A Measurement Method of Microsphere with Dual Scanning Probes

 , ,
, ,
Abstract
:1. Introduction
2. Measurement Method and Systems
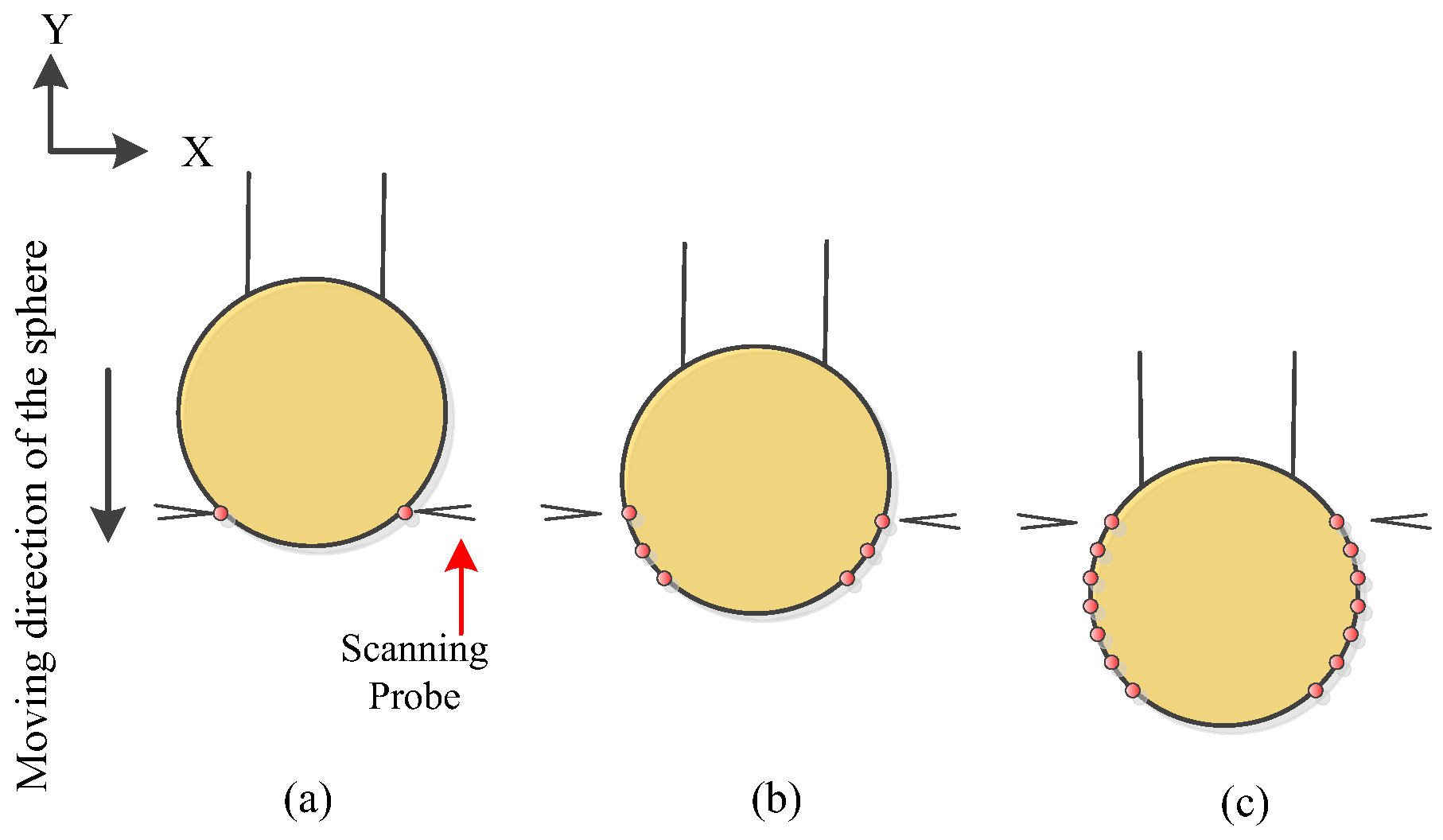
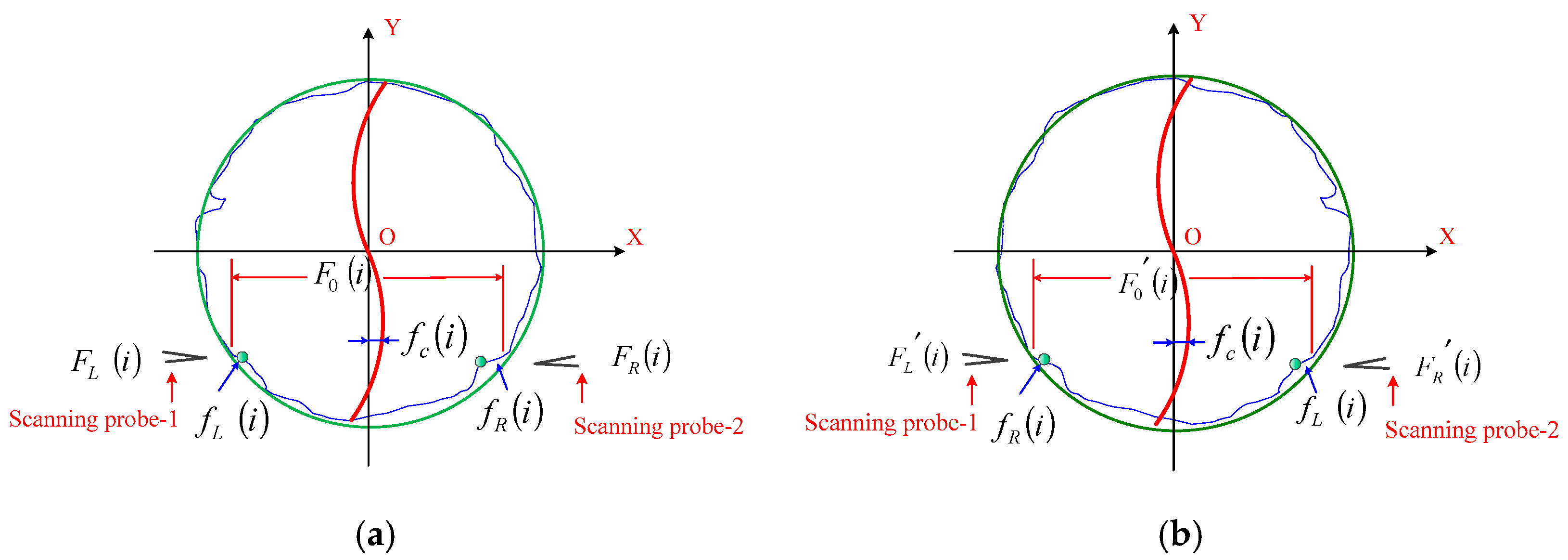
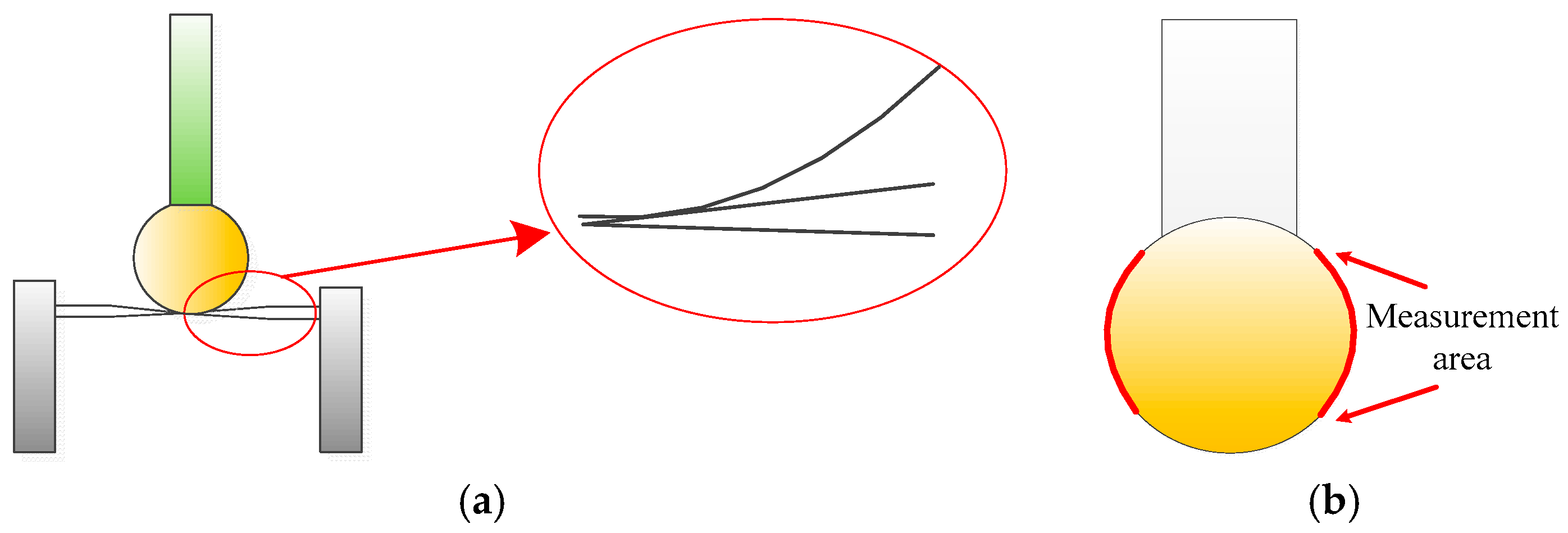
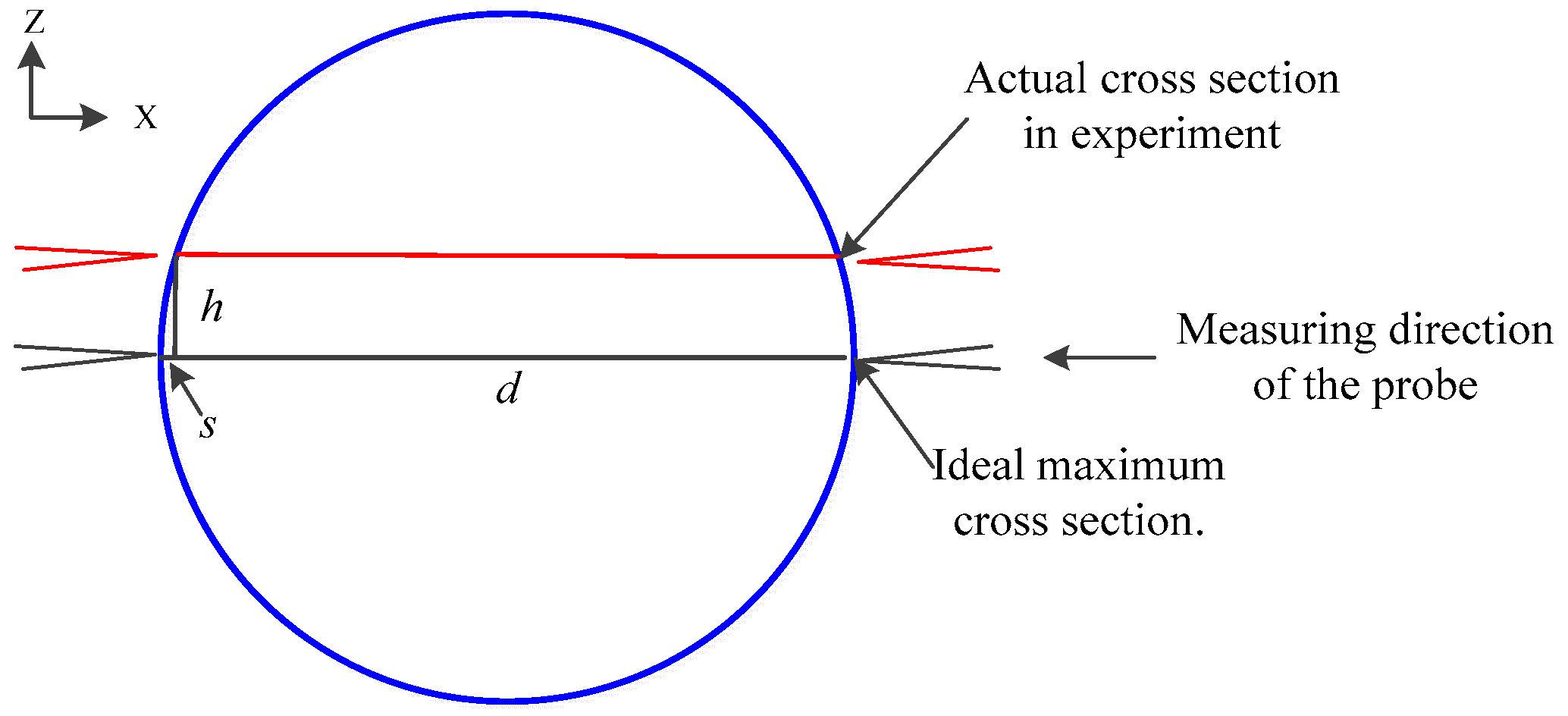
2.1. Measurement Method
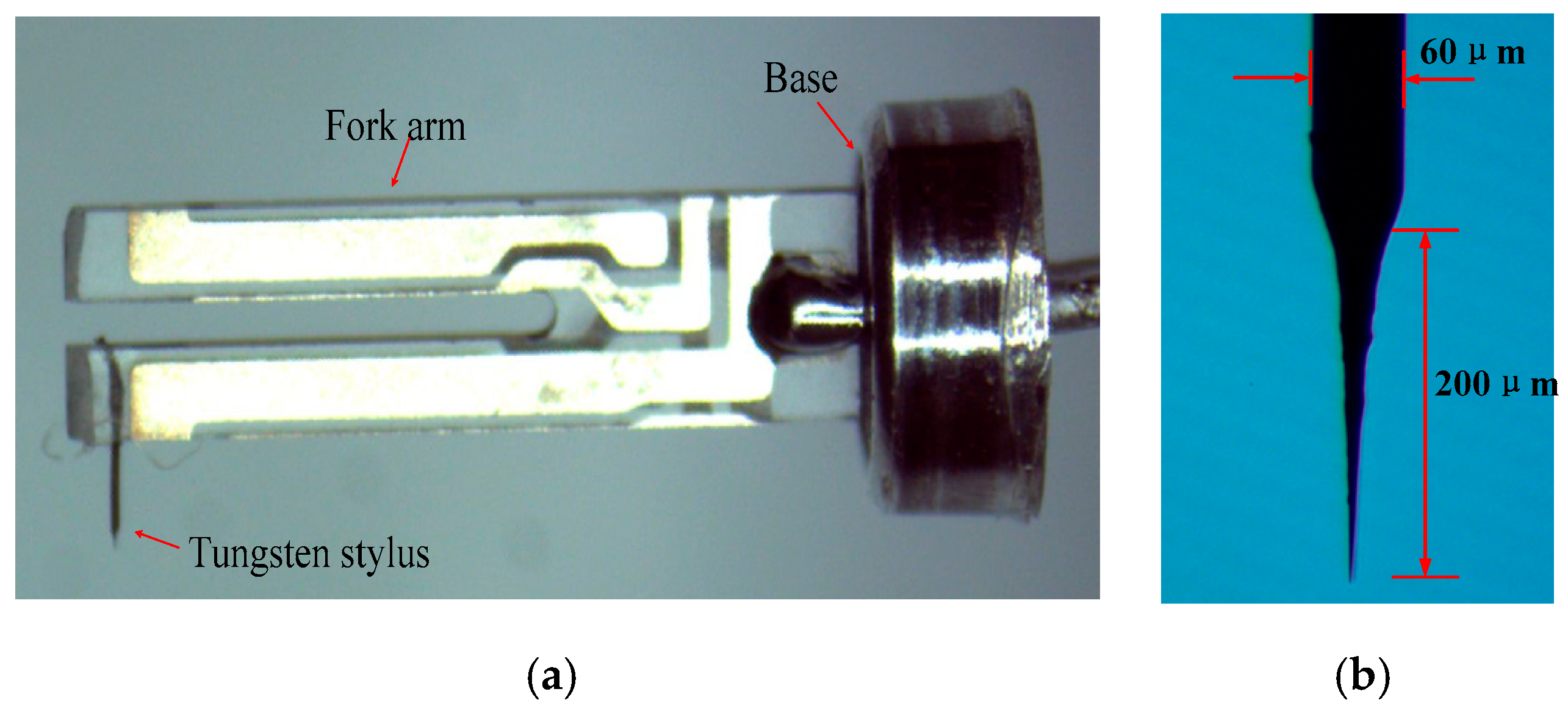
2.2. Scanning Probe
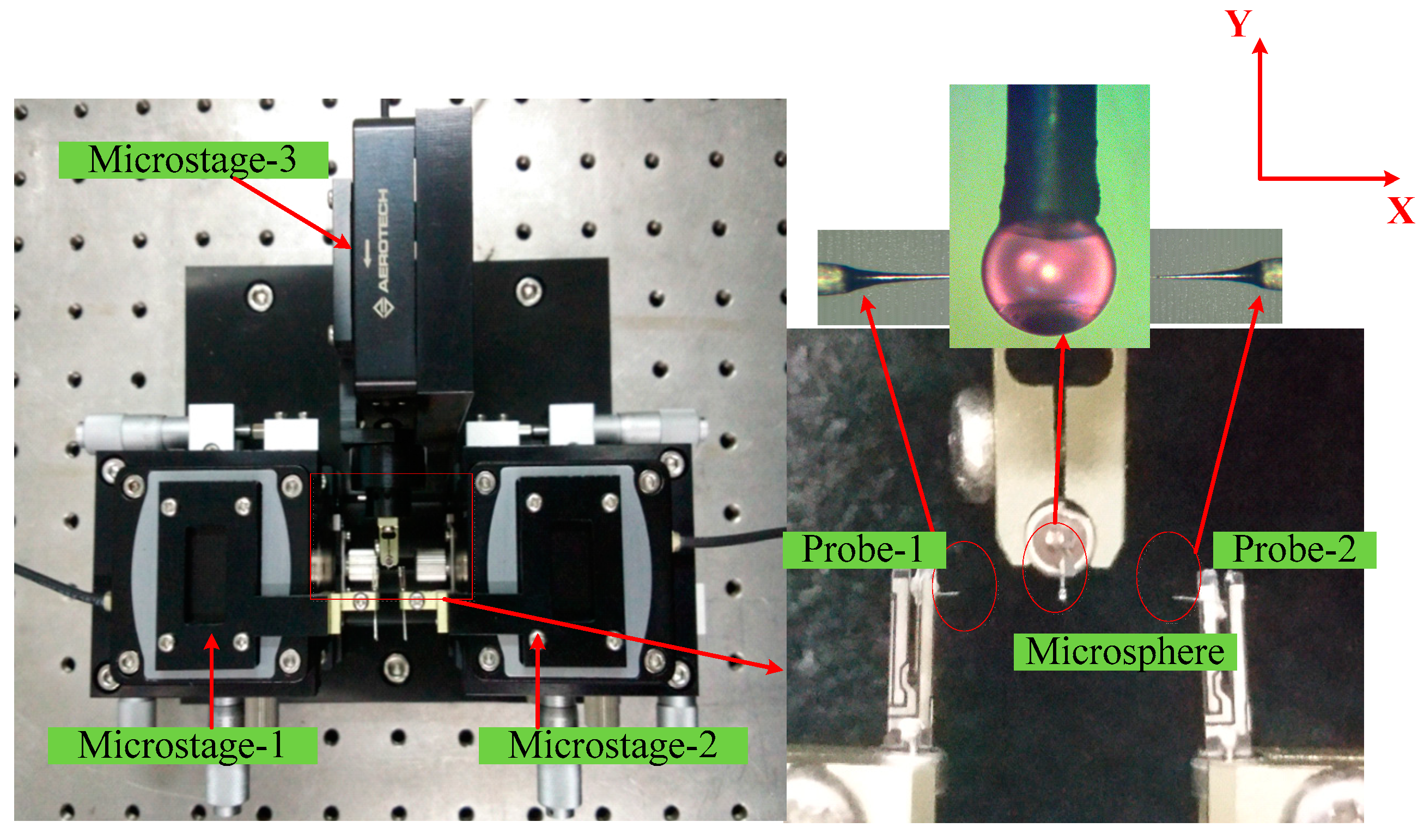
2.3. Assembly Structures
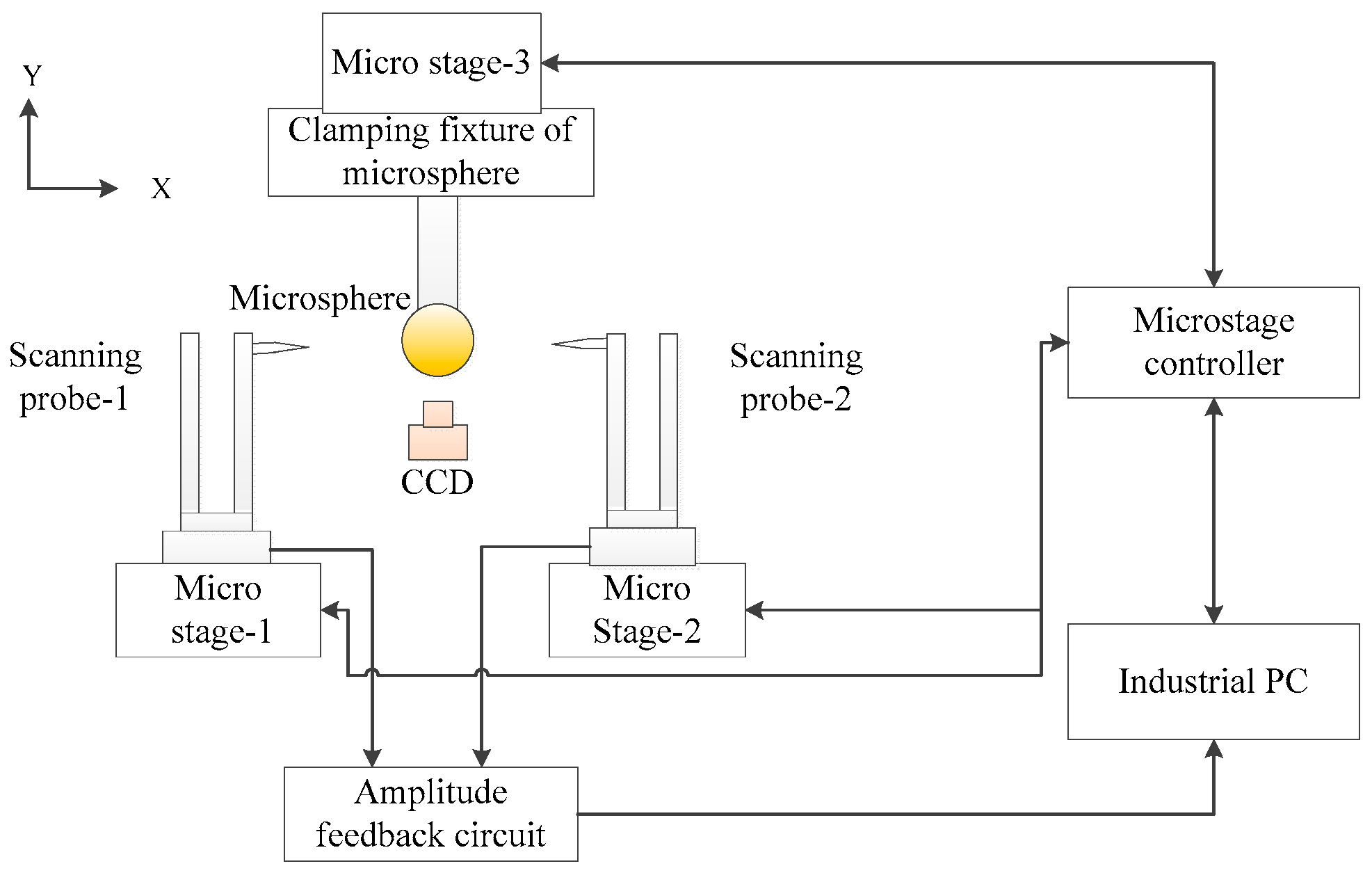
2.4. Microsphere Measurement System
3. Experiment and Results
3.1. Visual Alignment
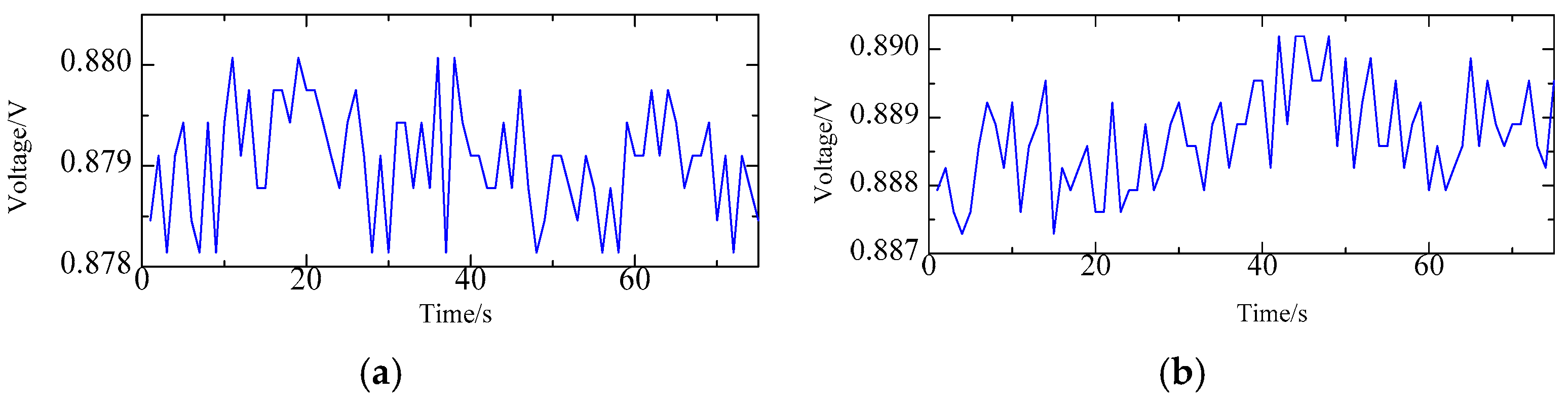
