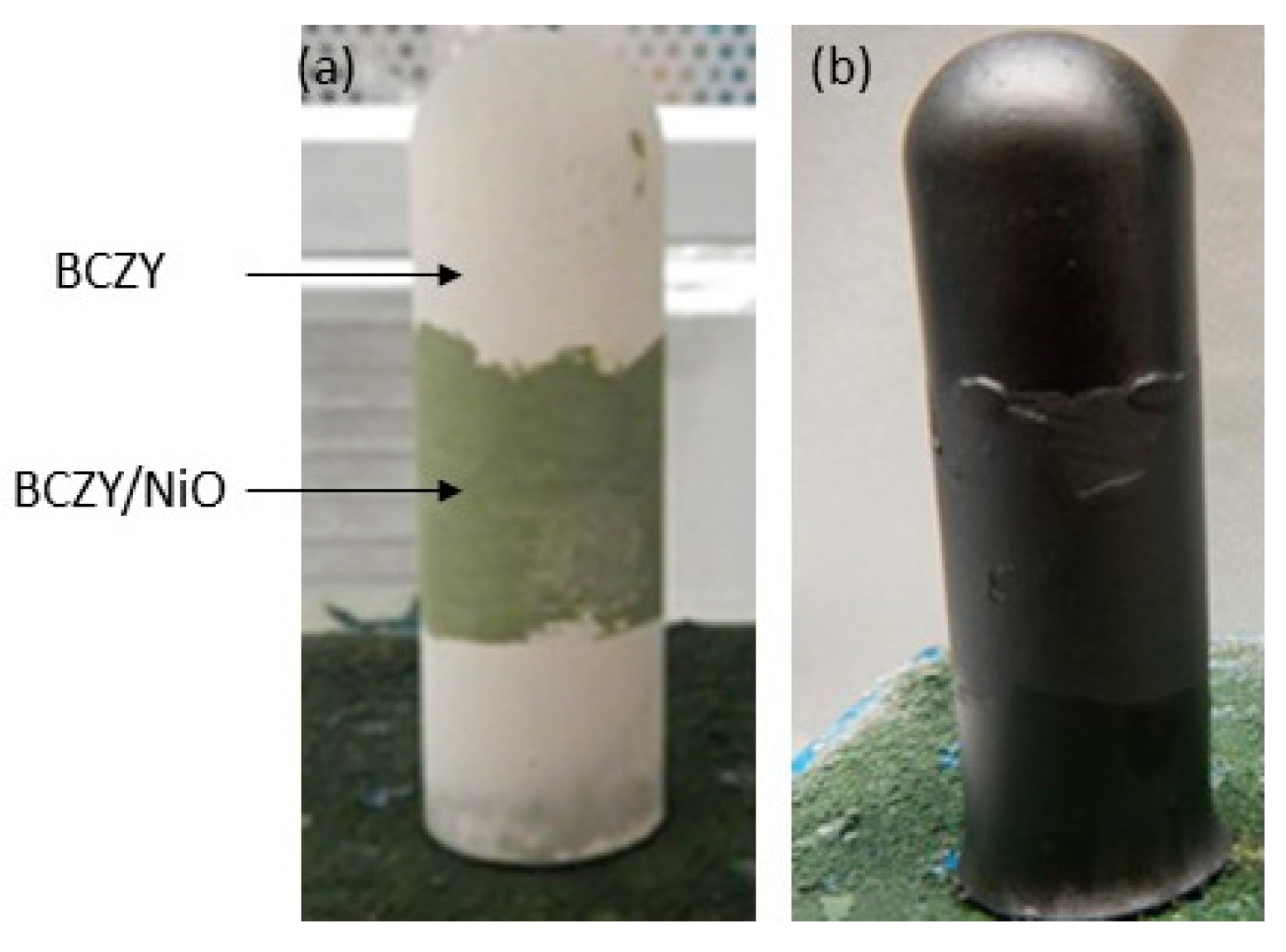
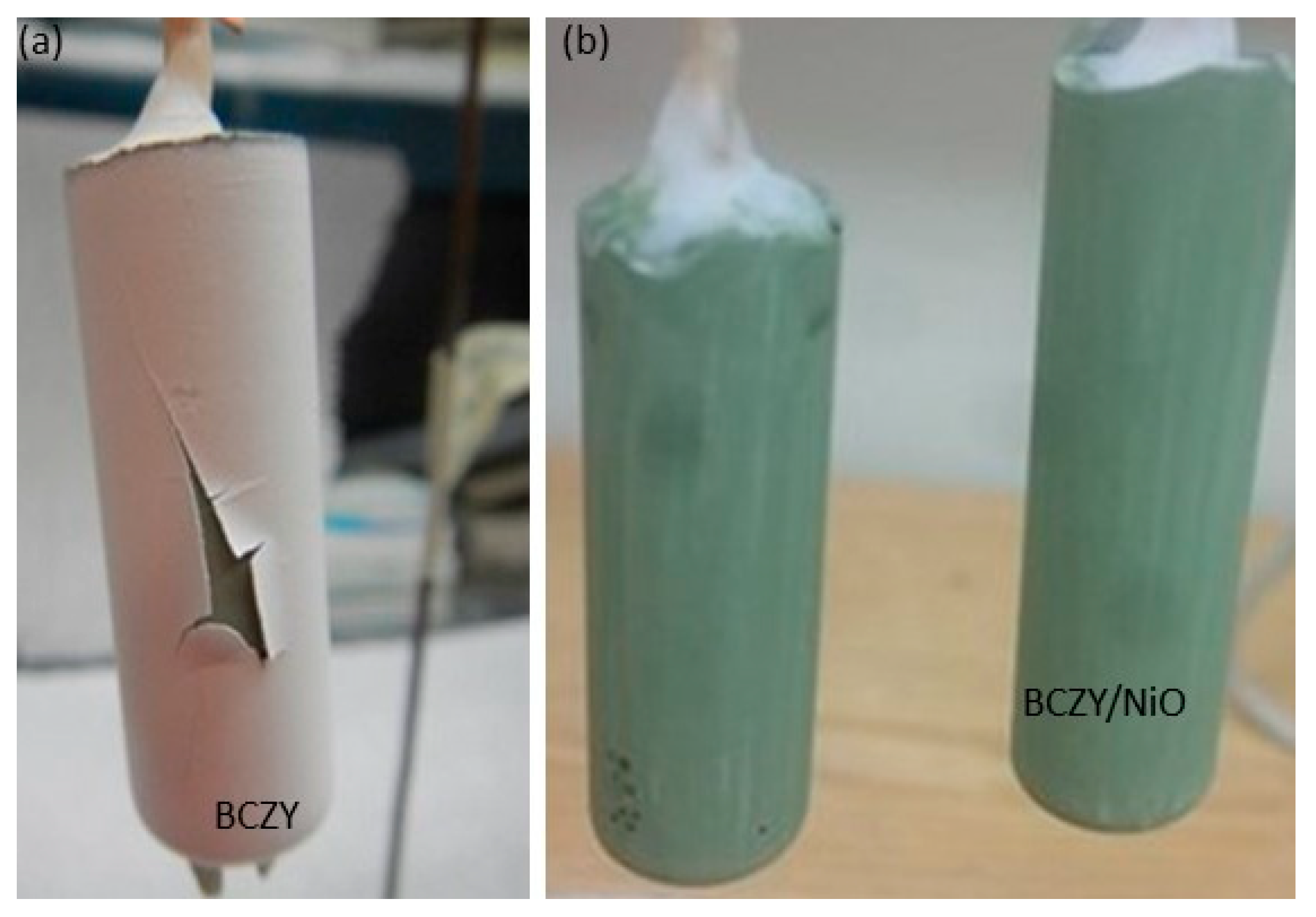
3.1. Slip Casting and Co-Sintering
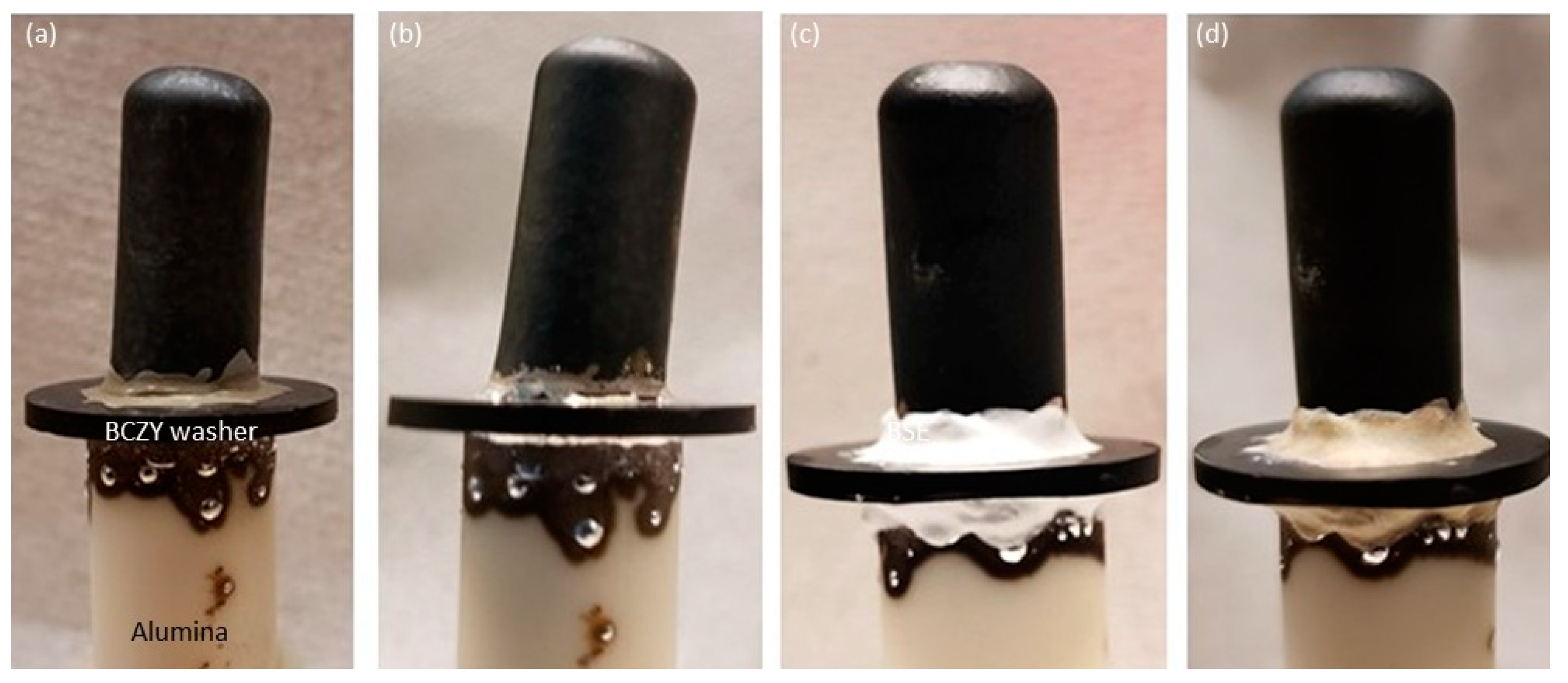
3.2. Brazing
3.3. Symmetric Cells
4. Discussion
4.1. Challenges and Advantages of the Slip Casting and Solid-State Reactive Sintering of Short Tubular Half-Cells
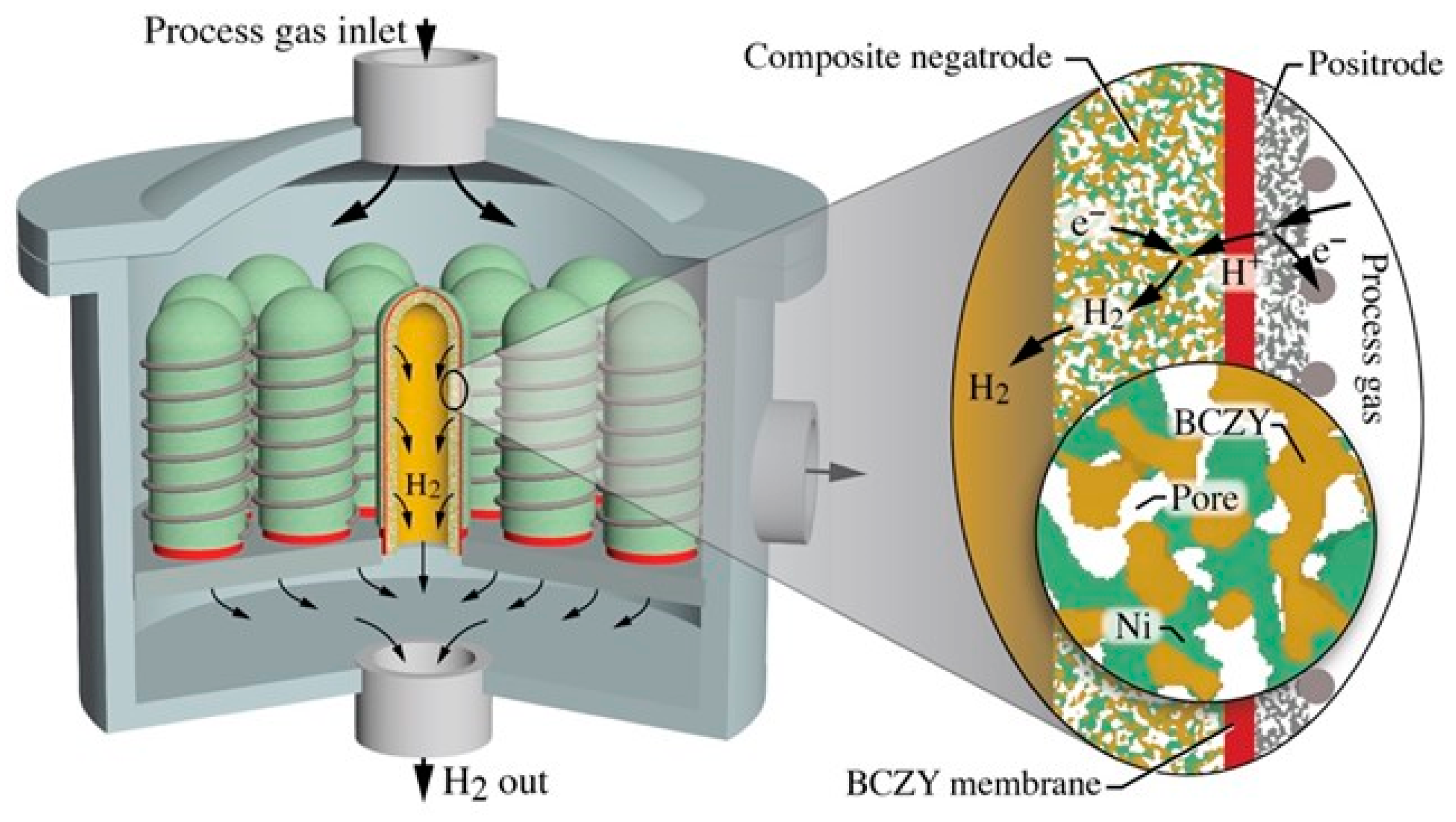
4.2. Reactor Design Based on Short Tubular Cells
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Iwahara, H.; Esaka, T.; Uchida, H.; Maeda, N. Proton conduction in sintered oxides and its application to steam electrolysis for hydrogen production. Solid State Ionics 1981, 3-4, 359–363. [Google Scholar] [CrossRef]
- Katahira, K.; Kohchi, Y.; Shimura, T.; Iwahara, H. Protonic conduction in Zr-substituted BaCeO3. Solid State Ionics 2000, 138, 91–98. [Google Scholar] [CrossRef]
- Ricote, S.; Bonanos, N.; Caboche, G. Water vapour solubility and conductivity study of the proton conductor BaCe0.9−xZrxY0.1O3−δ. Solid State Ionics 2009, 180, 990–997. [Google Scholar] [CrossRef]
- Fabbri, E.; Pergolesi, D.; Traversa, E. Materials challenges toward proton-conducting oxide fuel cells: A critical review. Chem. Soc. Rev. 2010, 39, 4355–4369. [Google Scholar] [CrossRef] [PubMed]
- Han, D.; Goto, K.; Majima, M.; Uda, T. Proton conductive BaZr0.8−xCexY0.2O3−δ: Influence of NiO Sintering Additive on Crystal Structure, Hydration Behavior and Conduction properties. ChemSusChem 2020, 13, 1–11. [Google Scholar] [CrossRef]
