Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis

Abstract
:1. Introduction
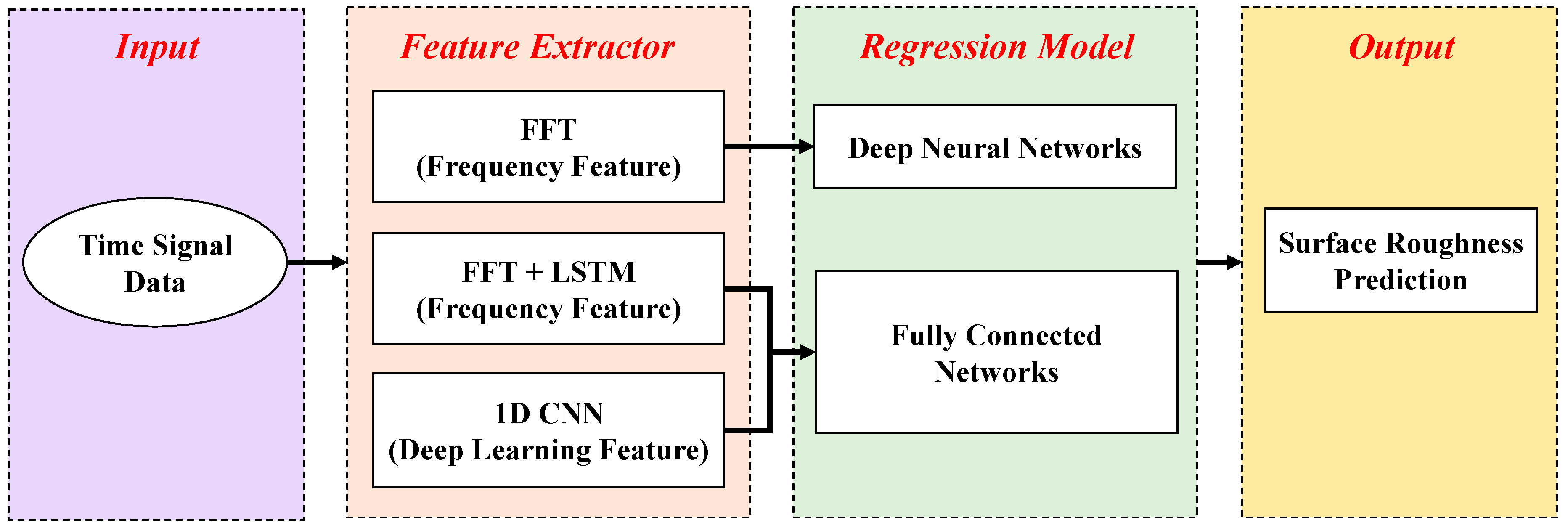
2. Research Methodology
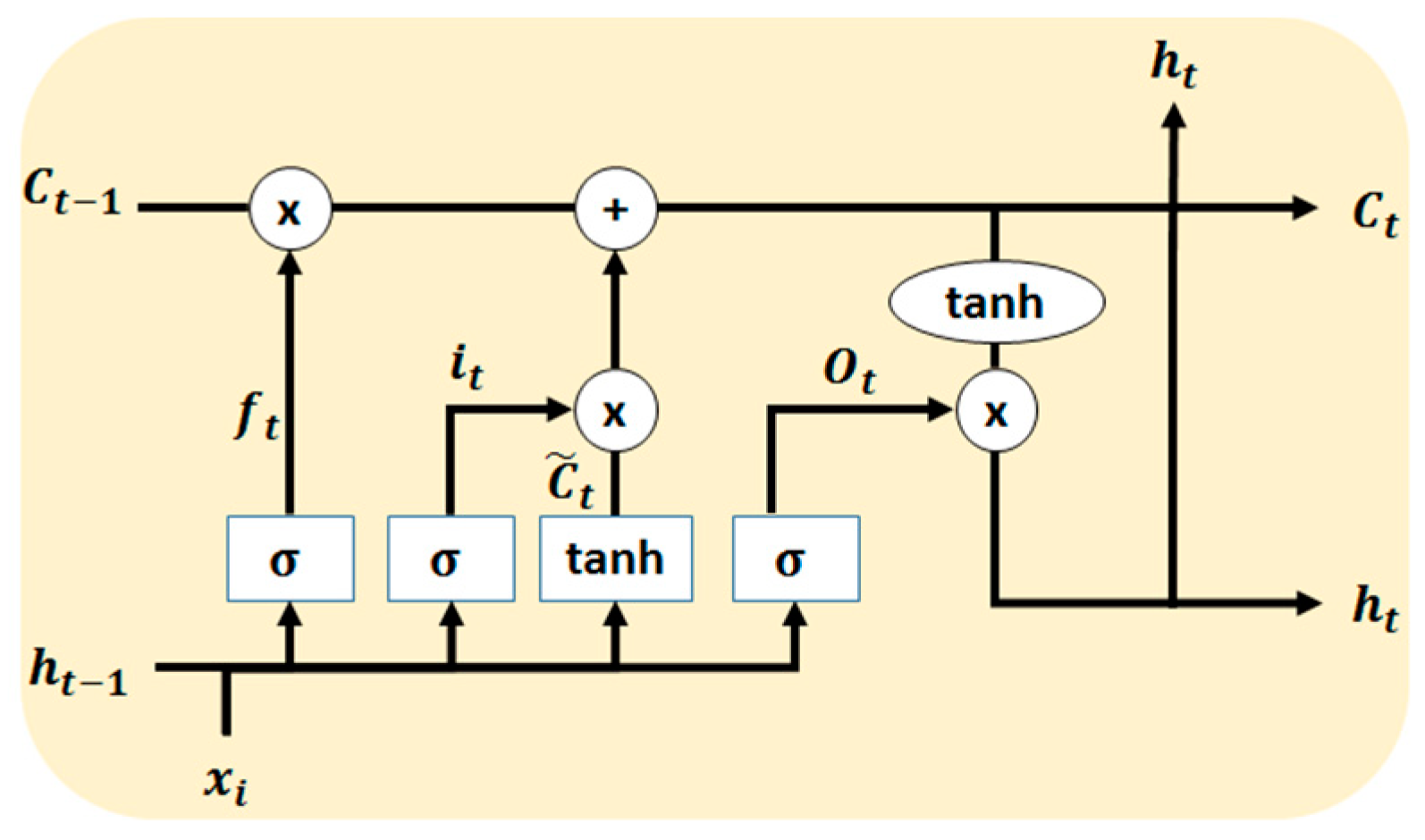
2.1. FFT-LSTM-FCN
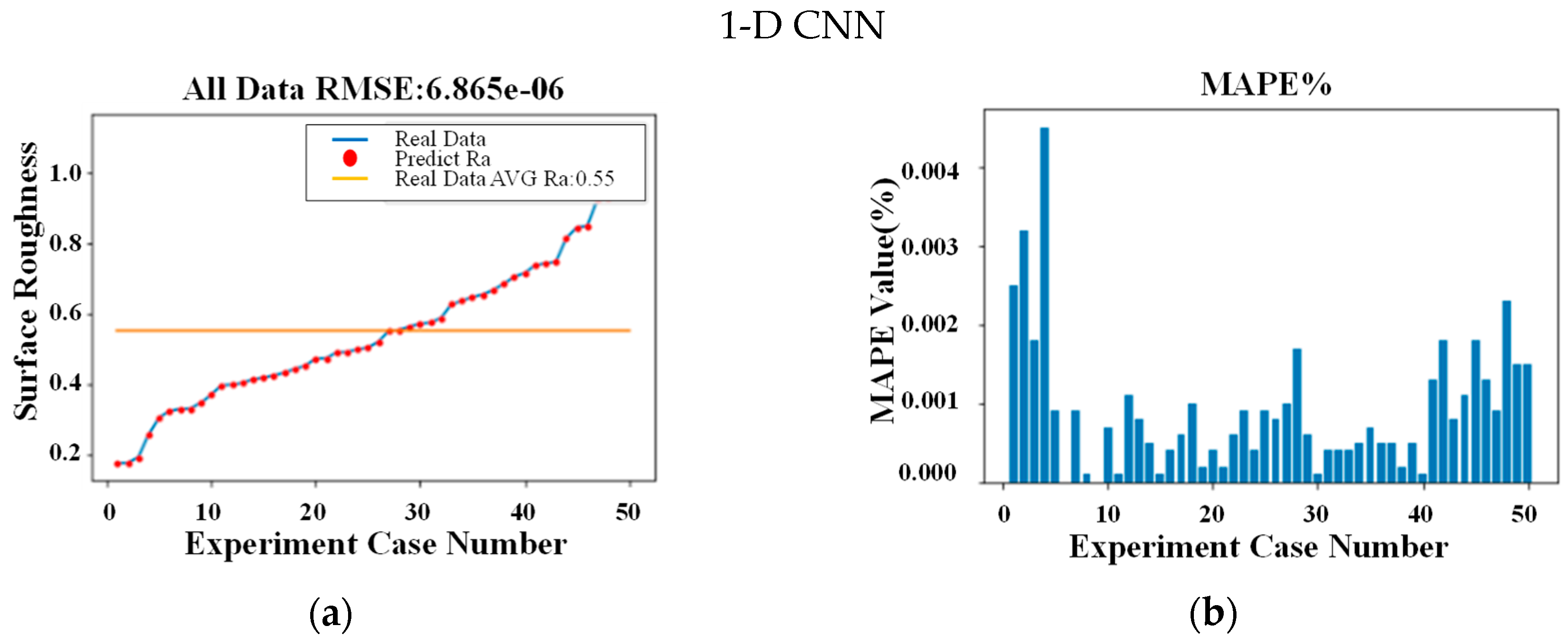
2.2. 1-D CNN
3. Experiments
3.1. Dataset Descriptions
- (a)
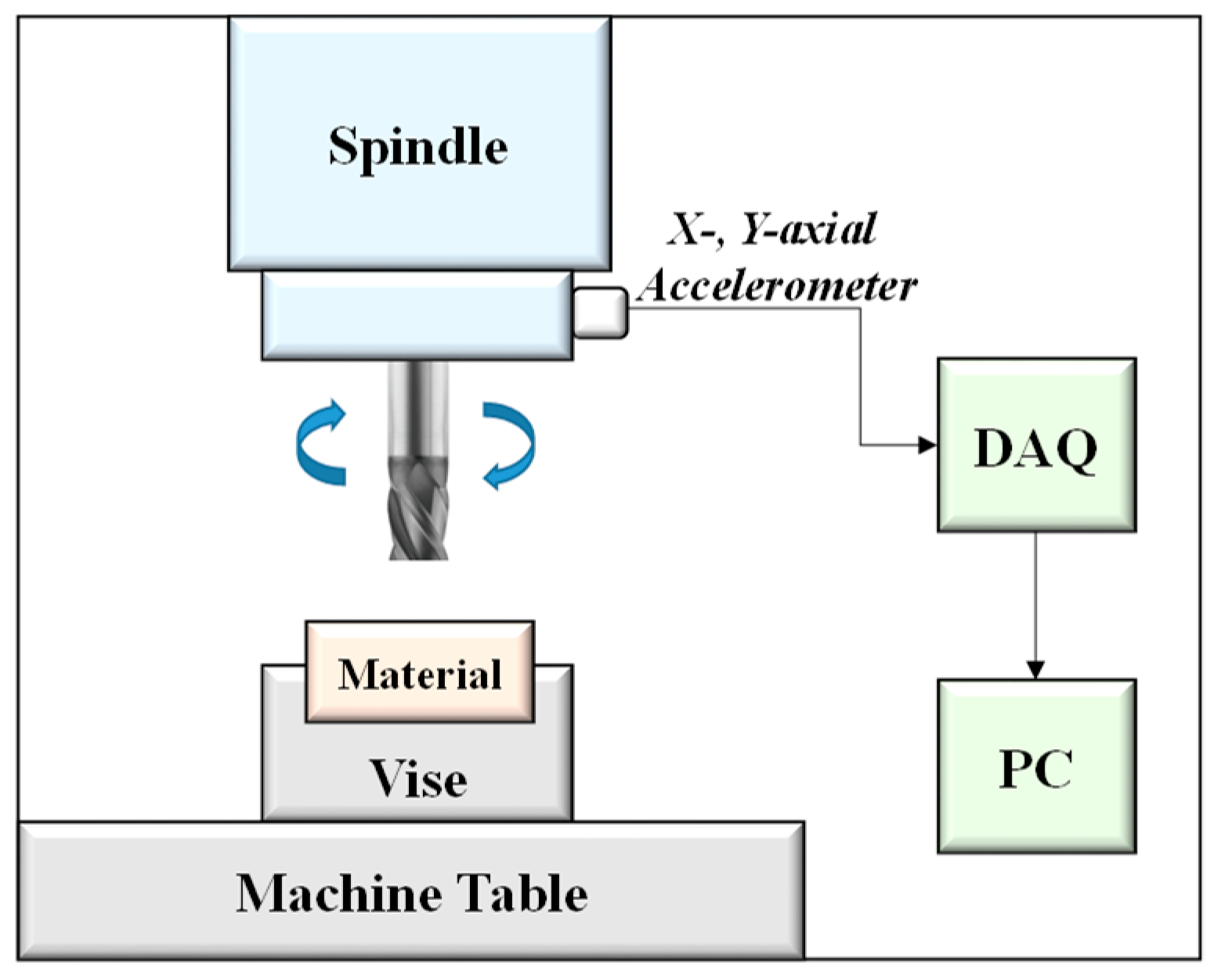
- The material of the workpiece is Medium-Carbon Steel S45C, and the material of bull end billing tool is AlTiN Coated Carbide with axial depth of cut (ap) of 2 mm and radial depth of cut (ae) of 10 mm;
- (b)
- The final finish milling depth of 10 µm in this process was used to obtain the vibration signals in the experiment;
- (c)
- The center spindle speed is set at 7000 rpm;
- (d)
