1. Introduction
The pulp and paper (P & P) industry is ranked as the world’s third largest consumer of fresh water [
1] and an important producer of wastewater with different organic and inorganic contaminants. Depending on the type of processes used in paper manufacture, the integration between production and environmental protection is one of the key topics in the paper industry.
According to the Confederation of European Paper Industries (CEPI) [
2], Europe is the second largest producer of paper and paperboard with 22.7% (91.39 million tons) of world production, making it one of the most important industries in the European economic sector. The paper industries hold an important place in Spanish economy, as Spain is one of the European leaders in paper recycling, with 84% of the raw materials used by the paper industry containing recovered paper [
2]. However, we cannot forget that water is, also, an essential raw material for manufacturing paper and paperboard, and effluent treatment is a critical part of the process [
3]. In order to minimize the amount of freshwater used and the volume of effluent discharged, the European Commission has described the best available techniques to be adopted by the P & P industry [
4].
A number of conventional processes have previously been used to treat the different types of paper mill wastewater including coagulation and flocculation [
5], adsorption [
6,
7], advanced oxidation [
8,
9] and membrane filtration [
10,
11,
12,
13]. It is important to mention that paper mills have their own wastewater treatment plants but some water treatment methods typically used for the P & P are not environmentally efficient: e.g.: coagulation/flocculation using inorganic coagulants create disposal problems and conventional aerobic processes have not been efficient in the removal of color or recalcitrant compounds [
14,
15]. This inadequacy can also make it impossible to reuse water in the papermaking process. Therefore, factories must improve their treatment plants to achieve the pollutant loadings permissible under current regulations and/or to reuse their process water.
Membrane separation technology has been attracting increasing attention as an alternative method for the post-treatment of paper mill wastewater. Some processing methods, such as nanofiltration, ultrafiltration (UF) and reverse osmosis, have recently been used in paper mills to purify secondary and tertiary effluents using external biological treatment [
7,
16,
17,
18]. Major advantages of membrane separation processes are their scalability, low installation costs and easiness of operation. However, their technical and economic liability must be carefully assessed for each specific process.
Ultrafiltration is an attractive process for paper mill wastewater treatment and it can be used as an advanced tertiary treatment to remove suspended solids and dissolved and colloidal substances (DCS) during the treatment of paper industry effluent in order to facilitate the reuse of the treated wastewater and reduce fresh water consumption [
19,
20]. What makes it so attractive is that most of the pollutants consist of high-molecular-weight compounds and these are easily removed by UF [
10,
21].
However, membrane fouling is still a limiting factor for the adoption and use of UF on a large scale in paper manufacturing applications. This fouling results in a sharp decline in permeate flux and, thus, changes in membranes selectivity [
10,
22,
23]. Membrane fouling also increases the process cost due to repeated plant shutdowns to clean and wash the membranes [
24]. Previous studies have shown that the main foulants of the membranes used for paper industry wastewater are DCS including fatty acids, resin acids, lignins and trace amounts of sterols, steryl esters and triglycerides [
19,
25]. Currently, this treatment technology can only be used to filter paperboard mill effluent that has been pre-treated and that still does not meet discharge standards [
26].
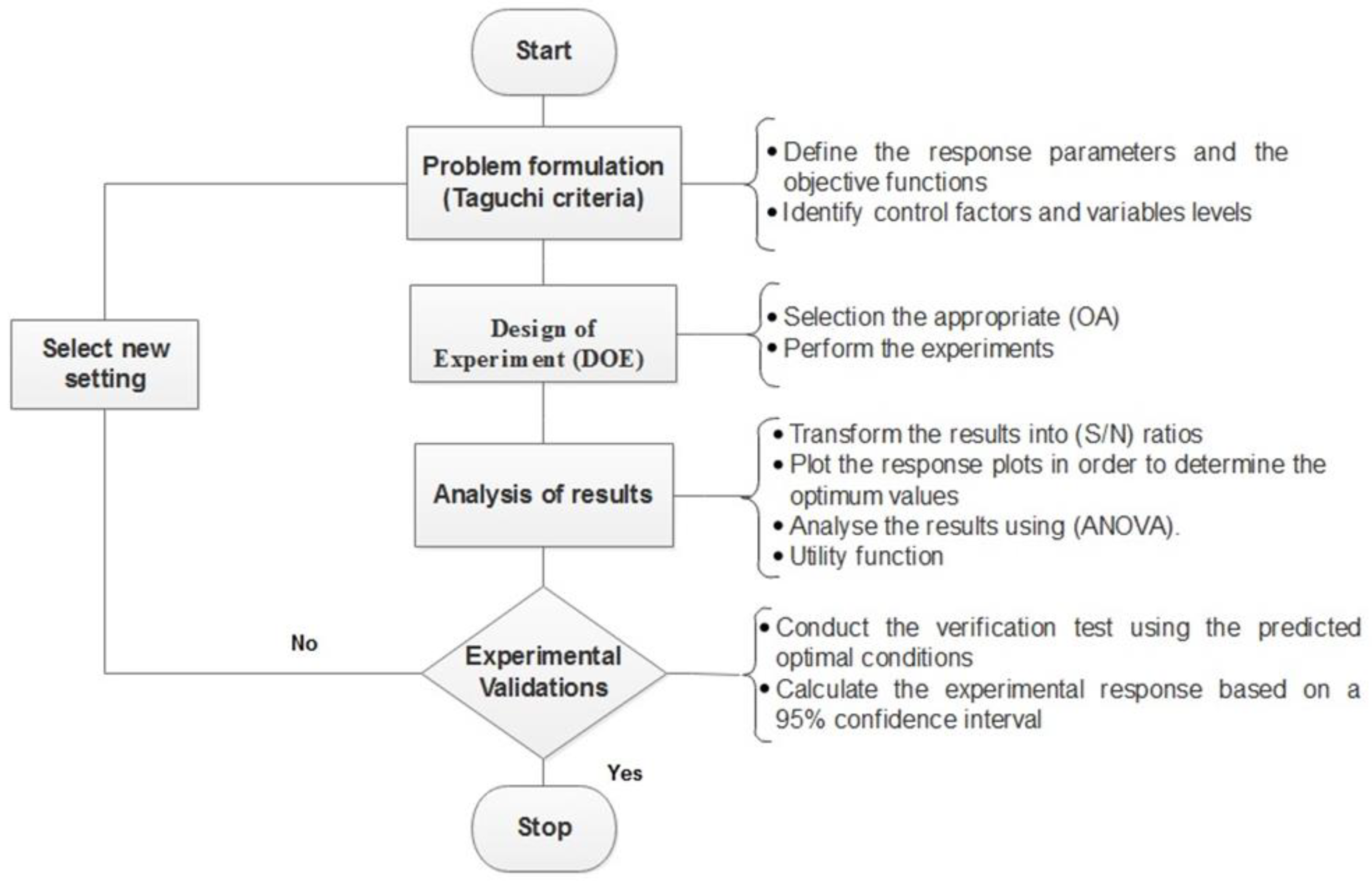
Statistical experimental design incorporating design of experiments (DoE) techniques can be used to investigate the effects of all the possible interactions between the factors at one time, while undertaking the fewest possible experiments. A review of the literature revealed that an increasing number of studies are being conducted using DoE approaches in the membrane technology field to optimize operating conditions [
10,
27,
28,
29,
30,
31,
32]. The DoE approaches for robust design include the Taguchi method that combines mathematical and statistical techniques to arrive at a special design of experiments with an orthogonal array (OA) to study multiple factors with a small number of experiments. This saves time and money by reducing the number of experiments required in the investigation [
16]. It is worth mentioning that this approach is becoming popular because it is easy to adopt and applies an efficient method for optimizing the operating parameters.
