
Reliable Sea Water Ro Operation with High Water Recovery and No-Chlorine/No-Sbs Dosing in Arabian Gulf, Saudi Arabia

 ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
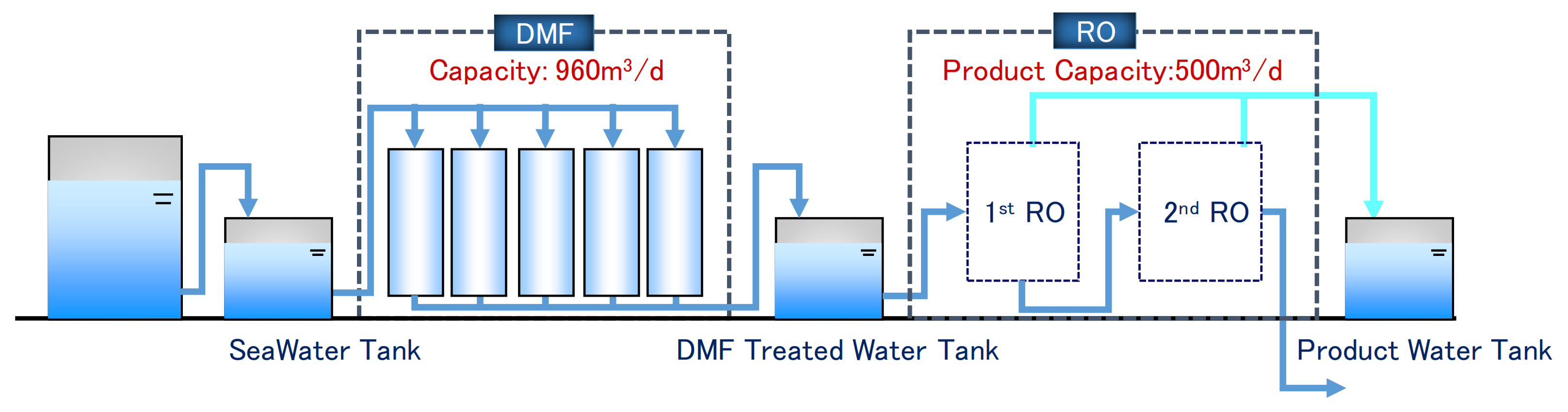