- 10 KS/s is chosen as a sampling rate, such that the raw vibration data sampling rate is 10 k in one second;
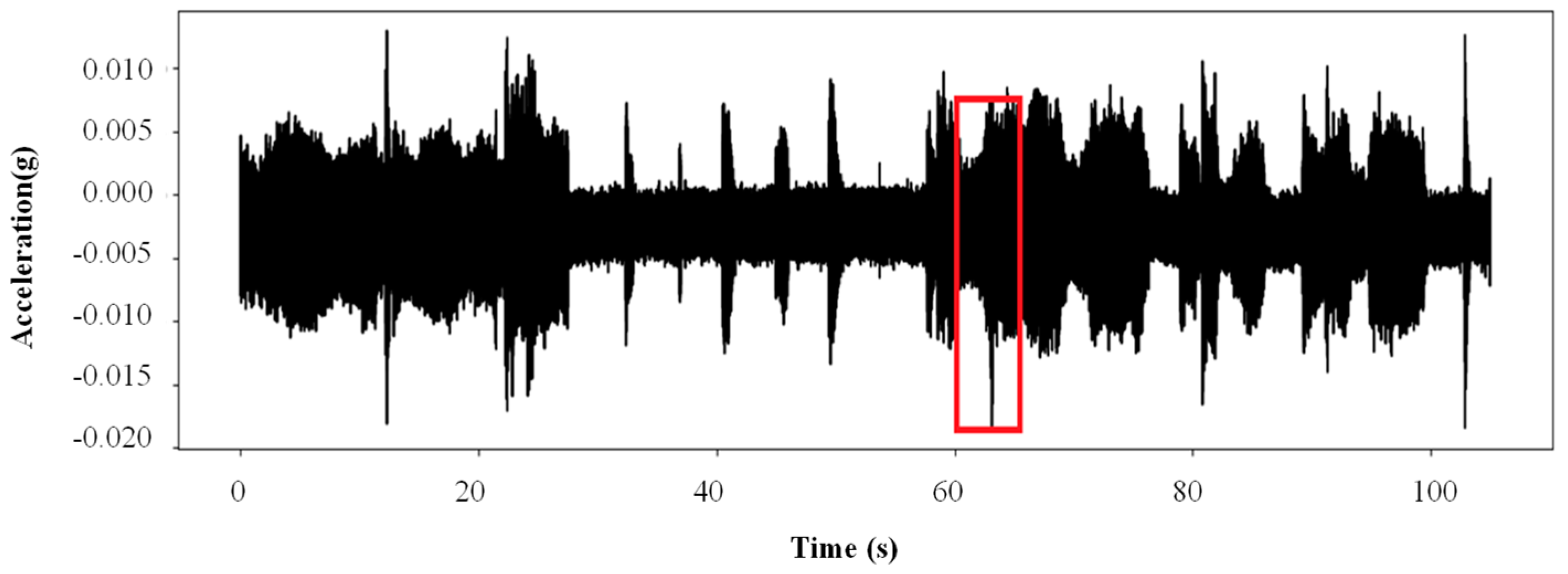
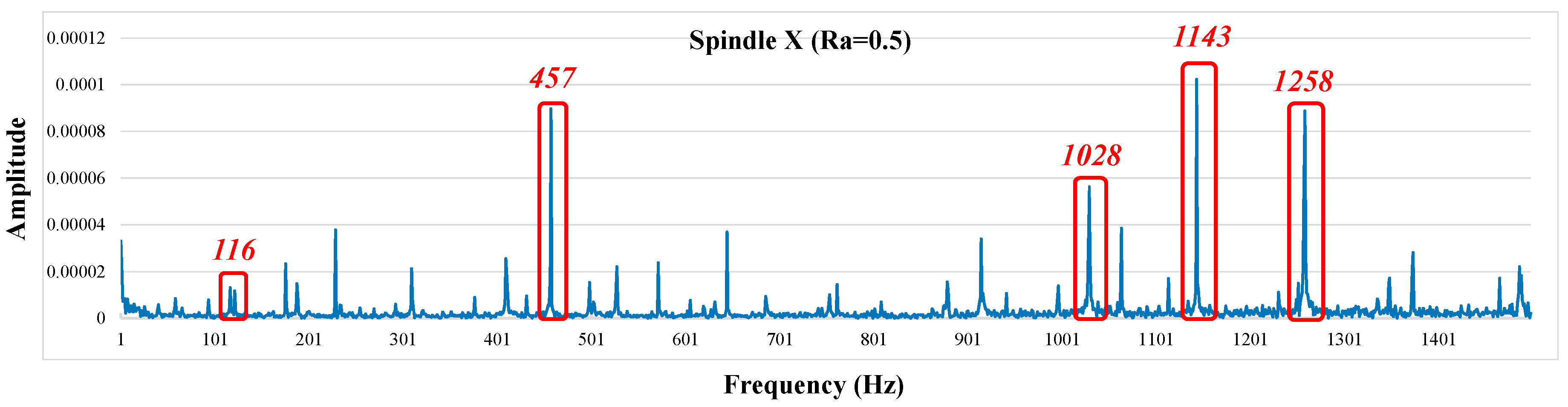
- (e)
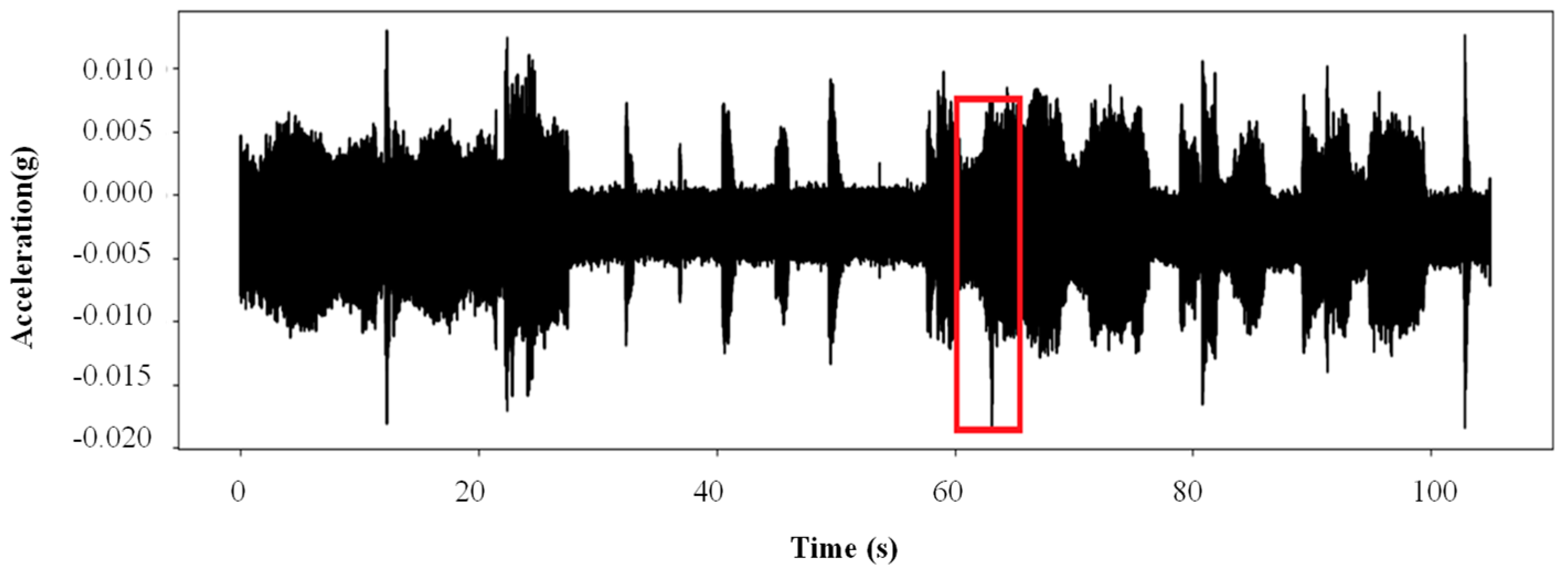
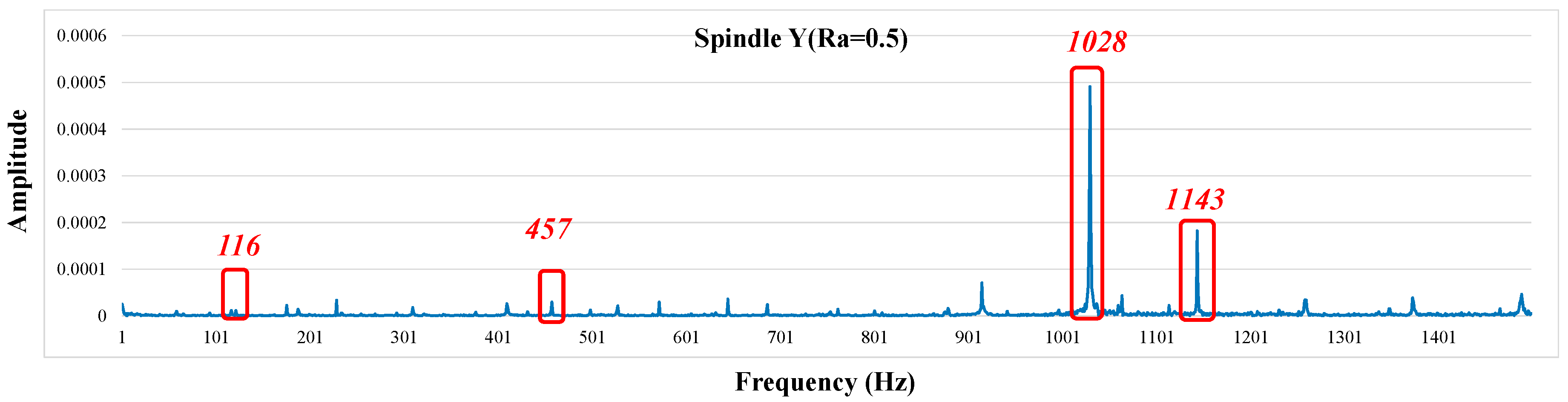
- The selected five seconds of sample data are taken between 63 s and 68 s, corresponding to the end of the milling process. The vibration signals sampled with the 5-s time interval are highlighted by the red box in Figure 6. Two-axis accelerometers are used in this experiment; thus, x- and y-axial vibrations are produced during milling operation. The x- and y-axial vibrations are converted to Fourier spectra, as shown in Figure 7 and Figure 8. The vibration signal features in the spectrum signals of the x and y accelerations