3. Results and Discussion
Data processing, based on the DFT algorithm, allowed for the sequence of samples of signal x(k), recorded in the time domain, to be described by a set of spectral components X(n) in the frequency domain. The number of spectral components in the frequency domain was equal to the number of samples N in the time domain, where the selected number of samples N was the integer power of 2.
Given that DFT, which is defined by Equation (1), yielded results in complex form, the temperature profile of each pixel in the sequence of recorded thermal images could be described by the corresponding amplitude and phase characteristic in the frequency domain. These characteristics were used to generate corresponding amplitude (PT method) and phase (PPT method) maps, which made the defects more easily detectable than in the case of analysis of the original thermal image.
To assess the depth of a defect, it is necessary to process data recorded at different sampling frequencies. In the specific case, this was achieved by pre-programmed extraction of suitable frames from the basic sequence recorded at a camera sampling frequency of fs = 30 frames per second. Two procedures were followed.
In the first procedure (Procedure A), 64 frames were extracted in the order: k = 3, 6, 9, 12, 15, 18, 21 and 24, using the loop FOR i = k0:k:(k0 + k·63). This resulted in the minimum sampling frequency of fmin = 30/24 samples per second. For each pixel selected in this manner with 64 frames, vector x(k) was generated and used in the DFT described by Equation (1). A total of 1617 frames were captured during the experiment. Keeping in mind that at k = 24 at least 1 + 24 × 63 = 1513 are required, any further frequency reduction was not possible. On the other hand, if only 32 frames were used, a smaller number of spectral components would be obtained (i.e., the resolution in the frequency domain would be poorer).
To enhance resolution, in the second procedure (Procedure B) the number of samples N was increased, but without adding information by selecting additional frames from the basic sequence of all recorded frames. Instead, “zero frames” were introduced (i.e., the values of all pixels in the corresponding matrix were equal to zero). This meant that a sample vector was generated each time and its every k-th term, beginning with the first, had the value of the corresponding pixel within the sequence of the 64 frames selected from the basic sequence, as in the case of Procedure A. All other terms were zero. The total number of terms N of the vector generated in this way was equal to the minimum value of the power of 2, which ensured that the pixel values of all frames extracted from the basic sequence by means of the previously-mentioned FOR NEXT loop were stored.
It follows from Equation (1) that all samples of signal x(k), recorded in the time domain, participate in the computation of all spectral components X(n) in the frequency domain. The introduction of zero frames had the indirect effect of sampling frequency reduction. Namely, the frequency of appearing frames that participate with their pixel values in the computation of spectral components X(n) corresponds to the desirable sampling frequency. For example, at k = 3 the frequency of appearing frames whose elements differed from zero was lower by a factor of three.
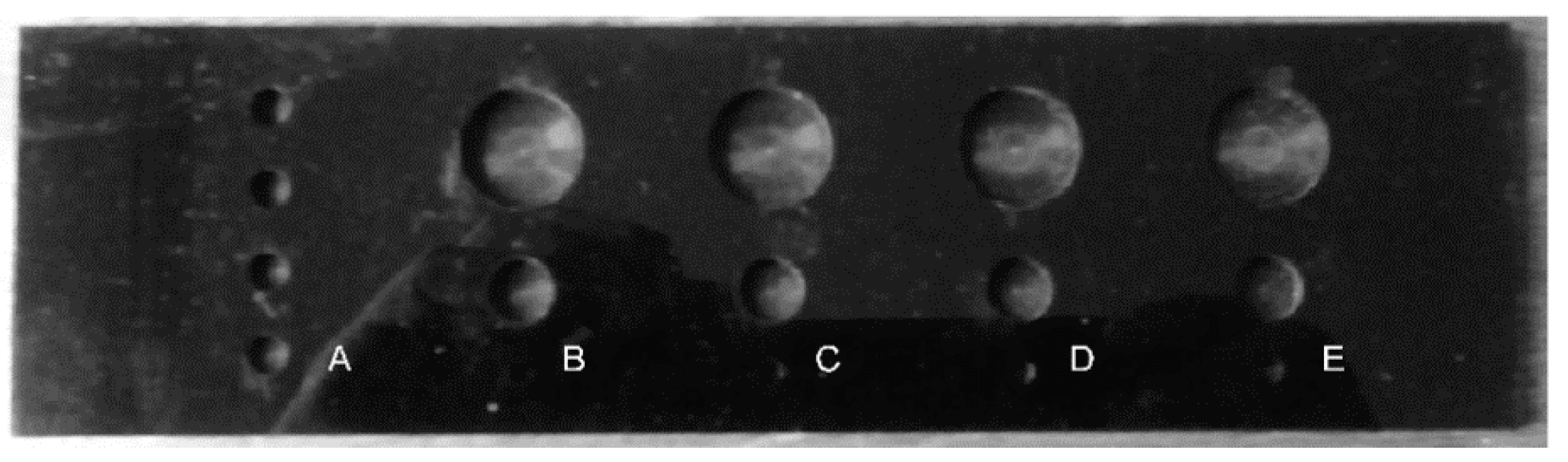
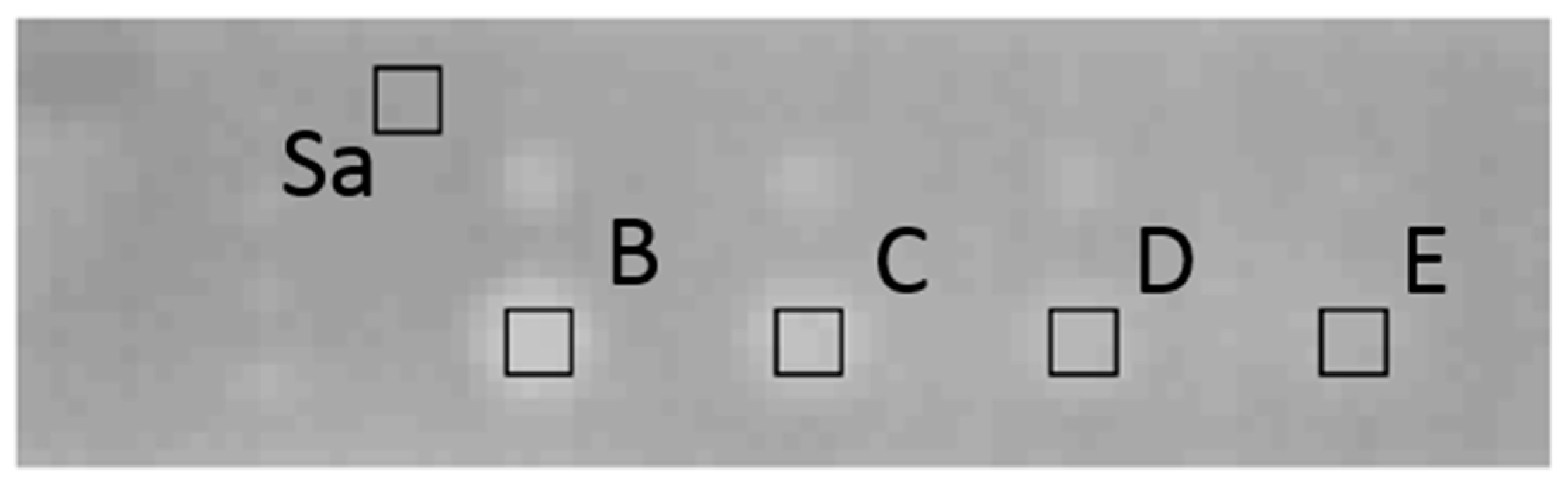
In order to facilitate assessment of the changes upon heating of the test sample, the variation in intensity in areas whose size was 16 × 16 pixels, denoted by B, C, D, E and Sa in
Figure 2, were analyzed. The centers of areas B, C, D and E coincided with the centers of the cylindrical defects with the largest diameter (∅ = 15 mm). As shown, there were no defects in the sound area (Sa).
