Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Problem Description
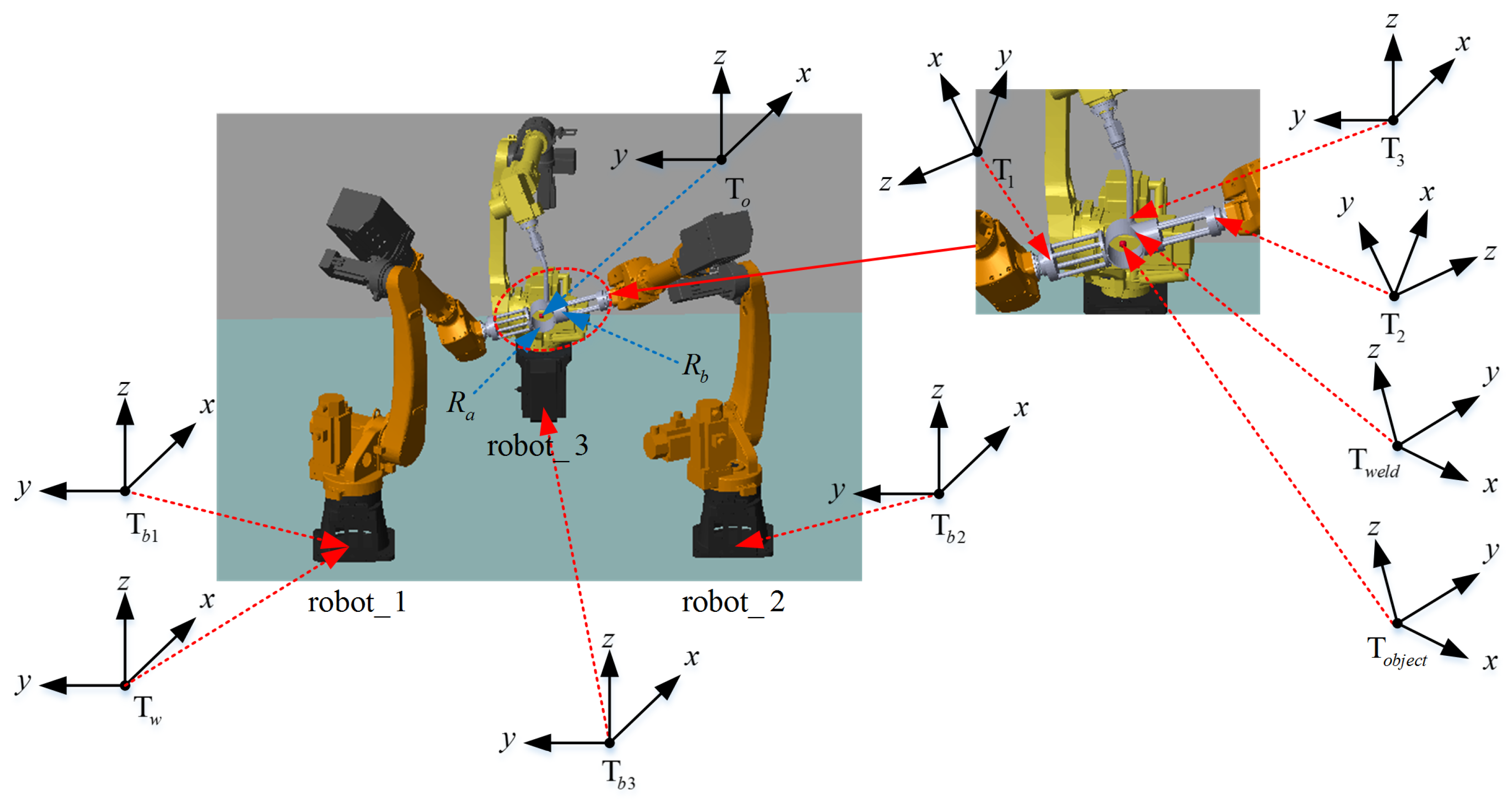
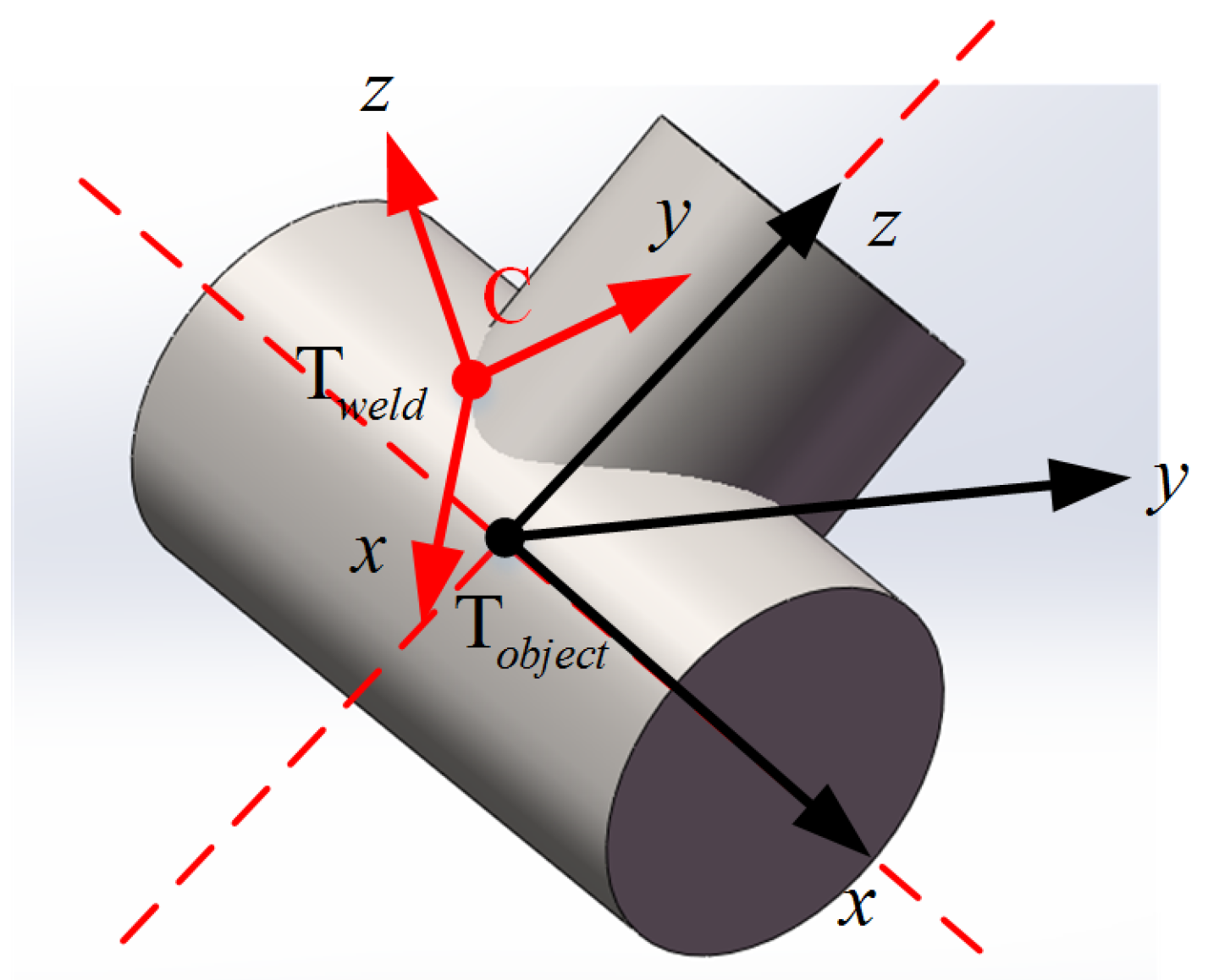
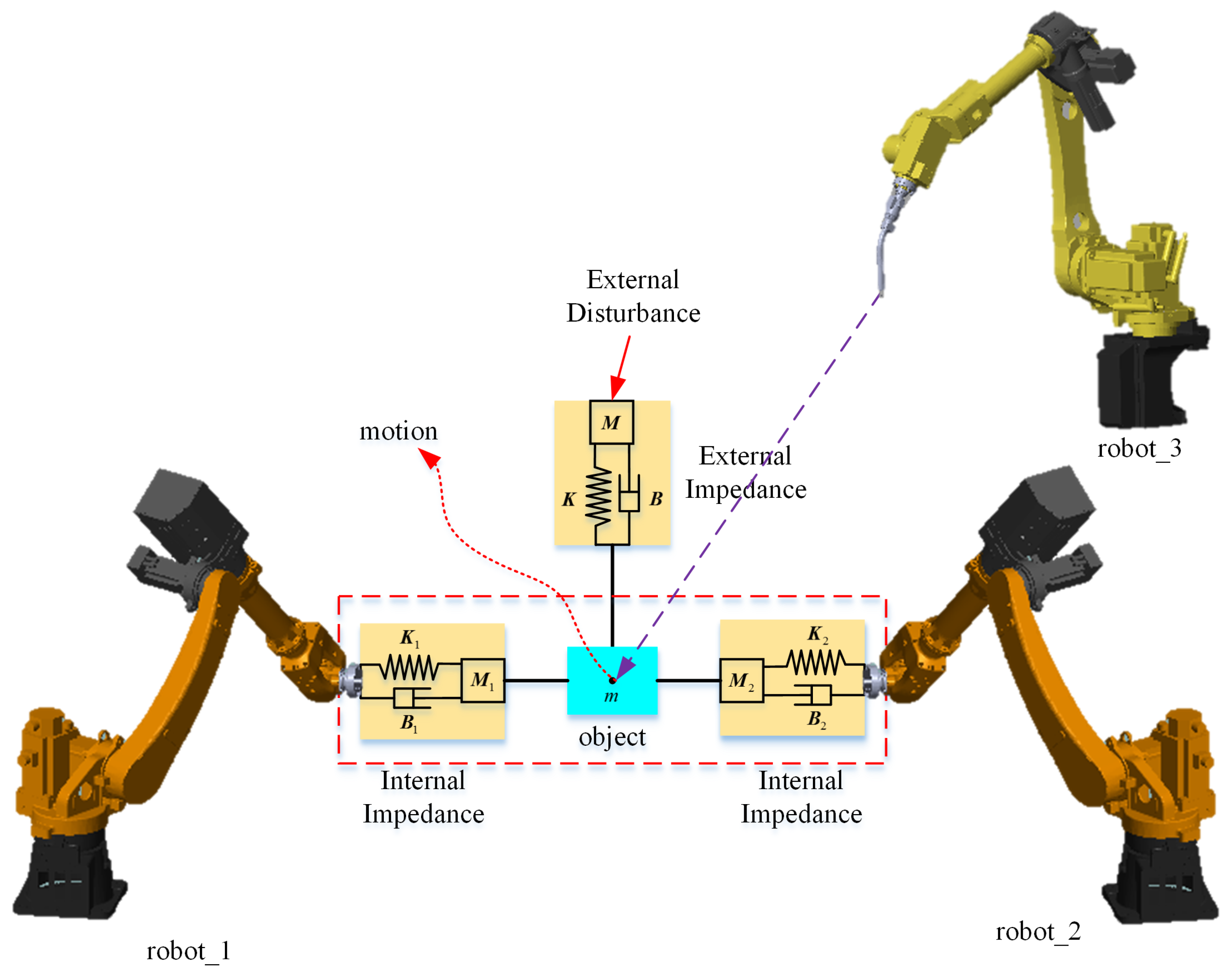
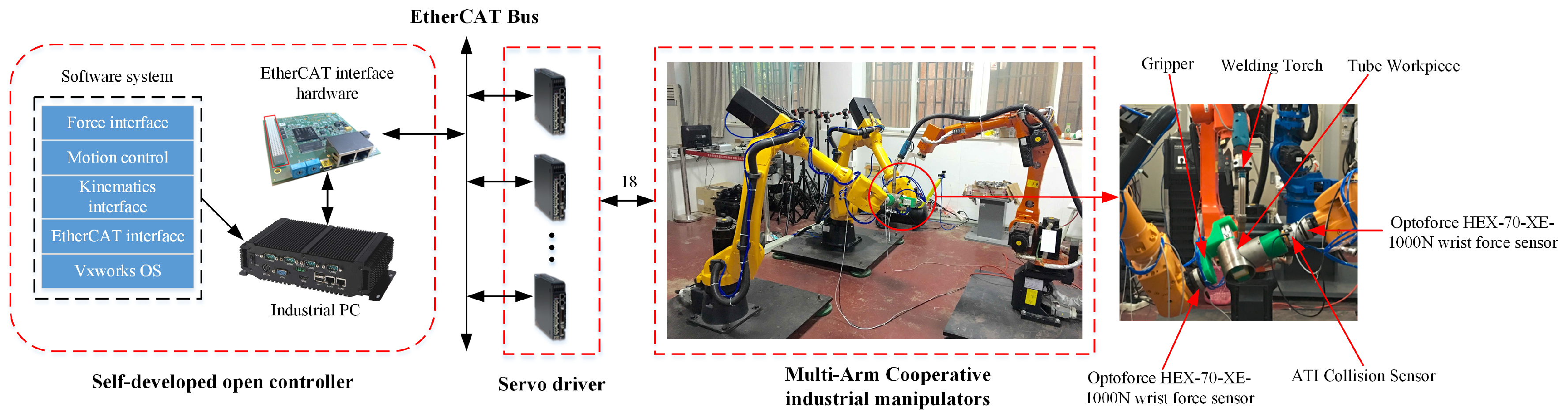