are partially consistent in processing time. However, the spectral features from the x-axis have rich feature information that is more sensitive in the milling processing. For simplicity, in this study, only vibration signals in x-axial direction are used as model inputs to predict the surface roughness.
- (f)
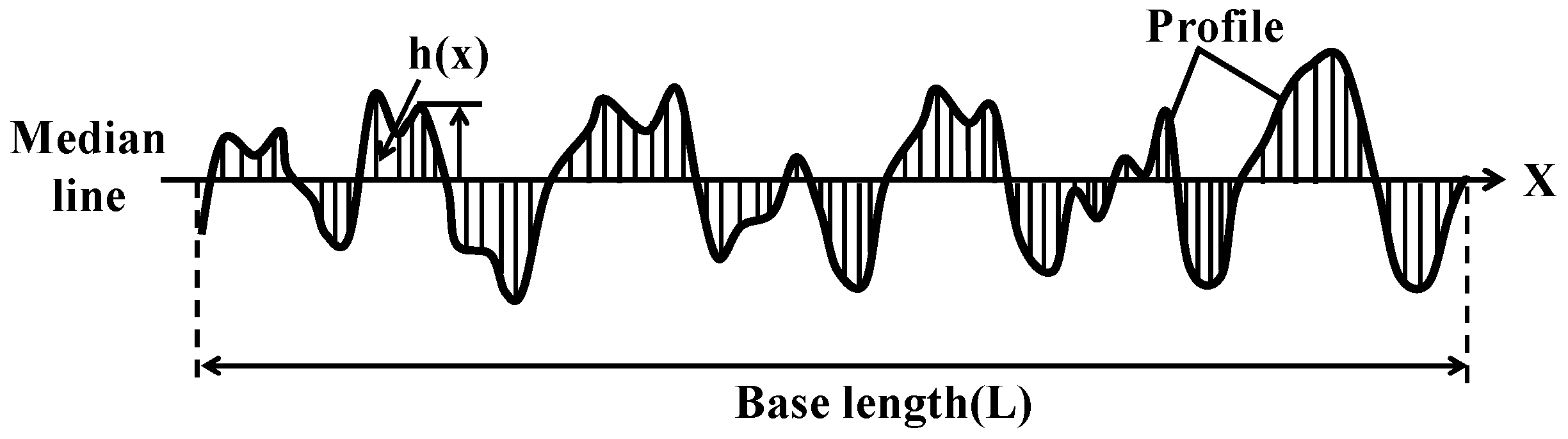
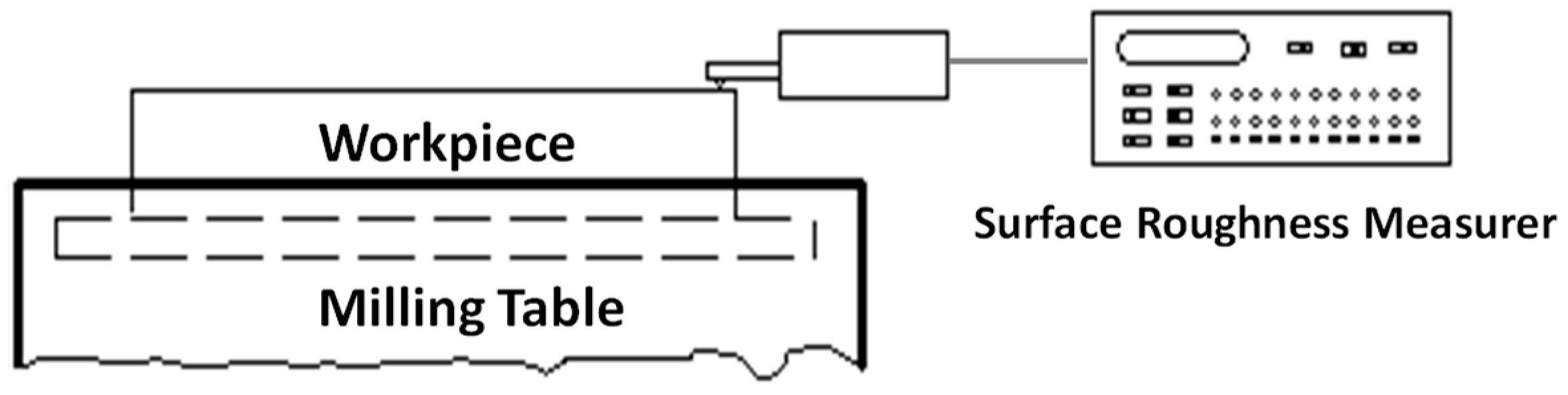
- The surface roughness (Ra) in the milling processing was measured offline by a 2-D surface roughness measurer (SV-3200 Series). Ra value is defined as Equation (9), where is the surface waviness profile and is the measured length. Figure 9 presents the plots and definitions of the surface roughness profile. Figure 10 shows the measurement system of surface roughness.