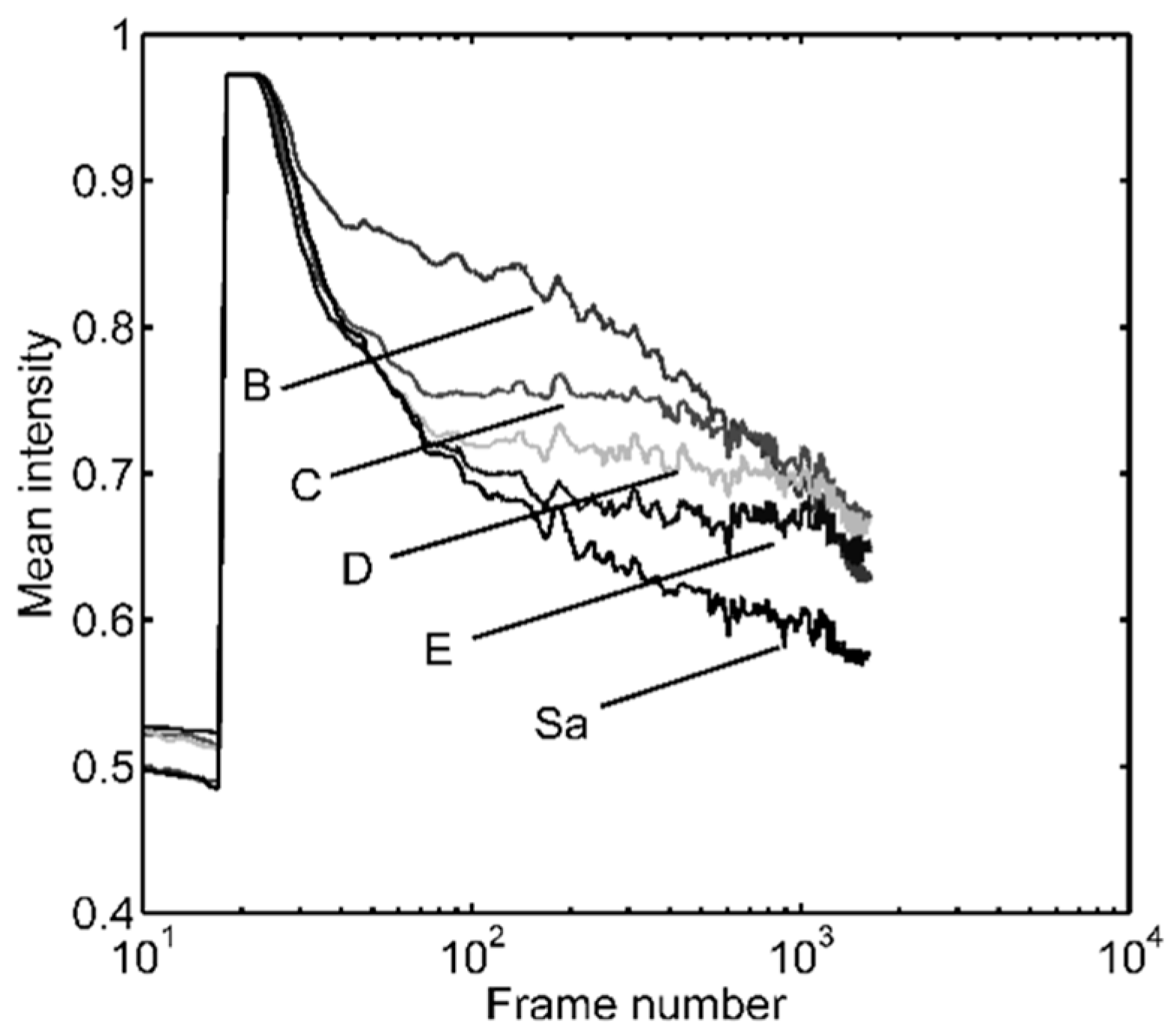
Figure 3 shows the curves obtained by computing the mathematical expectation of pixel intensity in the said areas. To better assess the variation in intensity upon test sample irradiation, the number of frames is shown in logarithmic scale.
Figure 3 clearly indicates a sudden increase in intensity when the light pulse was emitted. Immediately thereafter, the curves did not change their value due to thermal image saturation [
17]. The declining values of these curves were a result of test sample cooling and marked the beginning of the thermal image sequence that could be used to detect the defects. The end of this sequence was determined by the thermal image whose change in intensity was negligible. In the specific case, the 24th frame was selected as the first (
k0) of 64 frames used in data processing applying the PPT algorithm.
It is apparent that the cooling process began in the same way in all the areas. However, after a brief transition process, first curve B began to separate, followed by C, D and E, in that order. The curve denoted by Sa illustrates the cooling process