This approach also allows studying the influence of each individual factor on the response variables, as well as on the effects of interactions between factors over the response variables, that is to say, all operational conditions varying simultaneously according to design array. This permits the factors that have the greatest and least influence to be determined, along with the optimal level for each factor in an OA [
33]. In addition, in many UF approaches it is necessary to consider the application of multiple response optimization, because the process performance is often evaluated using several quality characteristics (responses). In this case, the Taguchi method and utility concept are useful tools for optimizing operating parameters in multiple characteristics responses [
34].
The statistical analysis of variance (ANOVA) can be used to provide information on whether the operating parameters (factors) are statistically significant or not, as well as to identify the influence of individual factors and establish the relationships between the factors and operating conditions. In this analysis, the
p-value index is used to know which operating parameters have a significant effect on the response variables. This information is complemented with the F-test which helps to identify whether or not each factor is significant at the selected confidence level [
35,
36]. In this study, ANOVA was also used to analyze the experimental results.
The aim of this work was to determinate the effect of operating conditions such as transmembrane pressure (TMP), cross-flow velocity (CFV), temperature and molecular weight cut-off (MWCO) on the average permeate flux, chemical oxygen demand (COD) rejection rate and cumulative flux decline (SFD), in addition to determining the optimal conditions for the given sets of values and to find the best response variables by using Taguchi experimental design and the utility concept. The results of this study may be used as a guideline when operating UF systems under the best conditions in a wastewater treatment plant (WWTP) in a papermaking factory. The filtration results and analysis of the experimental data presented and discussed in this study were carried out by using ANOVA to find the significance of the controlling factors and optimized using the Taguchi method to find the optimal operating conditions. A standard L9 orthogonal array was selected for experimental planning with four factors and three levels for each factor.
3. Results and Discussions
3.1. Experimental Results
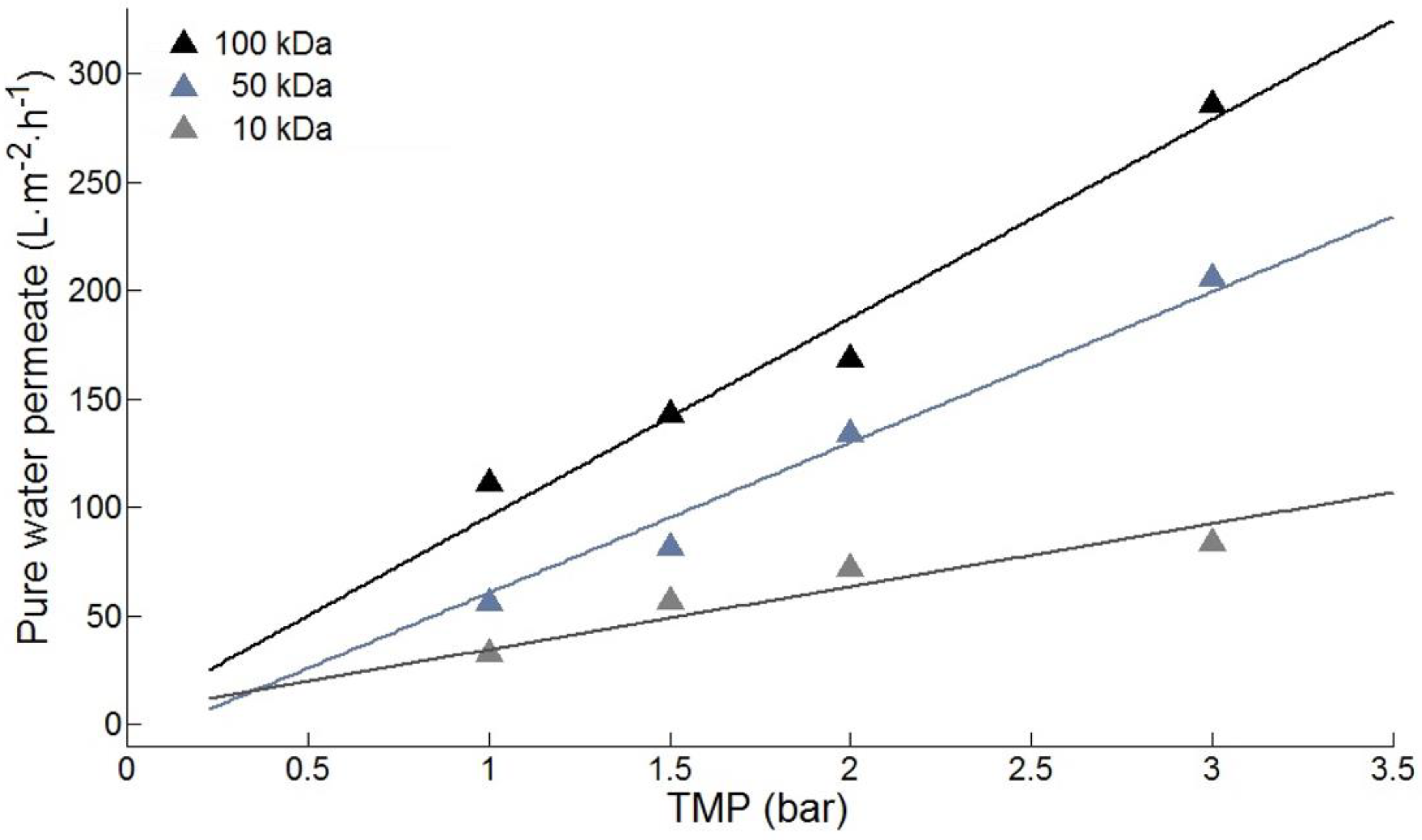
As previously mentioned, permeability tests were carried out prior to each Taguchi experiment with pure water as the feed, in order to determine the intrinsic resistance of the membrane for each membrane used, as illustrated in
Figure 2.
The specific resistance values obtained from the permeability test for the membranes of 10, 50 and 100 kDa were 3.46 × 1012, 4.56 × 1012 and 9.88 × 1012 m−1, respectively.
The values for the average permeate flux, COD rejection rate and the cumulative flux decline caused by membrane fouling for each trial experiment according to the Taguchi design are shown in
Table 4. The highest average permeate flux was obtained in Trial 8 (
= 95.16 L·m
−2·h
−1) and the lowest value was obtained in Trial 1 (
= 15.23 L
−1·h
−1). The corresponding average flux decline indices were respectively
= 44.87% and a
= 14.0%.
