
Development and Characterizations of Engineered Electrospun Bio-Based Polyurethane Containing Essential Oils




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of TPU/EO Scaffolds
2.3. Characterization TPU/EO Scaffolds
3. Results and Discussion
3.1. Morphology of Electrospun TPU/Essential Oil Fibrous Membranes
3.2. Wettability
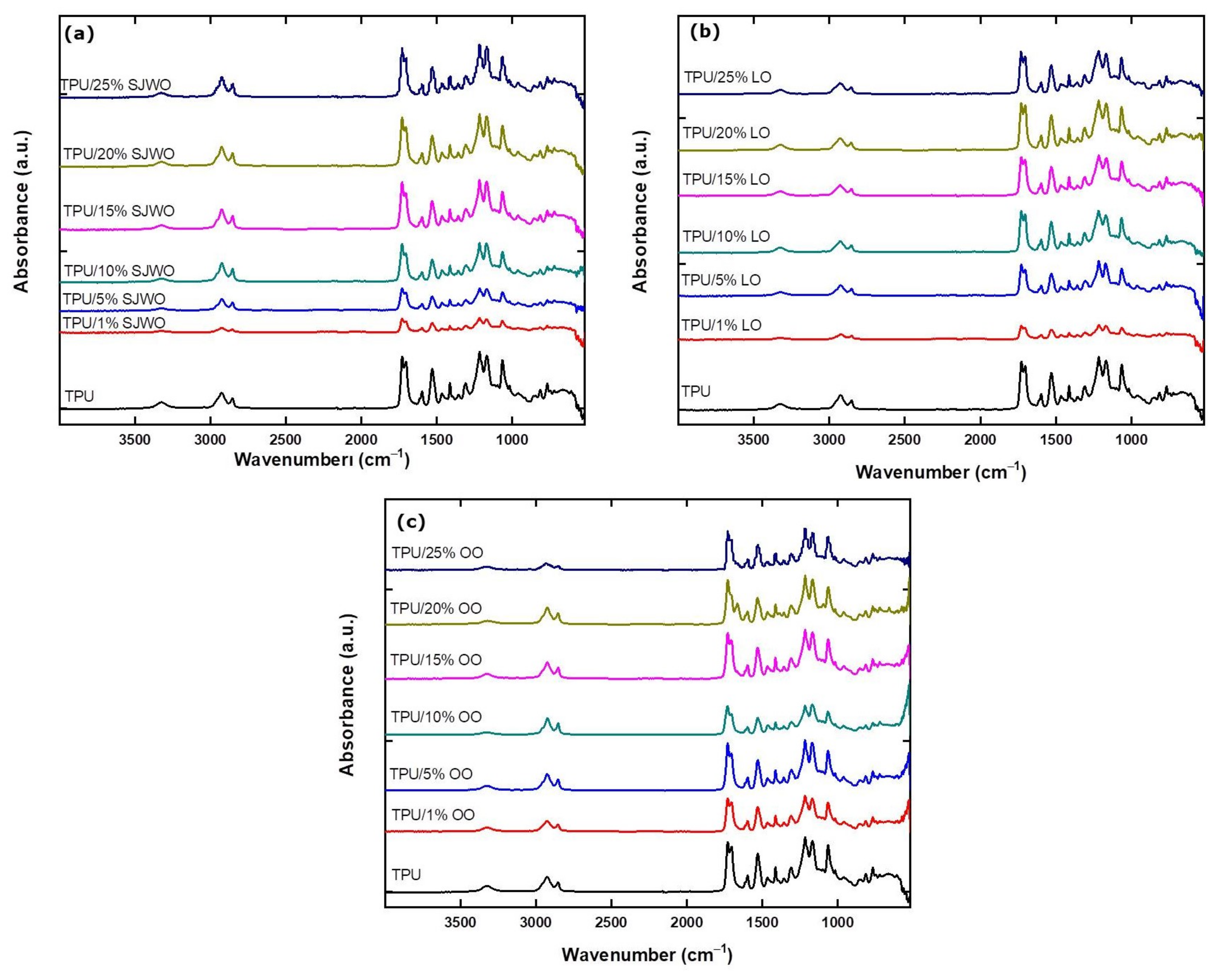
3.3. Chemical Structure Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, Z.M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A Review on Polymer Nanofibers by Electrospinning and Their Applications in Nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Horzum, N.; Arik, N.; Truong, Y.B. Nanofibers for Fiber-Reinforced Composites. In Fiber Technology for Fiber-Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 251–275. [Google Scholar]
- Horzum, N.; Muñoz-Espí, R.; Hood, M.A.; Demir, M.M.; Crespy, D. 1. Green Electrospinning. In Green Electrospinning; De Gruyter: Berlin, Germany, 2019; pp. 1–11. [Google Scholar]
- Horzum, N.; Muñoz-Espí, R.; Hood, M.A.; Demir, M.M.; Crespy, D. 2. Green Processes and Green Fibers. In Green Electrospinning; De Gruyter: Berlin, Germany, 2019; pp. 11–40. [Google Scholar]
- Zhang, W.; Jiang, H.; Rhim, J.W.; Cao, J.; Jiang, W. Effective Strategies of Sustained Release and Retention Enhancement of Essential Oils in Active Food Packaging Films/Coatings. Food Chem. 2022, 367, 130671. [Google Scholar] [CrossRef]
- Osanloo, M.; Arish, J.; Sereshti, H. Developed Methods for the Preparation of Electrospun Nanofibers Containing Plant-Derived Oil or Essential Oil: A Systematic Review. Polym. Bull. 2020, 77, 6085–6104. [Google Scholar] [CrossRef]
- Ramachandran, S.; Rajiv, S. Essential Oil Loaded Electrospun Membrane-A potential Sprout Supressant. J. Adv. Appl. Sci. Res. 2017, 1, 7. [Google Scholar]
- Mele, E. Electrospinning of Essential Oils. Polymers 2020, 12, 908. [Google Scholar] [CrossRef] [Green Version]
- De Souza, E.J.D.; Kringel, D.H.; Dias, A.R.G.; da Rosa Zavareze, E. Polysaccharides as Wall Material for the Encapsulation of Essential Oils by Electrospun Technique. Carbohydr. Polym. 2021, 265, 118068. [Google Scholar]
- Rather, A.H.; Wani, T.U.; Khan, R.S.; Pant, B.; Park, M.; Sheikh, F.A. Prospects of Polymeric Nanofibers Loaded with Essential Oils for Biomedical and Food-Packaging Applications. Int. J. Mol. Sci. 2021, 22, 4017. [Google Scholar] [CrossRef] [PubMed]
- Munteanu, B.S.; Vasile, C. Encapsulation of Natural Bioactive Compounds by Electrospinning—Applications in Food Storage and Safety. Polymers 2021, 13, 3771. [Google Scholar] [CrossRef] [PubMed]