3.2. Properties of Scanning Probes
3.3. Repeatability of Maximal Cross-Sectional Profile Measurement
3.4. Microsphere Measurement
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fan, K.C.; Fei, Y.T.; Yu, X.F.; Chen, Y.J.; Wang, W.L.; Chen, F.; Liu, Y.S. Development of a low-cost micro-cmm for 3d micro/nano measurements. Meas. Sci. Technol. 2006, 17, 524–532. [Google Scholar] [CrossRef]
- Huang, Q.X.; Wu, K.; Wang, C.C.; Li, R.J.; Fan, K.C.; Fei, Y.T. Development of an abbe error free micro coordinate measuring machine. Appl. Sci. 2016, 6, 97. [Google Scholar] [CrossRef]
- Claverley, J.D.; Leach, R.K. Development of a three-dimensional vibrating tactile probe for miniature cmms. Precis. Eng. 2013, 37, 491–499. [Google Scholar] [CrossRef]
- Hidaka, K.; Schellekens, P.H.J. Study of a small-sized ultrasonic probe. Cirp. Ann-Manuf. Techn. 2006, 55, 567–570. [Google Scholar] [CrossRef]
- Miller, J.; Dutta, S.; Morse, E.; Yague-Fabra, J. Effective stylus diameter determination using near zero-width reference. Precis. Eng. 2011, 35, 500–504. [Google Scholar] [CrossRef]
- Küng, A.; Meli, F.; Thalmann, R. Ultraprecision micro-cmm using a low force 3d touch probe. Meas. Sci. Technol. 2007, 18, 319. [Google Scholar] [CrossRef]