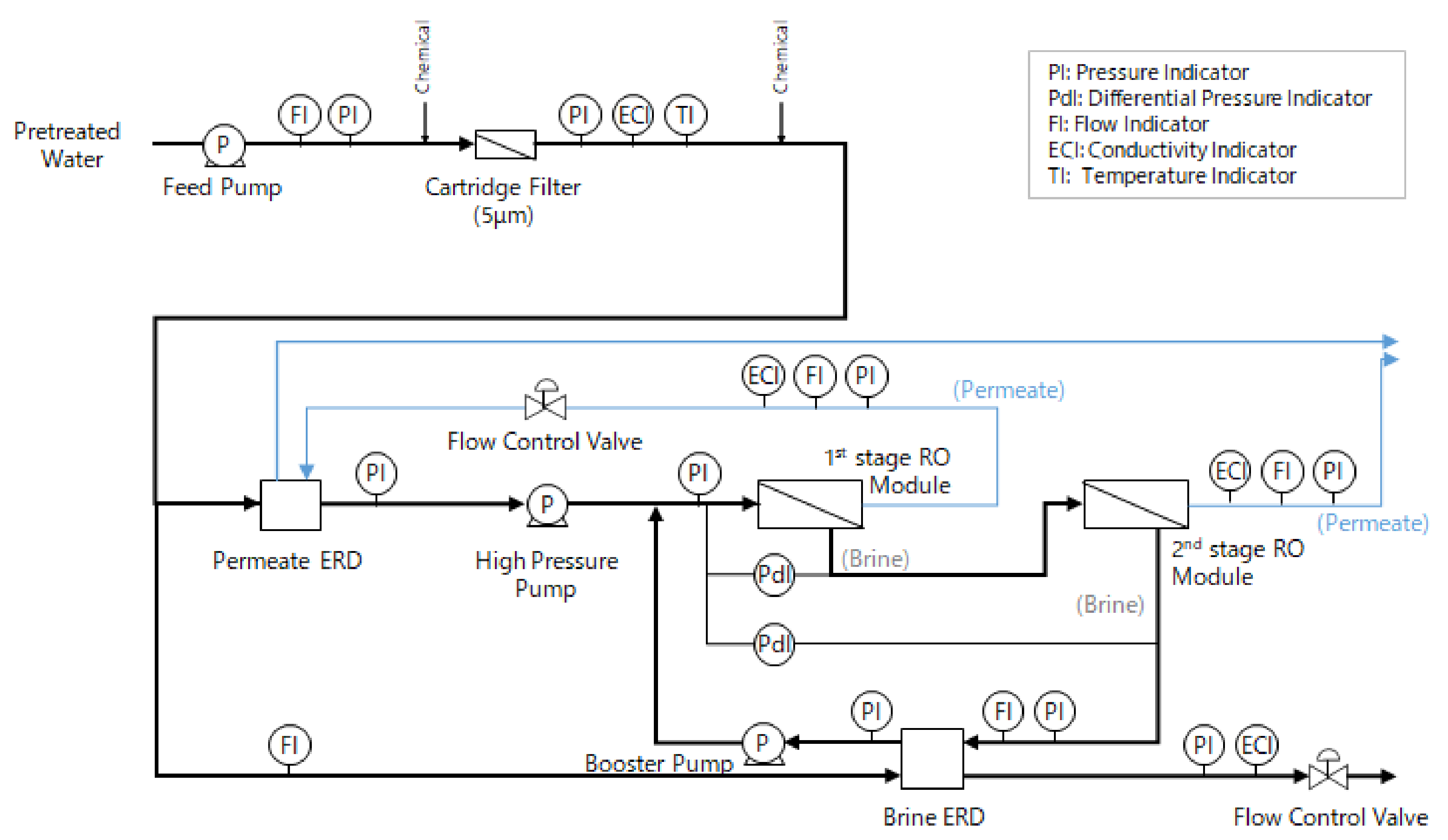
2.1. Description of Pilot Plant
2.2. Operating Conditions
2.3. Evaluation Methods
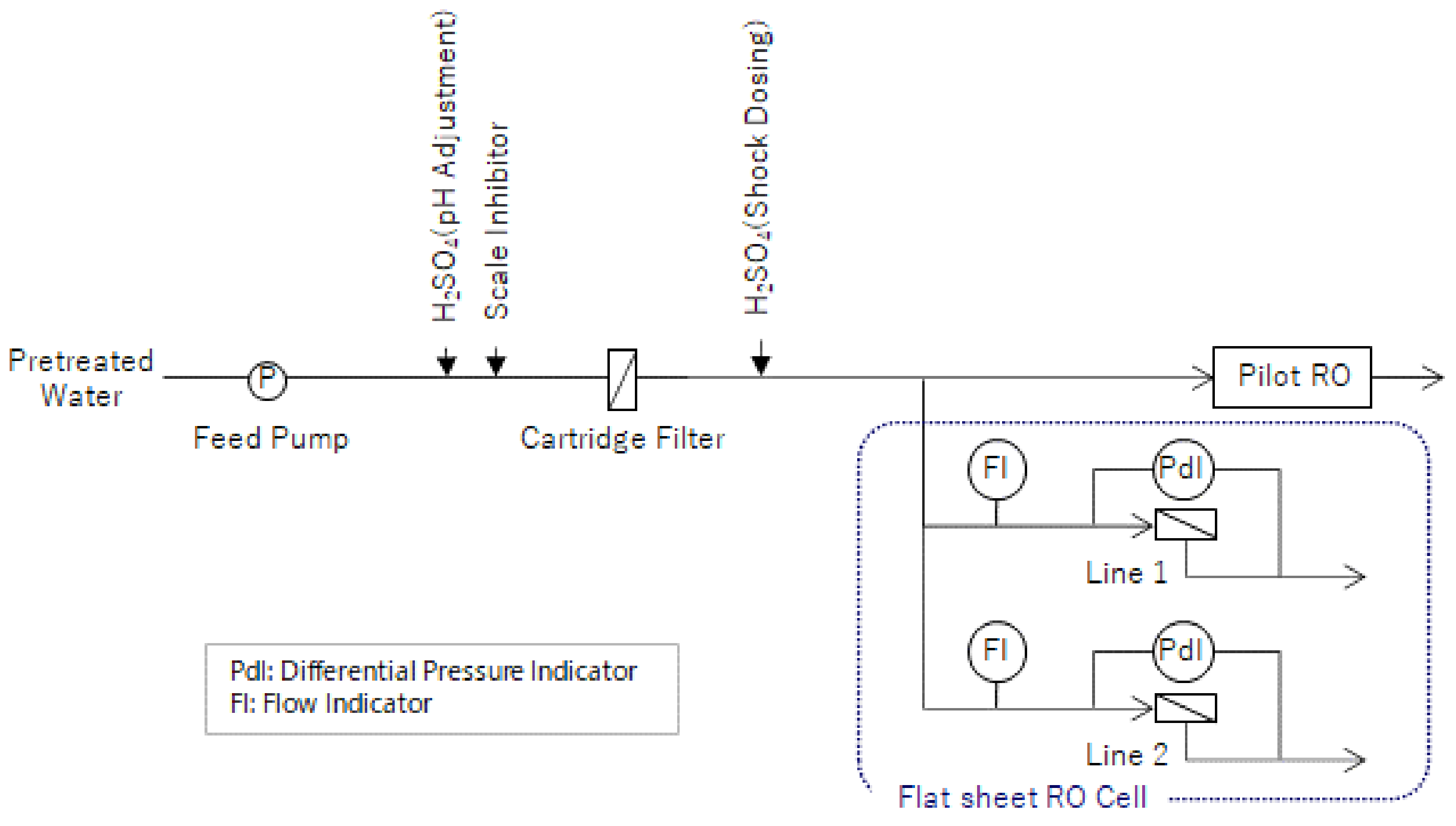
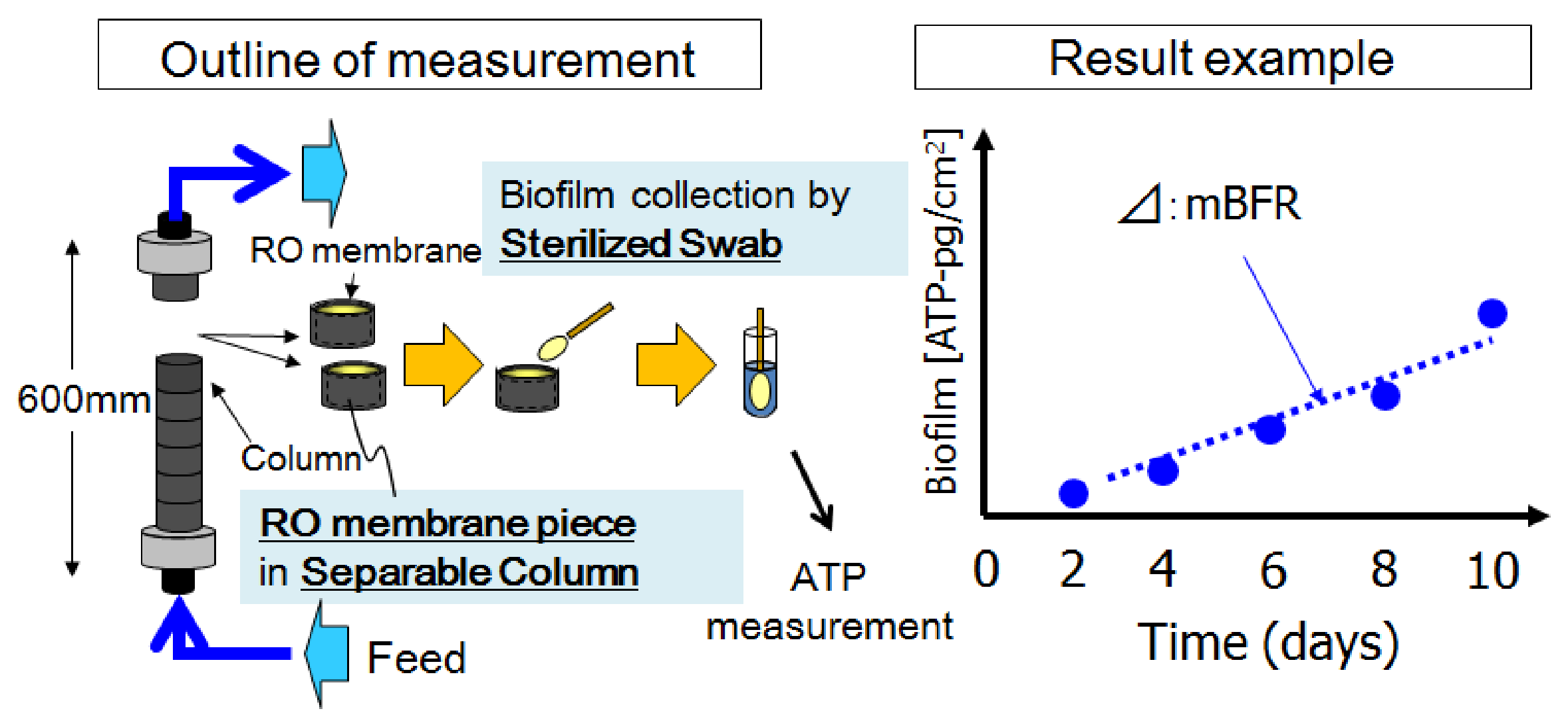