of the sound area. The observed changes correlated with the nature of the simulated defects. Given that their diameters were the same, it was reasonable to expect that the shallowest defect (curve B) would be the first to start cooling. As a result, the cooling process in this case was the quickest (curve B declined the most rapidly). After a sufficiently long time from the beginning of cooling, all curves converged to the same value. This was not visible, of course, as there were not enough recorded frames.
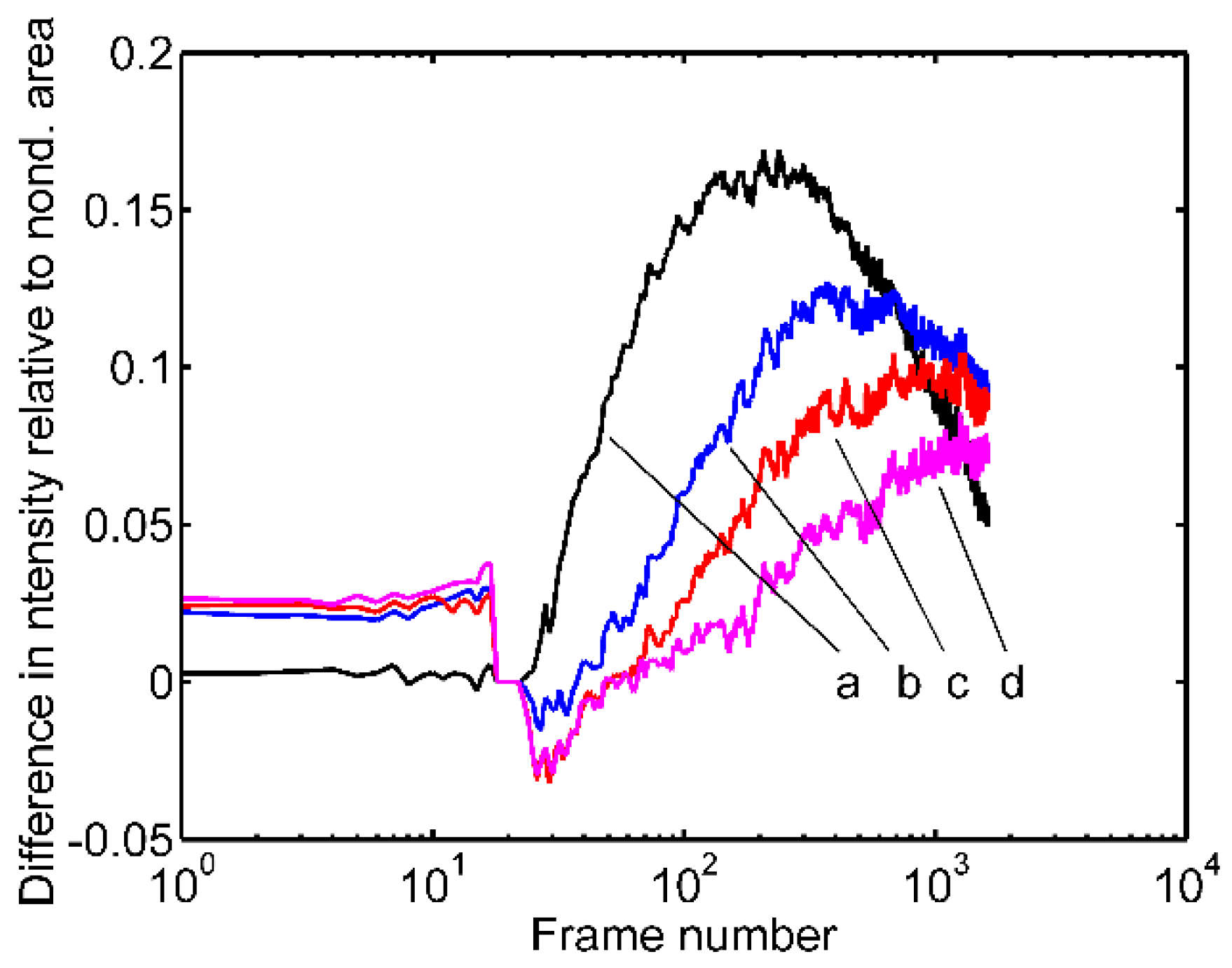
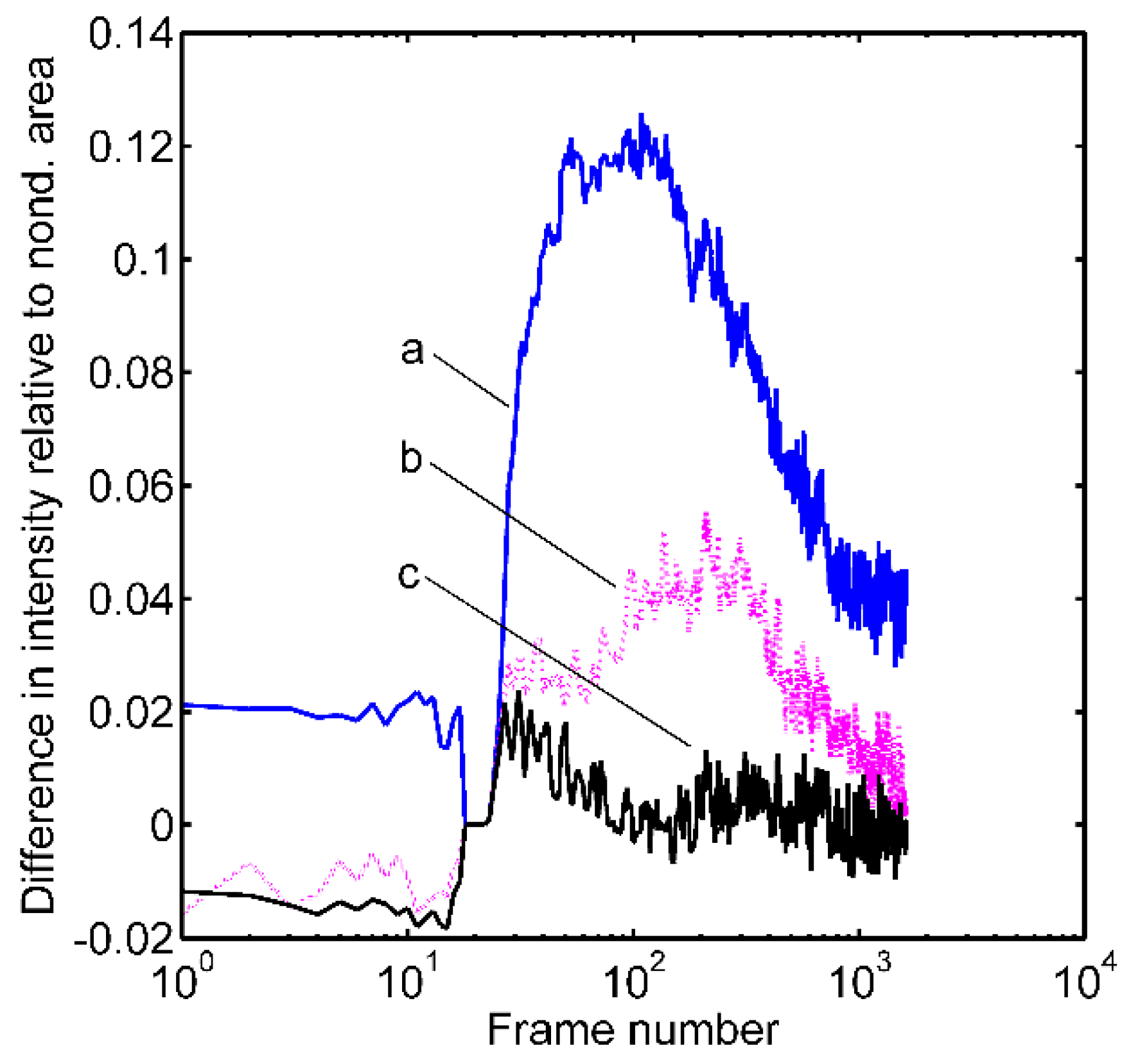
Figure 4 shows the change in the mathematical expectation of pixel intensity in areas B, C, D and E, relative to Sa. The occurrence of extremes as the curves changed was in correlation with defect depth, in terms of both value and order of occurrence. First, the most pronounced maximum was noted on curve a, which corresponds to the shallowest defect (∅ = 15 mm along vertical B). The last maximum occurred at the very end of curve d and had the lowest value, as it was related to the deepest defect (∅ = 15 mm along vertical E).