- Duan, C.; Tong, J.; Shang, M.; Nikodemski, S.; Sanders, M.; Ricote, S.; Almansoori, A.; O’Hayre, R. Readily processed protonic ceramic fuel cells with high performance at low temperatures. Science 2015, 349, 1321–1326. [Google Scholar] [CrossRef] [PubMed]
- Choi, S.; Kucharczyk, C.J.; Liang, Y.; Zhang, X.; Takeuchi, I.; Ji, H.-I.; Haile, S.M. Exceptional power density and stability at intermediate temperatures in protonic ceramic fuel cells. Nat. Energy 2018, 3, 202–210. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Wang, S.; Blinn, K.; Liu, M.; Liu, Z.; Cheng, Z.; Liu, M. ChemInform Abstract: Enhanced Sulfur and Coking Tolerance of a Mixed Ion Conductor for SOFCs: BaZr0.1Ce0.7Y0.2-xYbxO3-Î. ChemInform 2009, 40. [Google Scholar] [CrossRef]
- Fabbri, E.; Pergolesi, D.; Licoccia, S.; Traversa, E. Does the increase in Y-dopant concentration improve the proton conductivity of BaZr1−xYxO3−δ fuel cell electrolytes? Solid State Ionics 2010, 181, 1043–1051. [Google Scholar] [CrossRef]
- Kreuer, K.D. Proton-Conducting Oxides. Annu. Rev. Mater. Res. 2003, 33, 333–359. [Google Scholar] [CrossRef] [Green Version]
- Babilo, P.; Haile, S.M. Enhanced Sintering of Yttrium-Doped Barium Zirconate by Addition of ZnO. J. Am. Ceram. Soc. 2005, 88, 2362–2368. [Google Scholar] [CrossRef]
- Tao, S.W.; Irvine, J.T.S. A Stable, Easily Sintered Proton- Conducting Oxide Electrolyte for Moderate-Temperature Fuel Cells and Electrolyzers. Adv. Mater. 2006, 18, 1581–1584. [Google Scholar] [CrossRef]
- Tong, J.; Clark, D.; Bernau, L.; Sanders, M.; O’Hayre, R. Solid-state reactive sintering mechanism for large-grained yttri-um-doped barium zirconate proton conducting ceramics. J. Mater. Chem. 2010, 20, 6333–6341. [Google Scholar] [CrossRef]