2.4. Biofouling Monitoring
3. Results and Discussion
3.1. Results of Pilot Plant Operation
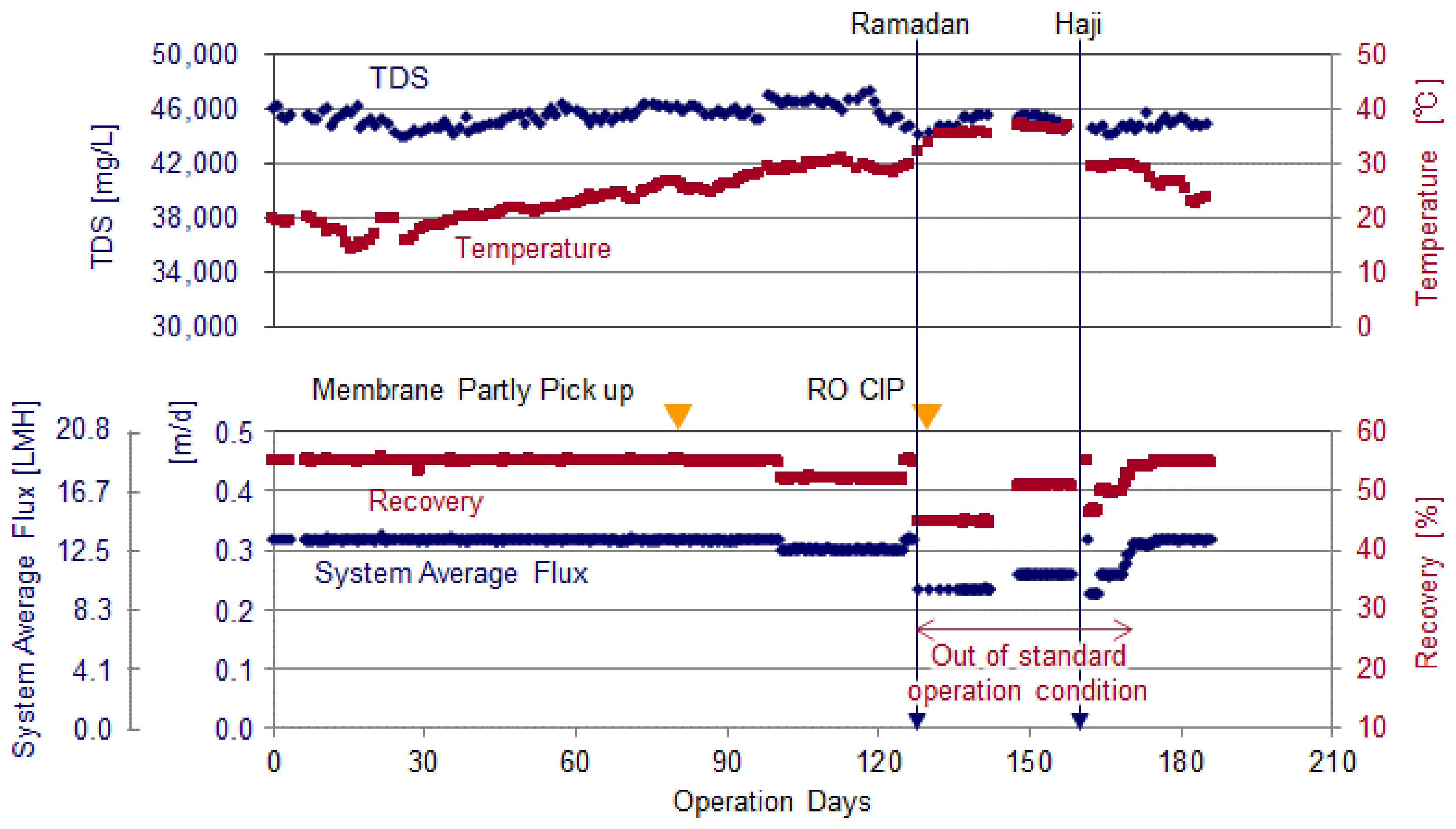
3.1.1. Water Quality and Operation History
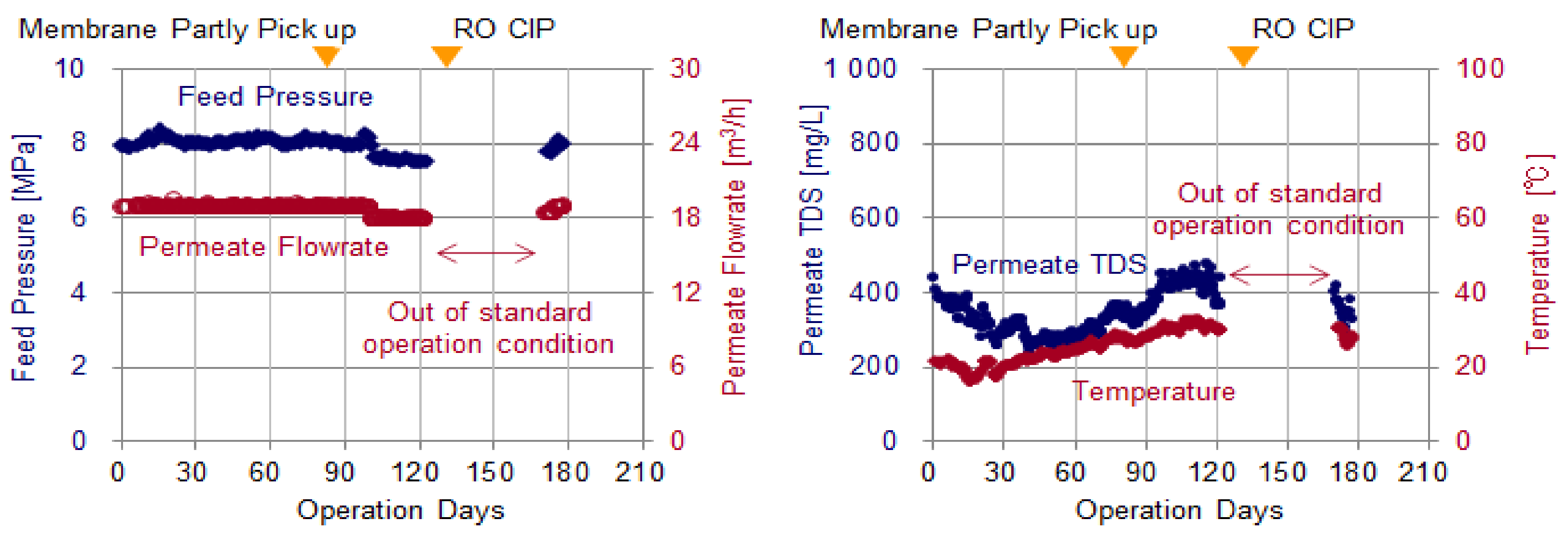