For some trials, significant differences on the results can be observed between replicates. The reason can be found in the inhomogeneous behavior between samples taken from the same sheet. The replication used in the experimental method aims to diminish the effect of the membrane variability on the response.
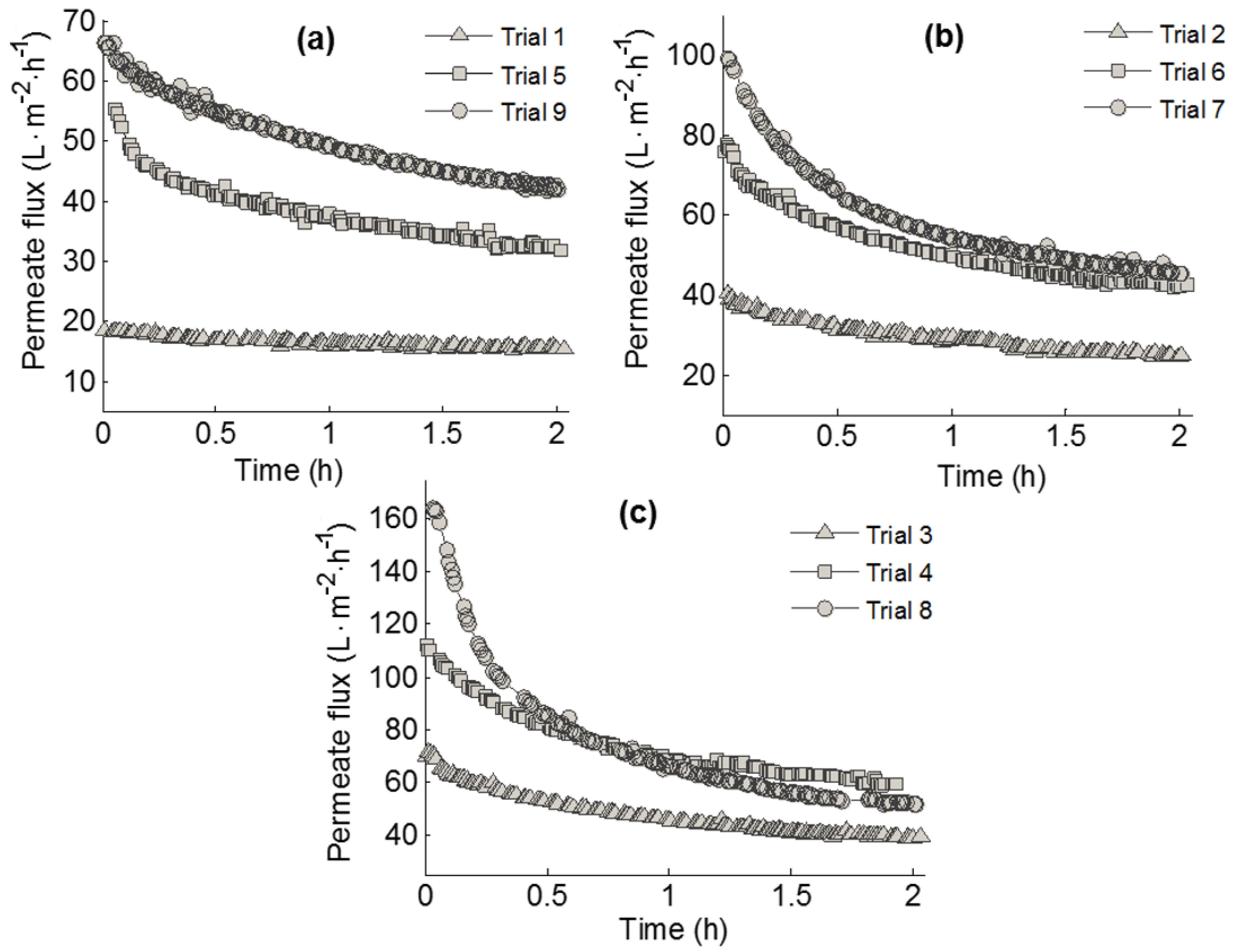
Figure 3 shows the evolution of the permeate average flux for all the trials carried out according the Taguchi design of
Table 3. It can be seen that for the same MWCO, the permeate flux decreased with increasing TMP in all trials because of the membrane fouling. An increase in the TMP leads to higher accumulation of colloidal substances on the membrane surface and pore blocking. At the beginning of the process, flux declined very quickly, mainly for the trials corresponding to higher TMP and MWCO (Figure. 4c), possibly because of the membrane pores becoming blocked more rapidly by adsorption and the accumulation of colloidal substances. Afterwards, the permeate flux continued to decline due to the growth of a cake layer on the membrane surface, until the permeate flux reached a quasi-stationary state [
53,
54,
55,
56].
3.2. Taguchi Results
The corresponding S/N ratio (in dB) calculated for the response variables at each trial are listed in
Table 5.
In order to analyze the influence of each factor on the response variable, the S/N ratio for a single factor can be determined by averaging the S/N ratios at their levels. The range of the effect for each factor (Δs) is calculated as the difference between the two readings, the higher the range, the stronger the effect of the factor, in other words, it shows which parameter has the greatest effect on the response.