- Zhao, X.S.; Geng, Y.Q.; Li, W.B.; Yan, Y.D.; Hu, Z.J.; Sun, T.; Liang, Y.C.; Dong, S. Fabrication and measurement of nanostructures on the micro ball surface using a modified atomic force microscope. Rev. Sci. Instrum. 2012, 83, 115104. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.Q.; Sun, T.; Li, P.; Zhao, X.S.; Dong, S. Measuring the nose roundness of diamond cutting tools based on atomic force microscopy. J. Vac. Sci. Technol. B 2009, 27, 1394–1398. [Google Scholar] [CrossRef]
- Fan, K.C.; Wang, N.; Wang, Z.W.; Zhang, H. Development of a roundness measuring system for microspheres. Meas. Sci. Technol. 2014, 25, 64009. [Google Scholar] [CrossRef]
- Griesmann, U.; Soons, J.; Wang, Q. Measuring form and radius of spheres with interferometry. Cirp. Ann-Manuf. Techn. 2004, 53, 451–454. [Google Scholar] [CrossRef]
- Bartl, G.; Krystek, M.; Nicolaus, A.; Giardini, W. Interferometric determination of the topographies of absolute sphere radii using the sphere interferometer of ptb. Meas. Sci. Technol. 2010, 21, 115101. [Google Scholar] [CrossRef]
- Chen, L.C. Automatic 3d surface reconstruction and sphericity measurement of micro spherical balls of miniaturized coordinate measuring probes. Meas. Sci. Technol. 2007, 18, 1748–1755. [Google Scholar] [CrossRef]