3.1.2. Changes in Operation Performance
3.1.3. Membrane Surface Conditions (Membrane Autopsy)
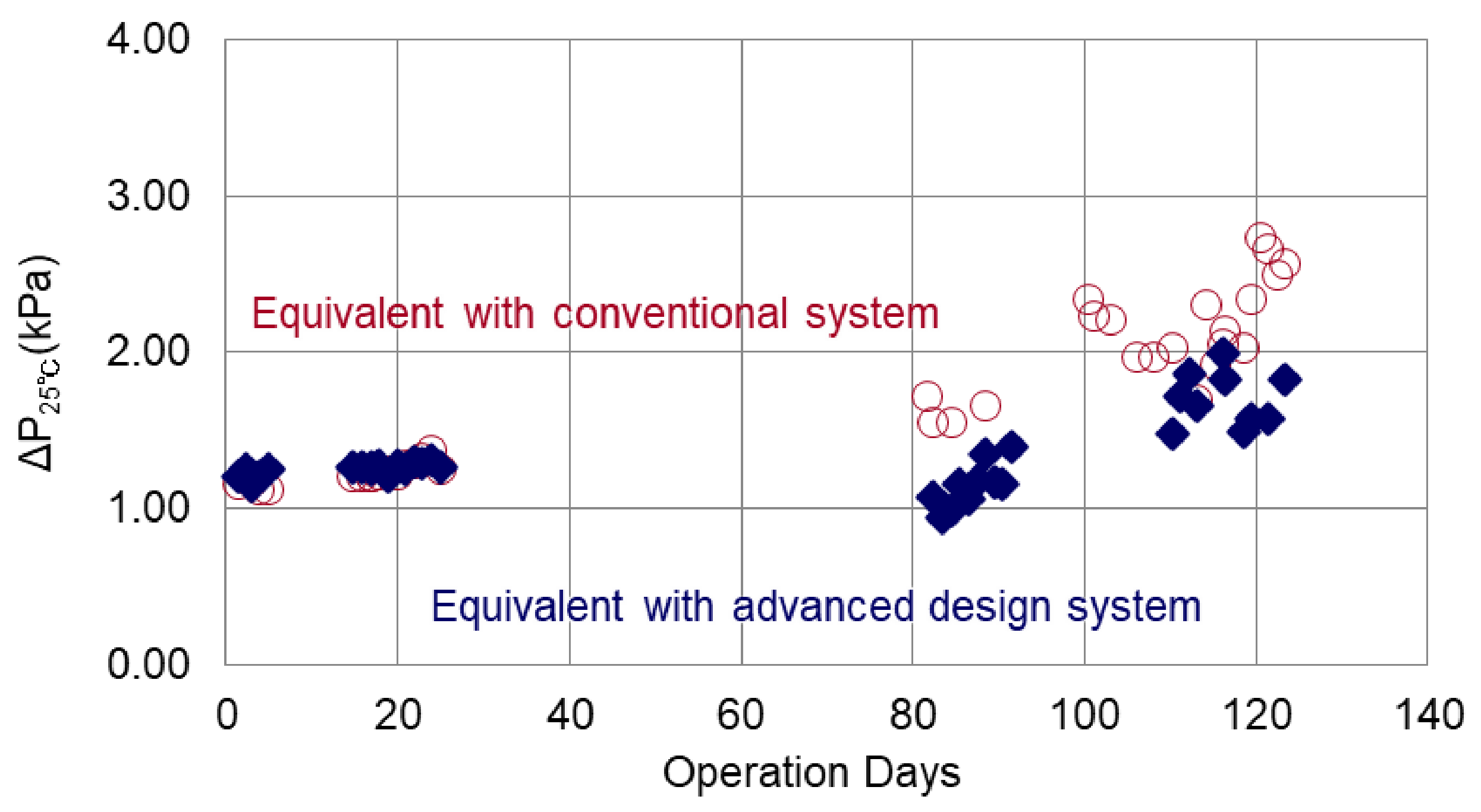
3.1.4. Comparison with Conventional System Using Flat Sheet Membrane Cell