- Ricote, S.; Bonanos, N.; Manerbino, A.; Coors, W.G. Conductivity study of dense BaCexZr(0.9-x)Y0.1O(3-δ) prepared by solid state reactive sintering at 1500 °C. Int. J. Hydrogen Energy 2012, 37, 7954–7961. [Google Scholar] [CrossRef]
- Coors, W.G.; Manerbino, A.; Martinefski, D.; Ricote, D.M.A.S. Fabrication of Yttrium-Doped Barium Zirconate for High Performance Protonic Ceramic Membranes. In Perovskite Materials—Synthesis, Characterisation, Properties, and Applications; IntechOpen: London, UK, 2016. [Google Scholar]
- Bae, K.; Jang, D.Y.; Choi, H.J.; Kim, D.; Hong, J.; Kim, B.-K.; Lee, J.-H.; Son, J.-W.; Shim, J.H. Demonstrating the potential of yttrium-doped barium zirconate electrolyte for high-performance fuel cells. Nat. Commun. 2017, 8, 14553. [Google Scholar] [CrossRef] [PubMed]
- Duan, C.; Kee, R.; Zhu, H.; Sullivan, N.; Zhu, L.; Bian, L.; Jennings, D.; O’Hayre, R. Highly efficient reversible protonic ceramic electrochemical cells for power generation and fuel production. Nat. Energy 2019, 4, 230–240. [Google Scholar] [CrossRef]
- Mather, G.; Muñoz-Gil, D.; Zamudio-García, J.; Porras-Vázquez, J.; Marrero-López, D.; Pérez-Coll, D. Perspectives on Cathodes for Protonic Ceramic Fuel Cells. Appl. Sci. 2021, 11, 5363. [Google Scholar] [CrossRef]
- Medvedev, D. Trends in research and development of protonic ceramic electrolysis cells. Int. J. Hydrogen Energy 2019, 44, 26711–26740. [Google Scholar] [CrossRef]
- Lei, L.; Zhang, J.-H.; Yuan, Z.; Liu, J.; Ni, M.; Chen, F. Progress Report on Proton Conducting Solid Oxide Electrolysis Cells. Adv. Funct. Mater. 2019, 29. [Google Scholar] [CrossRef]