3.2. Dataset Preparation
3.3. Model Setup
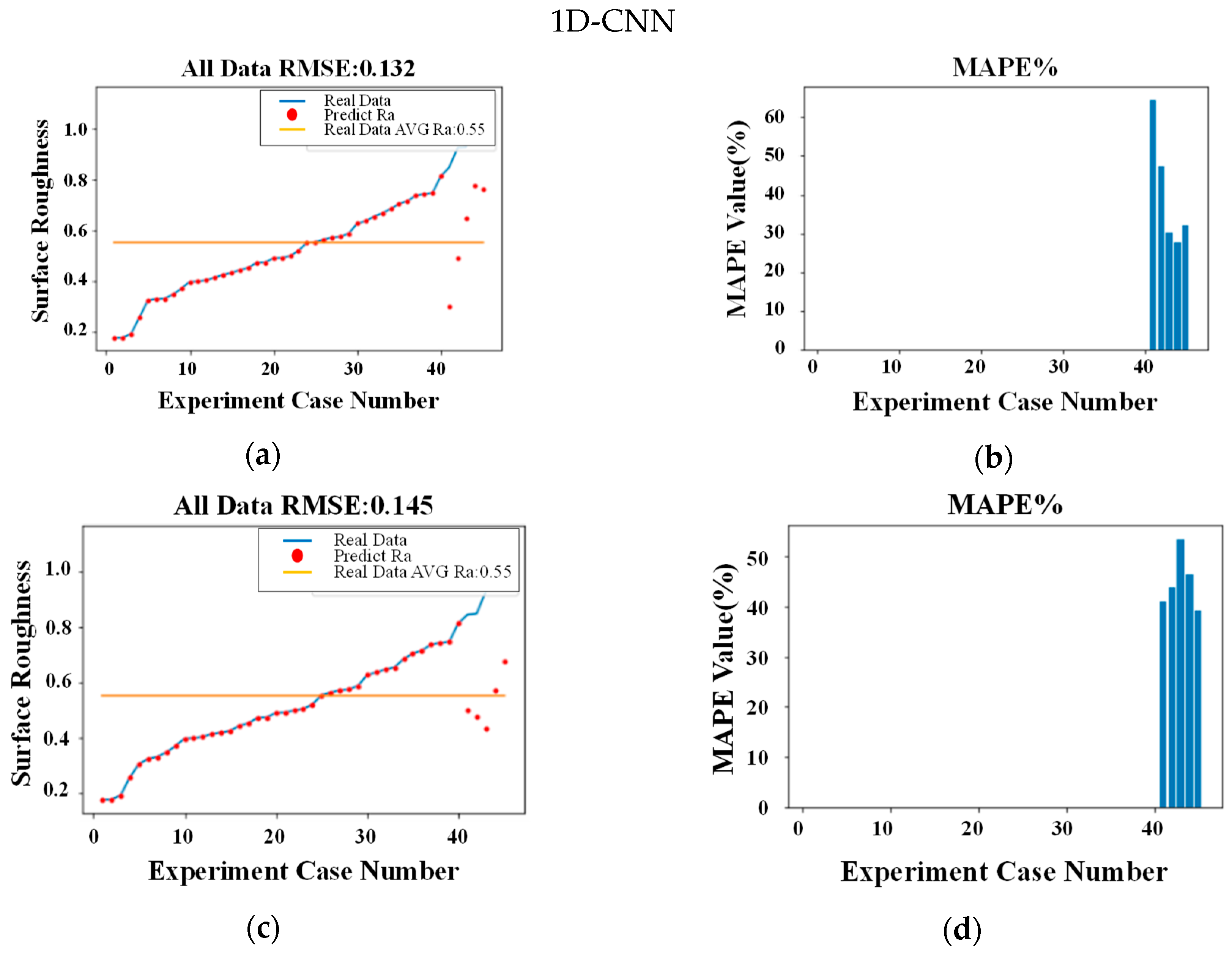
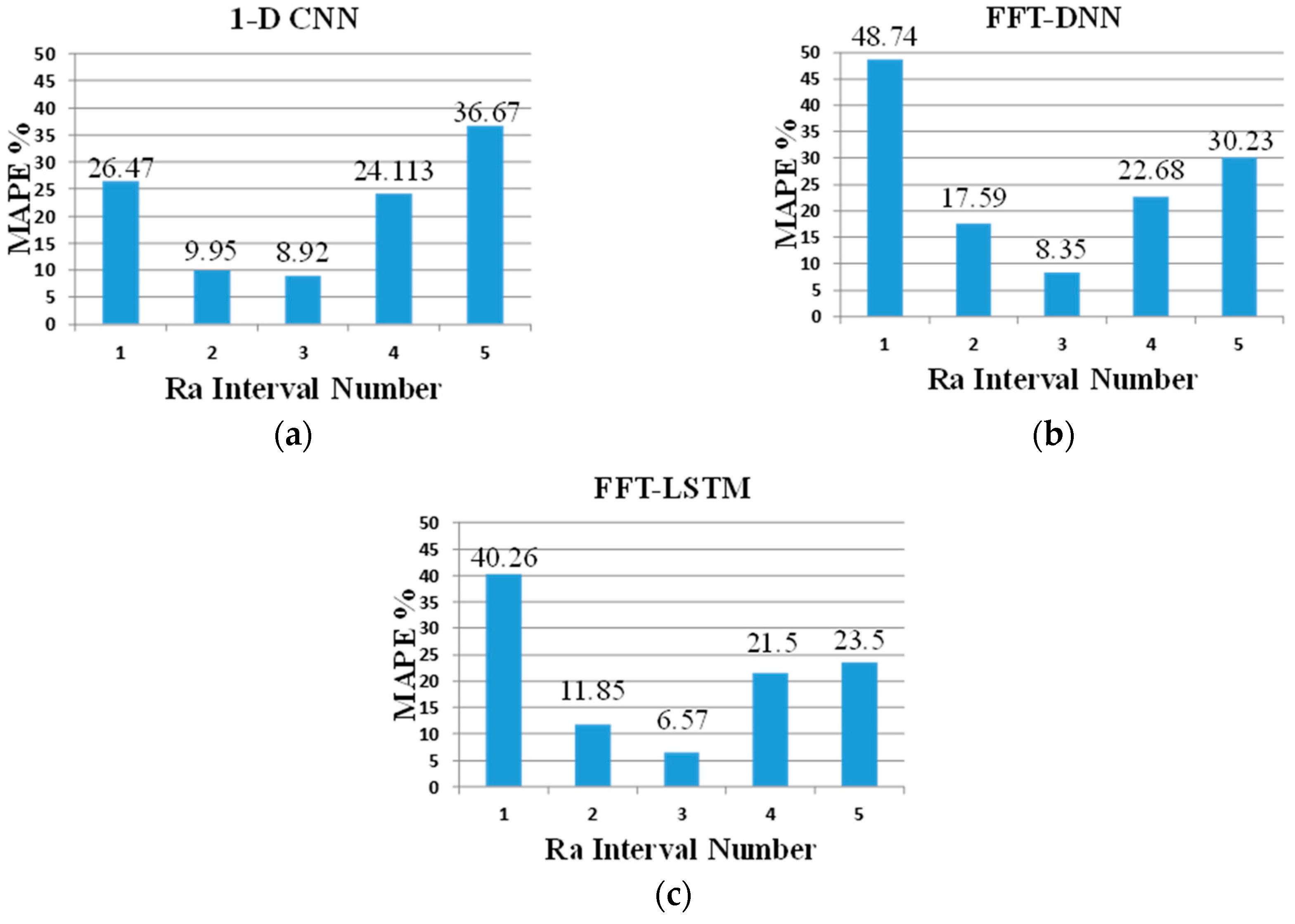
4. Experimental Results on Surface Roughness Prediction
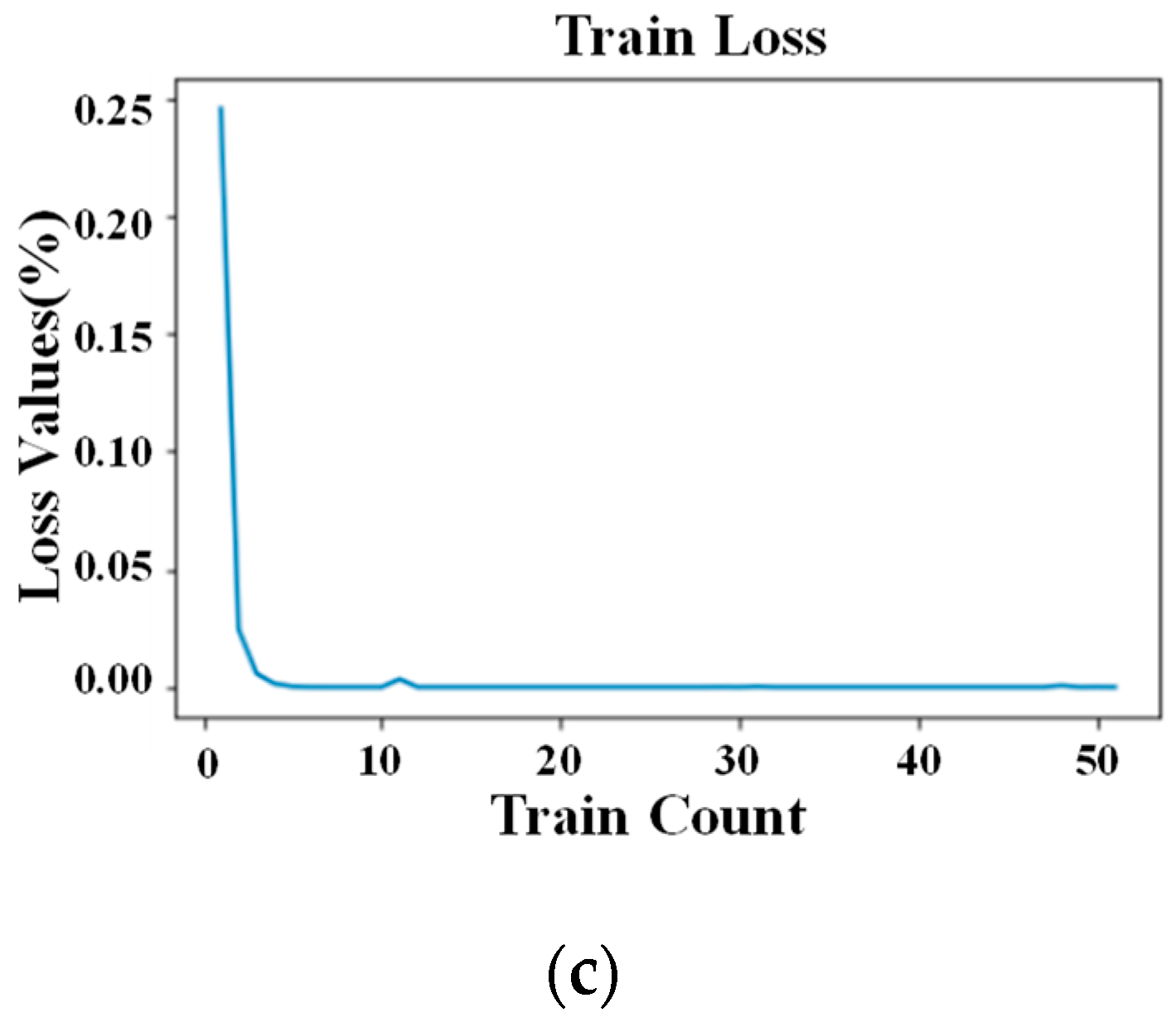
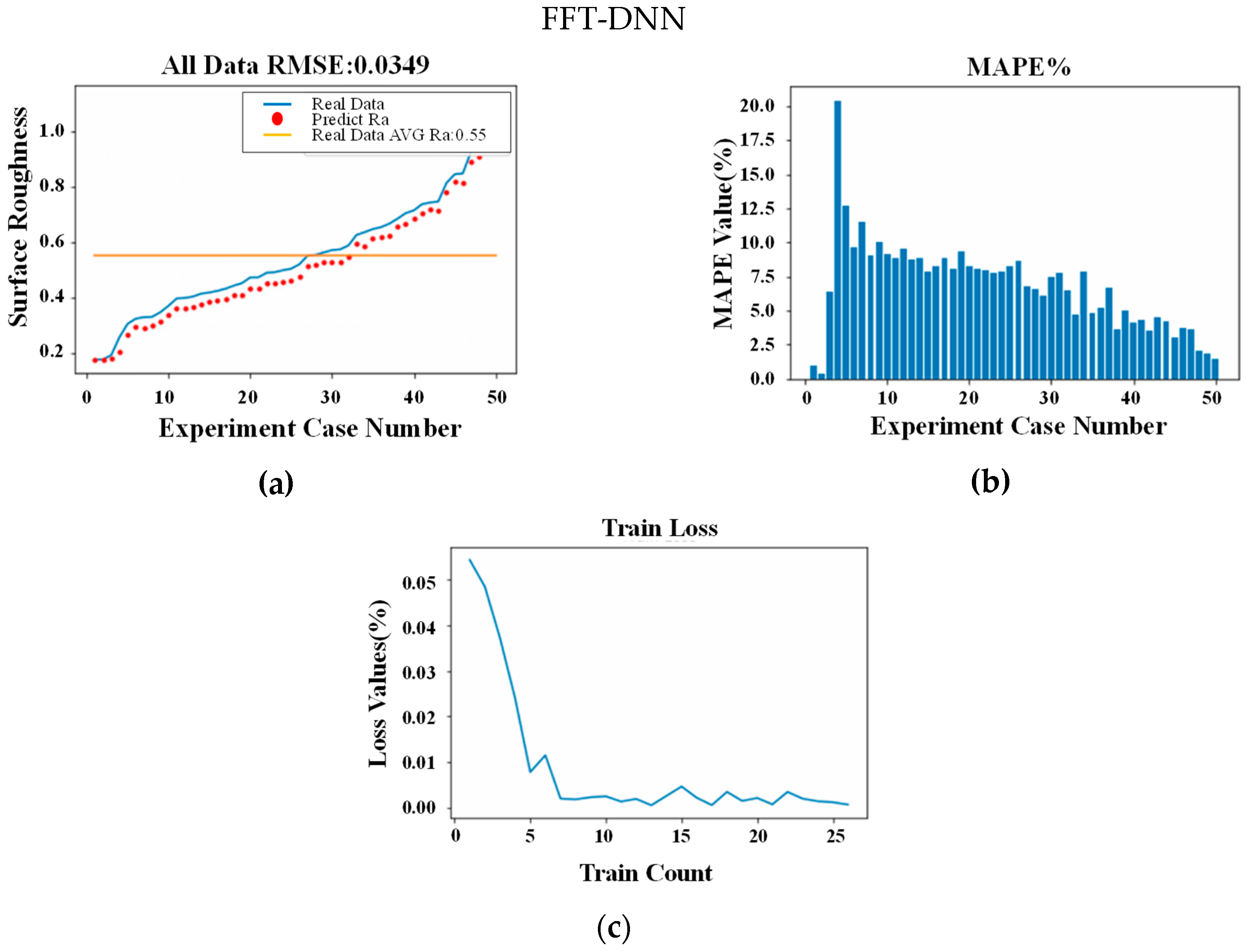
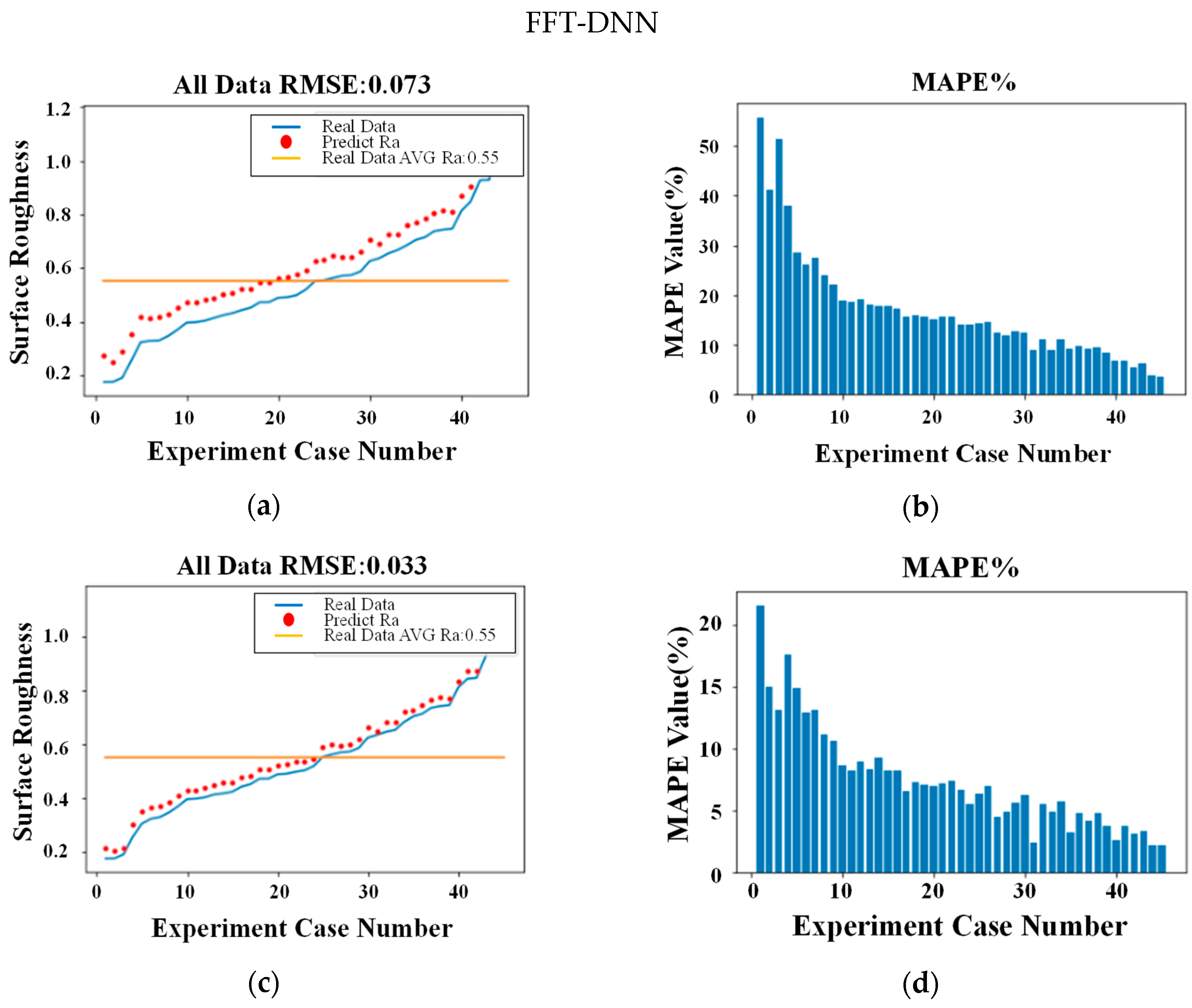
Performance of the Three Applied Models
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Huang, B.P.; Chen, J.C.; Li, Y. Artificial-neural-networks based surface roughness Pokayoke system for end-milling operations. Neurocomputing 2008, 71, 544–549. [Google Scholar] [CrossRef]
- Akhiani, H.; Szpunar, J.A. Effect of surface roughness on the texture and oxidation behavior of Zircaloy-4 cladding tube. Appl. Surf. Sci. 2013, 285, 832–839. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Yazdi, M.R.S.; Safizadeh, M.S. Analysis of machining parameters effects on surface roughness: A review. Int. J. Comput. Mater. Sci. Surf. Eng. 2012, 5, 68–84. [Google Scholar] [CrossRef]
- Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing, 11th ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2011. [Google Scholar]
- Upadhyay, V.; Jain, P.K.; Mehta, N.K. In-process prediction of surface roughness in turning of Ti–6Al–4V alloy using cutting parameters and vibration signals. Measurement 2013, 46, 154–160. [Google Scholar] [CrossRef]
- RamKumar, A.; Murugan, M.; Vishnu, A. Assessment of Surface Roughness of Cubic Boron Nitride Influencing in Turning Process of AISI 440c Using Taguchi Method. TAGA J. 2018, 14, 255. [Google Scholar]
- Tring, T.N. Prediction and optimization of machining energy, surface roughness, and production rate in SKD61 milling. Measurement 2019, 136, 525–544. [Google Scholar]
- Urbikain, G.; Lopezde Lacalle, L.N. Modelling of surface roughness in inclined milling operations with circle-segment end mills. Simul. Model. Pract. Theory 2018, 84, 161–176. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Li, L.; An, Q. An in-depth study of tool wear monitoring technique based on image segmentation and texture analysis. Measurement 2016, 79, 44–52. [Google Scholar] [CrossRef]