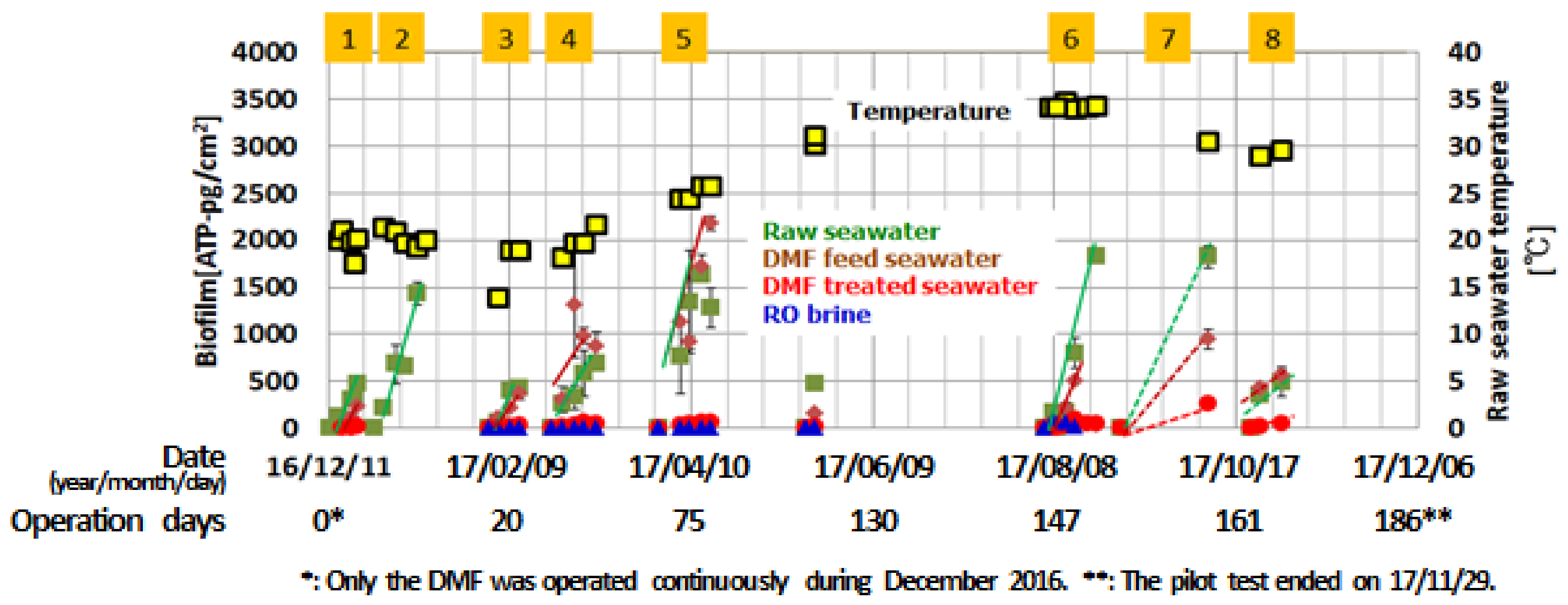
3.2. Results of Biofouling Monitoring
4. Conclusions
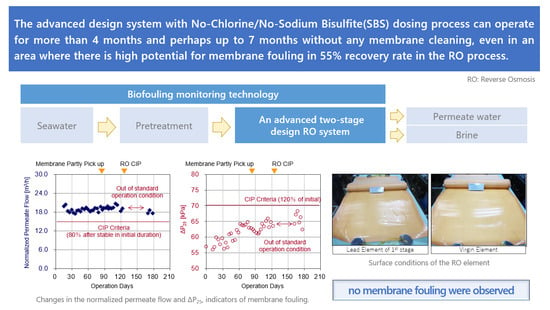
- The advanced design system with No-Chlorine/No-SBS Dosing process can operate for more than 4 months and perhaps up to 7 months without any CIP, even in an area where there is high potential for membrane fouling in 55% recovery rate in the RO process.