- Matsumoto, H.; Sakai, T.; Okuyama, Y. Proton-conducting oxide and applications to hydrogen energy devices. Pure Appl. Chem. 2012, 85, 427–435. [Google Scholar] [CrossRef]
- Malerød-Fjeld, H.; Clark, D.; Yuste-Tirados, I.; Zanón, R.; Catalán-Martinez, D.; Beeaff, D.; Morejudo, S.H.; Vestre, P.K.; Norby, T.; Haugsrud, R.; et al. Thermo-electrochemical production of compressed hydrogen from methane with near-zero energy loss. Nat. Energy 2017, 2, 923–931. [Google Scholar] [CrossRef]
- Morejudo, S.H.; Zanón, R.; Escolástico, S.; Yuste-Tirados, I.; Malerød-Fjeld, H.; Vestre, P.K.; Coors, W.G.; Martínez, A.; Norby, T.; Serra, J.M.; et al. Direct conversion of methane to aromatics in a catalytic co-ionic membrane reactor. Science 2016, 353, 563–566. [Google Scholar] [CrossRef] [PubMed]
- Ding, D.; Zhang, Y.; Wu, W.; Chen, D.; Liu, M.; He, T. A novel low-thermal-budget approach for the co-production of ethylene and hydrogen via the electrochemical non-oxidative deprotonation of ethane. Energy Environ. Sci. 2018, 11, 1710–1716. [Google Scholar] [CrossRef]
- Stoukides, M. Proton Conducting Materials Electrocatalyst in Solid State Ammonia Synthesis. In Proton-Conducting Ceramics: From Fundamentals to Applied Research; Marrony, M., Ed.; Pan Stanford Publishing: Singapore, 2016; pp. 377–405. ISBN 978-981-461-385-9. [Google Scholar]