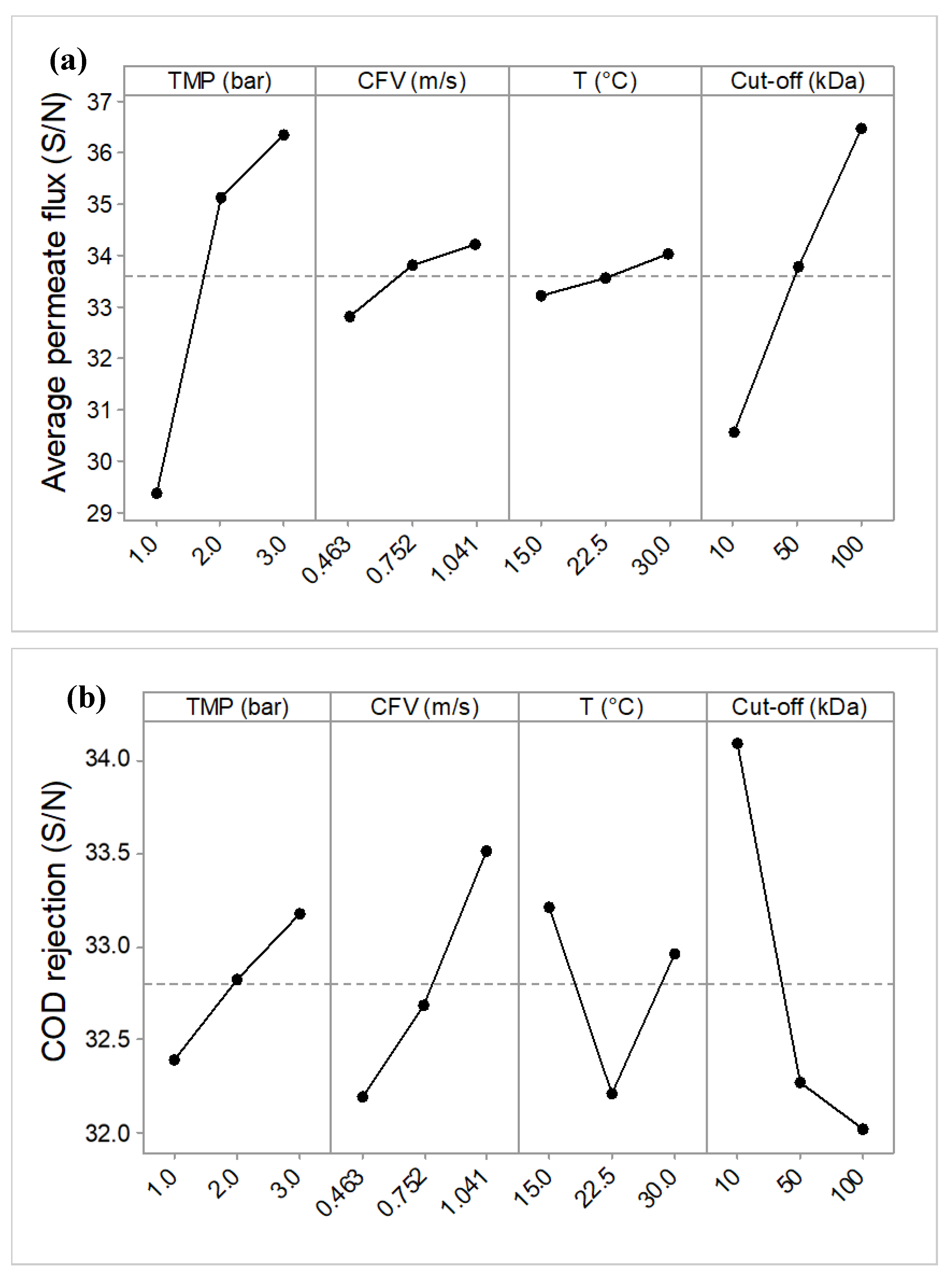
The mean S/N ratio curves for each factor are shown in
Figure 4. It is worth mentioning that the peak points in these plots correspond to the optimal condition.
As can be seen in
Figure 4, the variations (Δ
s) around the mean S/N value were different for the different factors. TMP and membrane MWCO had the greatest effect on the average permeate flux as they have the steepest slope, Δ
s = 7.10 and 5.95 respectively. CFV was the next one with a Δ
s = 1.42, and temperature had the lowest variation around the mean S/N value, with Δ
s = 0.78. In addition, from
Table 5, the overall mean value was calculated as 33.59 (dB) from all the trial experiment results. It can be observed that the increase in
was stronger when the TMP changes from 1.0 to 2.0 bar than when it changes over the range from 2.0 to 3.0 bar, this could be due to the effects of polarization and cake compaction on the membrane surface. For CFV, the slope of the line between the different levels is not the same (0.463–0.752 m/s is higher than at 0.752–1.041 m/s), but with a small variation around the
value. Also, it can be seen for MWCO and temperature that the slopes from 10 to 100 kDa and 15 °C to 30 °C (respectively) are almost the same. Therefore, the maximum average permeate flux can be obtained for 3.0 bar, 100 kDa, 1.041 m/s CFV and high temperature (30 °C).
Under optimal COD rejection conditions, a positive and larger value of S/N is desired. In
Figure 4b when comparing the S/N between different factors, it was shown that the most significant variation around the mean S/N ratios is observed for MWCO and CFV (Δ
s = 2.07 and 1.32 respectively). Also, it can be seen that the S/N ratio increased with TMP and CFV and decreased with MWCO. Hence maximum COD removal occurred at higher TMP and CFV (3.0 bar and 1.041 m/s), and 10 kDa. It is worth mentioning that the DCS found in the PMTE are a mixture of high and low molecular weight organic and inorganic compounds, thus the contribution of the smaller particles gives lower rejection during high MWCO UF in membranes with 50 and 100 kDa MWCO.
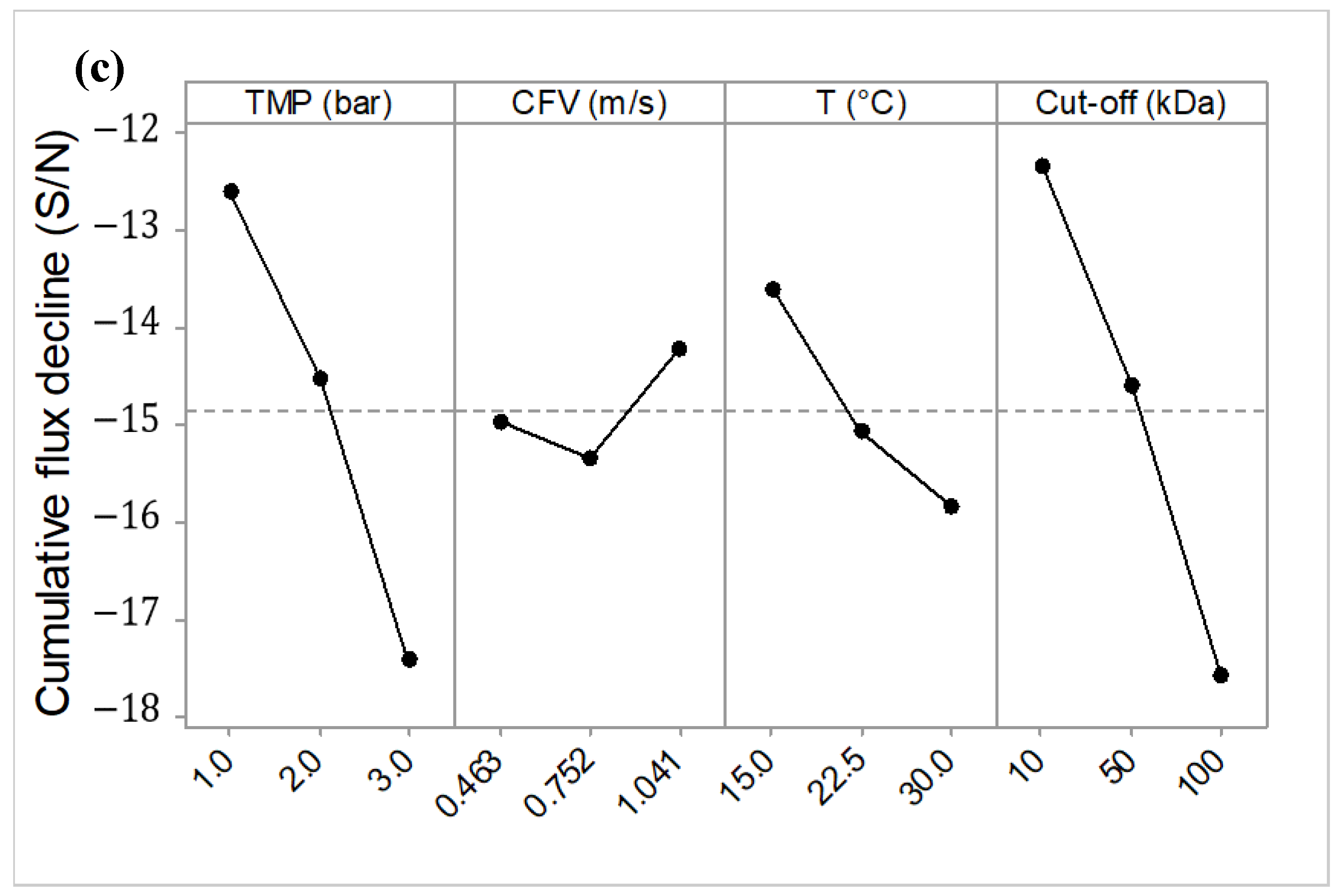
Figure 4c shows that an increase in TMP, temperature and MWCO caused a decrease in the S/N ratio for SFD, that is to say, these factors intensified the membrane fouling effects. On the other hand, an increase in CFV induced an increase in the S/N ratio, this resulted in a decrease in the fouling effect. The highest variations around the mean S/N ratio were found for MWCO and TMP (Δ
s = 5.21 and 4.81). Generally, the permeate flux increased with increasing MWCO and TMP. However, under these operating conditions, DCS in PMTE can easily pass through the membrane and blocking can be observed within the pores and on the membrane surface. In addition, the highest S/N ratio for the SFD factor (−8.98 ± 0.28) was achieved in Trial 1, whereas the lowest S/N ratio (−19.43 ± 0.29) was obtained in Trial 8. The optimal conditions that minimized the SFD (lowest level of fouling) were obtained at the lowest TMP (1.0 bar), highest CFV (1.041 m/s), at temperature 15 °C and at the smallest MWCO (10 kDa).
