
The Effect of Ceramic Membranes’ Structure on the Oil and Ions Removal in Pre-Treatment of the Desalter Unit Wastewater



Abstract
:1. Introduction
2. Material & Methods
2.1. Materials
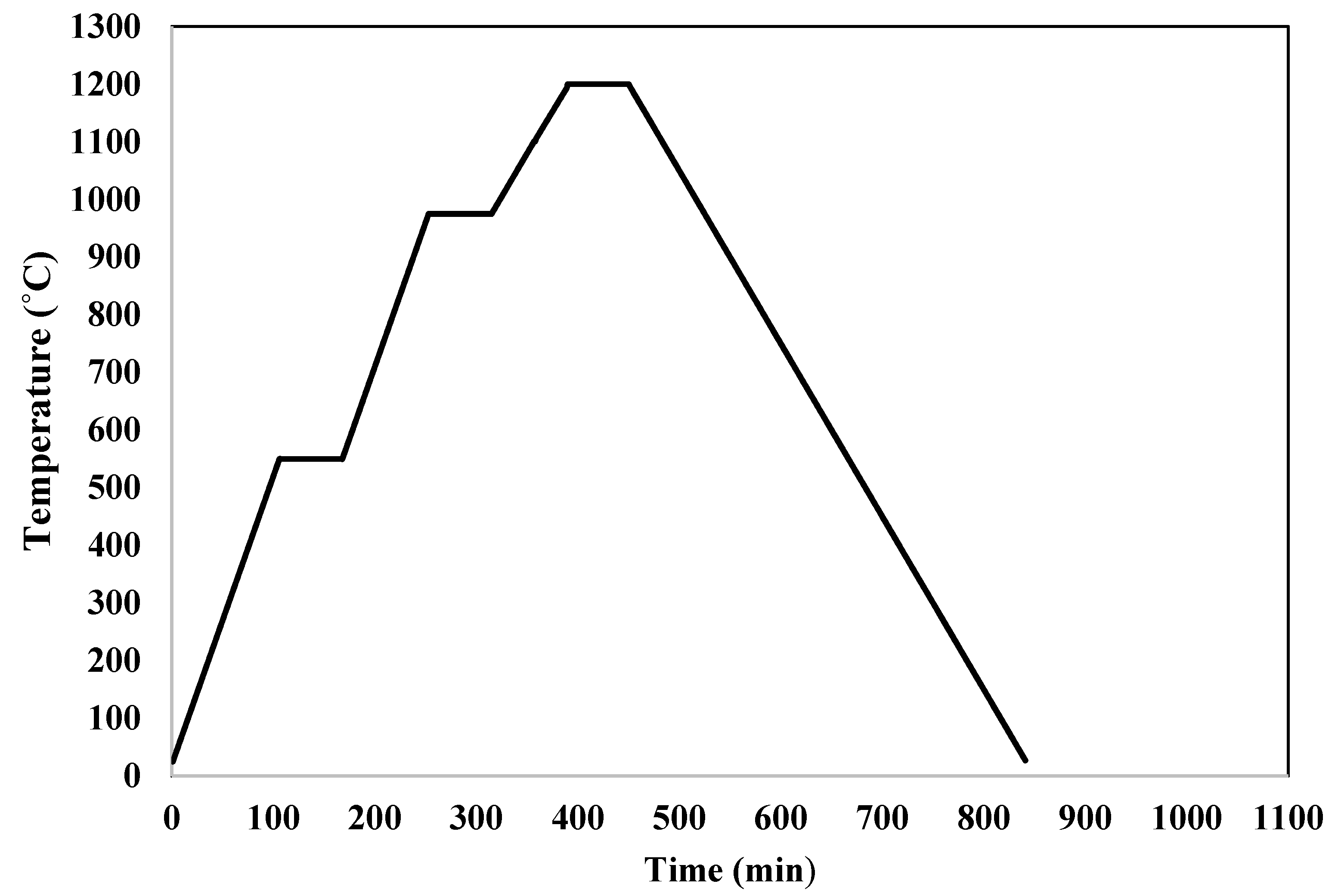
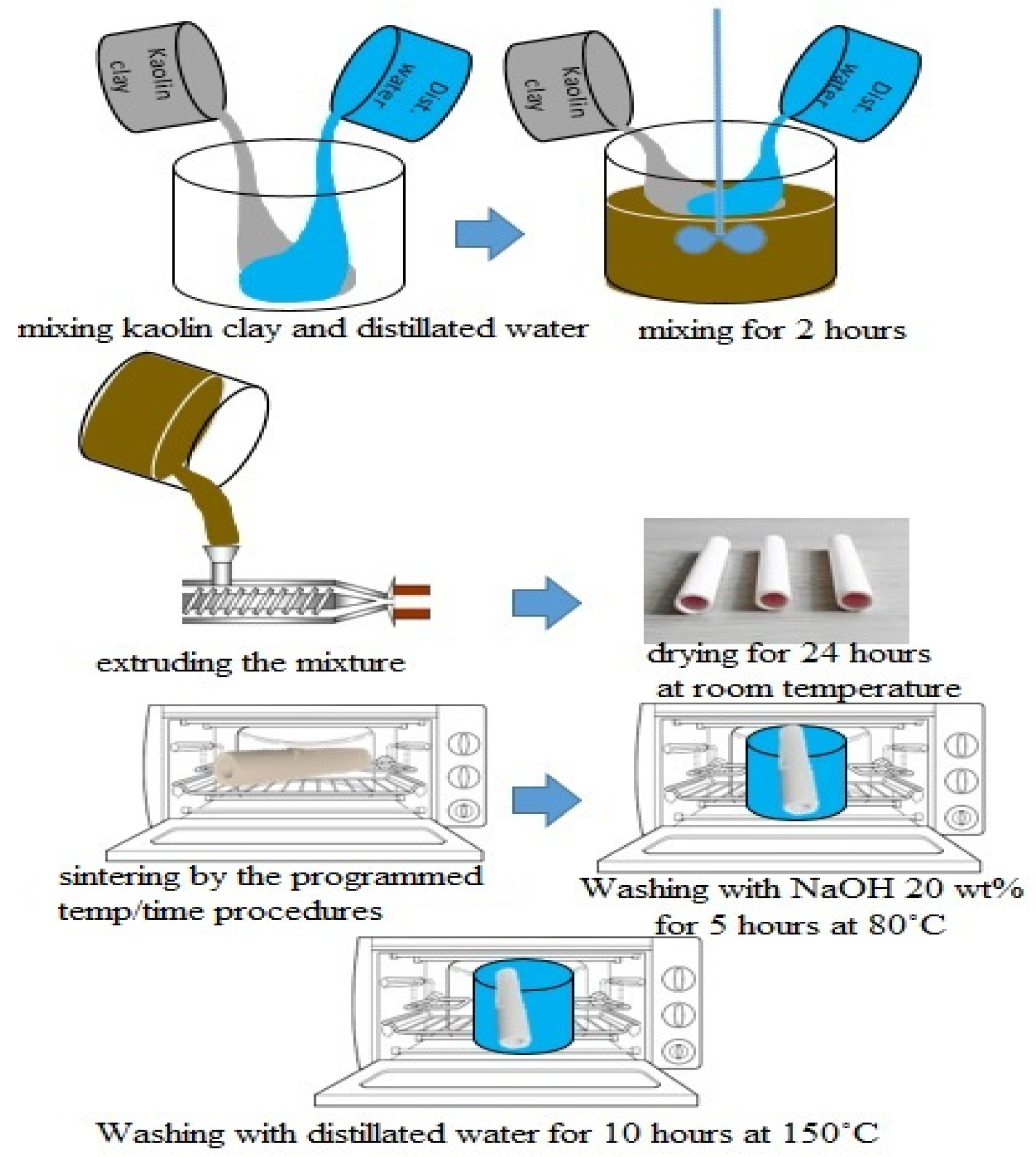
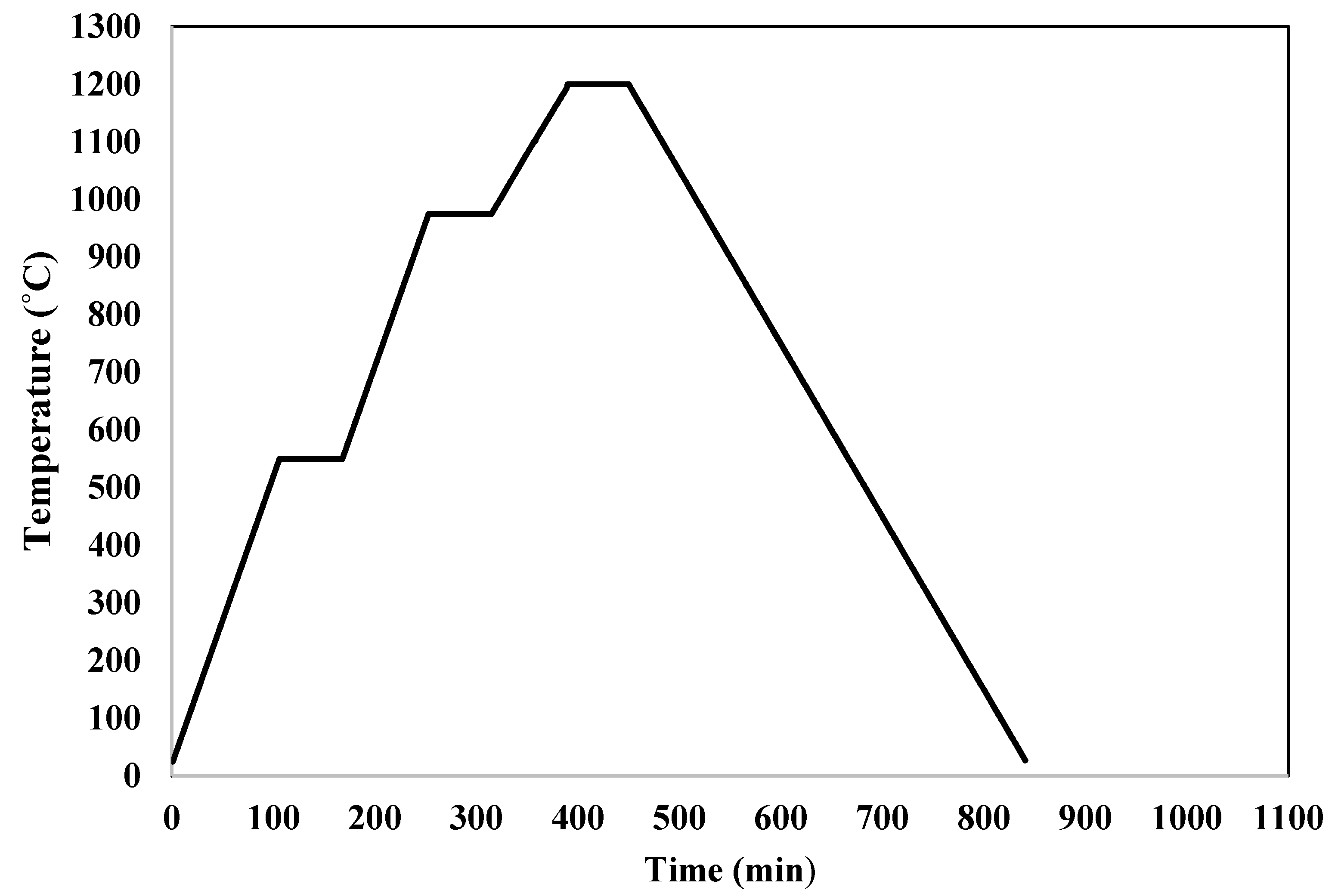
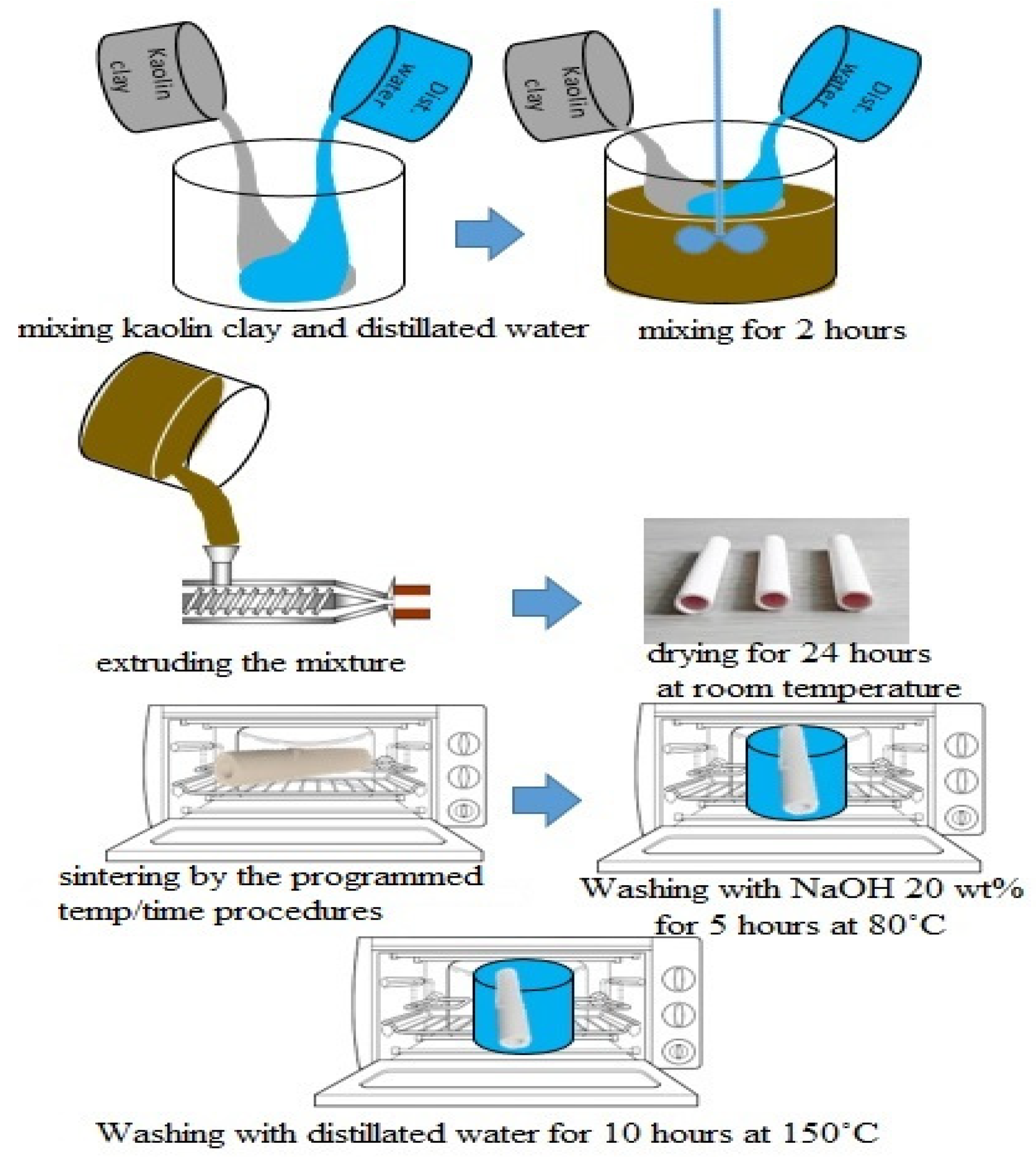
2.2. Ceramic Membranes Fabrication
2.2.1. Mullite Membrane
2.2.2. MA Membrane
2.2.3. MAZ Membrane
2.2.4. MZ Membrane
2.3. Characterization Techniques
2.4. Preparing Desalter Unit Wastewater
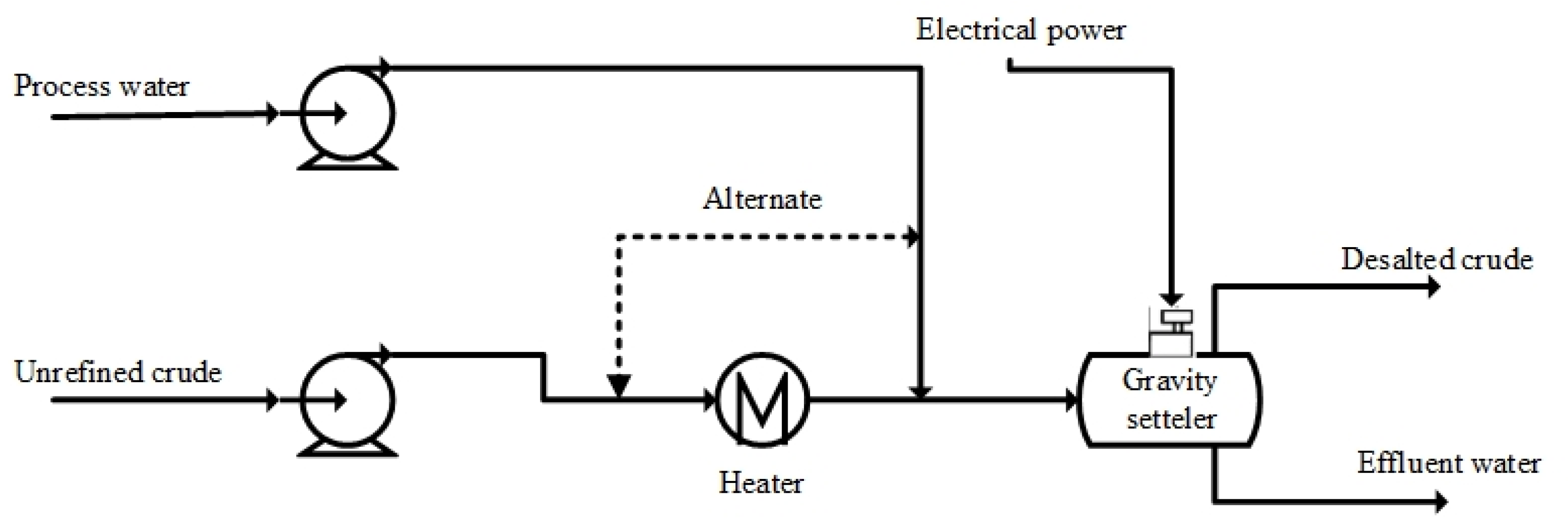
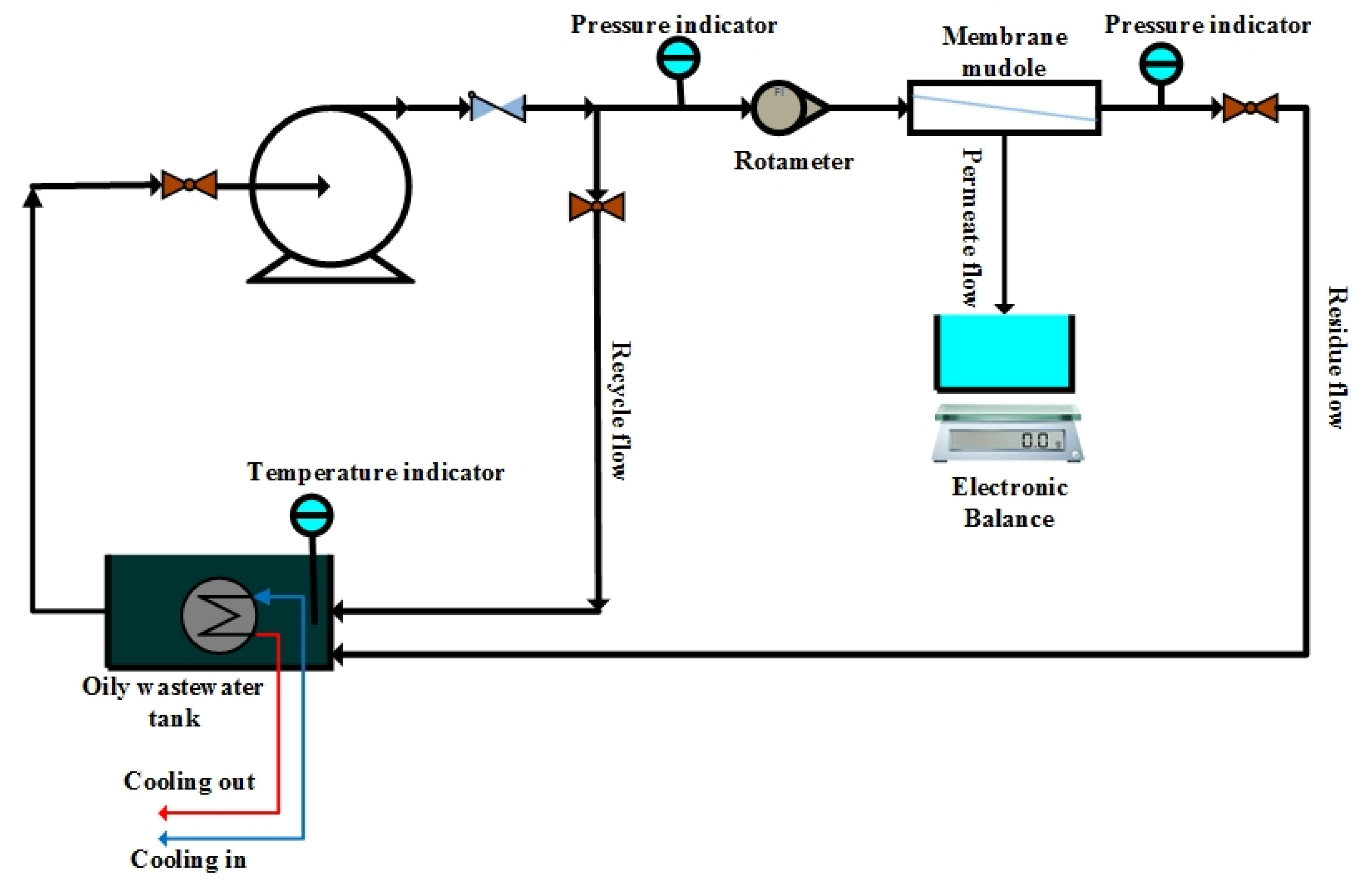
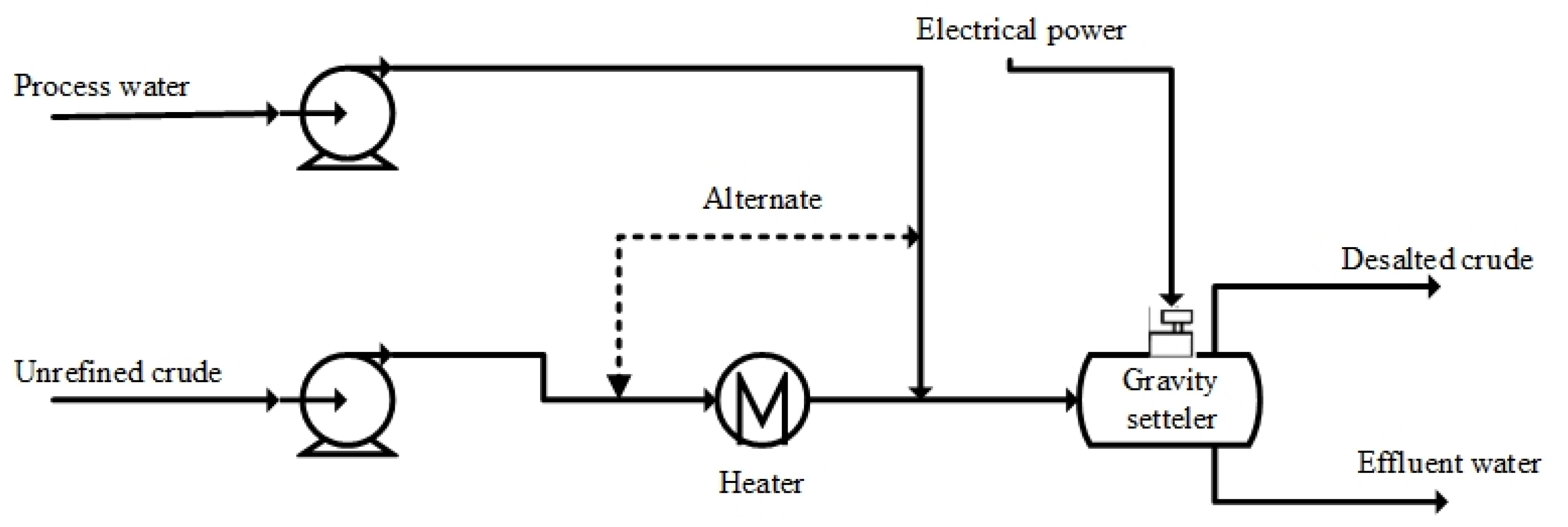
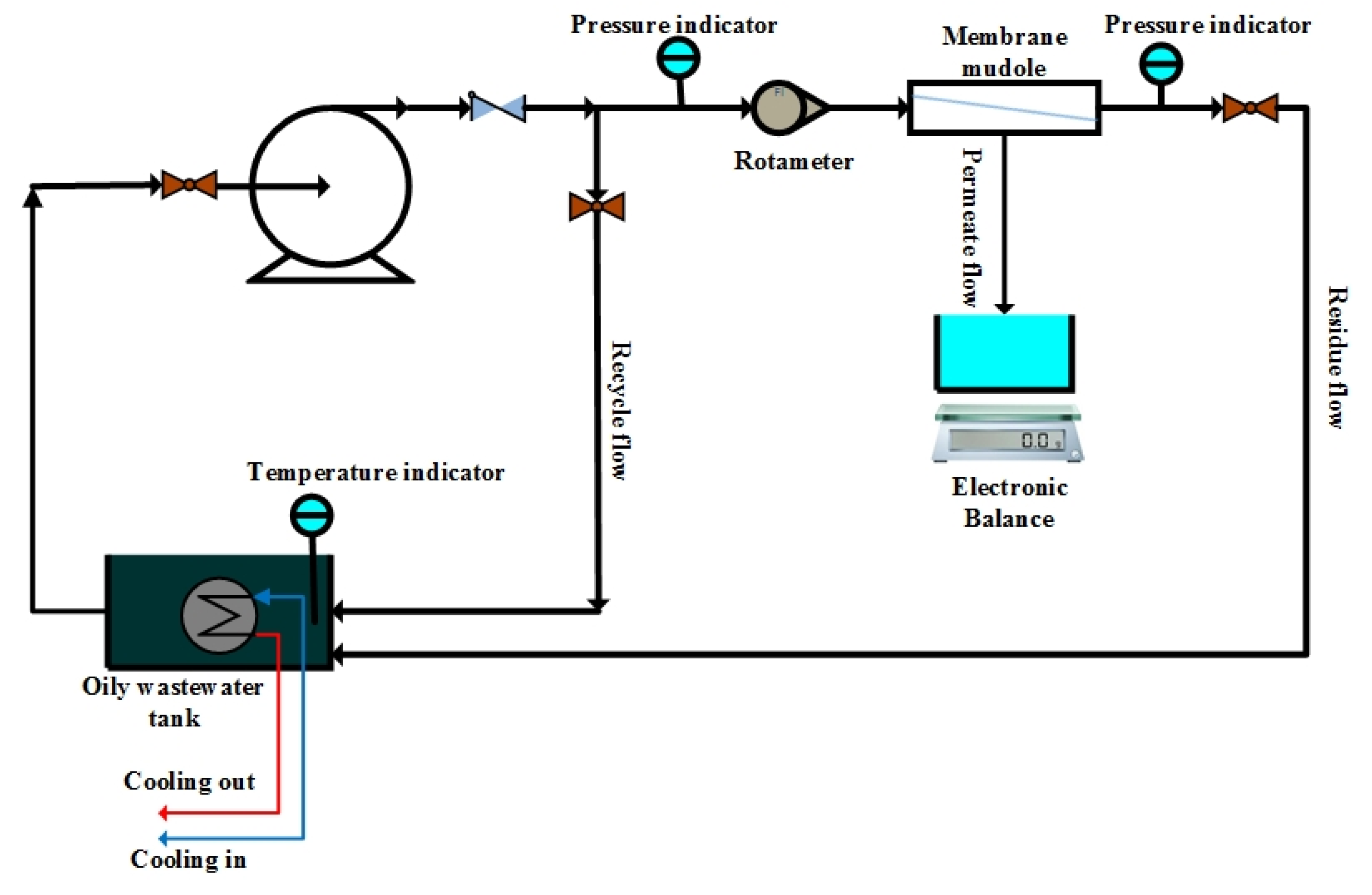
2.5. Experimental Setup & Operations
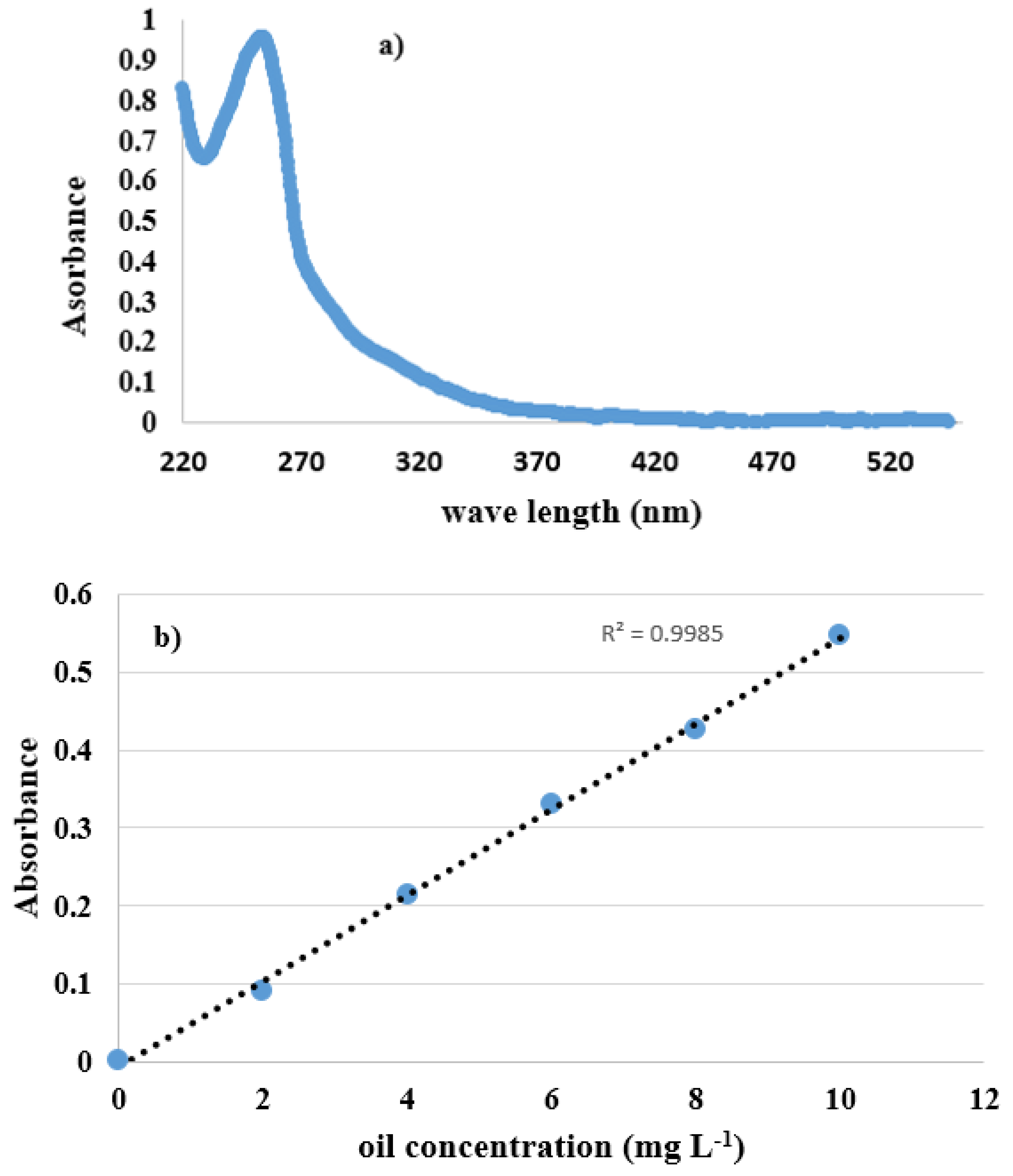
2.6. UV Calibration Curve for Desalter Wastewater
3. Result & Discussions
3.1. Membrane Characterization
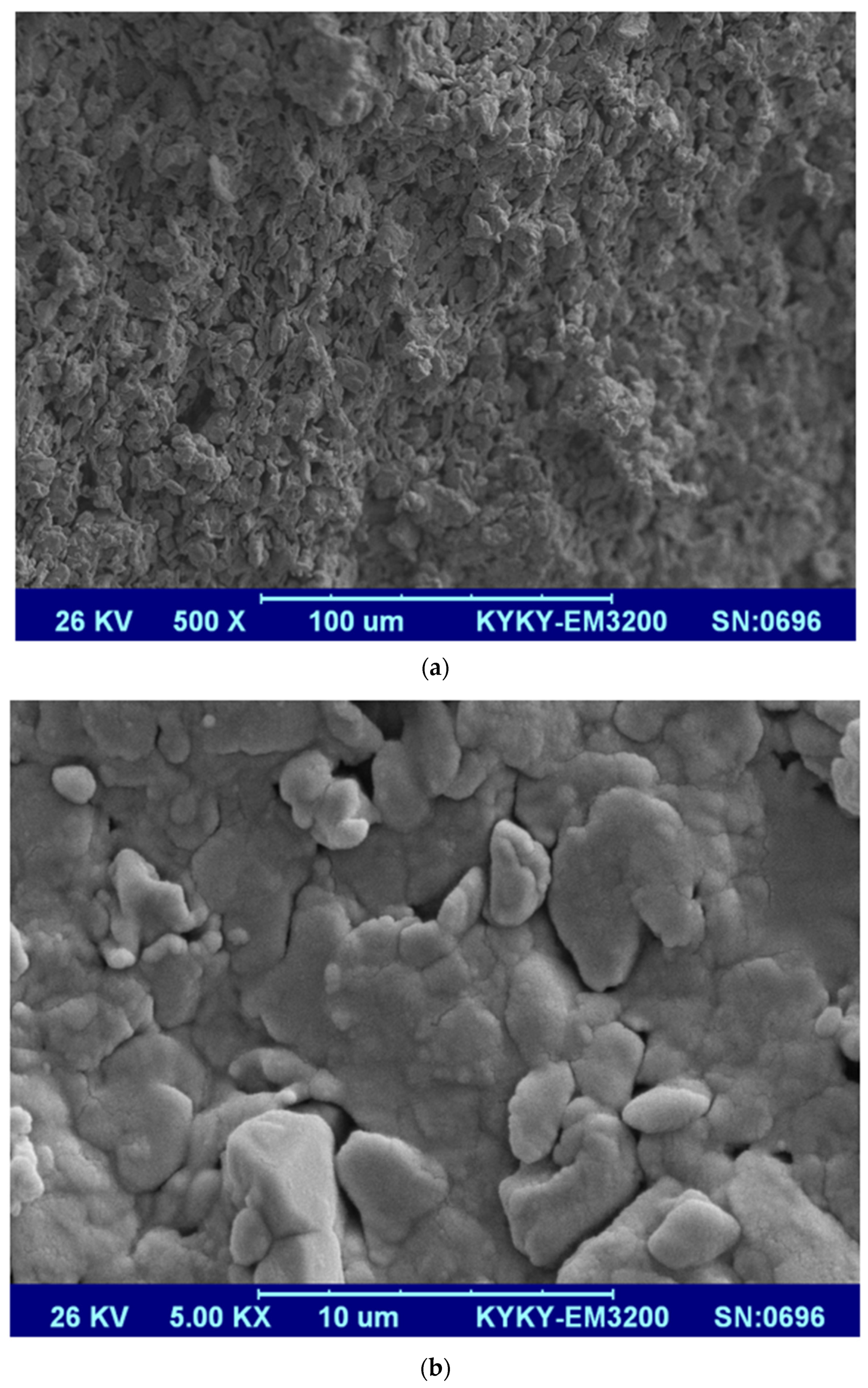
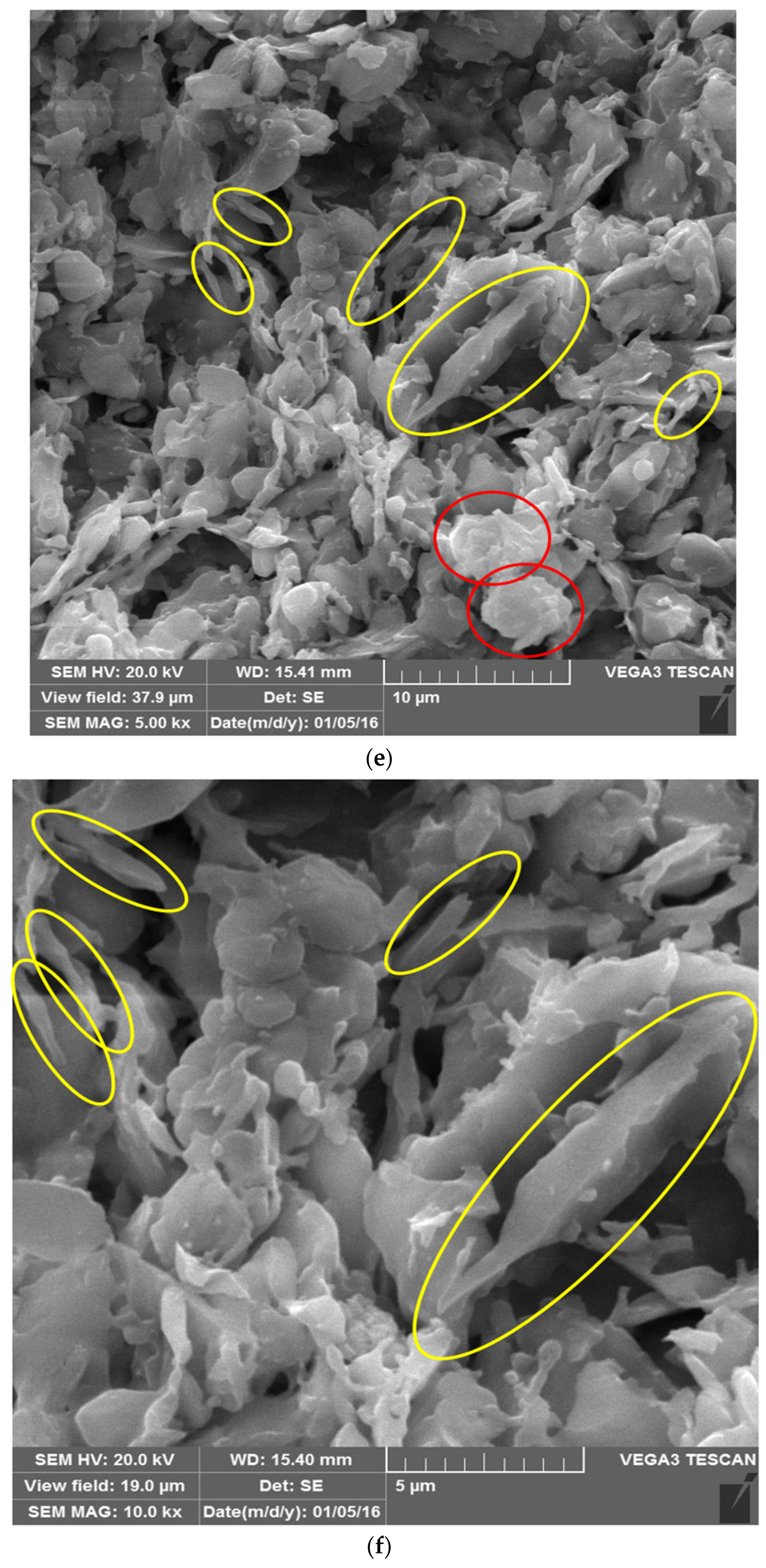
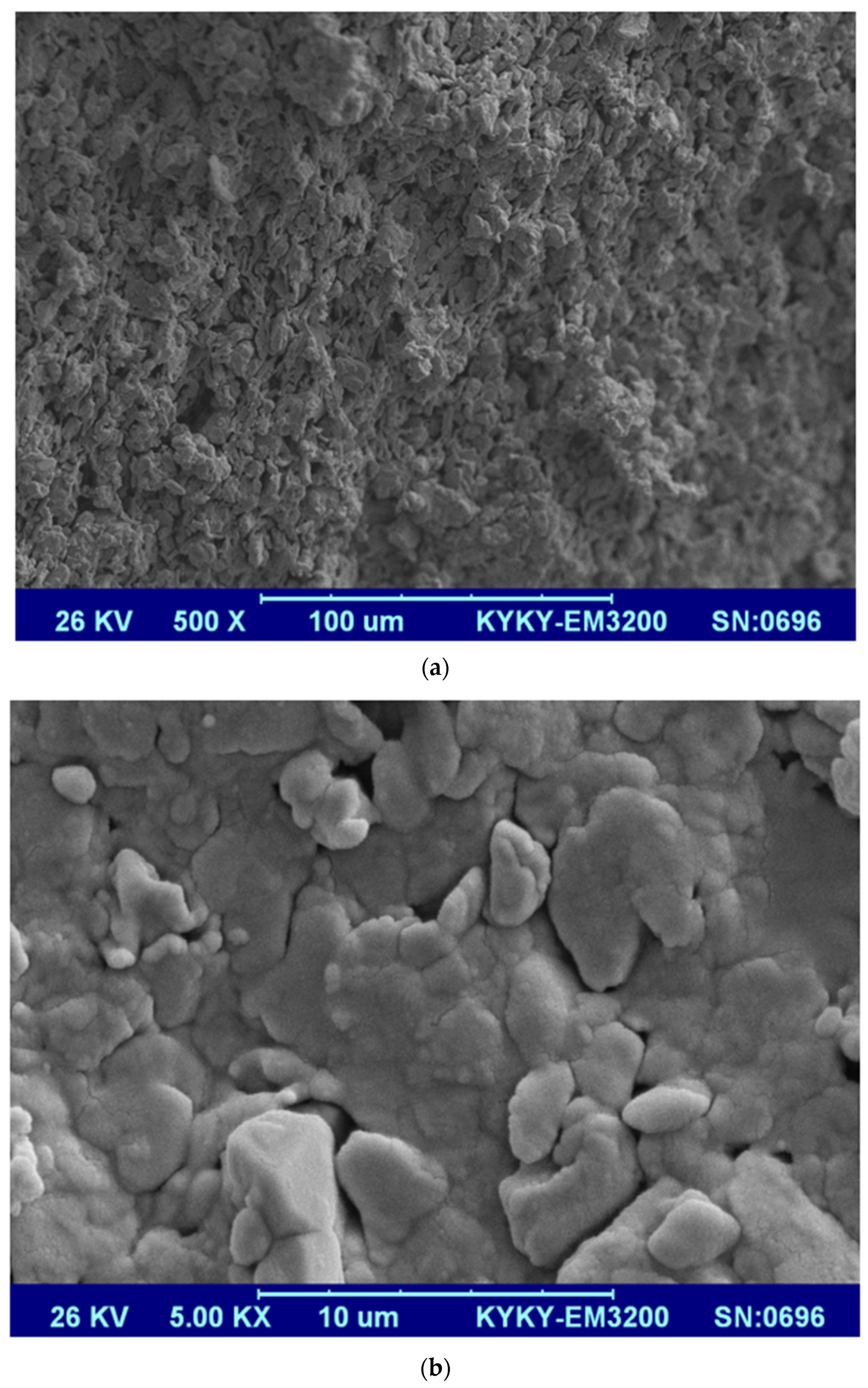
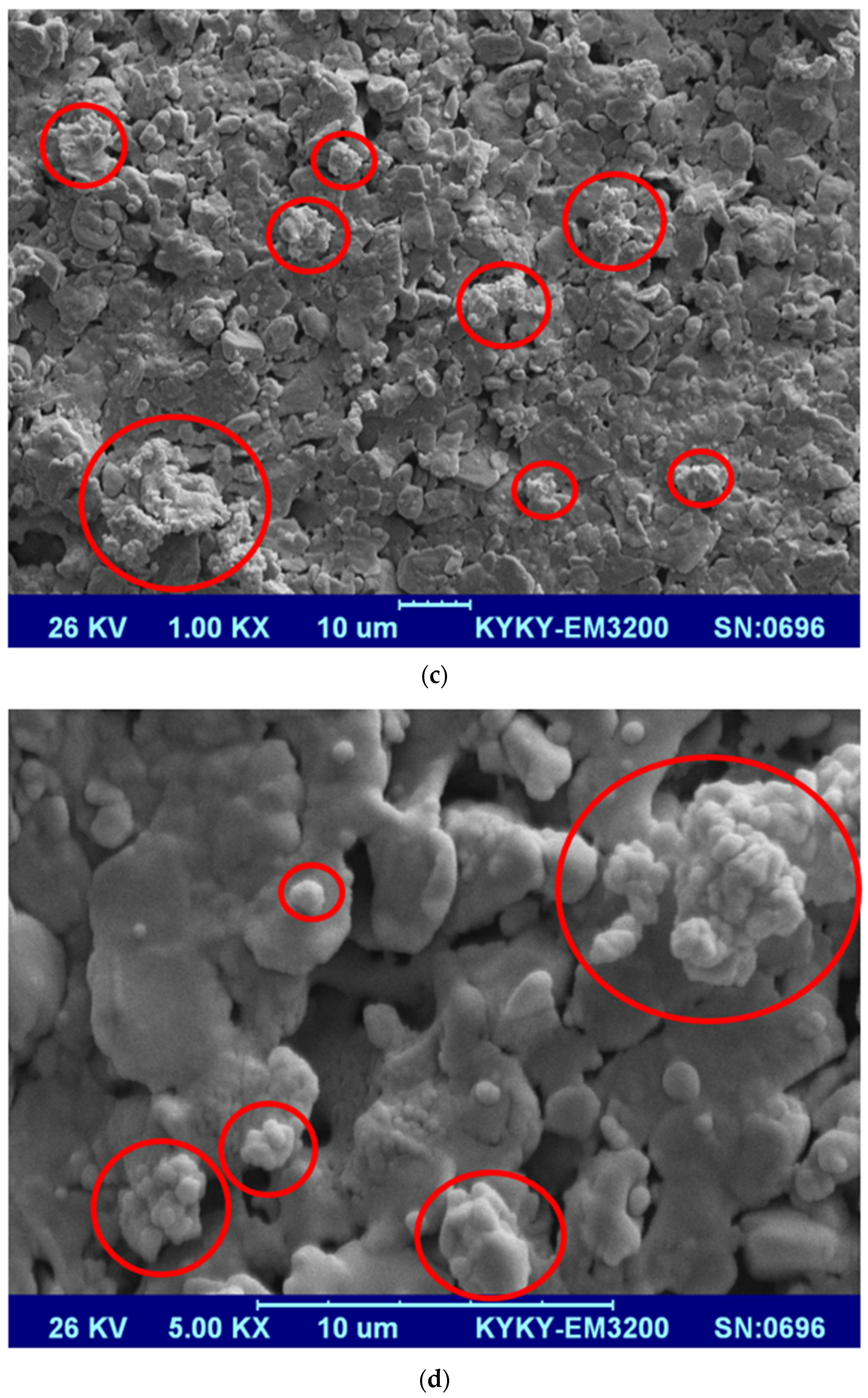
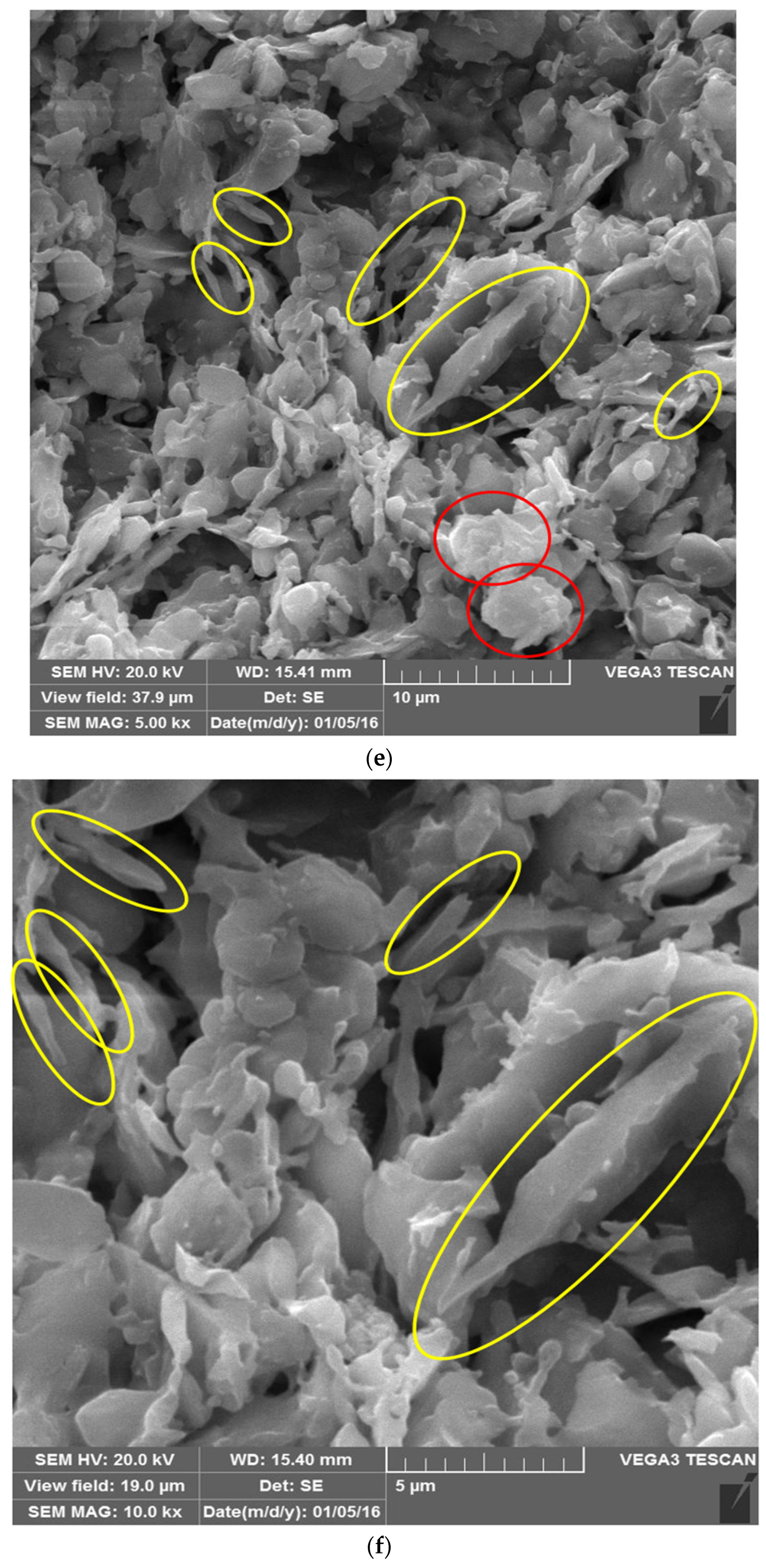
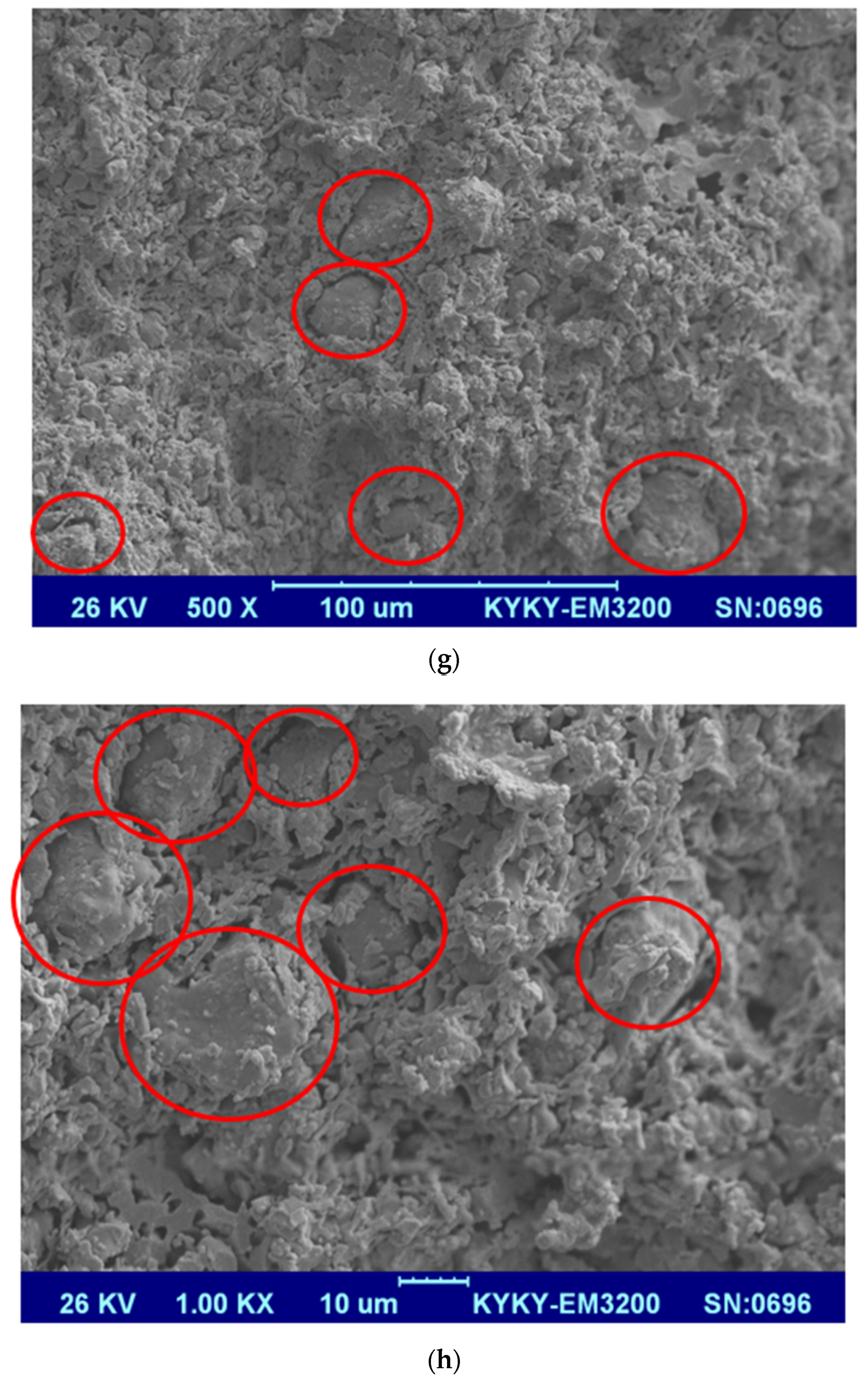
3.1.1. Scanning Electron Microscopy (SEM)
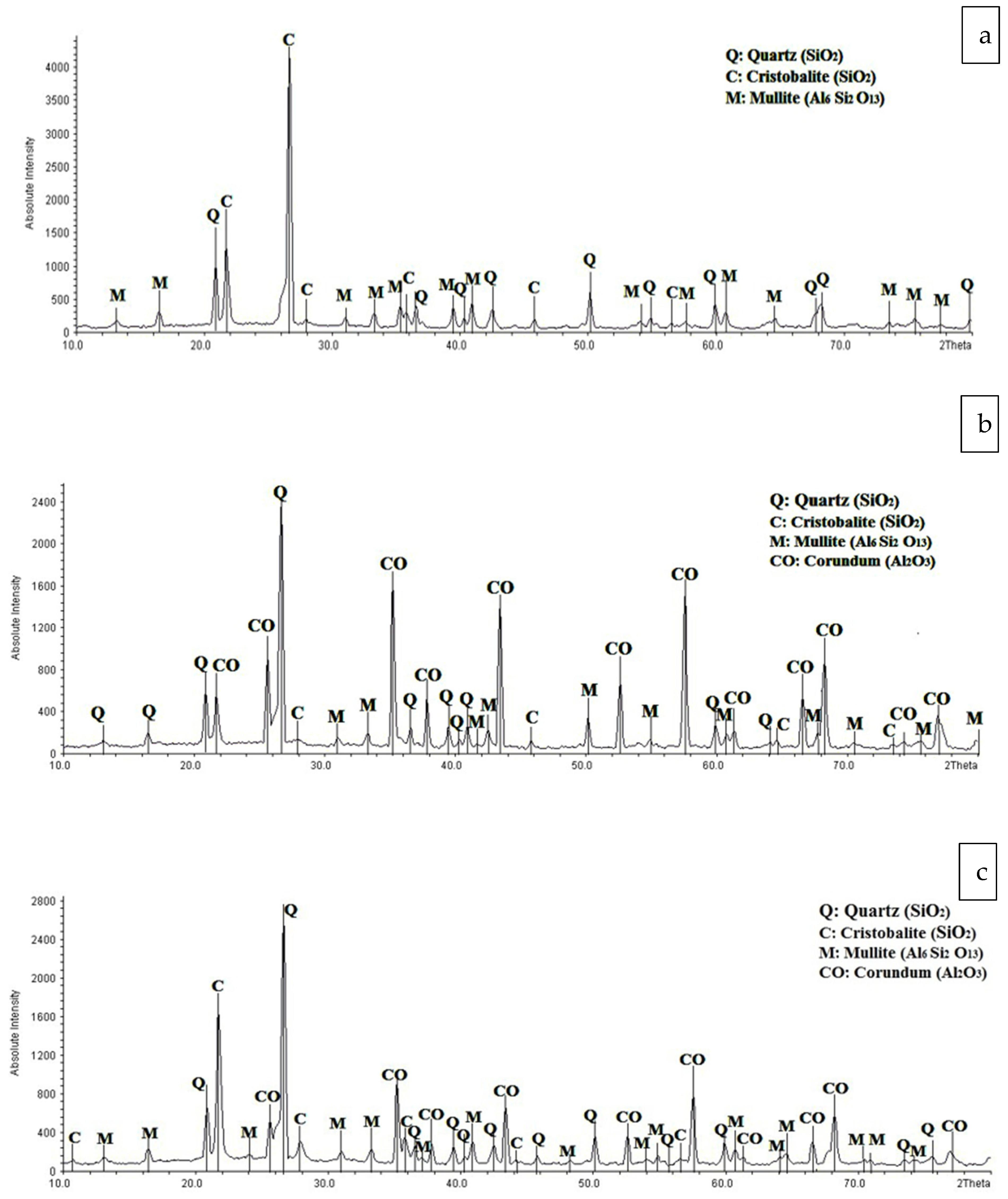
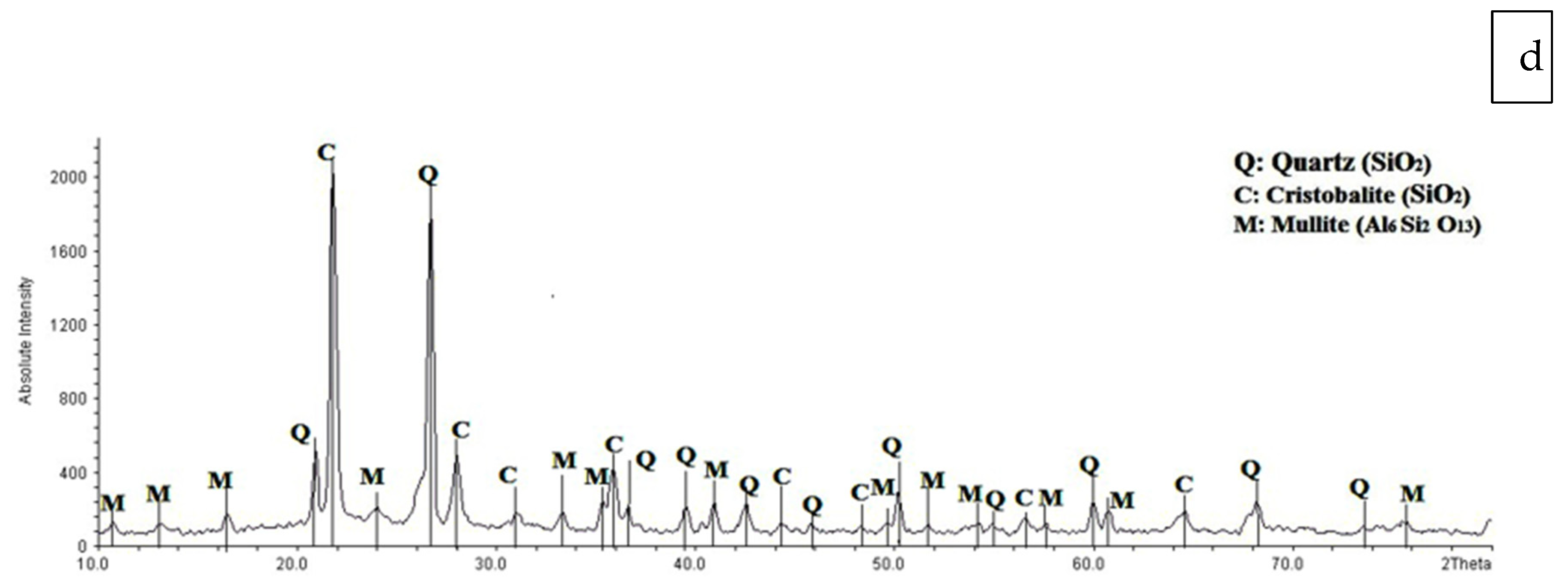
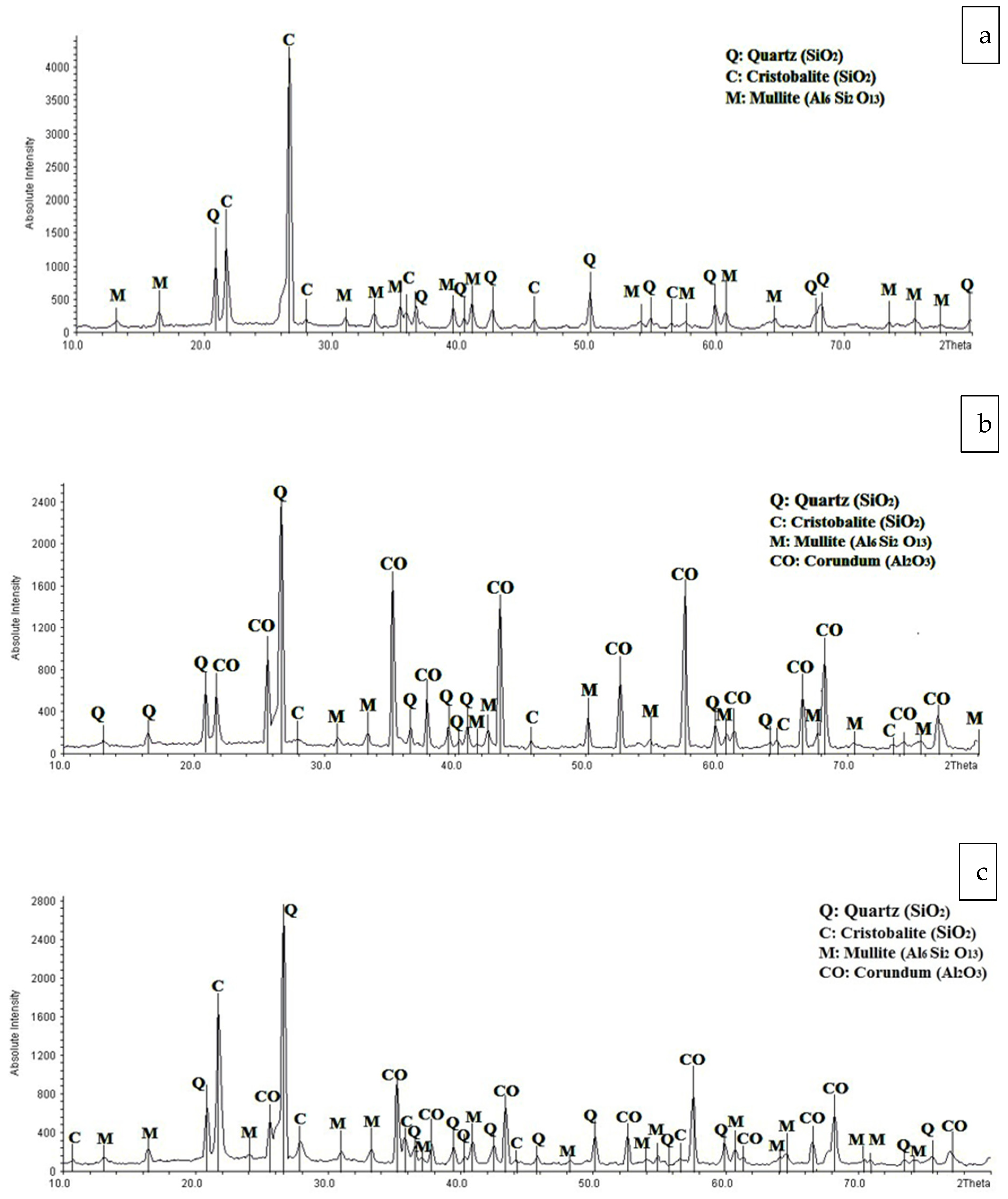
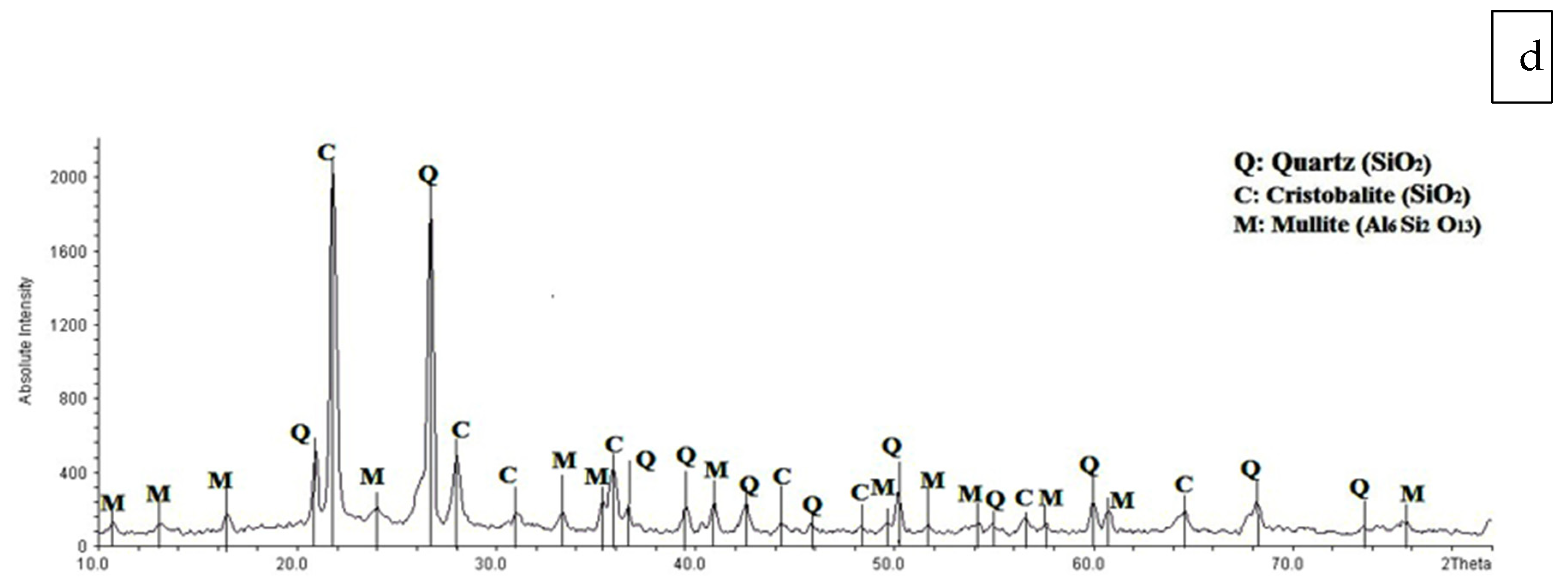
3.1.2. X-ray Diffraction Analysis (XRD)
3.1.3. Void Fraction & Average Pore Radius Analysis
3.1.4. Mechanical Strength of the Membranes
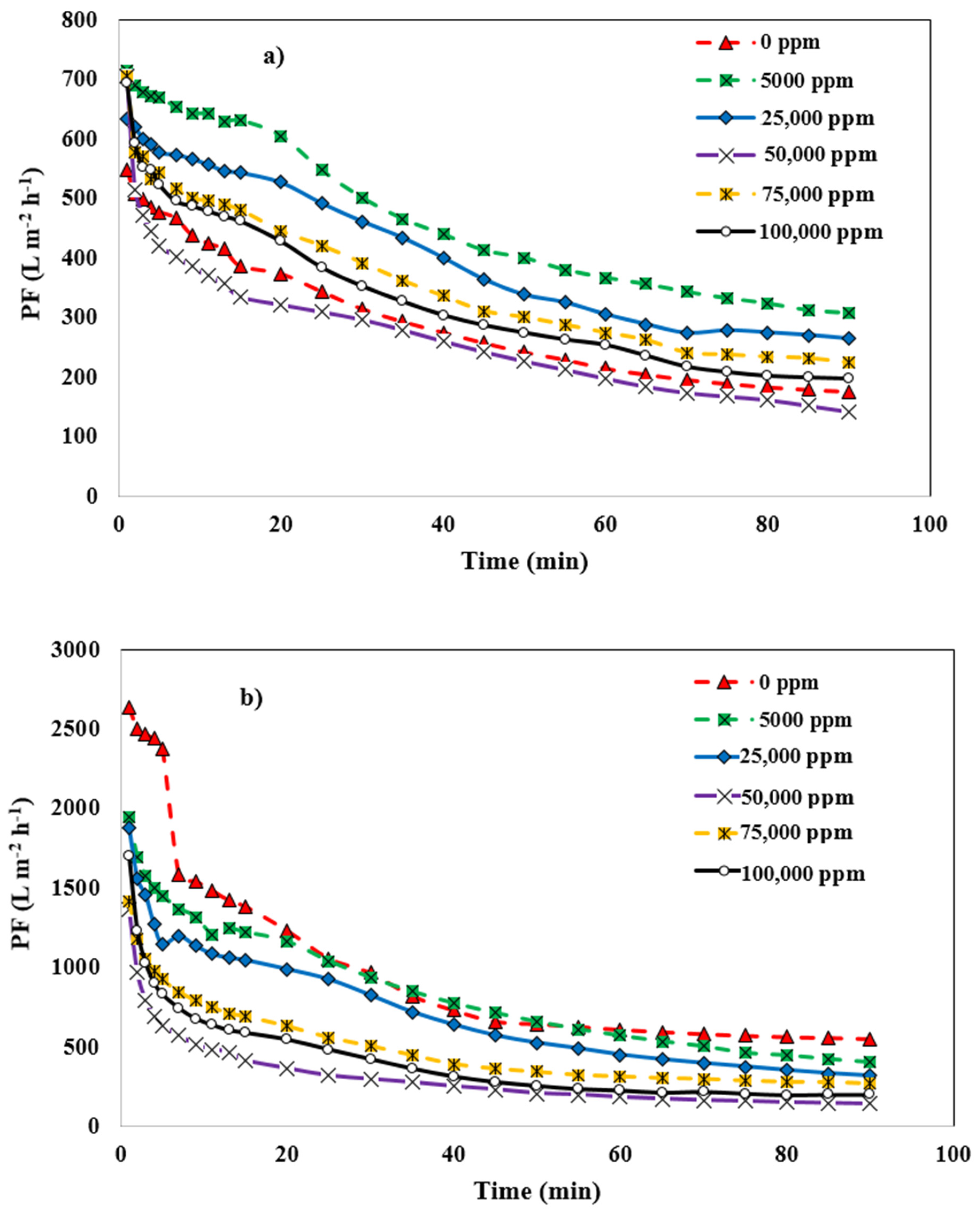
3.2. Salinity-Induced Changes in the Different Membrane’s PF
3.2.1. Salinity-Induced Changes for the Mullite Membrane
3.2.2. Salinity-Induced Changes of the MA 50% Membrane
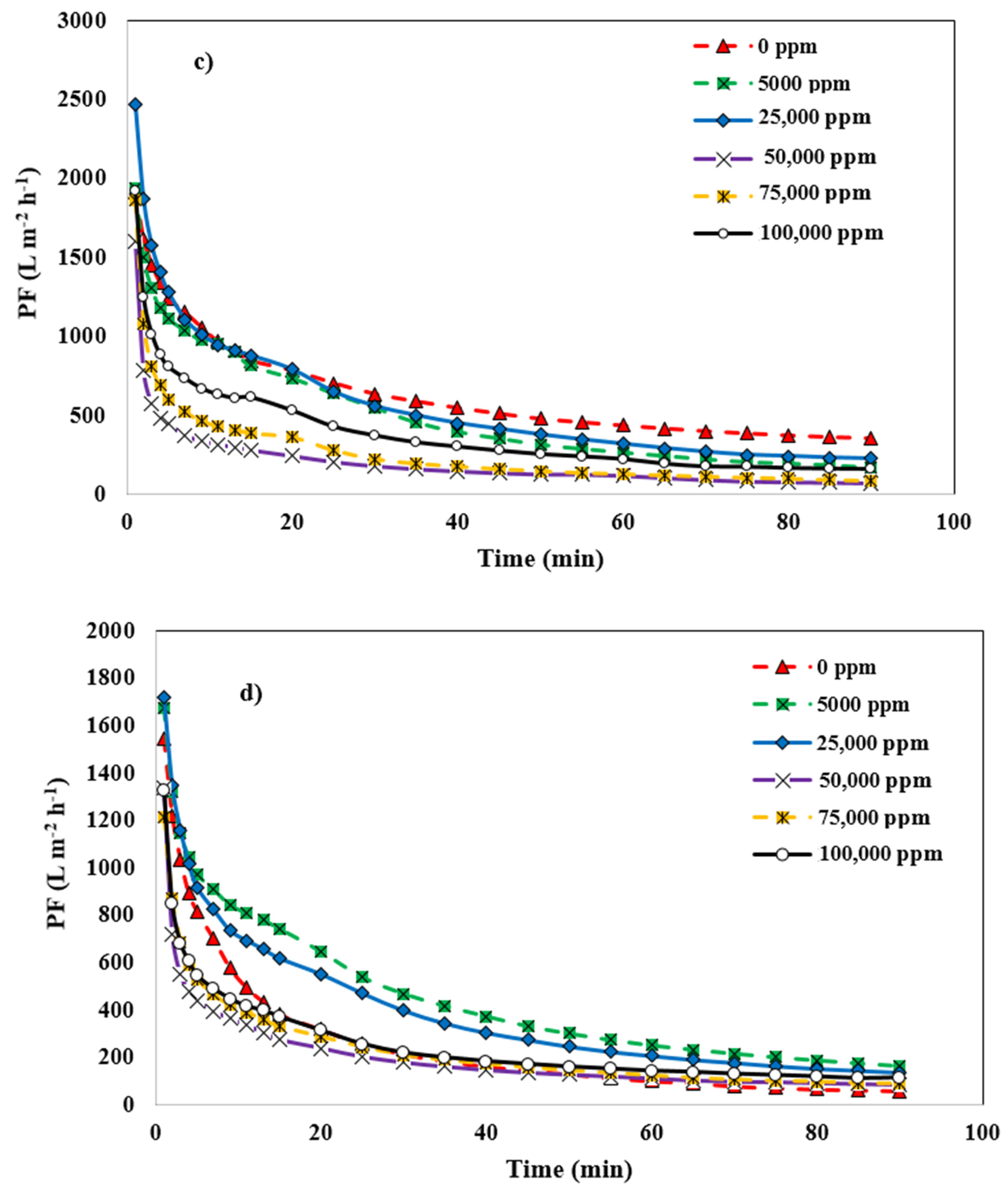
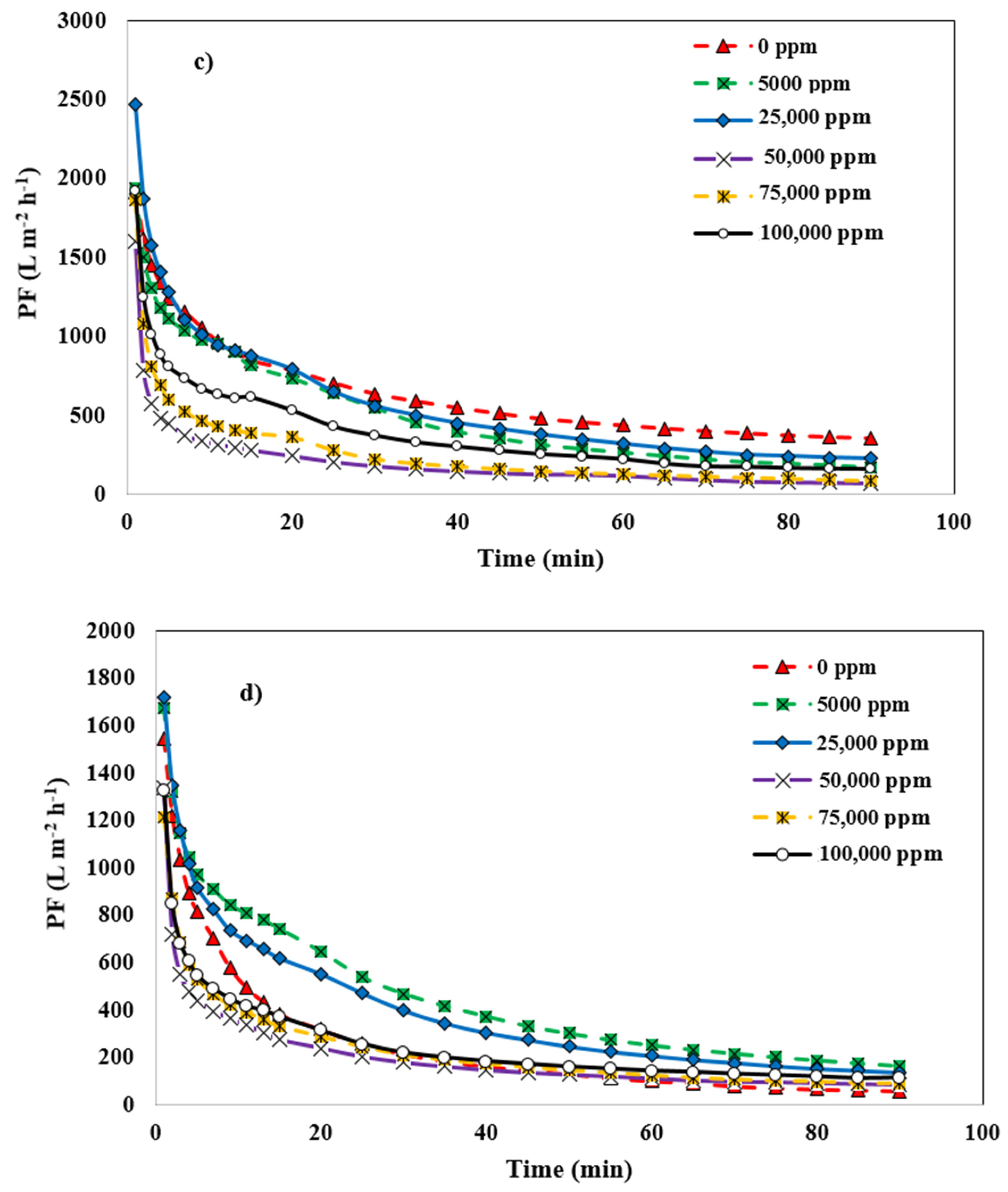
3.2.3. Salinity-Induced Changes for the MAZ 20% Membrane
3.2.4. Salinity-Induced Changes for the MZ 40% Membrane
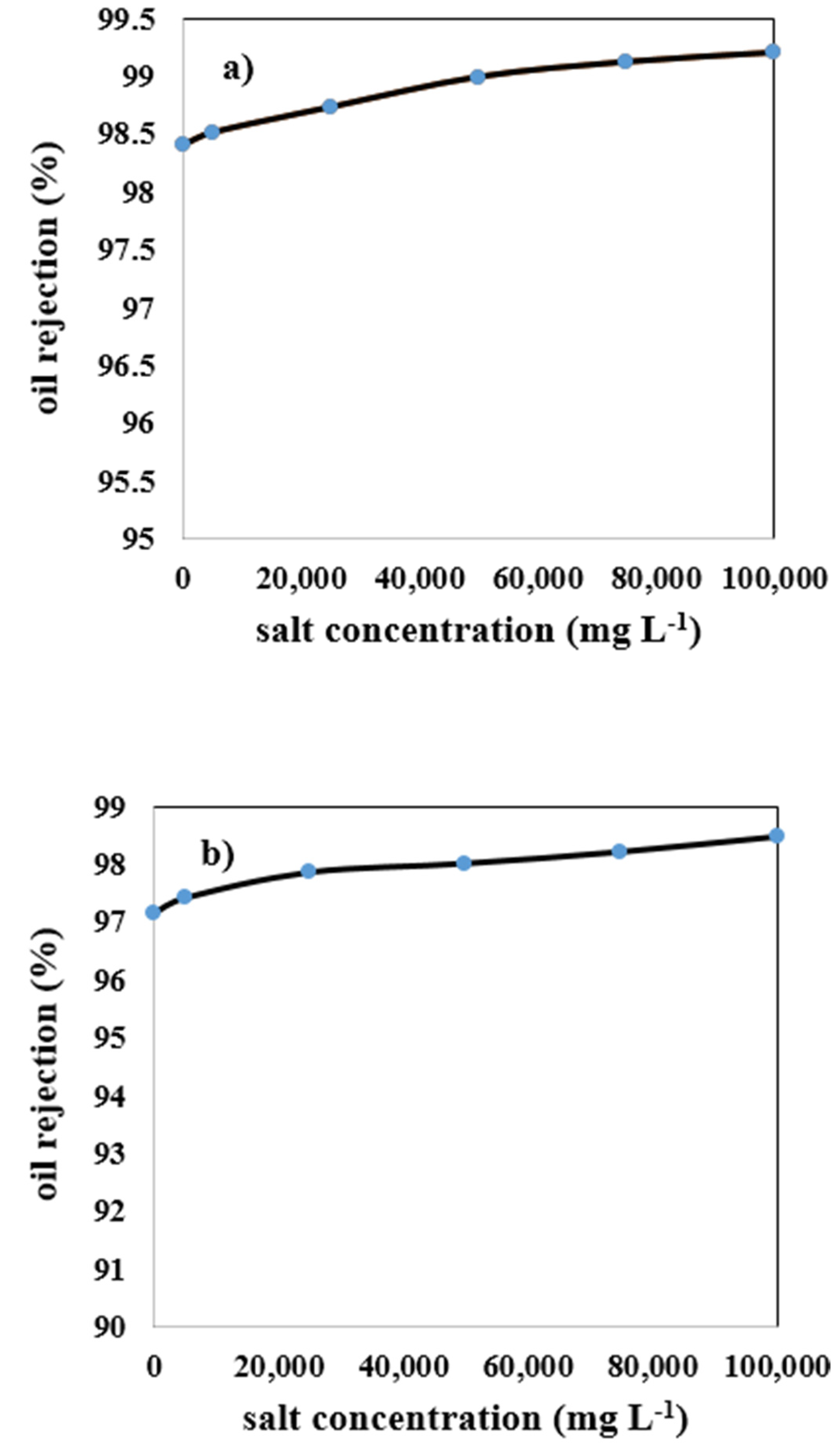
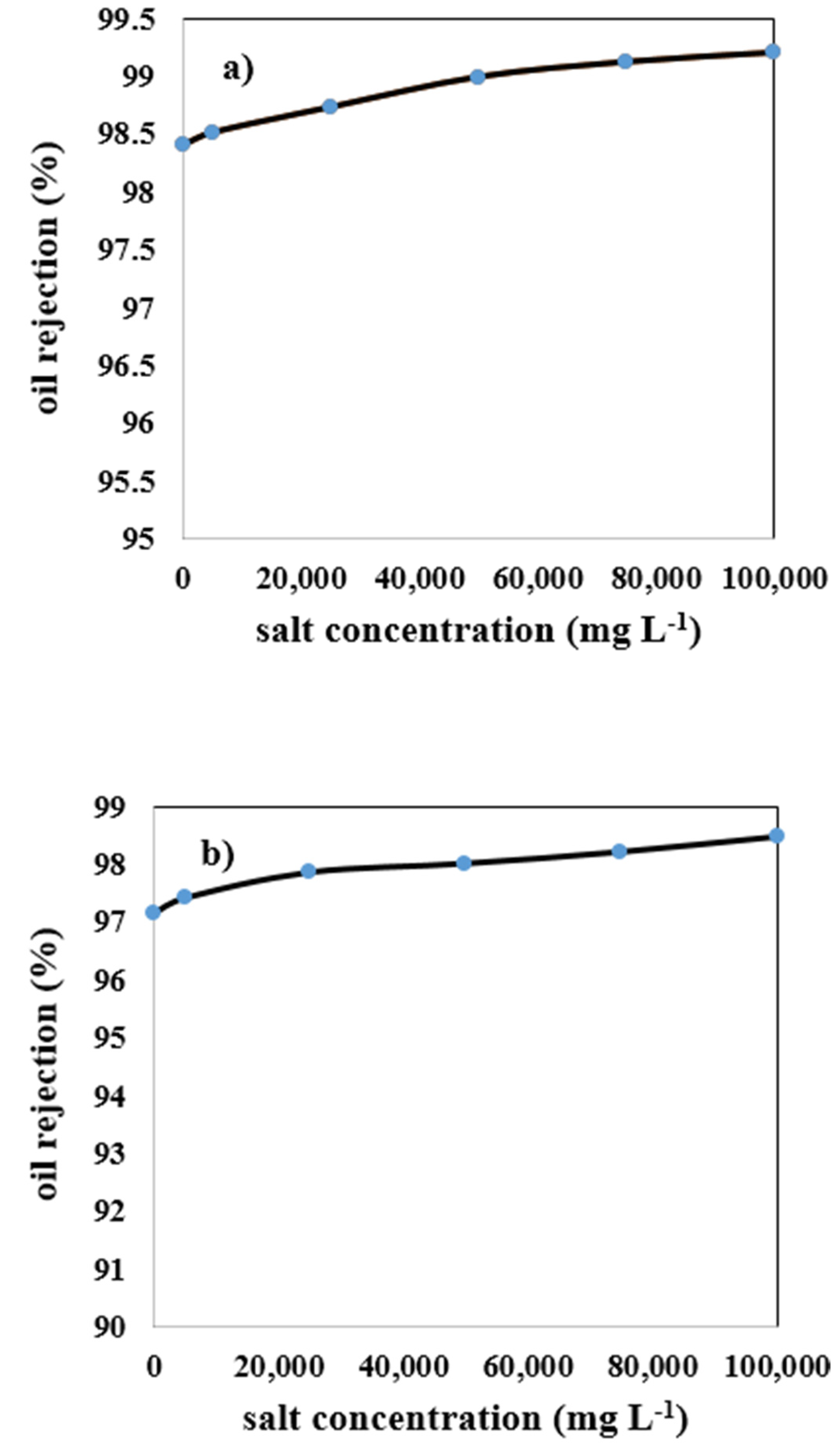
3.3. Effect of Salt Content on Mullite-Membrane Oil Rejection
3.3.1. Effect of Salt Content for MA 50% Membrane
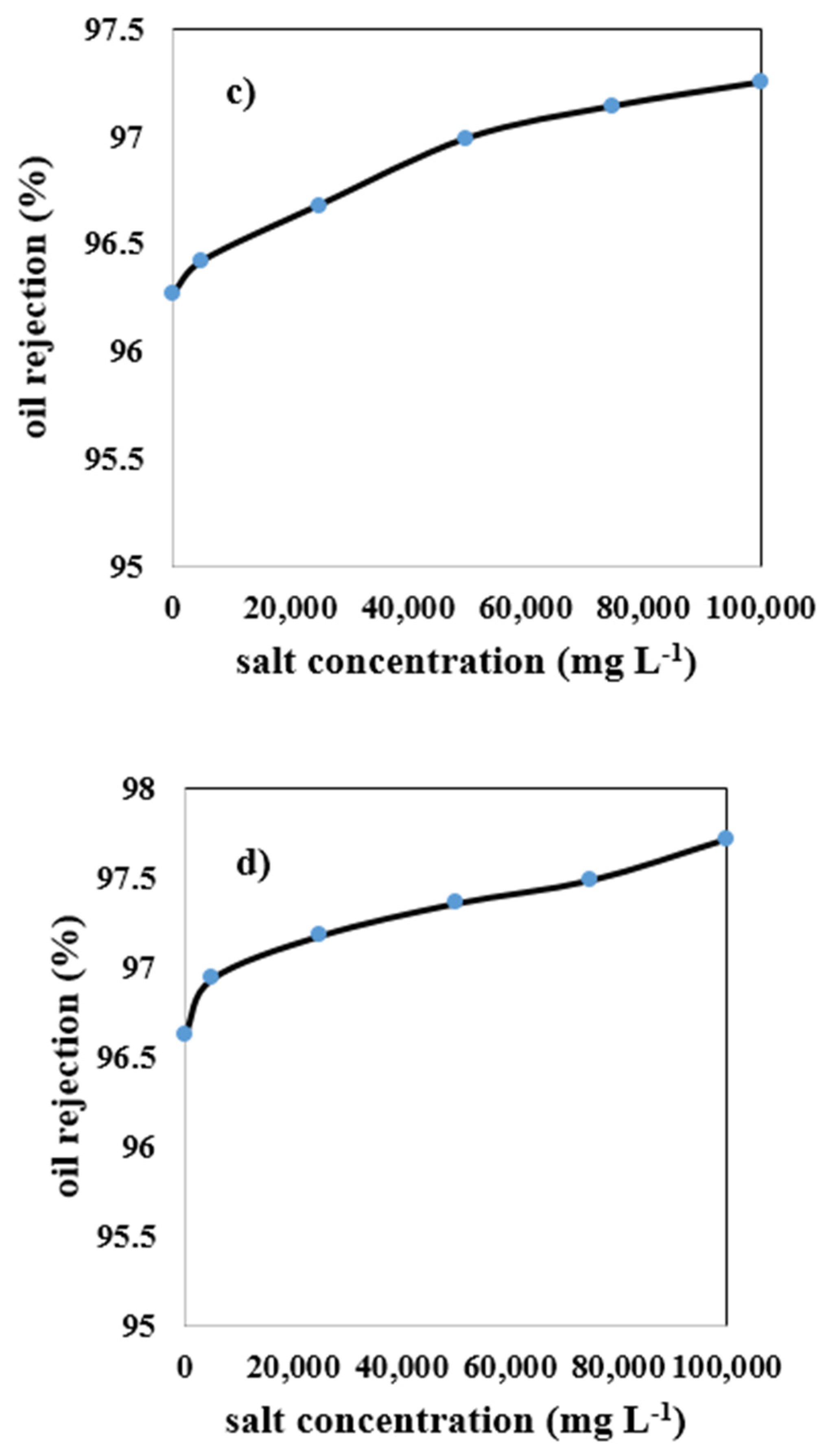
3.3.2. Effect of Salt Content for MAZ 20% Membrane
3.3.3. The Impact of Salt Content for MZ 40% Membrane