- Kyriakou, V.; Garagounis, I.; Vourros, A.; Vasileiou, E.; Manerbino, A.; Coors, W.; Stoukides, M. Methane steam reforming at low temperatures in a BaZr0.7Ce0.2Y0.1O2.9 proton conducting membrane reactor. Appl. Catal. B Environ. 2016, 186, 1–9. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, H.; Xu, K.; Zhou, Y.; Zhao, B.; Yuan, W.; Sasaki, K.; Choi, Y.; Chen, Y.; Liu, M. A high-performance and durable direct NH3 tubular protonic ceramic fuel cell integrated with an internal catalyst layer. Appl. Catal. B Environ. 2022, 306, 121071. [Google Scholar] [CrossRef]
- Tarutina, A.; Kasyanova, A.; Lyagaeva, J.; Vdovin, G.; Medvedev, D. Towards high-performance tubular-type protonic ceramic electrolysis cells with all-Ni-based functional electrodes. J. Eng. Chem. 2020, 40, 65–74. [Google Scholar] [CrossRef] [Green Version]
- Zhu, L.; O’Hayre, R.; Sullivan, N.P. High performance tubular protonic ceramic fuel cells via highly-scalable extrusion process. Int. J. Hydrogen Energy 2021, 46, 27784–27792. [Google Scholar] [CrossRef]
- Cao, D.; Zhou, M.; Yan, X.; Liu, Z.; Liu, J. High performance low-temperature tubular protonic ceramic fuel cells based on barium cerate-zirconate electrolyte. Electrochem. Commun. 2021, 125, 106986. [Google Scholar] [CrossRef]
- Beyribey, B.; Bayne, J.; Persky, J. The effect of dip-coating parameters on the thickness and uniformity of BCZYZ electrolyte layer on porous NiO-BCZYZ tubular supports. Ceram. Int. 2022, 48, 6046–6051. [Google Scholar] [CrossRef]
- Zou, M.; Huang, H.; Mu, S.; Zhao, Z.; Zhou, T.; Santomauro, A.; Tong, J. High-Performance Tubular Protonic Ceramic Electrochemical Cells Manufactured by Laser 3D Printing Technique. ECS Meet. Abstr. 2021, MA2021-02, 1381. [Google Scholar] [CrossRef]