3.3. ANOVA Results
A statistical analysis of variance (ANOVA) was carried out to quantitatively determine the effect of each factor on the UF process indicators, with the aim of estimating whether the process parameters are statistically significant or not on the results responses. The ANOVA results are shown in
Table 6.
In order to determine the qualitative significance of each factor on the responses, Fisher’s test (F-value) was employed in the ANOVA analysis. An F-value is defined as the ratio of variance due to the effect of a factor on the variance due to the inherent error in the system [
57]. The F-value was compared to the critical F-value (Fcr) [
52]. A calculated F-value lower than the Fcr-value means that the effect of that factor is not significant at the selected confidence level or/and it is not important in comparison with the error term. In this study, with four factors, three levels for each factor and three repetitions at each trial condition, the DOF for each factor is 2 and the DOF for the error is 18, so the Fcr-value at a confidence level of 95% is equal to 3.55. In accordance with the ANOVA table, for average permeation flux, the F-value for TMP and MWCO (114.1 and 81.52, respectively) are greater than the Fcr-value. This means that the variance of these factors is significant compared with the variance of error and they have a significant effect on the response. On the other hand, temperature and CFV had no meaningful qualitative effect on
, as their F-values were less than the Fcr-value. Furthermore, COD rejection rate and SFD presented F-values for all factors greater than the Fcr-value which means that the effect of these factors is significant at the 95% confidence level and they have a meaningful qualitative effect on responses.
Another statistical tool that is helpful for qualitative evaluation in ANOVA is the
p-value, which is used to indicate which factors had a significant effect on the responses. The smaller the
p-value at an
level of significance, the more significant is the corresponding factor [
58,
59]. In this study, based on p-values at the 95% confidence level (
= 0.05), all the factors had a statistically significant (
p-value < 0.05) effect on the COD rejection rate and SFD. For
, CFV and temperature had a
p-value higher than 0.05, thus the effect may be regarded as insignificant and it can be ignored.
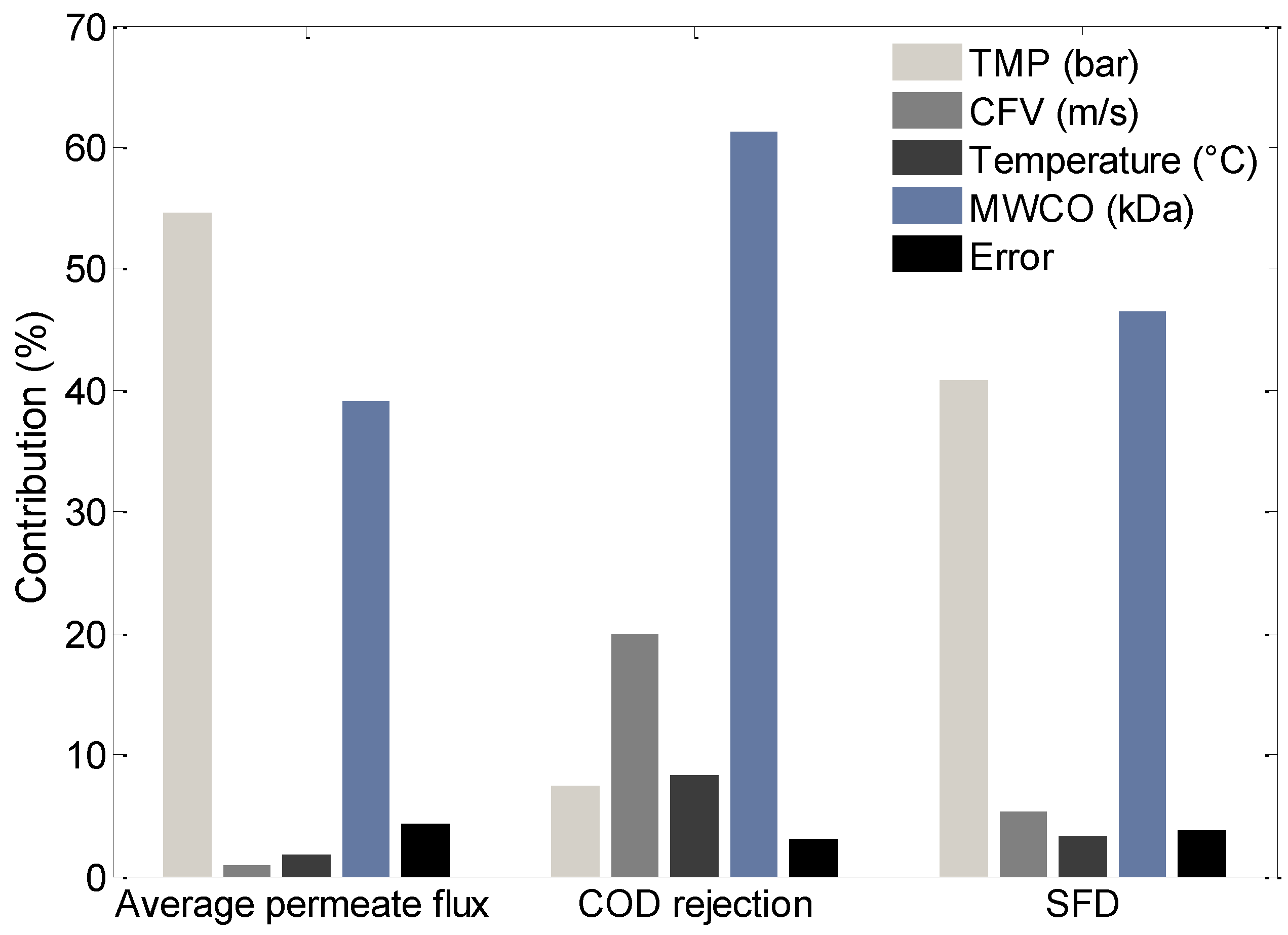
The use of the percentage contribution (P%) in ANOVA analysis is helpful for the quantitative evaluation of the factorial effects of the performance indicators. The percentage contributions P% of all factors on average permeate flux, COD rejection rate, and SFD are shown in
Figure 5. TMP (P% = 54.62) was the most important factor on average permeate flux, as higher pressure resulted in higher permeate flux, according to Darcy’s law. MWCO (P% = 39.06) was the second most important factor, followed by temperature and CFV. For the COD rejection rate, the order of importance for the factors is as follows MWCO > CFV > temperature > TMP. In addition, MWCO and TMP (46.57% and 40.89%, respectively) were the most significant parameters on membrane fouling resistance, followed by the CFV and temperature. TMP and MWCO were the most important factors for responses. Higher TMP and MWCO resulted in higher permeate flux. However, more intensive flux decline, due to membrane fouling, occurred at higher permeate flux.