- Ghodrati, S.; Kandi, S.G.; Mohseni, M. Nondestructive, fast, and cost-effective image processing method for roughness measurement of randomly rough metallic surfaces. J. Opt. Soc. Am. A Opt. Image Sci. Vis. 2018, 35, 998–1013. [Google Scholar] [CrossRef] [PubMed]
- Shahabi, H.H.; Ratnam, M.M. Simulation and Measurement of Surface Roughness via Grey Scale Image of Tool in Finish Turning. Precis. Eng. 2016, 43, 146–153. [Google Scholar] [CrossRef]
- Koura, O.M. Applicability of image processing for evaluation of surface roughness. J. Eng. (IOSRJEN) 2015, 5, 2278–8719. [Google Scholar]
- Plaza, E.G.; Núñez López, P.J. Surface roughness monitoring by singular spectrum analysis of vibration signals. Mech. Syst. Signal Process. 2017, 84, 516–530. [Google Scholar] [CrossRef]
- Elangovana, M.; Sakthivela, N.R.; Saravanamurugana, S.; Nairb, B.B.; Sugumaranc, V. Machine Learning Approach to the Prediction of Surface Roughness Using Statistical Features of Vibration Signal Acquired in Turning. Procedia Comput. Sci. 2015, 50, 282–288. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.C.; Liu, N.M.; Chiang, K.T.; Chen, H.L. Experimental investigation of tool vibration and surface roughness in the precision end-milling process using the singular spectrum analysis. Int. J. Adv. Manuf. Technol. 2012, 63, 797–815. [Google Scholar] [CrossRef]
- Salgado, D.R.; Alonso, F.J.; Cambero, I.; Marcelo, A. In-process surface roughness prediction system using cutting vibrations in turning. Int. J. Adv. Manuf. Technol. 2009, 43, 40–51. [Google Scholar] [CrossRef]
- Kirby, E.D.; Chen, J.C.; Zhang, J.Z. Development of a fuzzy-nets-based in-process surface roughness adaptive control system in turning operations. Expert Syst. Appl. 2006, 30, 592–604. [Google Scholar] [CrossRef]
- Ghani, A.K.; Choudhury, I.A. Study of tool life, surface roughness and vibration in machining nodular cast iron with ceramic tool. J. Mater. Process. Technol. 2002, 127, 17–22. [Google Scholar] [CrossRef]