- Demir, M.M.; Yilgor, I.; Yilgor, E.; Erman, B. Electrospinning of Polyurethane Fibers. Polymer 2002, 43, 3303–3309. [Google Scholar] [CrossRef]
- Howard, G.T. Biodegradation of Polyurethane: A Review. Int. Biodeterior. Biodegrad. 2002, 49, 245–252. [Google Scholar] [CrossRef]
- Khil, M.S.; Cha, D.I.; Kim, H.Y.; Kim, I.S.; Bhattarai, N. Electrospun Nanofibrous Polyurethane Membrane as Wound Dressing. J. Biomed. Mater. Res. Part B Appl. Biomater. 2003, 67, 675–679. [Google Scholar] [CrossRef]
- Unnithan, A.R.; Pichiah, P.T.; Gnanasekaran, G.; Seenivasan, K.; Barakat, N.A.; Cha, Y.S.; Jung, C.H.; Shanmugam, A.; Kim, H.Y. Emu Oil-Based Electrospun Nanofibrous Scaffolds for Wound Skin Tissue Engineering. Colloids Surf. A Physicochem. Eng. Asp. 2012, 415, 454–460. [Google Scholar] [CrossRef]
- Amina, M.; Amna, T.; Hassan, M.S.; Ibrahim, T.A.; Khil, M.S. Facile Single Mode Electrospinning Way for Fabrication of Natural Product Based Silver Decorated Polyurethane Nanofibrous Membranes: Prospective Medicated Bandages. Colloids Surf. A Physicochem. Eng. Asp. 2013, 425, 115–121. [Google Scholar] [CrossRef]
- Amna, T.; Hassan, M.S.; Yang, J.; Khil, M.S.; Song, K.D.; Oh, J.D.; Hwang, I. Virgin Olive Oil Blended Polyurethane Micro/Nanofibers Ornamented with Copper Oxide Nanocrystals for Biomedical Applications. Int. J. Nanomed. 2014, 9, 891. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ayyar, M.; Mani, M.P.; Jaganathan, S.K.; Rathanasamy, R. Preparation, Characterization and Blood Compatibility Assessment of a Novel Electrospun Nanocomposite Comprising Polyurethane and Ayurvedic-Indhulekha Oil for Tissue Engineering Applications. Biomed. Eng. Tech. 2018, 63, 245–253. [Google Scholar] [CrossRef]
- Ayyar, M.; Mani, M.P.; Jaganathan, S.K.; Rathinasamy, R.; Khudzari, A.Z.; Krishnasamy, N.P. Surface, Thermal and Hemocompatible Properties of Novel Single Stage Electrospun Nanocomposites Comprising Polyurethane Blended with Bio OilTM. An. Acad. Bras. Ciências 2017, 89, 2411–2422. [Google Scholar] [CrossRef] [Green Version]
- Chao, C.Y.; Mani, M.P.; Jaganathan, S.K. Engineering Electrospun Multicomponent Polyurethane Scaffolding Platform Comprising Grapeseed Oil and Honey/Propolis for Bone Tissue Regeneration. PLoS ONE 2018, 13, e0205699. [Google Scholar] [CrossRef] [Green Version]