- Weil, K.S.; Kim, J.Y.; Hardy, J.S.; Darsell, J.T. The effect of TiO2 on the wetting behavior of silver–copper oxide braze filler metals. Scr. Mater. 2006, 54, 1071–1075. [Google Scholar] [CrossRef]
- Taillades, G.; Brois, P.; Dailly, J.; Marrony, M.; Sata, N. Synthesis and processing methods: Low cost and easy industrial. In Proton-Conducting Ceramics: From Fundamentals to Applied Research; Marrony, M., Ed.; Pan Stanford. Publishing: Singapore, 2016; p. 173. ISBN 978-9-8146-1384-2. [Google Scholar]
- Vitorino, N.; Freitas, C.; Ribeiro, M.; Abrantes, J.; Frade, J. Extrusion of ceramic emulsions: Plastic behavior. Appl. Clay Sci. 2014, 101, 315–319. [Google Scholar] [CrossRef]
- Miller, F.M.; Tsai, C.-D. Theory of Filtration of Ceramics: I, Slip Casting. J. Am. Ceram. Soc. 1986, 12, 882–887. [Google Scholar] [CrossRef]
- Zhu, H.; Ricote, S.; Duan, C.; O’Hayre, R.P.; Kee, R.J. Defect Chemistry and Transport within Dense BaCe0.7Zr0.1Y0.1Yb0.1O3−δ (BCZYYb) Proton-Conducting Membranes. J. Electrochem. Soc. 2018, 165, F845–F853. [Google Scholar] [CrossRef]
- Kee, B. Protonic Ceramics for Electrochemical Hydrogen Compression. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2020. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fabrication | Reference |
|---|---|---|
| BCZY27-NiO/BCZY27 | Extrusion BCZY27-NiO Spraying BCZY27 co-SSRS Caping of the tube | [23,25,26] |
| BCZY27-NiO/BCZY17 | Extrusion BCZY27-NiO Spraying BCZY17 co-SSRS Caping of the tube | [22] |
| BCZY27-NiO/BCZY18 | Extrusion BCZY27-NiO Spraying BCZY1 8co-SSRS Caping of the tube | [22] |