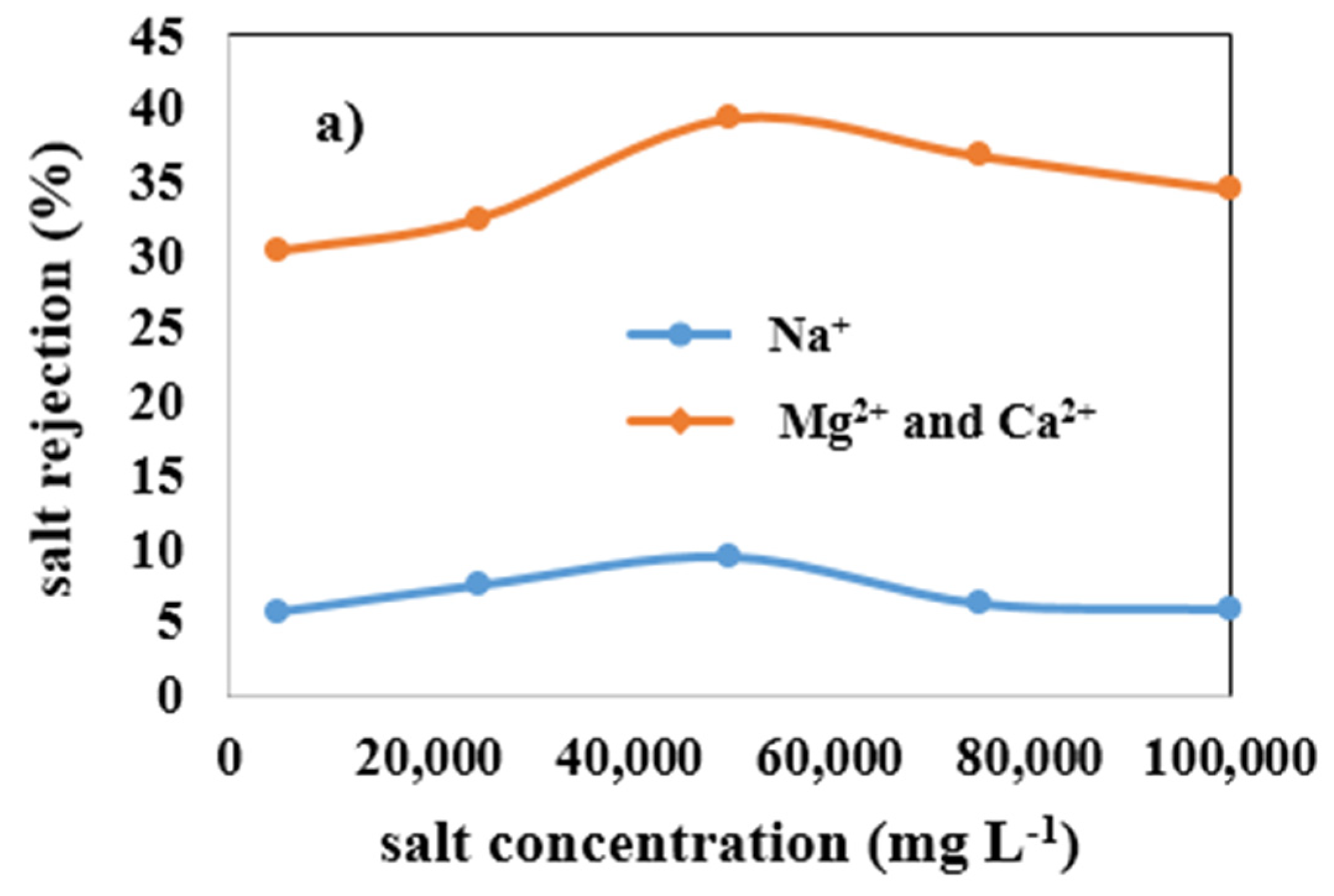
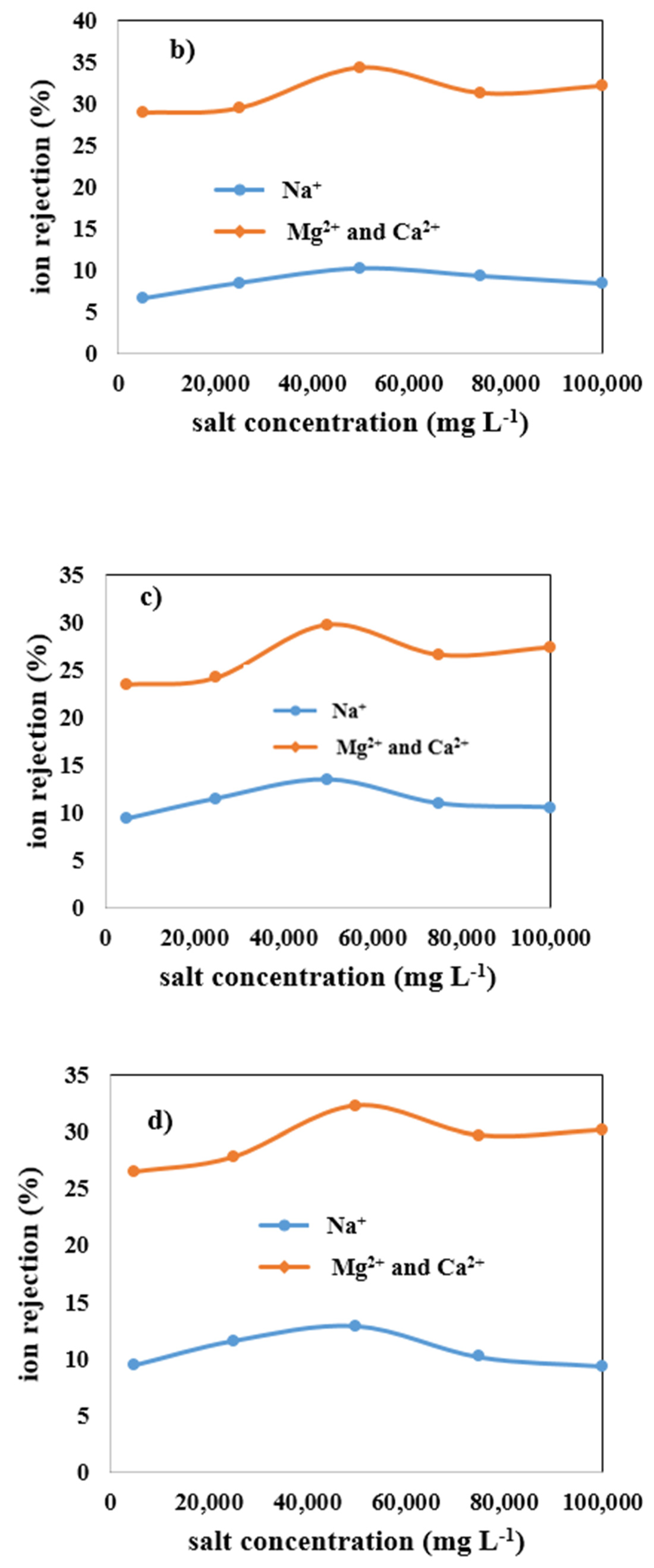
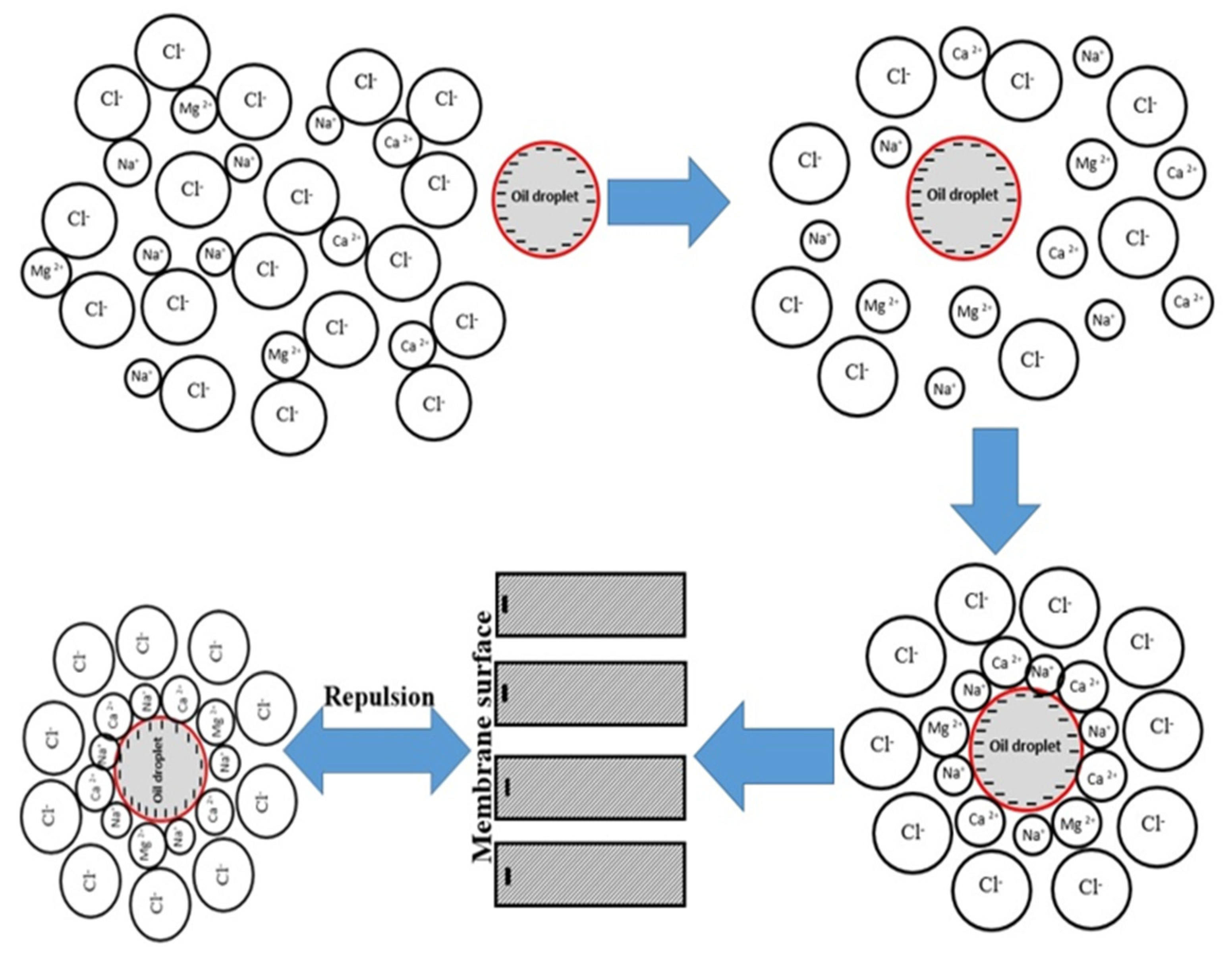
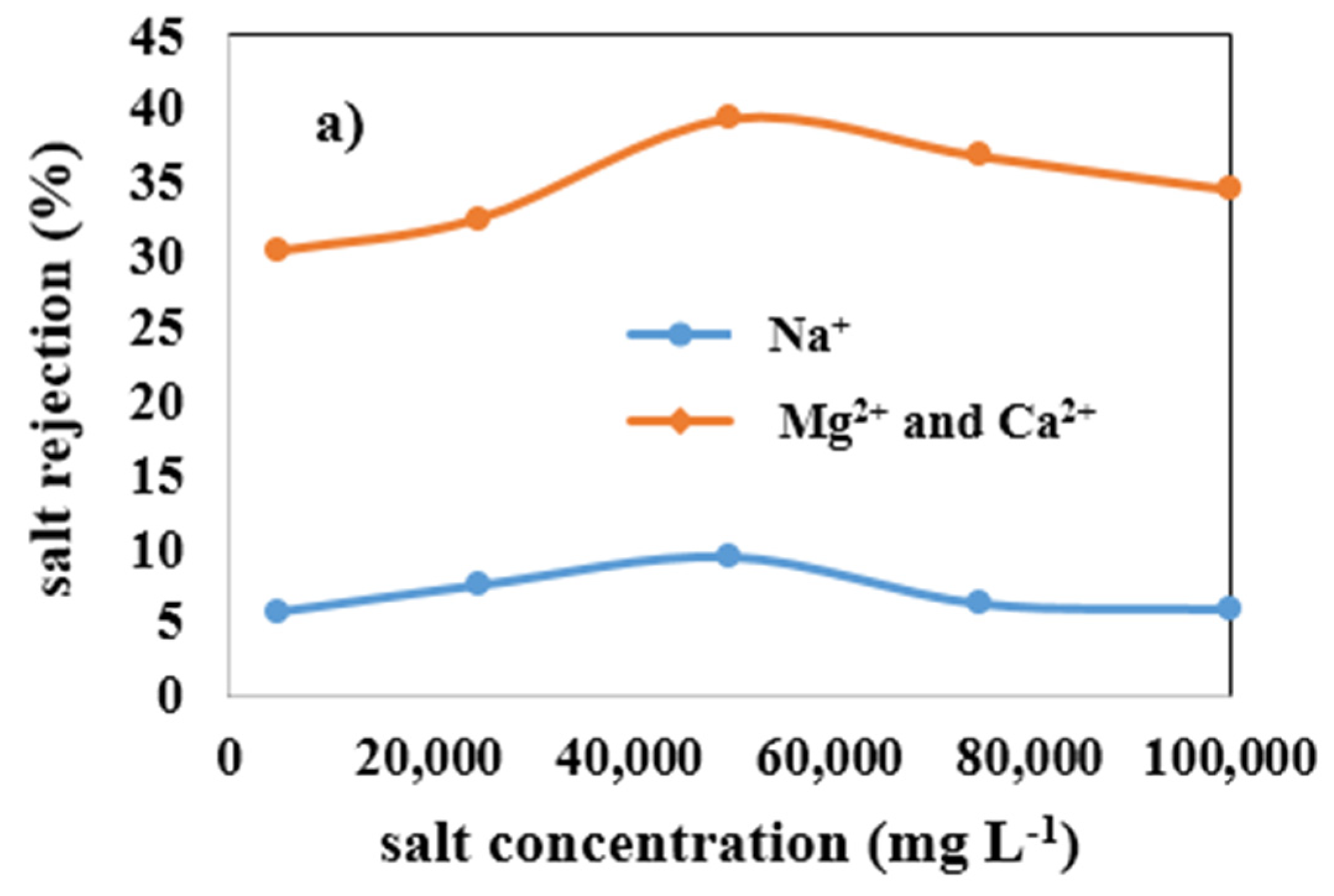
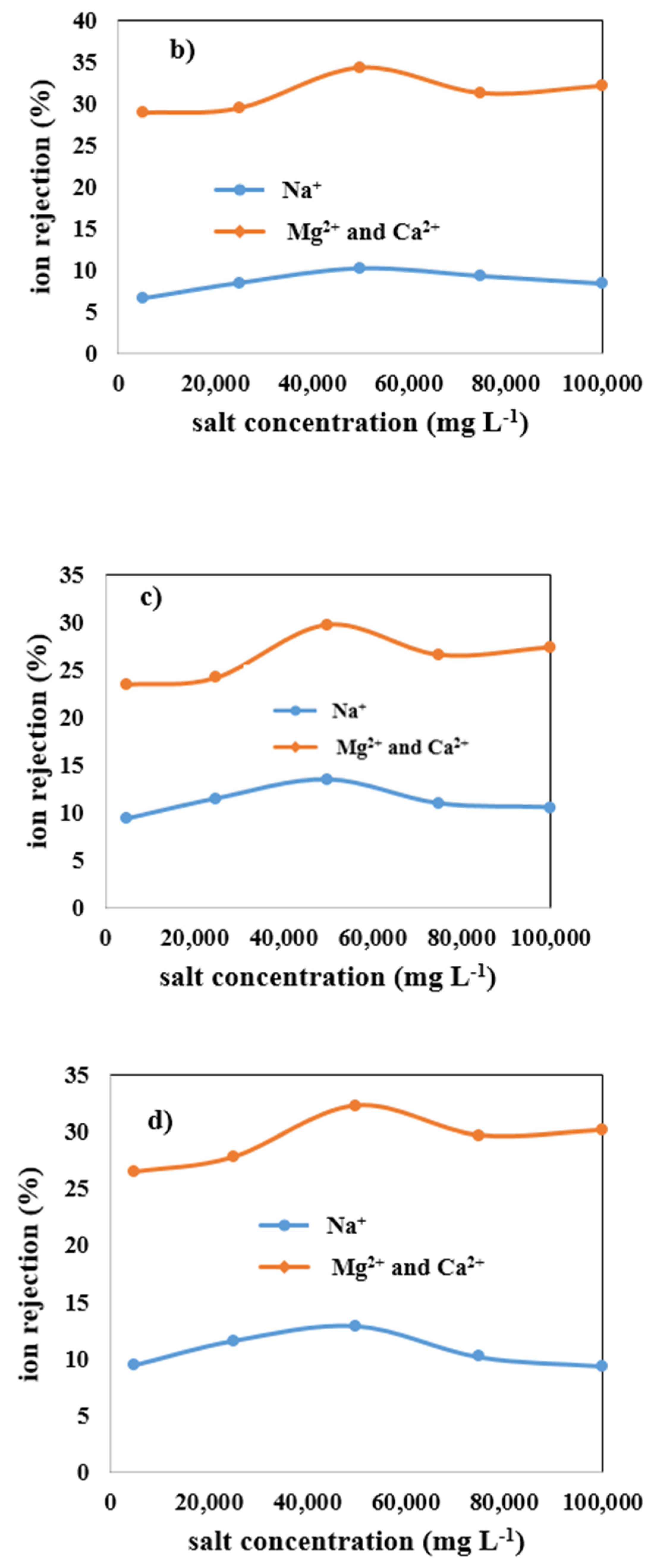
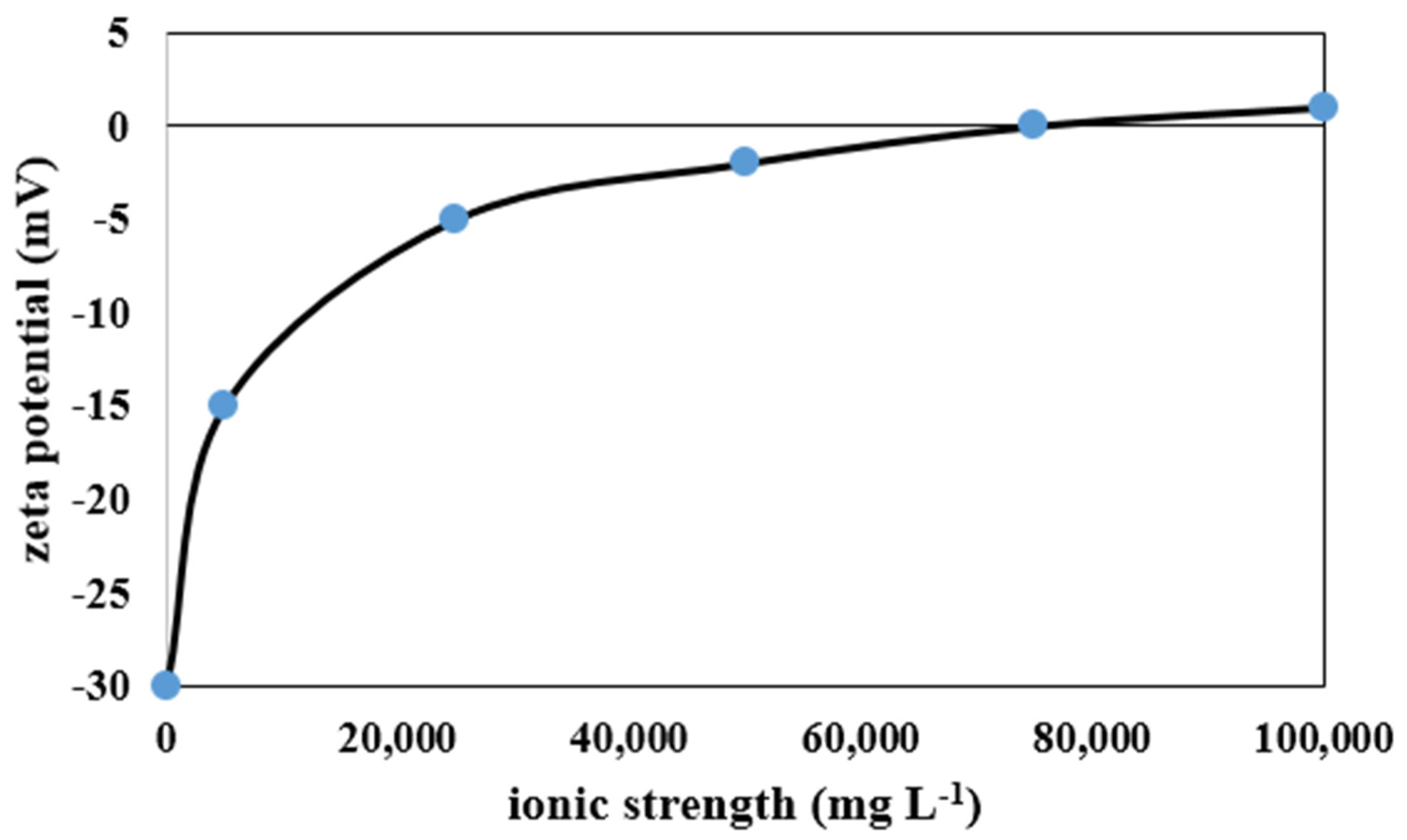
3.4. Effect of Salt Concentration in the Wastewater on the Ion Rejection by Four Types of Membranes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Notation | |
| A | Effectiveness area of membrane (m2) |
| CFV | Cross flow velocity (m·s−1) |
| daverage | Average droplet size of oil in the emulsion (µm) |
| di | Each oil droplet diameter size in the emulsion (µm) |
| L | Membrane thickness (m) |
| n | Dimensionless |
| PF | Permeation flux (L m−2 h−1) |
| rm | Mean pore radius of membrane (µm) |
| TMP | Transmembrane pressure (bar) |
| PTB | Pound per thousand barrels |
| T | Temperature (°C) |
| t | Time (minutes) |
| V | Volume of permeate (Liter) |
| VM | Volume of the membrane (m3) |
| W1 | Mass of dry membrane (gr) |
| W2 | Soaked membrane’s mass (gr) |
| Greek Letters | |
| ρm | Water density at the experiment’s temperature (kg m−3) |
| ε | Porosity of the membrane (dimensionless) |
| μ | Water viscosity at the operating temperature (Pa·s) |
References
- Chanthamontri, C.K.; Stopford, A.P.; Snowdon, R.W.; Oldenburg, T.B.; Larter, S.R. Online desalting of crude oil in the source region of a Fourier transform ion cyclotron resonance mass spectrometer. J. Am. Soc. Mass Spectrom. 2014, 25, 1506–1510. [Google Scholar] [CrossRef] [PubMed]
- Sams, G.W.; Hypes, R.D. System to Process Effluent Brine and Interface Rag from an Oil Dehydration/Desalting System. U.S. Patent 9,238,183, 19 January 2016. [Google Scholar]
- Pak, A.; Mohammadi, T. Wastewater treatment of desalting units. Desalination 2008, 222, 249–254. [Google Scholar] [CrossRef]
- Munirasu, S.; Haija, M.A.; Banat, F. Use of membrane technology for oil field and refinery produced water treatment—A review. Process Saf. Environ. Prot. 2016, 100, 183–202. [Google Scholar] [CrossRef]
- Dadari, S.; Rahimi, M.; Zinadini, S. Crude oil desalter effluent treatment using high flux synthetic nanocomposite NF membrane-optimization by response surface methodology. Desalination 2016, 377, 34–46. [Google Scholar] [CrossRef]