- Jaganathan, S.K.; Mani, M.P.; Khudzari, A.Z.M. Electrospun Combination of Peppermint Oil and Copper Sulphate with Conducive Physico-Chemical Properties for Wound Dressing Applications. Polymers 2019, 11, 586. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Z.; Zheng, Y.; Zhang, L.; Mani, M.P.; Jaganathan, S.K. In Vitro Blood Compatibility and Bone Mineralization Aspects of Polymeric Scaffold Laden with Essential Oil and Metallic Particles for Bone Tissue Engineering. Int. J. Polym. Anal. Charact. 2019, 24, 504–516. [Google Scholar] [CrossRef]
- Lee, J.Y.; Jang, S.; Aguilar, L.E.; Park, C.H.; Kim, C.S. Structural Packaging Technique Using Biocompatible Nanofiber with Essential Oil to Prolong the Shelf-Life of Fruit. J. Nanosci. Nanotechnol. 2019, 19, 2228–2231. [Google Scholar] [CrossRef]
- Lee, J.Y.; Lee, J.; Ko, S.W.; Son, B.C.; Lee, J.H.; Kim, C.S.; Park, C.H. Fabrication of Antibacterial Nanofibrous Membrane Infused with Essential Oil Extracted from Tea Tree for Packaging Applications. Polymers 2020, 12, 125. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.Y.; Yoon, D.; Son, B.C.; Rezk, A.I.; Park, C.H.; Kim, C.S. Antimicrobial Electrospun Nanofibrous Mat Based on Essential Oils for Biomedical Applications. J. Nanosci. Nanotechnol. 2020, 20, 5376–5380. [Google Scholar] [CrossRef]
- Son, B.C.; Park, C.H.; Kim, C.S. Fabrication of Antimicrobial Nanofiber Air Filter Using Activated Carbon and Cinnamon Essential Oil. J. Nanosci. Nanotechnol. 2020, 20, 4376–4380. [Google Scholar] [CrossRef]
- Hosseinpor, H.; Khaledi, A.; Esmaeili, D. The Properties of Nanofiber Scaffolds of Polyurethane-Cinnamomum zeylanicum against pathogens of Pseudomonas aeruginosa and Staphylococcus aureus. Polym. Bull. 2021, 78, 223–245. [Google Scholar] [CrossRef]
- Lyles, J.T.; Kim, A.; Nelson, K.; Bullard-Roberts, A.L.; Hajdari, A.; Mustafa, B.; Quave, C.L. The Chemical and Antibacterial Evaluation of St. John’s Wort Oil Macerates Used in Kosovar Traditional Medicine. Front. Microbiol. 2017, 8, 1639. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wölfle, U.; Seelinger, G.; Schempp, C.M. Topical Application of St. John’s Wort (Hypericum perforatum). Planta Medica 2014, 80, 109–120. [Google Scholar] [PubMed] [Green Version]
- Nayak, S.B.; Isik, K.; Marshall, J.R. Wound-Healing Potential of Oil of Hypercium perforatum Excision Wounds Male Sprague Dawley Rats. Adv. Wound Care 2017, 6, 401–406. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hajiali, H.; Summa, M.; Russo, D.; Armirotti, A.; Brunetti, V.; Bertorelli, R.; Athanassiou, A.; Mele, E. Alginate–Lavender Nanofibers with Antibacterial and Anti-Inflammatory Activity to Effectively Promote Burn Healing. J. Mater. Chem. B 2016, 4, 1686–1695. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jaganathan, S.K.; Mani, M.P.; Ismail, A.F.; Prabhakaran, P.; Nageswaran, G. Tailor-Made Multicomponent Electrospun Polyurethane Nanofibrous Composite Scaffold Comprising Olive Oil, Honey, and Propolis for Bone Tissue Engineering. Polym. Compos. 2019, 40, 2039–2050. [Google Scholar] [CrossRef]