It is important to mention that the values reported due to error resulting from uncontrollable noises should be below 50% for the results to be reliable [
28,
29,
60]. Therefore, it can be seen in
Figure 5 that for average permeate flux, COD rejection rate and SFD, the error values are 4.31%, 3.07%, and 3.81%, respectively. This means that the error values for the experiment are not significant for the UF process.
3.4. Optimal Results Obtained from the Taguchi Method and Utility Concept
The aim of optimizing the process was to find the operating conditions that led to a maximum average permeate flux and COD rejection rate based on the levels that gave the highest S/N ratios for the factors (desirable values) and to minimize the SFD, that is, the levels that gave the smallest S/N ratios (adverse values).
3.4.1. Analysis of Individual Response Optimization
After identifying the optimal operating conditions, the optimal responses were predicted individually using the Taguchi method and ANOVA.
Table 7 shows the Taguchi prediction results for the optimal conditions for average permeate flux, COD rejection rate and SFD.
According to the Taguchi predictions, the average permeate flux at TMP 3.0 bar, CFV 0.752 m/s, at 22.5 °C and with a 100 kDa MWCO, achieves 81.20 L·m
−2·h
−1. The COD rejection rate predicted under optimal conditions indicates a 57.92% rejection, higher than any value obtained in the DoE combinations. For the SFD under optimal conditions estimated by the Taguchi method, the minimum SFD predicted is approximately 1.80, equivalent to a
of 8.65%. Therefore, we can see that the values of the three response variables combined are far from those values obtained experimentally (see
Table 4).
3.4.2. Analysis of Multi-Response Optimization
As mentioned above, in order to determine the weight for each response variable, a pairwise comparison matrix was compiled using the AHP method as presented in
Table 8.
Thus, the weights assigned to response variables were WJP = 0.568, WCOD Rejection = 0.098 and WSFD = 0.334. The consistency ratio index (CR) is used to evaluate the consistency of AHP estimates. In this case, it was calculated as 0.021, which should be less than the allowed value of CR = 0.1, this means that the pairwise comparison matrix was considered acceptable.
The overall utility index for the
μMRSN was calculated using Equation (13) with values associated with the weights of each response, using the lager the better (S/N) and the results are presented in
Table 9.
ANOVA analysis was also performed for the multiple response variables using the utility concept. From
Table 10 it is clear that when F-value is compared with Fcr (3.55), TMP, MWCO and CFV had a qualitatively significant effect (at a confidence level of 95%) on MRSN. The percentage contributions extracted from the ANOVA table were also used to determine the significance of each operating parameter in the process. The P% values were arranged as follows: TMP > MWCO > CFV > Temperature. Therefore, according to the results, TMP and MWCO were the most important factors in optimizing the multi–response UF system.
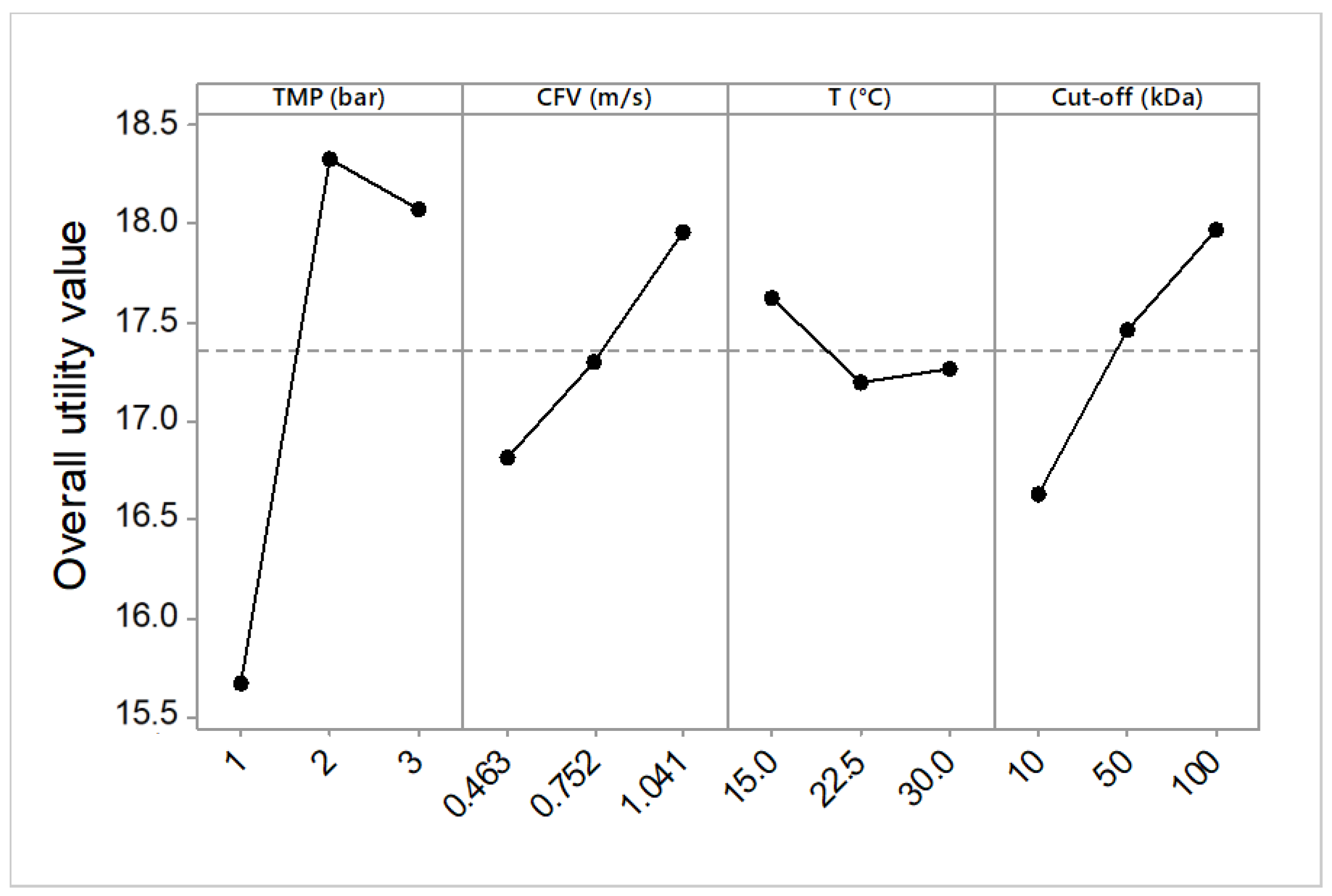
The optimal operating conditions for the simultaneous response were obtained based on the criteria that both
and COD rejection rate must be maximized and SFD should be minimized. The variation in the overall utility for the operating parameters at different levels is presented in
Figure 6.