- The CIP interval of the advanced design system is almost 1.4 times as long as that of the conventional system under the same pretreatment and chemical dosing conditions.
- The expected membrane surface condition from biofouling monitoring of mBFR in RO brine and the actual surface condition from membrane autopsy were almost the same. Thus, the mBFR monitoring technology is reliable for RO plant monitoring also in the Arabian Gulf.
- From biofouling monitoring of mBFR, the water quality of DMF treated seawater from the viewpoint of biofouling was preferred even in summer. Thus, the No-Chlorine/No-SBS Dosing process for reducing the potential of biofouling is effective also in the Arabian Gulf.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kurihara, M.; Hanakawa, M. Mega-ton Water System: Japanese national research and development project on seawater desalination and wastewater reclamation. Desalination 2013, 308, 131–137. [Google Scholar] [CrossRef]
- Kurihara, M.; Takeuchi, H. Earth-friendly seawater desalination system required in the 21st century. Chem. Eng. Technol. 2018, 41, 401–412. [Google Scholar] [CrossRef]
- Kishizawa, N.; Tsuzuki, K.; Hayatsu, M. Low pressure multi-stage RO system developed in the ‘Mega-ton Water System’ for a large-scaled SWRO plant. Desalination 2015, 368, 81–88. [Google Scholar] [CrossRef]
- Kitamura, K.; Yoshikawa, S. Low fouling and energy save seawater reverse osmosis desalination system for high recovery rate. In Proceedings of the IDA World Congress 2015 Desalination and Water Reuse, San Diego, CA, USA, 30 August–4 September 2015. [Google Scholar]
- Kitamura, K.; Miyakawa, H. Verification of advanced designed seawater RO system for low energy and operation cost. In Proceedings of the IDA World Congress 2017 Desalination and Water Reuse, São Paulo, Brazil, 15–20 October 2017. [Google Scholar]
- Ito, Y.; Hanada, S.; Kitade, T.; Tanaka, Y.; Kurihara, M. Clarification of impact of biofouling triggered by chemical addition for designing a mega-ton SWRO plant. In Proceedings of the IDA World Congress 2013 Desalination and Water Reuse, Tianjin, China, 20–25 October 2013. [Google Scholar]
- Ito, Y.; Hanada, S.; Kitade, T.; Tanaka, Y.; Kurihara, M. Innovative biofouling monitoring device and its criteria for reverse osmosis plant operation and optimization. In Proceedings of the IDA World Congress 2015 Desalination and Water Reuse, San Diego, CA, USA, 30 August–4 September 2015. [Google Scholar]
- Al-Mobayed, A.S.; Mubeen, F.M.; Balaji, S. Comparison of the performance of hollow fine fiber and spiral- wound membranes in the A1-Jubail SWRO Desalination Plant. Desalination 2005, 178, 273–286. [Google Scholar] [CrossRef]
- Toray Industries, Inc. Toray Operation, Maintenance and Handling Manual for Membrane Elements. Toray Industries, Inc.: Tokyo, Japan, 2015. [Google Scholar]
- Kurihara, M. Hiromu Takeuchi, Sustainable Seawater Reverse Osmosis Desalination as Green Desalination in the 21st Century. J. Membr. Sci. Res. 2020, 6, 20–29. [Google Scholar]
- Taheri, A.H.; Sim, L.N.; Fane, A.G. Prediction of reverse osmosis fouling using the feed fouling monitor and salt tracer response technique. J. Membr. Sci. 2015, 475, 433–444. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification of DMF | |
|---|---|
| Item | Specification |