- Norouzbahari, S.; Roostaazad, R.; Hesampour, M. Crude oil desalter effluent treatment by a hybrid UF/RO membrane separation process. Desalination 2009, 238, 174–182. [Google Scholar] [CrossRef]
- Aryafard, E.; Farsi, M.; Rahimpour, M.; Raeissi, S. Modeling electrostatic separation for dehydration and desalination of crude oil in an industrial two-stage desalting plant. J. Taiwan Inst. Chem. Eng. 2016, 58, 141–147. [Google Scholar] [CrossRef]
- McKetta, J.J., Jr. Petroleum Processing Handbook; CRC Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Fortuny, M.; Silva, E.B.; Agnaldo Filho, C.; Melo, R.L.; Nele, M.; Coutinho, R.C.; Santos, A.F. Measuring Salinity in crude oils: Evaluation of methods and an improved procedure. Fuel 2008, 87, 1241–1248. [Google Scholar] [CrossRef]
- Nikkhah, M.; Tohidian, T.; Rahimpour, M.R.; Jahanmiri, A. Efficient demulsification of water-in-oil emulsion by a novel nano-titania modified chemical demulsifier. Chem. Eng. Res. Des. 2015, 94, 164–172. [Google Scholar] [CrossRef]
- Vafajoo, L.; Ganjian, K.; Fattahi, M. Influence of key parameters on crude oil desalting: An experimental and theoretical study. J. Pet. Sci. Eng. 2012, 90, 107–111. [Google Scholar] [CrossRef]
- Hao, M.; Bai, Z.; Wang, H.; Liu, W. Removal of oil from electric desalting wastewater using centrifugal contactors. J. Pet. Sci. Eng. 2013, 111, 37–41. [Google Scholar] [CrossRef]
- Wu, F.; Li, H. Study on the divided-wall electric desalting technology for Suizhong crude oil. Desalination 2012, 307, 20–25. [Google Scholar] [CrossRef]
- Atta, A.M. Electric desalting and dewatering of crude oil emulsion based on schiff base polymers as demulsifier. Int. J. Electrochem. Sci 2013, 8, 9474–9498. [Google Scholar]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of technologies for oil and gas produced water treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef] [PubMed]
- Aryafard, E.; Farsi, M.; Rahimpour, M. Modeling and simulation of crude oil desalting in an industrial plant considering mixing valve and electrostatic drum. Chem. Eng. Processing Process Intensif. 2015, 95, 383–389. [Google Scholar] [CrossRef]