- Evans, C.J.; Hocken, R.J.; Estler, W.T. Self-calibration: Reversal, redundancy, error separation, and ‘absolute testing’. CIRP Annals 1996, 45, 617–634. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Angle (°) | Diameter (μm) | Roundness (μm) | |
| Before Eliminating Yaw | 1 | 0 | 303.581 | 0.092 |
| 2 | 30 | 303.685 | 0.103 | |
| 3 | 60 | 303.678 | 0.102 | |
| 4 | 90 | 303.681 | 0.095 | |
| 5 | 120 | 303.565 | 0.086 | |
| 6 | 150 | 303.675 | 0.122 | |
| Diameter (μm) | 303.645 | |||
| Sphericity (μm) | 0.151 | |||
| After Eliminating Yaw | Group | Angle (°) | Diameter (μm) | Roundness (μm) |
| 1 | 0 | 303.578 | 0.075 | |
| 2 | 30 | 303.688 | 0.091 | |
| 3 | 60 | 303.672 | 0.087 | |
| 4 | 90 | 303.685 | 0.085 | |
| 5 | 120 | 303.565 | 0.065 | |
| 6 | 150 | 303.677 | 0.096 | |
| Diameter (μm) | 303.643 | |||
| Sphericity (μm) | 0.132 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, C.; Huang, Q.; Xu, J.; Cheng, R.; Chen, L.; Li, R.; Wang, C.; Zhang, L. A Measurement Method of Microsphere with Dual Scanning Probes. Appl. Sci. 2019, 9, 1598. https://doi.org/10.3390/app9081598
Fang C, Huang Q, Xu J, Cheng R, Chen L, Li R, Wang C, Zhang L. A Measurement Method of Microsphere with Dual Scanning Probes. Applied Sciences. 2019; 9(8):1598. https://doi.org/10.3390/app9081598
Chicago/Turabian StyleFang, Chuanzhi, Qiangxian Huang, Jian Xu, Rongjun Cheng, Lijuan Chen, Ruijun Li, Chaoqun Wang, and Liansheng Zhang. 2019. "A Measurement Method of Microsphere with Dual Scanning Probes" Applied Sciences 9, no. 8: 1598. https://doi.org/10.3390/app9081598
APA StyleFang, C., Huang, Q., Xu, J., Cheng, R., Chen, L., Li, R., Wang, C., & Zhang, L. (2019). A Measurement Method of Microsphere with Dual Scanning Probes. Applied Sciences, 9(8), 1598. https://doi.org/10.3390/app9081598