- Chen, H.; Angiuli, M.; Ferrari, C.; Tombari, E.; Salvetti, G.; Bramanti, E. Tocopherol Speciation as First Screening for the Assessment of Extra Virgin Olive Oil Quality by Reversed-Phase High-Performance Liquid Chromatography/Fluorescence Detector. Food Chem. 2011, 125, 1423–1429. [Google Scholar] [CrossRef]
- Polat, N.H.; Kınalı, N.A. Curcumin-Loaded Bio-Based Electrospun Polyurethane Scaffolds. Cumhur. Sci. J. 2019, 40, 125–135. [Google Scholar]
- Vatankhah, E.; Prabhakaran, M.P.; Semnani, D.; Razavi, S.; Zamani, M.; Ramakrishna, S. Phenotypic Modulation of Smooth Muscle Cells by Chemical and Mechanical Cues of Electrospun Tecophilic/Gelatin Nanofibers. ACS Appl. Mater. Interfaces 2014, 6, 4089–4101. [Google Scholar] [CrossRef] [PubMed]
- Kumbar, S.; James, R.; Nukavarapu, S.; Laurencin, C. Electrospun Nanofiber Scaffolds: Engineering Soft Tissues. Biomed. Mater. 2008, 3, 034002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rafiq, M.; Hussain, T.; Abid, S.; Nazir, A.; Masood, R. Development of Sodium Alginate/PVA Antibacterial Nanofibers by the Incorporation of Essential Oils. Mater. Res. Express 2018, 5, 035007. [Google Scholar] [CrossRef]
- Ramakrishna, S. An Introduction to Electrospinning and Nanofibers; World Scientific: Singapore, 2005. [Google Scholar]
- Ramakrishna, S.; Fujihara, K.; Teo, W.E.; Yong, T.; Ma, Z.; Ramaseshan, R. Electrospun Nanofibers: Solving Global Issues. Mater. Today 2006, 9, 40–50. [Google Scholar] [CrossRef]
- Zhang, X.; Shi, F.; Niu, J.; Jiang, Y.; Wang, Z. Superhydrophobic Surfaces: From Structural Control to Functional Application. J. Mater. Chem. 2008, 18, 621–633. [Google Scholar] [CrossRef]
- Yuan, Y.; Lee, T.R. Contact Angle and Wetting Properties. In Surface Science Techniques; Springer: Berlin/Heidelberg, Germany, 2013; pp. 3–34. [Google Scholar]
- Ma, M.; Mao, Y.; Gupta, M.; Gleason, K.K.; Rutledge, G.C. Superhydrophobic Fabrics Produced by Electrospinning and Chemical Vapor Deposition. Macromolecules 2005, 38, 9742–9748. [Google Scholar] [CrossRef]
- Szewczyk, P.K.; Ura, D.P.; Metwally, S.; Knapczyk-Korczak, J.; Gajek, M.; Marzec, M.M.; Bernasik, A.; Stachewicz, U. Roughness and Fiber Fraction Dominated Wetting of Electrospun Fiber-Based Porous Meshes. Polymers 2019, 11, 34. [Google Scholar] [CrossRef] [Green Version]