- Abbasi, M.; Taheri, A. Modeling of coagulation-microfiltration hybrid process for treatment of oily wastewater using ceramic membranes. J. Water Chem. Technol. 2014, 36, 80–89. [Google Scholar] [CrossRef]
- Hussain, A.; Minier-Matar, J.; Janson, A.; Adham, S. Treatment of produced water from oil & gas operations by membrane distillation. In Proceedings of the 4th International Gas Processing Symposium, Doha, Qatar, 26–27 October 2014; pp. 285–292. [Google Scholar]
- Minier-Matar, J.; Hussain, A.; Janson, A.; Wang, R.; Fane, A.G.; Adham, S. Application of forward osmosis for reducing volume of produced/Process water from oil and gas operations. Desalination 2015, 376, 1–8. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Willershausen, D.; Ashaghi, K.S.; Engel, L.; Placido, L.; Mund, P.; Bolduan, P.; Czermak, P. Investigations on the use of different ceramic membranes for efficient oil-field produced water treatment. Desalination 2010, 250, 991–996. [Google Scholar] [CrossRef] [Green Version]
- Salahi, A.; Abbasi, M.; Mohammadi, T. Permeate flux decline during UF of oily wastewater: Experimental and modeling. Desalination 2010, 251, 153–160. [Google Scholar] [CrossRef]
- Murray-Gulde, C.; Heatley, J.E.; Karanfil, T.; Rodgers, J.H., Jr.; Myers, J.E. Performance of a hybrid reverse osmosis-constructed wetland treatment system for brackish oil field produced water. Water Res. 2003, 37, 705–713. [Google Scholar] [CrossRef]
- Mondal, S.; Wickramasinghe, S.R. Produced water treatment by nanofiltration and reverse osmosis membranes. J. Membr. Sci. 2008, 322, 162–170. [Google Scholar] [CrossRef]
- Ye, H.; Chen, L.; Kou, Y.; How, Z.T.; Chelme-Ayala, P.; Wang, Q.; An, Z.; Guo, S.; Chen, C.; El-Din, M.G. Influences of coagulation pretreatment on the characteristics of crude oil electric desalting wastewaters. Chemosphere 2021, 264, 128531. [Google Scholar] [CrossRef] [PubMed]
- Umembamalu, C.J.; Igwegbe, C.A.; Osuagwu, E.U.; Nwabanne, J.T. Packed bed column adsorption of oil and grease from refinery desalter effluent, using rice husks derived carbon as the adsorbent: Influence of process parameters and Bohart–Adams kinetics study. World News Nat. Sci. 2020, 31, 155–174. [Google Scholar]
- Wu, S.; Liu, Y.; Pan, Z.; Dai, P.; Yang, Q.; Lu, H. Treatment of electric desalting wastewater by swirling flotation coupled with medium coalescence. J. Environ. Chem. Eng. 2021, 9, 106055. [Google Scholar] [CrossRef]