- Cheung, C.F.; Lee, W.B. A multi-spectrum analysis of surface roughness formation in ultra-precision machining. Precis. Eng. 2000, 24, 77–87. [Google Scholar] [CrossRef]
- Thomas, M.; Beauchamp, Y. Statistical investigation of modal parameters of cutting tools in dry turning. Int. J. Mach. Tools Manuf. 2003, 43, 1093–1106. [Google Scholar] [CrossRef]
- Risbood, K.A.; Dixit, U.S.; Sahasrabudhe, A.D. Prediction of surface roughness and dimensional deviation by measuring cutting forces and vibrations in turning. J. Mater Process. Technol. 2003, 132, 203–214. [Google Scholar] [CrossRef]
- Bernardos, P.G.; Vosniakos, G.C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Huang, L.H.; Chen, J.C. A multiple regression model to predict in-process surface roughness in turning operation via accelerometer. J. Ind. Technol. 2001, 17, 1–8. [Google Scholar]
- Abouelatta, O.B.; Mádl, J. Surface roughness prediction based on cutting parameters and tool vibrations in turning operations. J. Mater. Process. Technol. 2001, 118, 269–277. [Google Scholar] [CrossRef]
- Bhat, N.N.; Dutta, S.; Vashisth, T.; Pal, S.; Pal, S.K.; Sen, R. Tool condition monitoring by SVM classification of machined surface images in turning. Int. J. Adv. Manuf. Technol. 2016, 83, 1487–1502. [Google Scholar] [CrossRef]
- Sun, J.; Hong, G.S.; Rahman, M.; Wong, Y.S. The application of nonstandard support vector machine in tool condition monitoring system. In Proceedings of the DELTA 2004: Second IEEE International Workshop on Electronic Design, Test and Applications, Perth, Australia, 28–30 January 2004; pp. 295–300. [Google Scholar]
- Cho, S.; Asfour, S.; Onar, A.; Kaundinya, N. Tool breakage detection using support vector machine learning in a milling process. Int. J. Mach. Tools Manuf. 2005, 45, 241–249. [Google Scholar] [CrossRef]
- Wang, H.Q.; Chen, P. Intelligent diagnosis method for rolling element bearing faults using possibility theory and neural network. Comput. Ind. Eng. 2011, 60, 511–518. [Google Scholar] [CrossRef]