- Dias, R.C.M.; Góes, A.M.; Serakides, R.; Ayres, E.; Oréfice, R.L. Porous Biodegradable Polyurethane Nanocomposites: Preparation, Characterization, and Biocompatibility Tests. Mater. Res. 2010, 13, 211–218. [Google Scholar] [CrossRef]
- Zavoi, S.; Fetea, F.; Ranga, F.; Raluca M., P.; Baciu, A.; Socaciu, C. Comparative Fingerprint and Extraction Yield of Medicinal Herb Phenolics with Hepatoprotective Potential, as Determined by UV-Vis and FT-MIR Spectroscopy. Not. Bot. Horti Agrobot. Cluj-Napoca 2011, 39, 82–89. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.P.; Rong, M.Z.; Zhang, M.Q.; Yuan, C. Alkoxyamine with Reduced Homolysis Temperature and Its Application in Repeated Autonomous Self-Healing of Stiff Polymers. Polym. Chem. 2013, 4, 4648–4654. [Google Scholar] [CrossRef]
- Lafhal, S.; Vanloot, P.; Bombarda, I.; Kister, J.; Dupuy, N. Identification of Metabolomic Markers of Lavender and Lavandin Essential Oils Using Mid-Infrared Spectroscopy. Vib. Spectrosc. 2016, 85, 79–90. [Google Scholar] [CrossRef]
- Zarghami, A.; Irani, M.; Mostafazadeh, A.; Golpour, M.; Heidarinasab, A.; Haririan, I. Fabrication of PEO/Chitosan/PCL/Olive Oil Nanofibrous Scaffolds for Wound Dressing Applications. Fibers Polym. 2015, 16, 1201–1212. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TPU Concentration in DMF (wt %) | Essential Oil Type | Essential Oil Concentration (wt %) | Electrospinning Parameters | ||
|---|---|---|---|---|---|
| Applied Voltage (kV) | Flow Rate (mL h−1) | End-Tip-to-Collector Distance (cm) | |||
| 12.5 | SJWO | 1–5–10–15–20–25 | 12.5 | 1.00 | 17 |
| LO | |||||
| OO | |||||
| SJWO | 20 | 10.0–12.5–15.0 | 1.00–1.25–1.50 | 14–17–20 | |
| LO | |||||
| OO | |||||
| EO Concentration (wt %) in 12.5 % TPU | TPU/SJWO | TPU/LO | TPU/OO | |||
|---|---|---|---|---|---|---|
| µ (mPa·s) | (µS cm−1) | µ (mPa·s) | (µS cm−1) | µ (mPa·s) | (µS cm−1) | |
| 1 | 1178 | 1.8 | 1040 | 1.6 | 960 | 1.8 |
| 5 | 1058 | 1.6 | 1105 | 1.6 | 1358 | 1.6 |
| 10 | 1191 | 1.6 | 1165 | 1.7 | 962 | 1.4 |
| 15 | 1096 | 1.6 | 1157 | 1.7 | 963 | 1.4 |
| 20 | 1168 | 1.6 | 1134 | 1.7 | 964 | 1.3 |
| 25 | 1067 | 1.6 | 1094 | 1.7 | 965 | 1.2 |
| System Parameters | Average Fiber Diameter (nm) | ||
|---|---|---|---|
| Applied voltage (kV) | 10.0 | Flow rate: 1.00 mL h−1 | 975 ± 155 |
| 12.5 | Distance: 17 cm | 1035 ± 180 | |
| Flow rate (mL h−1) | 1.00 | Applied voltage: 12.5 kV | 1035 ± 180 |
| 1.25 | Distance: 17 cm | 1500 ± 495 | |
| End-tip–collector (cm) | 14 | Applied voltage: 12.5 kV | 620 ± 160 |
| 17 | Flow rate: 1.00 mL h−1 | 1035 ± 180 | |