- Ye, H.; Liu, B.; Wang, Q.; How, Z.T.; Zhan, Y.; Chelme-Ayala, P.; Guo, S.; El-Din, M.G.; Chen, C. Comprehensive chemical analysis and characterization of heavy oil electric desalting wastewaters in petroleum refineries. Sci. Total Environ. 2020, 724, 138117. [Google Scholar] [CrossRef] [PubMed]
- Bijani, M.; Khamehchi, E. Optimization and treatment of wastewater of crude oil desalting unit and prediction of scale formation. Environ. Sci. Pollut. Res. 2019, 26, 25621–25640. [Google Scholar] [CrossRef] [PubMed]
- Borhan, A.; Dait, M.N.M. Treatment of Produced Water from Crude Oil Desalter by Composite Polyamide Ro Membrane. Platf. A J. Eng. 2019, 3, 2–12. [Google Scholar]
- Malik, N.; Bulasara, V.K.; Basu, S. Preparation of novel porous ceramic microfiltration membranes from fly ash, kaolin and dolomite mixtures. Ceram. Int. 2020, 46, 6889–6898. [Google Scholar] [CrossRef]
- Mestre, S.; Gozalbo, A.; Lorente-Ayza, M.; Sánchez, E. Low-cost ceramic membranes: A research opportunity for industrial application. J. Eur. Ceram. Soc. 2019, 39, 3392–3407. [Google Scholar] [CrossRef]
- Kumar, C.M.; Roshni, M.; Vasanth, D. Treatment of aqueous bacterial solution using ceramic membrane prepared from cheaper clays: A detailed investigation of fouling and cleaning. J. Water Process Eng. 2019, 29, 100797. [Google Scholar] [CrossRef]
- Abdullayev, A.; Bekheet, M.F.; Hanaor, D.A.; Gurlo, A. Materials and applications for low-cost ceramic membranes. Membranes 2019, 9, 105. [Google Scholar] [CrossRef] [Green Version]
- Zavala, M.Á.L.; Romero-Santana, H.; Monárrez-Cordero, B. Removal of Cr (VI) from water by adsorption using low cost clay-perlite-iron membranes. J. Water Process Eng. 2020, 38, 101672. [Google Scholar] [CrossRef]
- Mohammadi, T.; Pak, A. Effect of calcination temperature of kaolin as a support for zeolite membranes. Sep. Purif. Technol. 2003, 30, 241–249. [Google Scholar] [CrossRef]
- Rasouli, Y.; Abbasi, M.; Hashemifard, S.A. Fabrication, characterization, fouling behavior and performance study of ceramic microfiltration membranes for oily wastewater treatment. J. Asian Ceram. Soc. 2019, 7, 476–495. [Google Scholar] [CrossRef]