| Product Capacity | Average: 910 m3/d, Max: 1250 m3/d |
| Liner Velocity (LV) | 8.7 m/h |
| Coagulants | FeCl3: 0.9 mg-Fe/L |
| Specification of RO | |
| Item | Specification |
| Product Capacity | 450 to 500 m3/d |
| Membrane | TM820V-400 (37 m2, by Toray Industries, Inc.) (product flow: 34.1 m3/d, NaCl rejection: 99.8%) * |
| Brine ERD | Pressure Exchanger (PX) |
| Permeate ERD | Pelton Turbine |
| Major Conditions | |
|---|---|
| Item | Specified Conditions |
| Water Recovery Rate in RO Process | 55% |
| System Average Flux | 0.32 m/d (13.3 LMH) |
| Chemical Dosing Conditions | |
| Item | Specified Conditions |
| Chlorine | None |
| FeCl3 (for DMF) | 0.6~1.2 mg-Fe/L |
| 37% H2SO4 (pH adjustment) | pH = 7 (24 h) |
| Scale inhibitor | Flocon135 1.4 mg/L (24 h) |
| SBS | None |
| 37% H2SO4 (Shock dosing) | pH = 3 (1 h/day) |
| Item | Criteria |
|---|---|
| ΔP25 | 120% of initial |
| Normalized Permeate Flow | 80% after stable initial duration |
| Item | MAX. | Min. | Ave. | n | |
|---|---|---|---|---|---|
| DMF Treated | TDS [mg/L] | 46,574 | 42,559 | 43,800 | 490 |
| Temperature [°C] | 37.9 | 14.0 | 25.6 | 490 | |
| Turbidity [NTU] | 0.19 | 0.03 | 0.09 | 18 | |
| TOC [mg/L] | 2.2 | 1.4 | 1.8 | 13 | |
| RO Feed | TDS [mg/L] | 48,034 | 42,559 | 45,484 | 490 |
| Temperature [°C] | 39.3 | 16.2 | 27.3 | 490 | |
| SDI [-] | 3.90 | 1.50 | 2.87 | 161 | |
| Lead Element | Last Element | (Example of Reached CIP Criteria) *** | |
|---|---|---|---|
| Dry * Weight of Deposit (per element) | 26.7 g | 11.0 g | >100 g |
| Ash Content ** | 51.9% | 76.1% | - |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|
| Raw seawater | 69 | 103 | 54 | 43 | 121 | 119 | (63) * | (66) * |
| DMF feed seawater | 59 | - | 37 | 39 | 119 | (64) * | (33) * | (78) * |
| DMF treated seawater | 6 | - | 4 | 4 | 4 | 2 | (9) * | (7) * |
| RO brine | - | - | <1 | <1 | <1 | <1 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miyakawa, H.; Maghram Al Shaiae, M.; Green, T.N.; Ito, Y.; Sugawara, Y.; Onishi, M.; Fusaoka, Y.; Farooque Ayumantakath, M.; Saleh Al Amoudi, A. Reliable Sea Water Ro Operation with High Water Recovery and No-Chlorine/No-Sbs Dosing in Arabian Gulf, Saudi Arabia. Membranes 2021, 11, 141. https://doi.org/10.3390/membranes11020141
Miyakawa H, Maghram Al Shaiae M, Green TN, Ito Y, Sugawara Y, Onishi M, Fusaoka Y, Farooque Ayumantakath M, Saleh Al Amoudi A. Reliable Sea Water Ro Operation with High Water Recovery and No-Chlorine/No-Sbs Dosing in Arabian Gulf, Saudi Arabia. Membranes. 2021; 11(2):141. https://doi.org/10.3390/membranes11020141
Chicago/Turabian StyleMiyakawa, Hiroki, Mohammed Maghram Al Shaiae, Troy N. Green, Yohito Ito, Yuichi Sugawara, Makoto Onishi, Yoshinari Fusaoka, Mohammed Farooque Ayumantakath, and Ahmed Saleh Al Amoudi. 2021. "Reliable Sea Water Ro Operation with High Water Recovery and No-Chlorine/No-Sbs Dosing in Arabian Gulf, Saudi Arabia" Membranes 11, no. 2: 141. https://doi.org/10.3390/membranes11020141
APA StyleMiyakawa, H., Maghram Al Shaiae, M., Green, T. N., Ito, Y., Sugawara, Y., Onishi, M., Fusaoka, Y., Farooque Ayumantakath, M., & Saleh Al Amoudi, A. (2021). Reliable Sea Water Ro Operation with High Water Recovery and No-Chlorine/No-Sbs Dosing in Arabian Gulf, Saudi Arabia. Membranes, 11(2), 141. https://doi.org/10.3390/membranes11020141