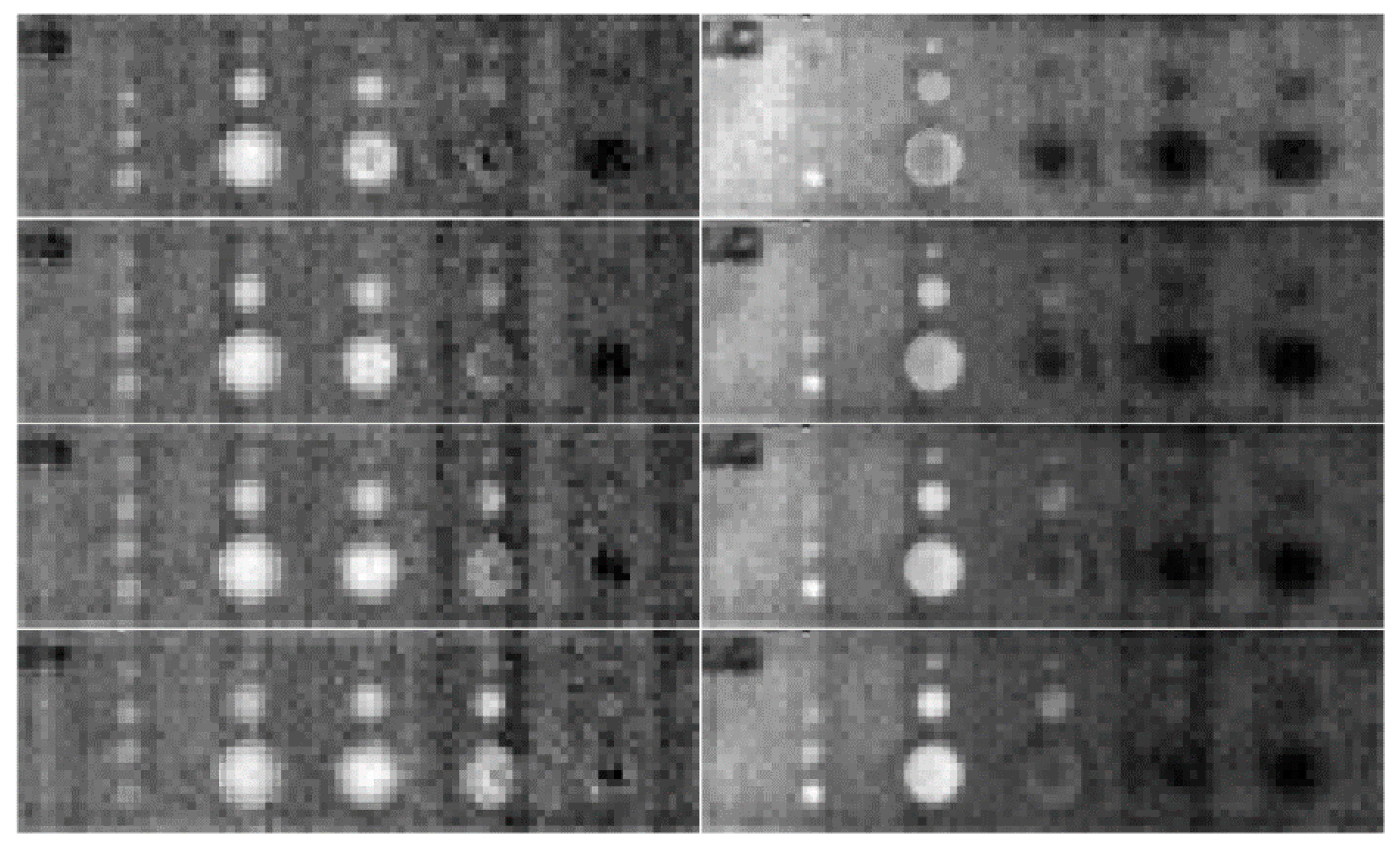
Figure 5 and
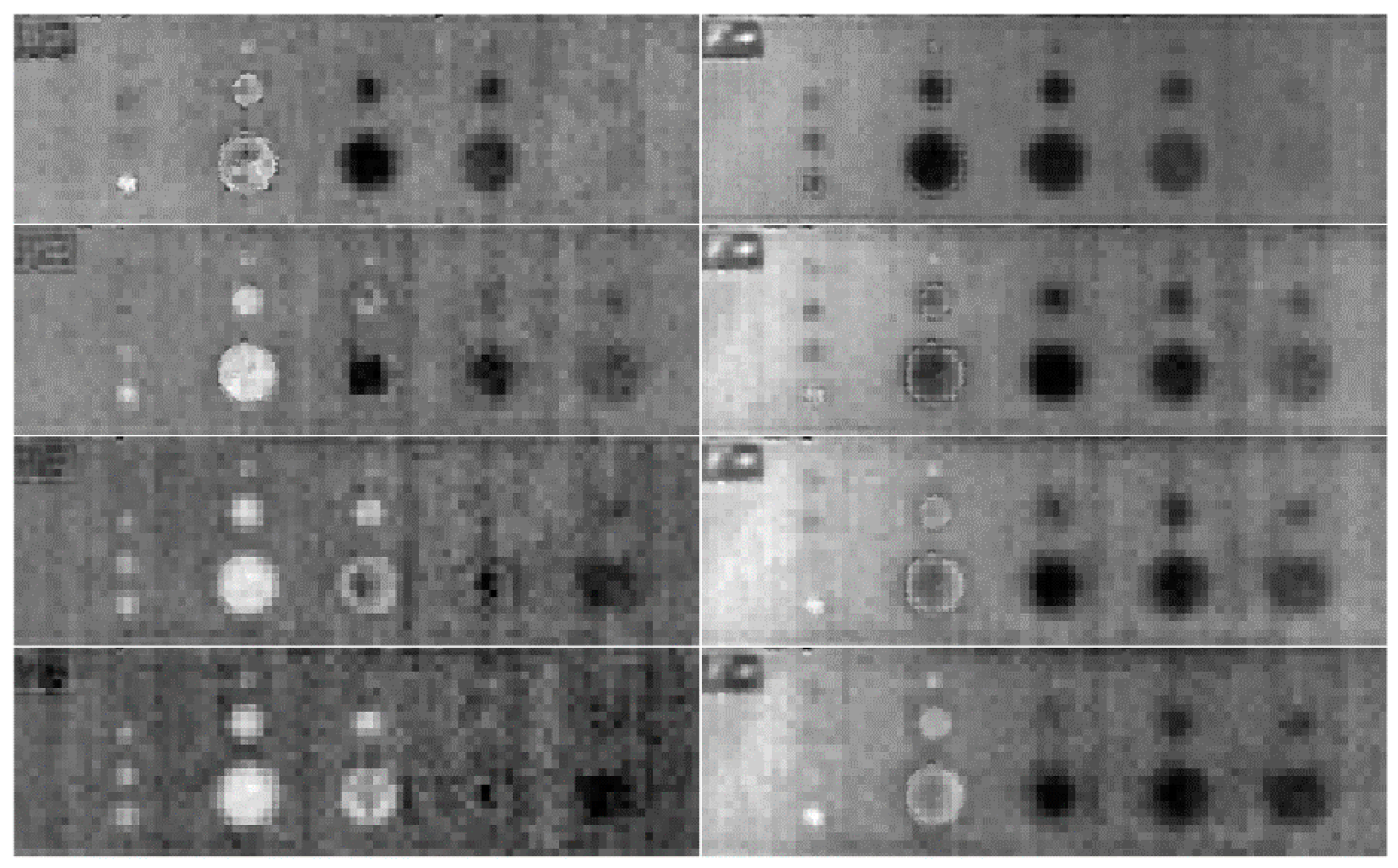
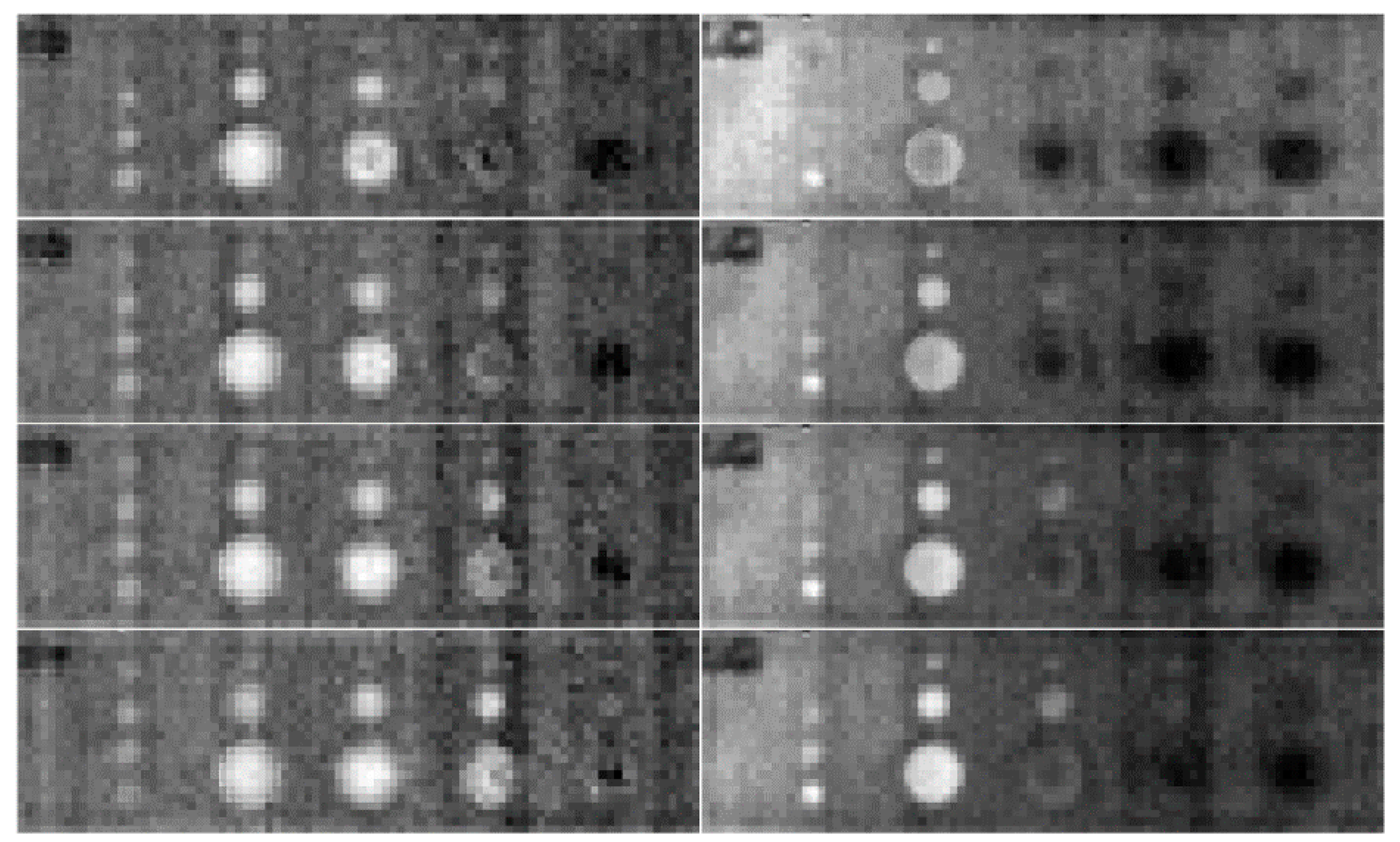
Figure 6 show the results of data processing based on the FFT algorithm. The left half of these figures depicts the phase contrast obtained by processing the data extracted from the main sequence according to Procedure A. The shapes of the detected defects clearly indicate that there was a resolution problem. The results of data processing following Procedure B are shown in the right half of the figures, where the correlation of the shapes between detected and simulated defects is apparent. This is consistent with the fact that the total number of spectral components
X(
n) in Equation (1) is determined by the number of samples
N. A greater number yields more spectral components; this is manifested by better resolution in the figures generated applying the PPT algorithm. Of course, the number of needed computations increases, but it should be kept in mind that all the computations related to the fictitious “zero frame” pixels are left out.
In addition to enhanced resolution, a more distinct continuity of change in pixel intensity is apparent, which corresponds to the defects (especially those with the largest diameter). This ensured better insight into the thermal process dynamics and facilitated assessment of relative depth ratios.
Defects can be detected at a certain (specific) depth based on the phase contrast in the frequency domain, but only after the sampling frequency drops to below the blind frequency [