It is clear from
Figure 6 that the optimal combination of operating conditions (maximum value of the overall utility) was found at the second level of transmembrane pressure (2.0 bar), the second level of cross-flow velocity (1.041 m/s), the first level of temperature (15 °C), and third level of MWCO (100 kDa).
Once the optimal levels had been selected the next step was to estimate the multi-response S/N ratio and predict the optimal values for the simultaneous optimization response, calculated using Equation (17) and presented in
Table 11.
3.5. Confirmation Experiment under Optimal Conditions
After determining the optimal operating conditions for the overall utility value and the significance of factors, validation experiments (for multi-responses) were carried out at the optimal levels in order to validate the predicted UF responses suggested using the Taguchi method with utility concept [
34,
51].
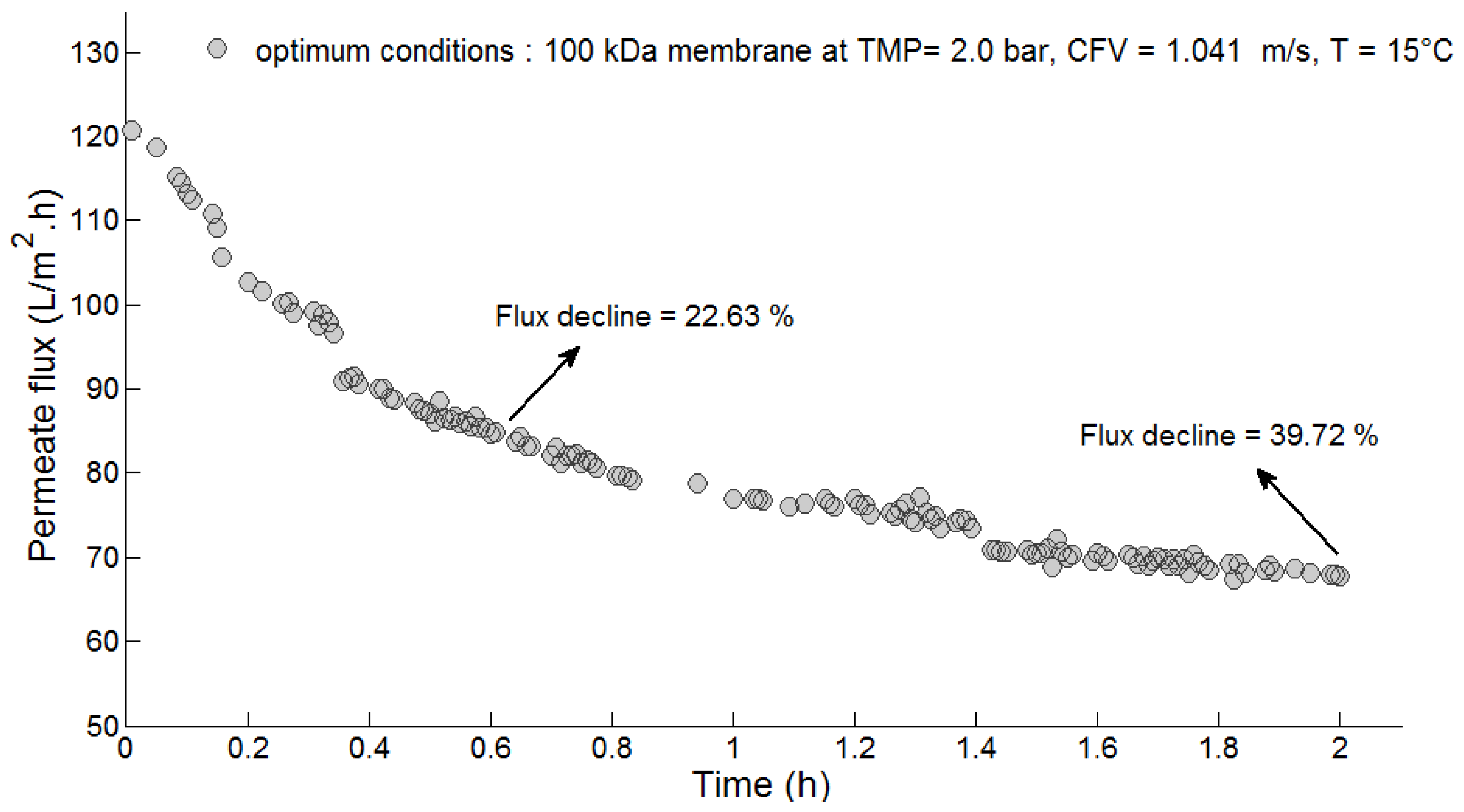
The observed permeate flux results as a function of time under optimized conditions during the UF of PMTE are plotted in
Figure 7. As described previously, the flux decline was mainly the result of two phenomena, pore blocking and cake layer formation, which mostly occurred in the first hour of the process [
21,
29]. During the first 30 min of the UF, the flux decreased by 22.63%. Furthermore, immediately after pore blockage, the permeate flux continued to decline due to the formation and growth of a cake layer until the system approached the quasi-steady state. At the end of the process (after 2 h), the final permeate flux was about 67.0 L·m
−2·h
−1 and flux decline was around 39.72%, which confirms that the membrane fouling took place with a higher rate in the first 30 min and at a slower rate when the system had achieved a steady state. Therefore, the observed experimental values of average permeate flux and cumulative flux decline were about 81.15 L·m
−2·h
−1 and 6.01 (SFD equivalent to a
value of 28.96%).
The total resistance ( at the end of the 2-h experiment under optimal conditions was 1.13 × 1013 m−1, which is sum of the intrinsic membrane resistance (Rm = 3.40 × 1012 m−1) and fouling resistance (Rf = 7.91 × 1012 m−1).