- Yuliwati, E.; Ismail, A.; Matsuura, T.; Kassim, M.; Abdullah, M. Characterization of surface-modified porous PVDF hollow fibers for refinery wastewater treatment using microscopic observation. Desalination 2011, 283, 206–213. [Google Scholar] [CrossRef]
- Zhang, X.; Lang, W.-Z.; Xu, H.-P.; Yan, X.; Guo, Y.-J. The effects of hydroxyapatite nano whiskers and its synergism with polyvinylpyrrolidone on poly (vinylidene fluoride) hollow fiber ultrafiltration membranes. RSC Adv. 2015, 5, 21532–21543. [Google Scholar] [CrossRef]
- Suresh, K.; Pugazhenthi, G. Development of ceramic membranes from low-cost clays for the separation of oil–water emulsion. Desalination Water Treat. 2016, 57, 1927–1939. [Google Scholar] [CrossRef]
- Nandi, B.; Uppaluri, R.; Purkait, M. Treatment of oily waste water using low-cost ceramic membrane: Flux decline mechanism and economic feasibility. Sep. Sci. Technol. 2009, 44, 2840–2869. [Google Scholar] [CrossRef]
- Li, K. Ceramic Membranes for Separation and Reaction; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Bakhtiari, O.; Samei, M.; Taghikarimi, H.; Mohammadi, T. Preparation and characterization of mullite tubular membranes. Desalination Water Treat. 2011, 36, 210–218. [Google Scholar] [CrossRef]
- Arzani, M.; Mahdavi, H.R.; Bakhtiari, O.; Mohammadi, T. Preparation of mullite ceramic microfilter membranes using Response surface methodology based on central composite design. Ceram. Int. 2016, 42, 8155–8164. [Google Scholar] [CrossRef]
- Abbasi, M.; Mirfendereski, M.; Nikbakht, M.; Golshenas, M.; Mohammadi, T. Performance study of mullite and mullite–alumina ceramic MF membranes for oily wastewaters treatment. Desalination 2010, 259, 169–178. [Google Scholar] [CrossRef]
- Adachi, S.; Ishimaru, M.; Sina, Y.; McHargue, C.J.; Sickafus, K.E.; Alves, E. Corundum-to-spinel structural phase transformation in alumina. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2015, 358, 136–141. [Google Scholar] [CrossRef]
- Asadi Tashvigh, A.; Fouladitajar, A.; Zokaee Ashtiani, F. Modeling concentration polarization in crossflow microfiltration of oil-in-water emulsion using shear-induced diffusion; CFD and experimental studies. Desalination 2015, 357, 225–232. [Google Scholar] [CrossRef]