18]. The limiting frequency is higher if the defect is shallower. It is apparent that the defects along vertical E became visible only after the sampling frequency was low enough, or when the value of step
k in the FOR NEXT loop became greater than 3 in data processing.
It is apparent that the time lag of the peak of the corresponding curve, in
Figure 4, is the longest in the case of the defects along vertical E. Namely, it corresponds to the defect that is most distant from the heated surface. Obviously, there is a correlation with the results shown in Figs. 4 and 5. As the distance of the defects (of the same radii) increases, viewed relative to the heated surface, so does the time lag. This is consistent with the fact that a longer sampling period, or a lower blind frequency, is required for them to be visible.
The relative phase contrast ratios, shown as differences in gray scale in
Figure 5 and
Figure 6, were fully correlated with the detected defect depth. The shallowest defects were the lightest, as the phase contrast, determined by the temperature change after test sample irradiation, was the highest there [
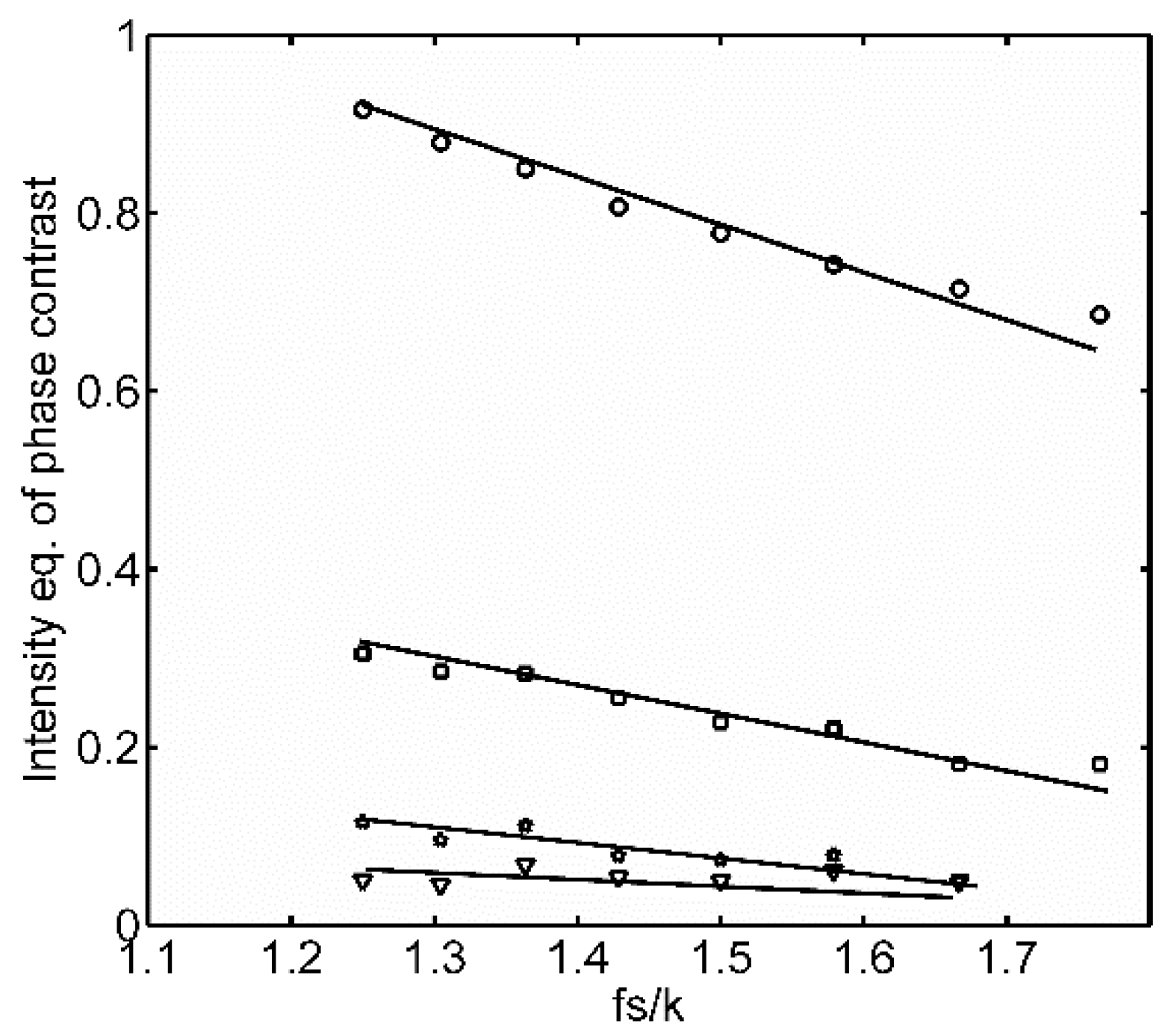
18]. A quantitative description of this is given in
Figure 7 using curves that represent the change in the mathematical expectation of the gray scale in
Figure 5 and
Figure 6, within areas whose boundaries coincide with areas B, C, D and E in
Figure 2.