| System Parameters | Fiber Diameter Distributions (nm) | ||
|---|---|---|---|
| Applied voltage (kV) | 10.0 | Flow rate: 1.00 mL h−1 | 390 ± 160 |
| 12.5 | Distance: 17 cm | 520 ± 90 | |
| 15.0 | 325 ± 65 | ||
| Flow rate (mL h−1) | 1.00 | Applied voltage: 12.5 kV | 520 ± 90 |
| 1.25 | Distance: 17 cm | 560 ± 160 | |
| End-tip–collector (cm) | 14 | Applied voltage: 12.5 kV | 440 ± 120 |
| 17 | Flow rate: 1.00 mL h−1 | 520 ± 90 | |
| 20 | 455 ± 135 | ||
| Parameters | Contact Angle (°) | Surface Energy (mN m−1) | ||
|---|---|---|---|---|
| Applied voltage (kV) | 10.0 | Flow rate: 1.00 mL h−1 | 87 ± 3.0 | 31.10 |
| 12.5 | End-tip–collector: 17 cm | 43 ± 2.0 | 57.73 | |
| 15.0 | 72 ± 0.3 | 40.47 | ||
| Flow rate (mL h−1) | 1.00 | Applied voltage: 12.5 kV | 43 ± 2.0 | 57.73 |
| 1.25 | End-tip–collector: 17 cm | 64 ± 0.4 | 45.37 | |
| 1.50 | 82 ± 1.5 | 34.20 | ||
| End-tip–collector (cm) | 14 | Applied voltage: 12.5 kV | 95 ± 0.9 | 26.12 |
| 17 | Flow rate: 1.00 mL h−1 | 43 ± 2.0 | 57.73 | |
| 20 | 70 ± 2.0 | 41.71 | ||
| Parameters | Contact Angle (°) | Surface Energy (mN m−1) | ||
|---|---|---|---|---|
| Applied voltage (kV) | 10.0 | Flow rate: 1.00 mL h−1 | 77 ± 4.0 | 37.36 |
| 12.5 | End-tip–collector: 17 cm | 90 ± 0.1 | 29.22 | |
| 15.0 | 90 ± 0.5 | 29.22 | ||
| Flow rate (mL h−1) | 1.00 | Applied voltage: 12.5 kV | 90 ± 0.1 | 29.22 |
| 1.25 | End-tip–collector: 17 cm | 91 ± 0.4 | 28.60 | |
| 1.50 | 83 ± 0.1 | 33.57 | ||
| End-tip–collector (cm) | 14 | Applied voltage: 12.5 kV | 90 ± 0.3 | 29.22 |
| 17 | Flow rate: 1.00 mL h−1 | 90 ± 0.1 | 29.22 | |
| 20 | 90 ± 0.6 | 29.22 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arik, N.; Horzum, N.; Truong, Y.B. Development and Characterizations of Engineered Electrospun Bio-Based Polyurethane Containing Essential Oils. Membranes 2022, 12, 209. https://doi.org/10.3390/membranes12020209
Arik N, Horzum N, Truong YB. Development and Characterizations of Engineered Electrospun Bio-Based Polyurethane Containing Essential Oils. Membranes. 2022; 12(2):209. https://doi.org/10.3390/membranes12020209
Chicago/Turabian StyleArik, Nehir, Nesrin Horzum, and Yen Bach Truong. 2022. "Development and Characterizations of Engineered Electrospun Bio-Based Polyurethane Containing Essential Oils" Membranes 12, no. 2: 209. https://doi.org/10.3390/membranes12020209
APA StyleArik, N., Horzum, N., & Truong, Y. B. (2022). Development and Characterizations of Engineered Electrospun Bio-Based Polyurethane Containing Essential Oils. Membranes, 12(2), 209. https://doi.org/10.3390/membranes12020209