| BCZYYb7111-NiO/BCZYYb7111 | Phase inversion BCZYYb7111-NiO Dip coating BCZYYb7111 Conventional co-sintering Open-end tube | [27] |
| BCZDy-NiO/BCZDy | Tape-calendering BCZDy-NiO and BCZDy Conventional co-sintering Caping of the tube | [28] |
| BCZYYb7111-NiO/BCZYYb7111 | Extrusion BCZYYb7111-NiO Brushing BCZYYb7111 co-SSRS Open-end tube | [29] |
| BCZY72-NiO/BCZY72 | Coated on a glass test tube BCZY72-NiO and pre-sintering Dip-coating BCZY72 Conventional co-sintering Closed-end tube | [30] |
| BCZY71-NiO/BCZYZn | Extrusion BCZY71/NiO pre-fired Dip coating BCZYZn Conventional co-sintering Open-end tube | [31] |
| BCZY27-NiO/BCZY27 | BCZY27/NiO laser 3D printing BCZY27 spray coating co-SSRS Open- or close-end tube | [32] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ricote, S.; Kee, R.J.; Coors, W.G. Slip Casting and Solid-State Reactive Sintering of BCZY(BaCexZr0.9−xY0.1O3−d)-NiO/BCZY Half-Cells. Membranes 2022, 12, 242. https://doi.org/10.3390/membranes12020242
Ricote S, Kee RJ, Coors WG. Slip Casting and Solid-State Reactive Sintering of BCZY(BaCexZr0.9−xY0.1O3−d)-NiO/BCZY Half-Cells. Membranes. 2022; 12(2):242. https://doi.org/10.3390/membranes12020242
Chicago/Turabian StyleRicote, Sandrine, Robert J. Kee, and William G. Coors. 2022. "Slip Casting and Solid-State Reactive Sintering of BCZY(BaCexZr0.9−xY0.1O3−d)-NiO/BCZY Half-Cells" Membranes 12, no. 2: 242. https://doi.org/10.3390/membranes12020242
APA StyleRicote, S., Kee, R. J., & Coors, W. G. (2022). Slip Casting and Solid-State Reactive Sintering of BCZY(BaCexZr0.9−xY0.1O3−d)-NiO/BCZY Half-Cells. Membranes, 12(2), 242. https://doi.org/10.3390/membranes12020242