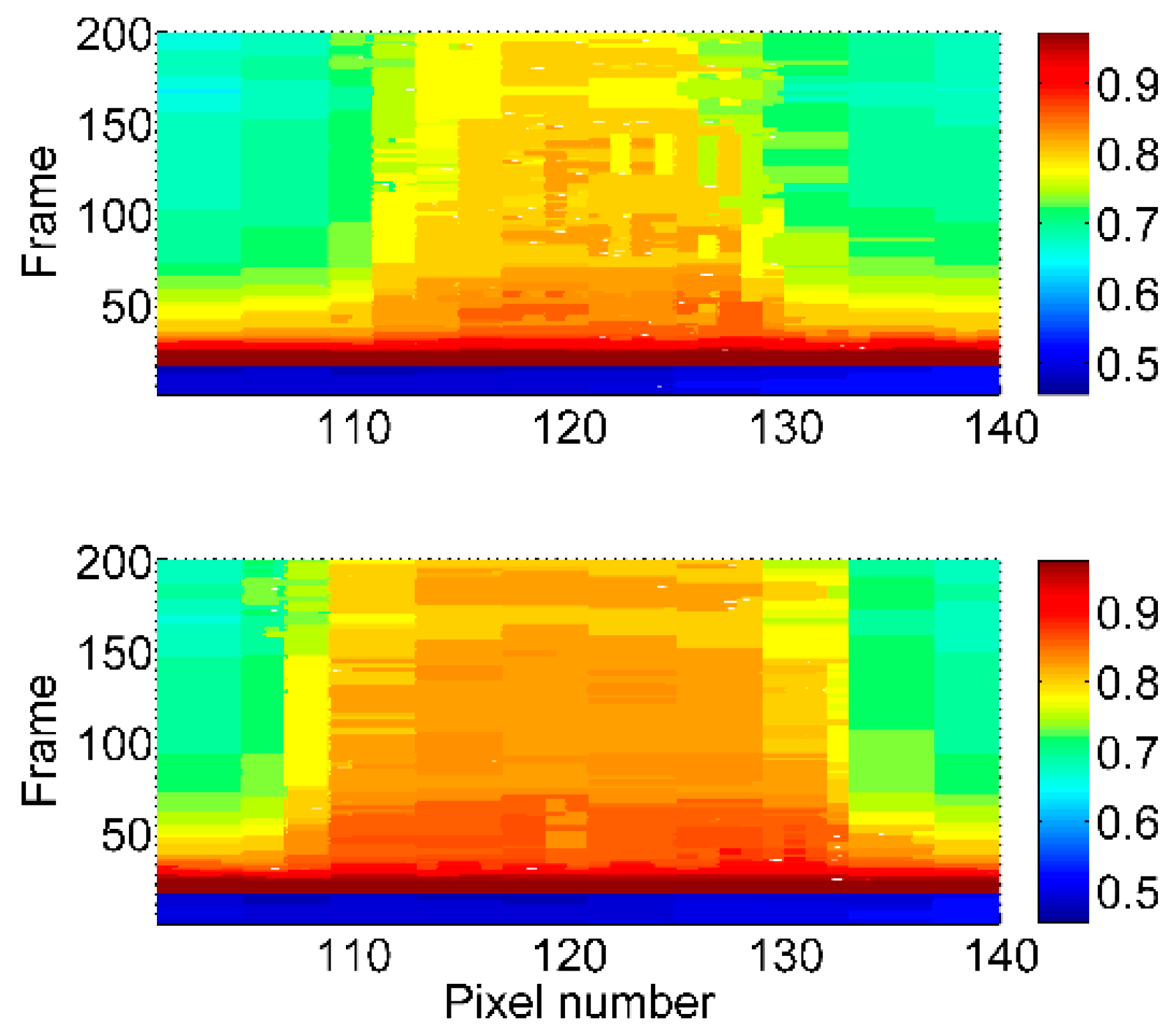
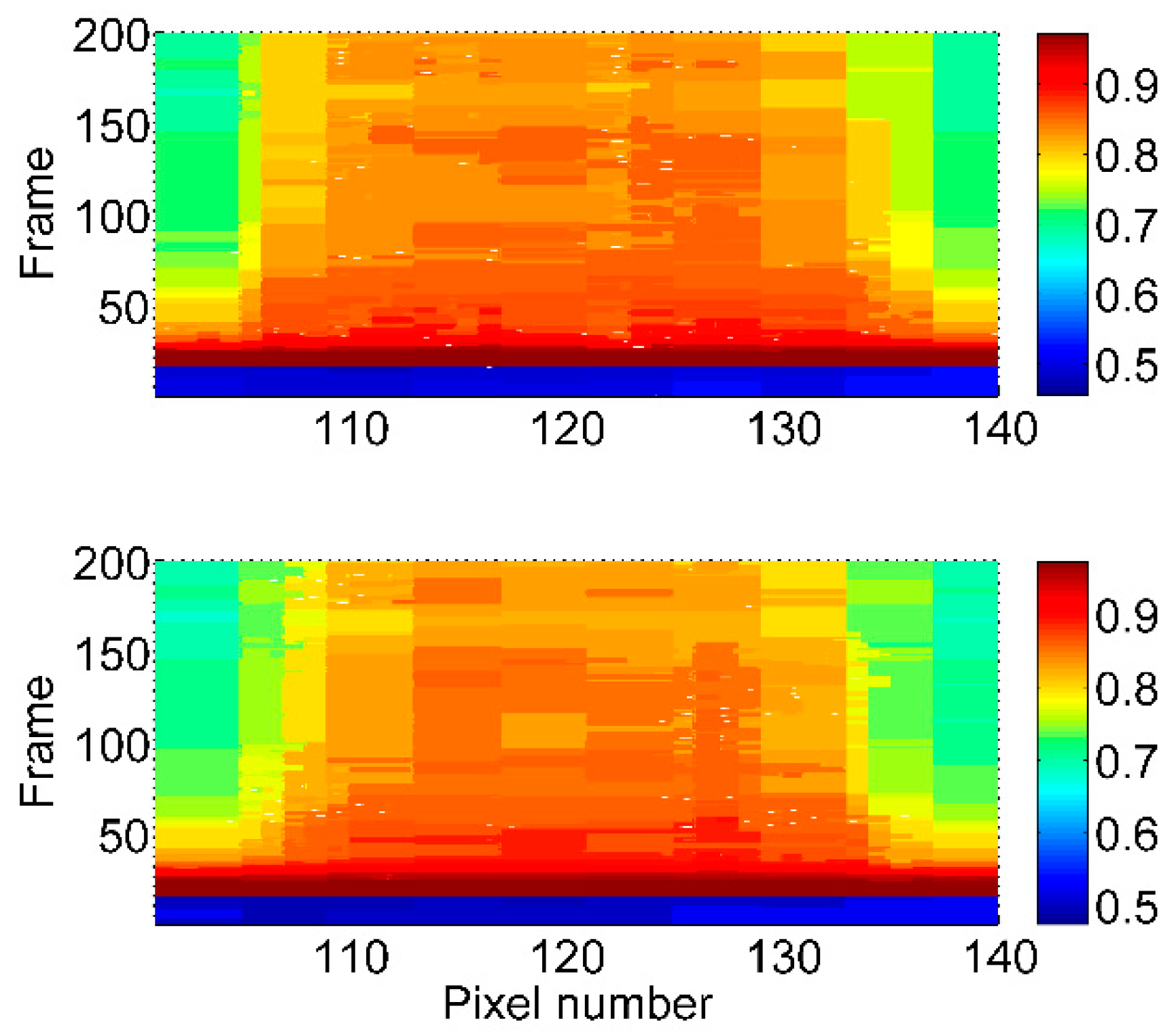
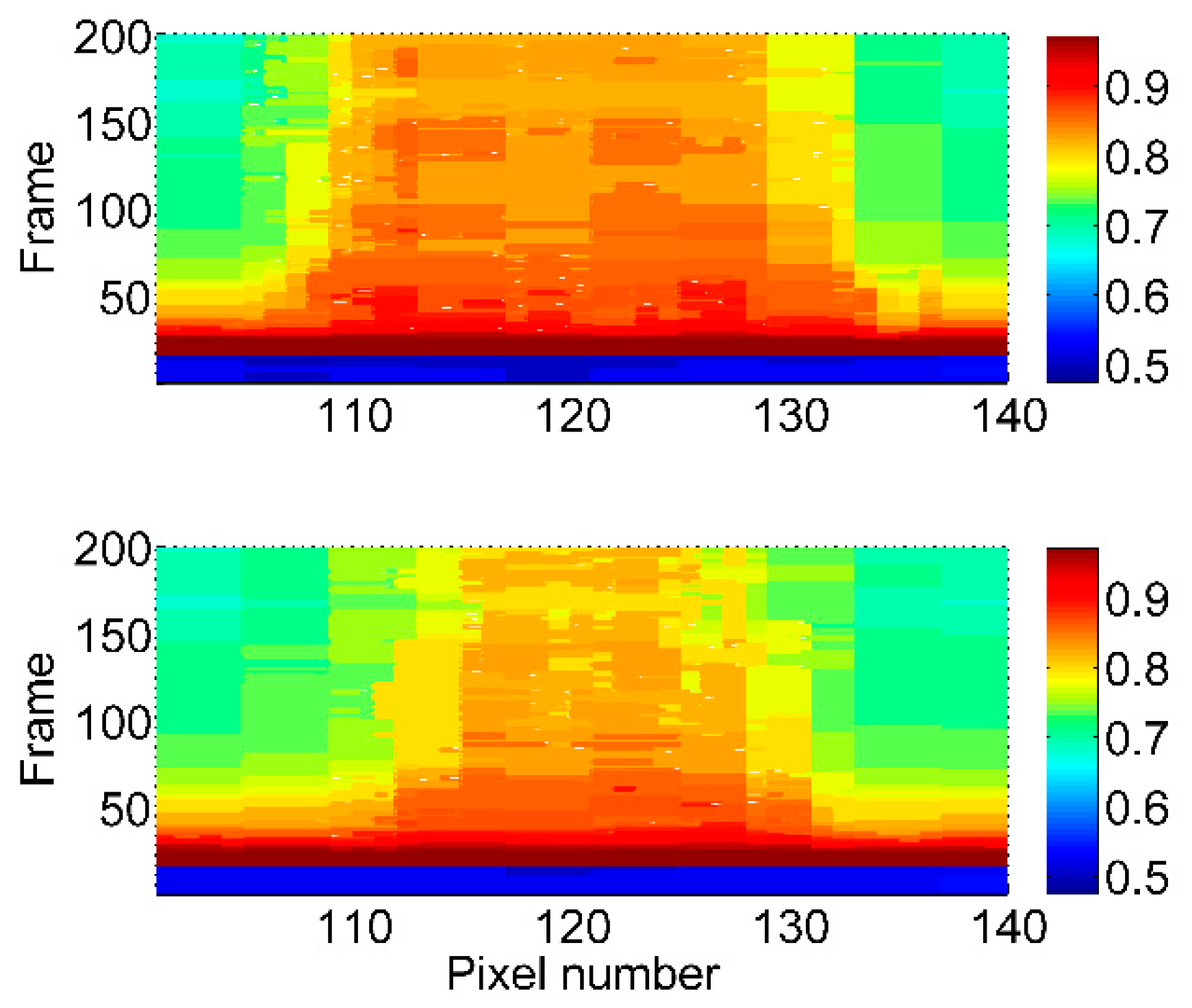
In order to better illustrate the thermal process within the largest-diameter defects,
Figure 8,
Figure 9 and
Figure 10 show the change in intensity of the pixels positioned in the interval from 101 to 140, within the broken lines shown in
Figure 11, whose vertical coordinates correspond to the values 62, 67, 73, 80, 83 and 87. The change in pixel intensity during the first 200 frames is shown in color, where blue is the initial, minimum value and dark red is the maximum intensity immediately after test sample irradiation.
The temperature variation over time is apparent, but so are the effects of lateral diffusion (as in the case of line 82 in
Figure 10, top). In the specific case, the central part that corresponded to the 120th pixel exhibited a lower intensity than the pixels to the immediate left and right. This clearly shows that after initial heating, upon irradiation of the test sample, the heat started to spread from the center to the periphery of the defect.
The same figure and the intensity variation along line 73 (
Figure 9, top) indicate that there was alternating heating and cooling of certain parts, manifested by changes in intensity of certain pixels due to heat diffusion in the defect area, immediately after the cooling process began.
Figure 5 and
Figure 6 show a non-uniform level of gray within the zone of the defect with the largest radius in column B (Procedure B, parameter
k = 6, 9, 12 and 15) and column C (Procedure B, parameter
k = 12, 15, 18, 21 and 24). Therefore, this effect is attributed to lateral diffusion. Its existence is apparent and depends on the circumference and depth of the defect at certain frequencies. For example, the effect is not visible in
Figure 6 at
k = 24, in the case of the defect with the largest radius in column B. It should be kept in mind that the sampling frequency is then low enough, so the effect that results from the transient process in the form of lateral diffusion is not apparent.