- Maaref, S.; Ayatollahi, S. The effect of brine salinity on water-in-oil emulsion stability through droplet size distribution analysis: A case study. J. Dispers. Sci. Technol. 2018, 39, 721–733. [Google Scholar] [CrossRef]
- Dao, T.D.; Laborie, S.; Cabassud, C. Direct As (III) removal from brackish groundwater by vacuum membrane distillation: Effect of organic matter and salts on membrane fouling. Sep. Purif. Technol. 2016, 157, 35–44. [Google Scholar] [CrossRef]
- Eziyi, I.; Krothapalli, A.; Osorio, J.; Ordonez, J.; Vargas, J. Effects of salinity and feed temperature on permeate flux of an air gap membrane distillation unit for sea water desalination. In Proceedings of the 2013 1st IEEE Conference on Technologies for Sustainability (SusTech), Portland, OR, USA, 1–2 August 2013; pp. 142–145. [Google Scholar]
- Shim, Y.; Lee, H.-J.; Lee, S.; Moon, S.-H.; Cho, J. Effects of natural organic matter and ionic species on membrane surface charge. Environ. Sci. Technol. 2002, 36, 3864–3871. [Google Scholar] [CrossRef]
- Sadrzadeh, M.; Hajinasiri, J.; Bhattacharjee, S.; Pernitsky, D. Nanofiltration of oil sands boiler feed water: Effect of pH on water flux and organic and dissolved solid rejection. Sep. Purif. Technol. 2015, 141, 339–353. [Google Scholar] [CrossRef]
- Ariza, M.J.; Cañas, A.; Malfeito, J.; Benavente, J. Effect of pH on electrokinetic and electrochemical parameters of both sub-layers of composite polyamide/polysulfone membranes. Desalination 2002, 148, 377–382. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ion | Concentration (mg L−1) | Ion | Concentration (mg L−1) |
|---|---|---|---|
| Na+ | 65,633 | Fe2+ | 12.5 |
| Ca2+ | 8350 | Cl− | 118,925 |
| Mg2+ | 1000 | HCO3− | 153 |
| SO42− | 216 |
| Component. | Percent (%) | Phases | Percent (%) | |
|---|---|---|---|---|
| Kaolin | Natural zeolite | kaolin | kaolin | |
| SiO2 | 61.62 | 68.5 | Kaolinite | 64 |
| TiO2 | 0.4 | - | ||
| Al2O3 | 24–25 | 11 | Illite | 2.4 |
| Fe2O3 | 0.45–0.65 | 0.2–0.9 | ||
| K2O | 0.4 | 4.4 | Quartz | 27 |
| Na2O | 0.5 | 3.8 | ||
| L.O.I | 9.5–10 | 10–12 | Feldespare | 6.6 |
| Total | 100 | 100 | 100 | |
| Value | Unit | Specification | Value | Unit | Specification |
|---|---|---|---|---|---|