- Barad, S.G.; Ramaiah, P.V.; Giridhar, R.K.; Krishnaiah, G. Neural network approach for a combined performance and mechanical health monitoring of a gas turbine engine. Mech. Syst. Signal Process. 2012, 27, 729–742. [Google Scholar] [CrossRef]
- Pal, S.K.; Chakraborty, D. Surface roughness prediction in turning using artificial neural network. Neural Compute. Appl. 2005, 14, 319–324. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 14539, 436–444. [Google Scholar] [CrossRef]
- Pan, H.; He, X.; Tang, S.; Meng, F. An improved bearing fault diagnosis method using one-dimensional CNN and LSTM. J. Mech. Eng. 2018, 64, 443–452. [Google Scholar]
- Ince, T.; Kiranyaz, S.; Eren, L.; Askar, M.; Gabbouj, M. Real-time motor fault detection by 1-D convolutional neural networks. IEEE Trans. Ind. Electron. 2016, 63, 7067–7075. [Google Scholar] [CrossRef]
- Zhao, R.; Wang, J.; Yan, R.; Mao, K. Machine health monitoring with LSTM networks. In Proceedings of the 2016 10th International Conference on Sensing Technology (ICST), Nanjing, China, 11–13 November 2016; pp. 1–6. [Google Scholar]
- Janssens, O.; Slavkovikj, V.; Vervisch, B.; Stockman, K.; Loccufier, M.; Verstockt, S.; Van de Walle, R.; Van Hoecke, S. Convolutional neural network based fault detection for rotating machinery. J. Sound Vib. 2016, 377, 331–345. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Wang, J.; Mao, K. Learning to monitor machine health with convolutional bi-directional LSTM networks. Sensors 2017, 17, 273. [Google Scholar] [CrossRef]
- Sainath, T.N.; Vinyals, O.; Senior, A.; Sak, H. Convolutional, Long Short-Term Memory, fully connected Deep Neural Networks. In Proceedings of the 2015 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Brisbane, Australia, 19–24 April 2015; pp. 4580–4584. [Google Scholar]
- Qu, S.; Li, J.; Dai, W.; Das, S. Understanding audio pattern using convolutional neural network from raw waveforms. arXiv, 2016; arXiv:1611.09524. [Google Scholar]