Figure 12,
Figure 13 and
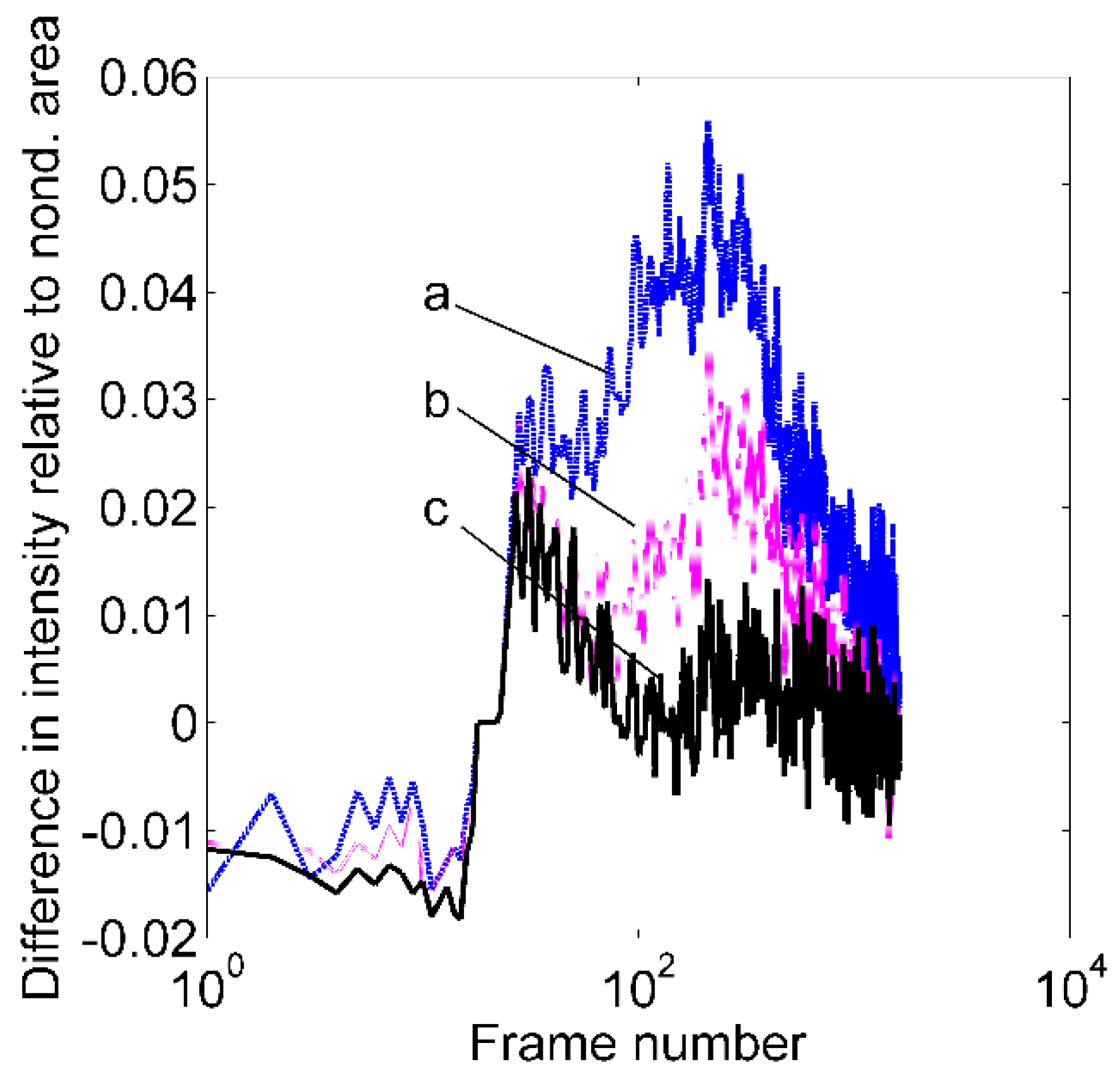
Figure 14 show the development of the thermal process in the defect areas along verticals A and B. The curves represent the change in the mathematical expectation of pixel intensity within squares whose dimensions correspond to the defect diameters (16 × 16 and 8 × 8 pixels for ∅ = 15 and 8 mm, and 6x6 pixels for ∅ = 5 and 3 mm), relative to the mathematical expectation of pixel intensity in Sa (
Figure 2). The centers of these areas coincide with the centers of the corresponding defects. The diameter of the cylindrical defects along vertical A (∅ = 5 mm) was selected to test the nature of the transition process, which takes place after irradiation of the test sample, when the diameter was comparable to the depth. The curve maxima shown in
Figure 12 and
Figure 13 occurred as expected, meaning that their value declined with increasing defect depth. However, local minima were noted immediately after the temperature rose due to irradiation and became increasingly pronounced when the defect depth was comparable to the diameter (curves b and c in
Figure 12 and curves in
Figure 13). This phenomenon attested to the existence of lateral heat diffusion towards the defect-free area of the test sample. Then a reverse diffusion process began, or the heat started to spread again, toward the central area above the defects, and they were re-heated. This phenomenon was not interesting only in terms of physics. It allowed greater insight into the reason why detection was more difficult when the diameter was small (∅ = 3 mm defect was not detected along verticals D and E).
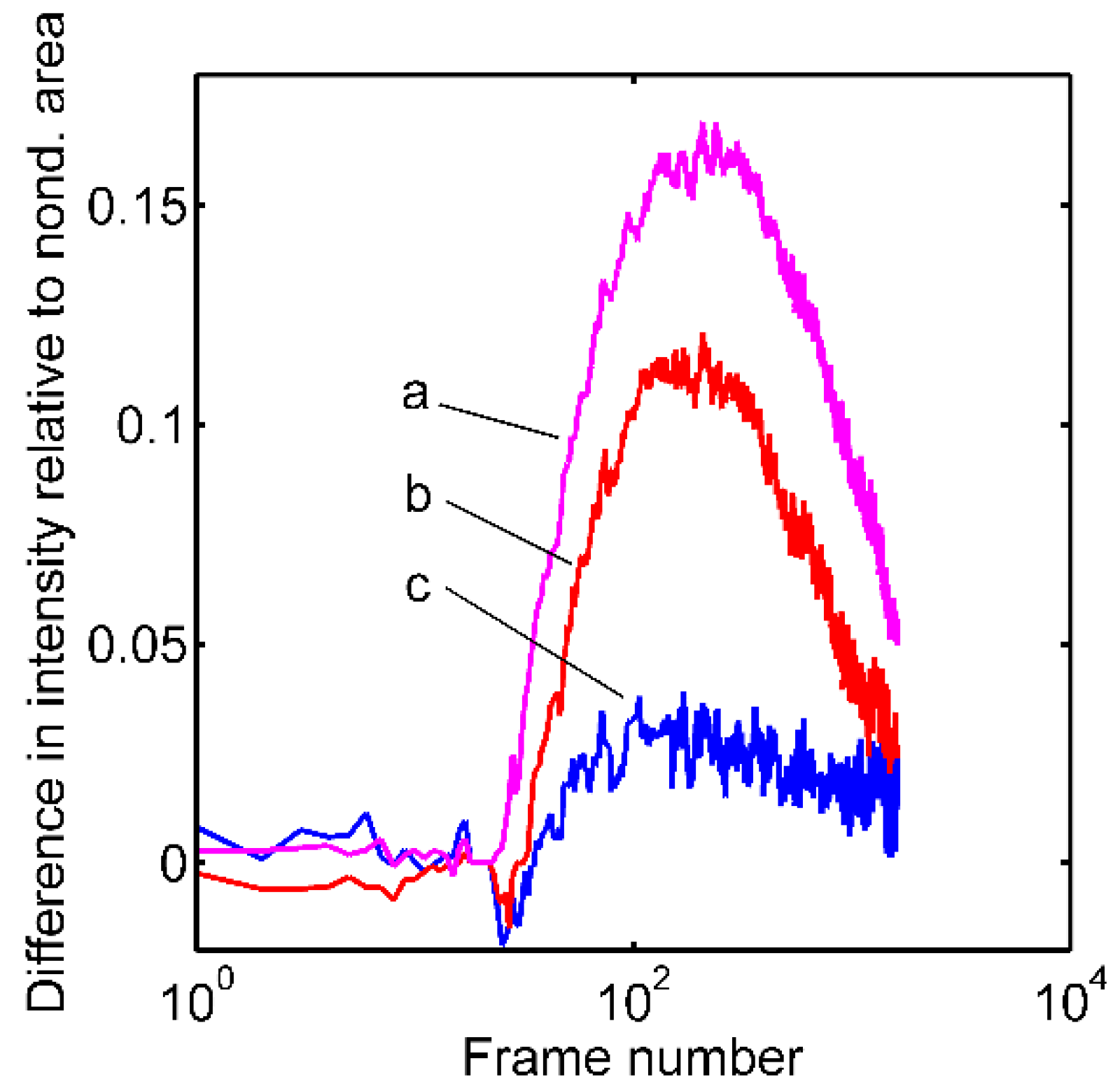
Figure 14 depicts the effect of reducing the diameter of the defects at the same depth. The results shown relate to the defects along vertical B. The highest maximum value, as expected, was noted in the case of the largest-diameter defect (curve a). Keeping in mind that the depth of all the defects along vertical B was the same and that diameter ∅ = 15 mm was the largest, it was reasonable to expect that the transition process would be the slowest in that case and for this maximum to occur last, or after the maxima of curves b and c relating to defect diameters ∅ = 8 mm and ∅ = 3 mm.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}