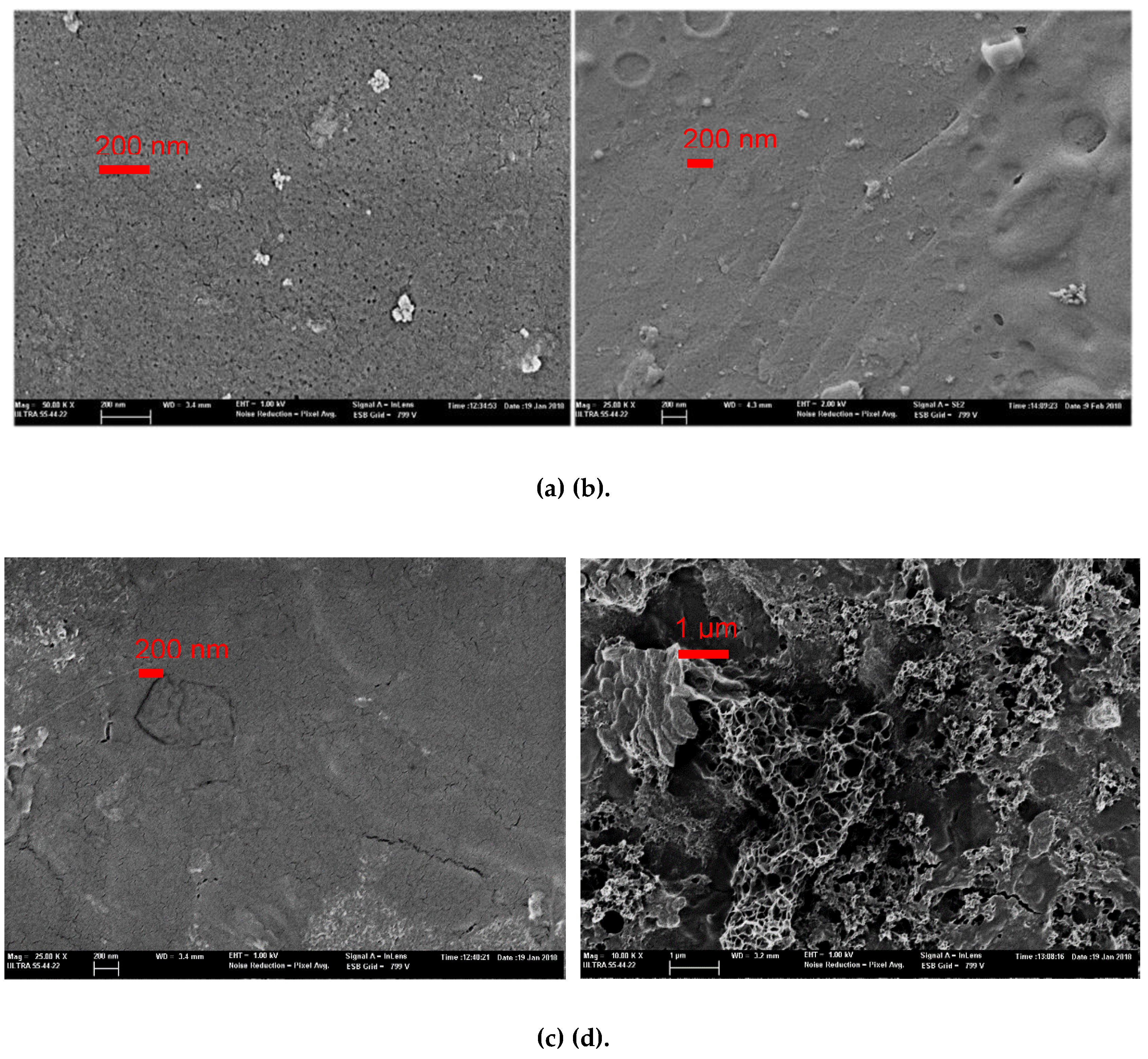
In addition, the membrane surface morphologies were observed by FESEM.
Figure 8 shows the images of the membrane (PES 100 kDa) before and after the UF experiments were carried out. As can clearly be seen, before UF there is no blocking on the pores and no cake layer on the membrane surface.
Figure 8b,c shows the surface of the membrane fouling after 30 min and after 2 h. In both cases, the images show the existence of pore blocking due to DCS adsorption within the membrane pores and sediments deposited on the surface (cake layer) acting to resist the UF [
61].
Figure 8d shows the morphologies of the fouling sediments on the membrane.
Furthermore, it can be seen that the membrane was indeed fouled after 30 min filtration. However, the FESEM images of the membranes after filtration, at 2 h, were highly similar to the membranes after 30 min filtration. Therefore, it may be concluded that the permeate flux decline might result from the pore blocking as opposed to the formation and growth of the cake layer on the membrane.
Additionally, to verify the permeate applicability for paper mill reuse, the physical and chemical properties of the treated effluent obtained under optimal operational conditions (PES 100 kDa membrane at TMP = 2.0 bar, CFV = 0.752 m/s, and T = 15 °C) were compared with treated paper mil effluent used in this study as feed solution (
Table 1). The results obtained for the physical-chemical parameters are given in
Table 12. From the results obtained, all properties showed high retention efficiencies and proved the effectiveness of the UF under optimal conditions.
The optimum predicted results at the 95% confidence interval calculated using Equation (18) and the observed experimental results for the response variables are given in
Table 13.
The observed multi-response of the overall utility falls within the 95% confidence interval for the optimal range of the response variables. In addition, it is clearly observed that the deviation between predicted and experimental results is very small, which confirms that the Taguchi method and utility concept can be used to predict the multi–response UF for any parametric combination, while individual optimization don’t got good predictions.
4. Conclusions
In this study, the Taguchi method, utility concept and ANOVA analysis were used as statistical tools to investigate the effects and significance of four operating parameters and to optimize the UF process with respect to average permeate flux, COD rejection rate and cumulative flux decline.
ANOVA was used to determine the most significant factors affecting the response variables. From the percentage contribution, the order of importance of each factor in maximum was TMP > MWCO > T > CFV; for maximum COD rejection rate it was MWCO > CFV > T > TMP; and to achieve the minimum SFD: MWCO > TMP > CFV > T.
The optimal UF operating parameters, based on the Taguchi method and utility concept, were found at TMP (2.0 bar), CFV (1.041 m/s), temperature (15 °C) and MWCO (100 kDa). Under these optimal conditions, , COD rejection rate and SFD resistance of 81.15 L·m−2·h−1, 43.90% and 6.01 (around and value of 28.96 %), respectively, were obtained and they were within of the predicted range at the 95% confidence interval.
Measurements of turbidity, COD and particle size in the permeate showed a significant decrease 3.21 to 0.0002 NTU, 146 mg/L to 81.8 mg/L and 458–1281 nm to 12.71–24.36 nm, respectively, which confirms a substantial reduction in colloidal compounds. Therefore, it can be said that UF is suitable for removing dissolved and colloidal substances from wastewater effluents from recycled paperboard manufacturing.
Finally, we can say that the Taguchi method and utility allow membrane conditions for the P & P wastewater treatment to be optimized using a reduced number of experiments. The methodology used in this study could be used as a guideline for operating UF systems applied as a tertiary treatment for paperboard mill treated effluents under optimal conditions.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}