| 4.83 | psi | R.V.P | 0.8750 | @ 15.6 °C | Sp Gr |
| 3.60 | wt.% | Asphaltene Content | 30.21 | - | API Gravity |
| 6.06 | wt.% | Wax | 1.62 | wt.% | Sulfur Content |
| 56 | oC | D.Me.Point of Wax | <1.0 | wt. mg L−1 | H2S |
| 5.19 | wt.% | C.C.R. | 0.21 | wt.% | Total Nitrogen |
| 0.025 | wt.% | Ash Content | 0.05 | vol.% | B.S & W |
| 0.05 | mgKOH/g | Acidity | 0.05 | vol.% | Water Content |
| 29 | mg L−1 | Nickel | 8 | PTB | Salt Content |
| 105 | mg L−1 | Vanadium | 28.27 | @10 °C cST | Kin Vis |
| 2.6 | mg L−1 | Iron | 16.82 | @20 °C cST | Kin Vis |
| <1 | mg L−1 | Lead | 8.410 | @40 °C cST | Kin Vis |
| 10 | mg L−1 | Sodium | −18 | °C | Pour Point |
| Number | Membrane | Kaolin% | Alumina% | Zeolite% | Porosity% | Mean Pore Radius (µm) |
|---|---|---|---|---|---|---|
| 1 | Mullite | 100 | 0 | 0 | 32.6 | 0.451 |
| 2 | Mullite-alumina | 50 | 50 | 0 | 36.43 | 0.507 |
| 3 | Mullite-alumina-zeolite | 50 | 30 | 20 | 46.62 | 0.62 |
| 4 | Mullite-zeolite | 60 | 0 | 40 | 39.53 | 0.556 |
| Salt concentration (mg L−1) | 5000 | 25,000 | 50,000 | 75,000 | 100,000 |
|---|---|---|---|---|---|
| pH | 7.6 ± 0.1 | 7.3 ± 0.1 | 7 ± 0.1 | 6.8 ± 0.1 | 6.7 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rasouli, Y.; Parivazh, M.M.; Abbasi, M.; Akrami, M. The Effect of Ceramic Membranes’ Structure on the Oil and Ions Removal in Pre-Treatment of the Desalter Unit Wastewater. Membranes 2022, 12, 59. https://doi.org/10.3390/membranes12010059
Rasouli Y, Parivazh MM, Abbasi M, Akrami M. The Effect of Ceramic Membranes’ Structure on the Oil and Ions Removal in Pre-Treatment of the Desalter Unit Wastewater. Membranes. 2022; 12(1):59. https://doi.org/10.3390/membranes12010059
Chicago/Turabian StyleRasouli, Yaser, Mohammad Mehdi Parivazh, Mohsen Abbasi, and Mohammad Akrami. 2022. "The Effect of Ceramic Membranes’ Structure on the Oil and Ions Removal in Pre-Treatment of the Desalter Unit Wastewater" Membranes 12, no. 1: 59. https://doi.org/10.3390/membranes12010059
APA StyleRasouli, Y., Parivazh, M. M., Abbasi, M., & Akrami, M. (2022). The Effect of Ceramic Membranes’ Structure on the Oil and Ions Removal in Pre-Treatment of the Desalter Unit Wastewater. Membranes, 12(1), 59. https://doi.org/10.3390/membranes12010059