- Wu, T.Y.; Lei, K.W. Prediction of surface roughness in milling process using vibration signal analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 2019. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Present Model | RMSE | Average MAPE(%) |
|---|---|---|
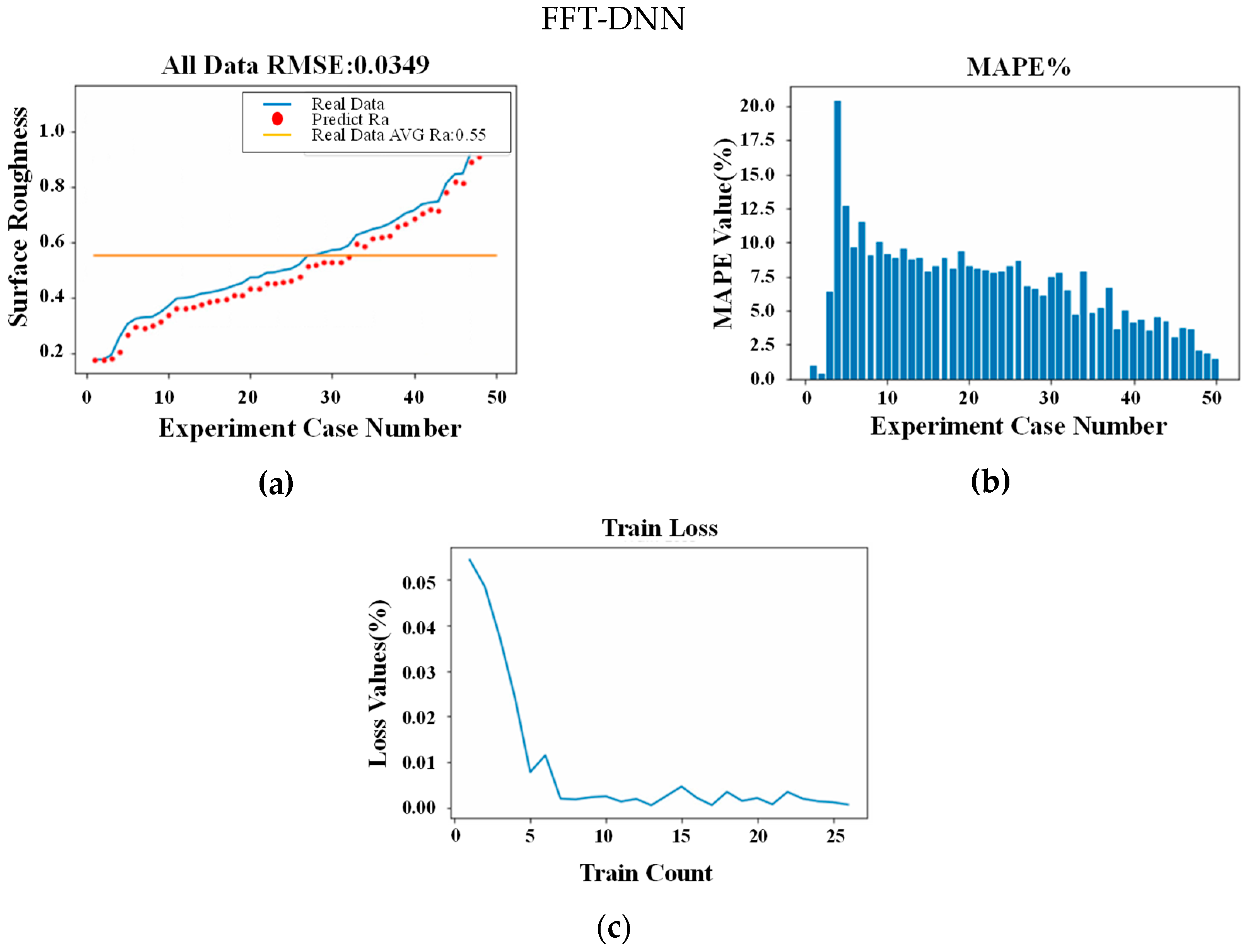
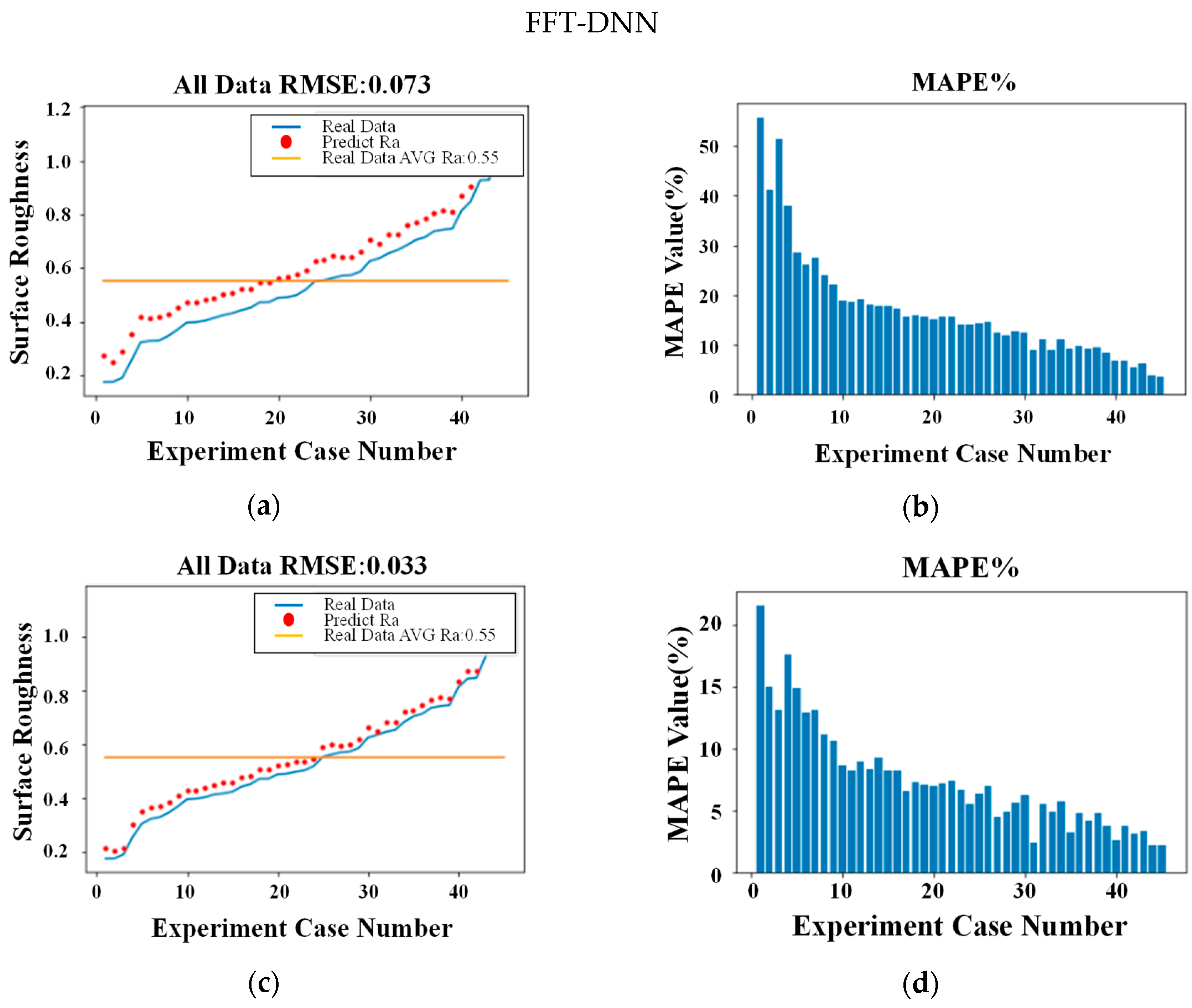
| FFT-DNN | 0.0349 | 6.827 |
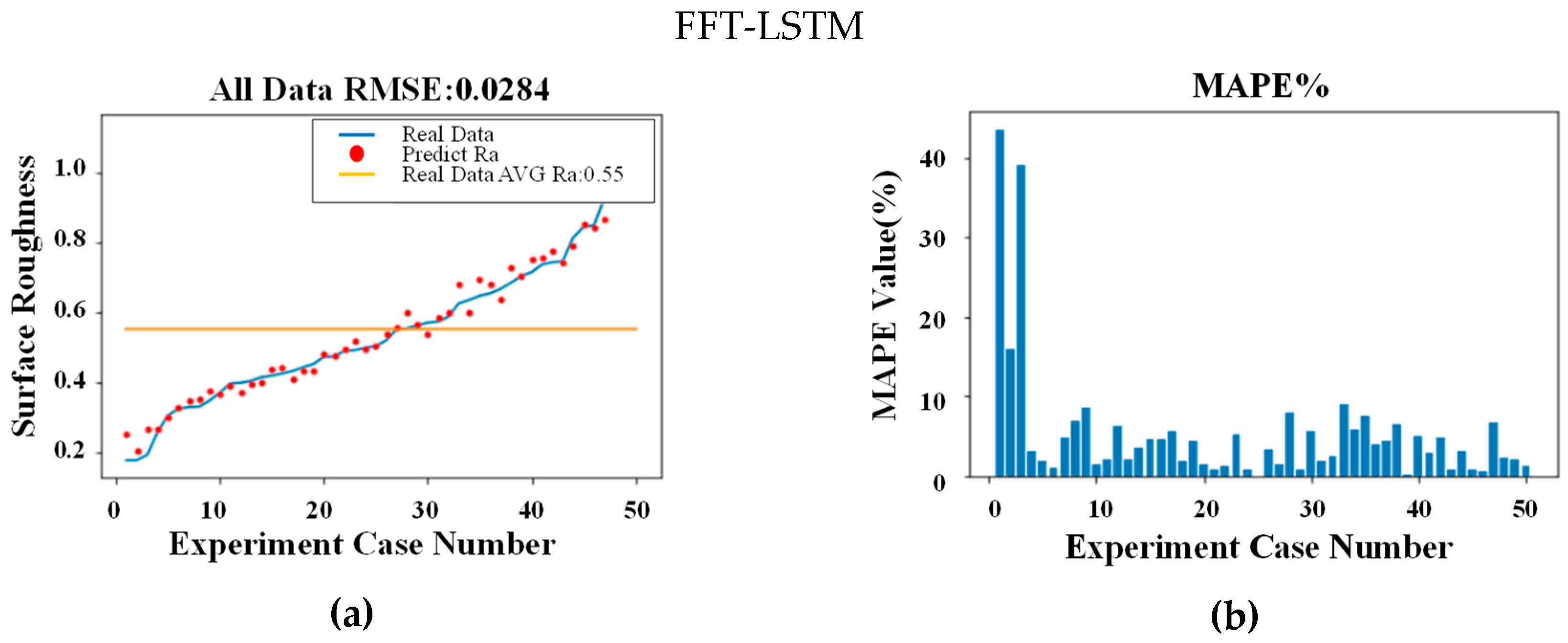
| FFT-LSTM | 0.0284 | 5.224 |
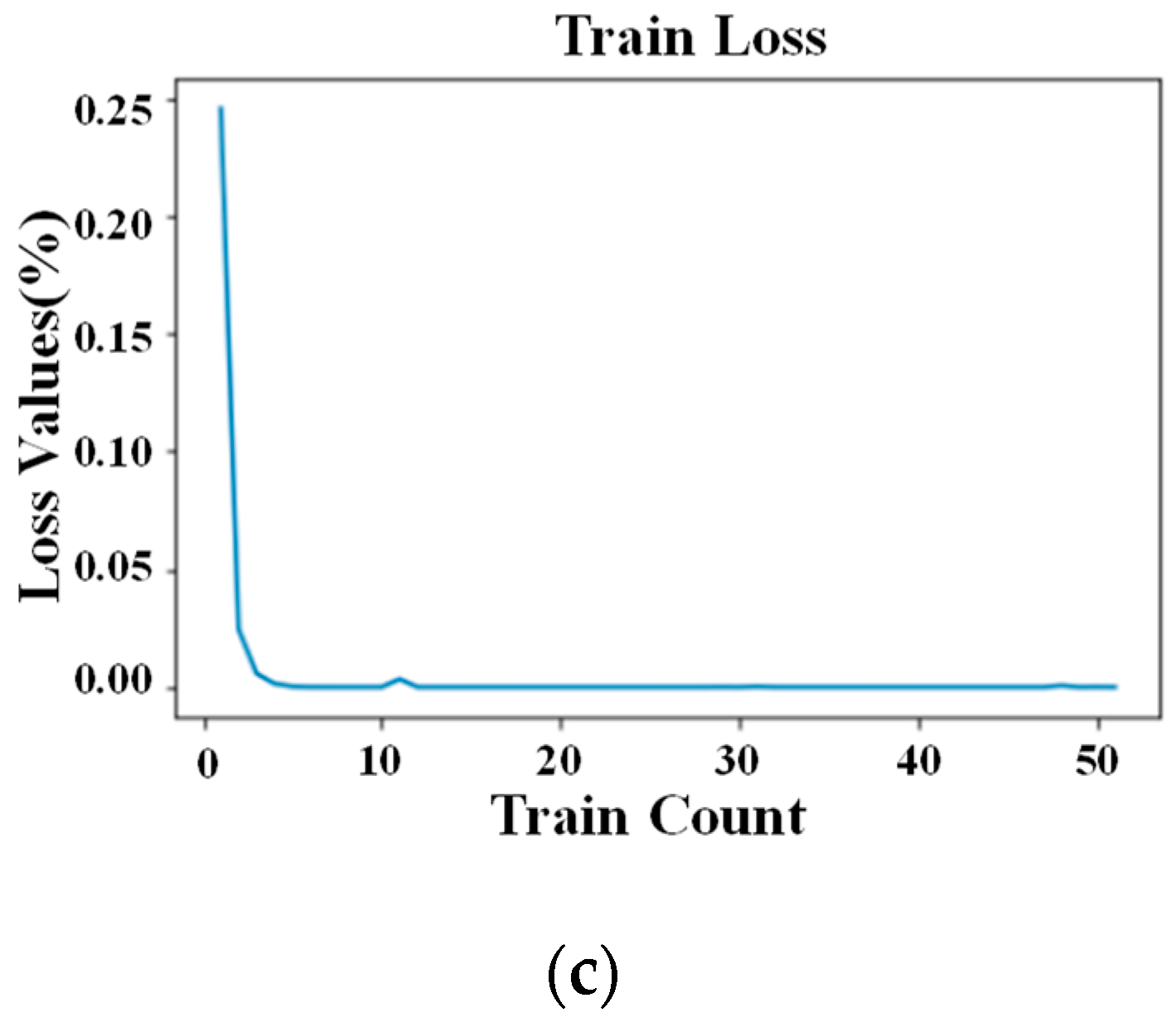
| 1-D CNN | 0.000006 | 0.0009 |
| (Interval Number) (Annotated Number) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| (1) (1~10) | Lower Ra | 0.177 | 0.177 | 0.192 | 0.257 | 0.306 | 0.324 | 0.329 | 0.331 | 0.347 | 0.370 |
| (2) (11~20) | Medium Ra | 0.397 | 0.399 | 0.404 | 0.414 | 0.418 | 0.425 | 0.432 | 0.443 | 0.453 | 0.473 |
| (3) (21~30) | 0.473 | 0.490 | 0.492 | 0.499 | 0.504 | 0.520 | 0.551 | 0.554 | 0.563 | 0.571 | |
| (4) (31~40) | 0.574 | 0.588 | 0.626 | 0.636 | 0.647 | 0.654 | 0.667 | 0.684 | 0.705 | 0.714 | |
| (5) (41~50) | Higher Ra | 0.737 | 0.743 | 0.747 | 0.814 | 0.845 | 0.848 | 0.926 | 0.928 | 1.073 | 1.118 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, W.-J.; Lo, S.-H.; Young, H.-T.; Hung, C.-L. Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis. Appl. Sci. 2019, 9, 1462. https://doi.org/10.3390/app9071462
Lin W-J, Lo S-H, Young H-T, Hung C-L. Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis. Applied Sciences. 2019; 9(7):1462. https://doi.org/10.3390/app9071462
Chicago/Turabian StyleLin, Wan-Ju, Shih-Hsuan Lo, Hong-Tsu Young, and Che-Lun Hung. 2019. "Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis" Applied Sciences 9, no. 7: 1462. https://doi.org/10.3390/app9071462
APA StyleLin, W.-J., Lo, S.-H., Young, H.-T., & Hung, C.-L. (2019). Evaluation of Deep Learning Neural Networks for Surface Roughness Prediction Using Vibration Signal Analysis. Applied Sciences, 9(7), 1462. https://doi.org/10.3390/app9071462