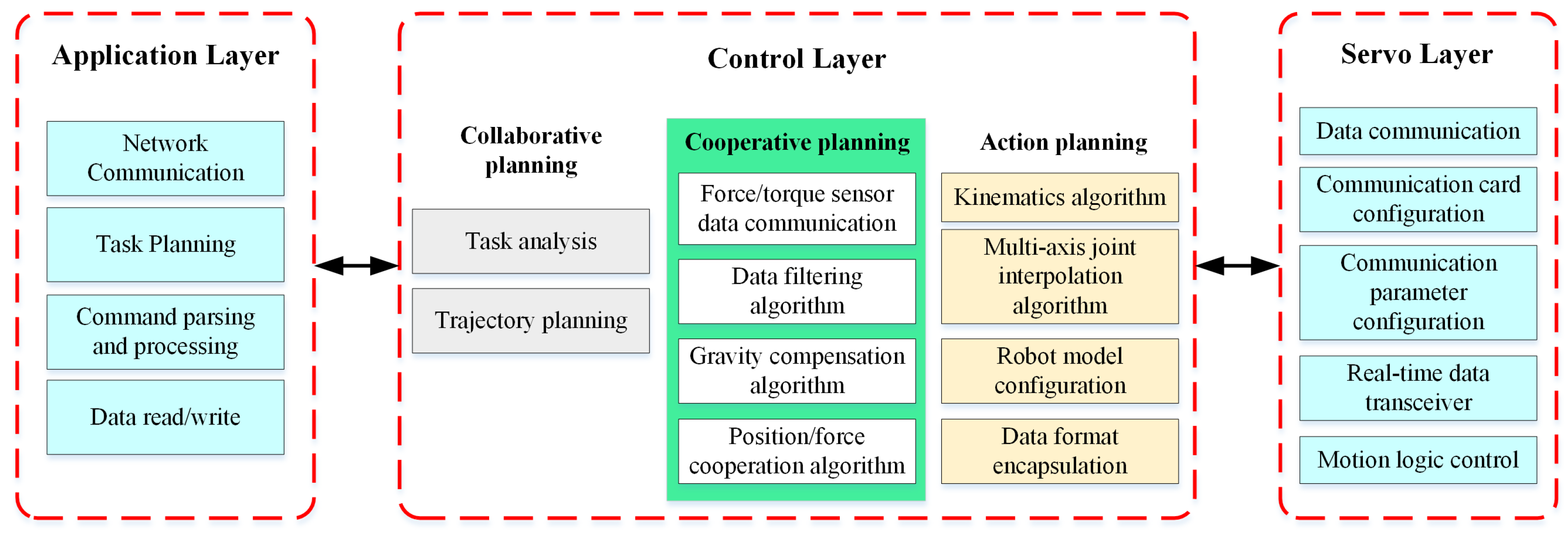
2.1. System Description
2.2. Problem Description
- How to achieve the coordinated motion of multi-robot, which is the problem of planing the multi-robot trajectory;
- How to effectively control the internal force between the robot and the workpiece, which is the problem of position/force cooperation.
3. Task-Oriented Multi-Robot Trajectory Planning
3.1. Problem Formulation
- The welding torch should meet the requirements of the ship-type welding posture;
- The configuration of each robot is reachable, and the configuration has no singularity in the welding process;
- The motion planning results of each robot are in a common collaborative space;
- There is no collision between the robot itself and another robots in the welding process.
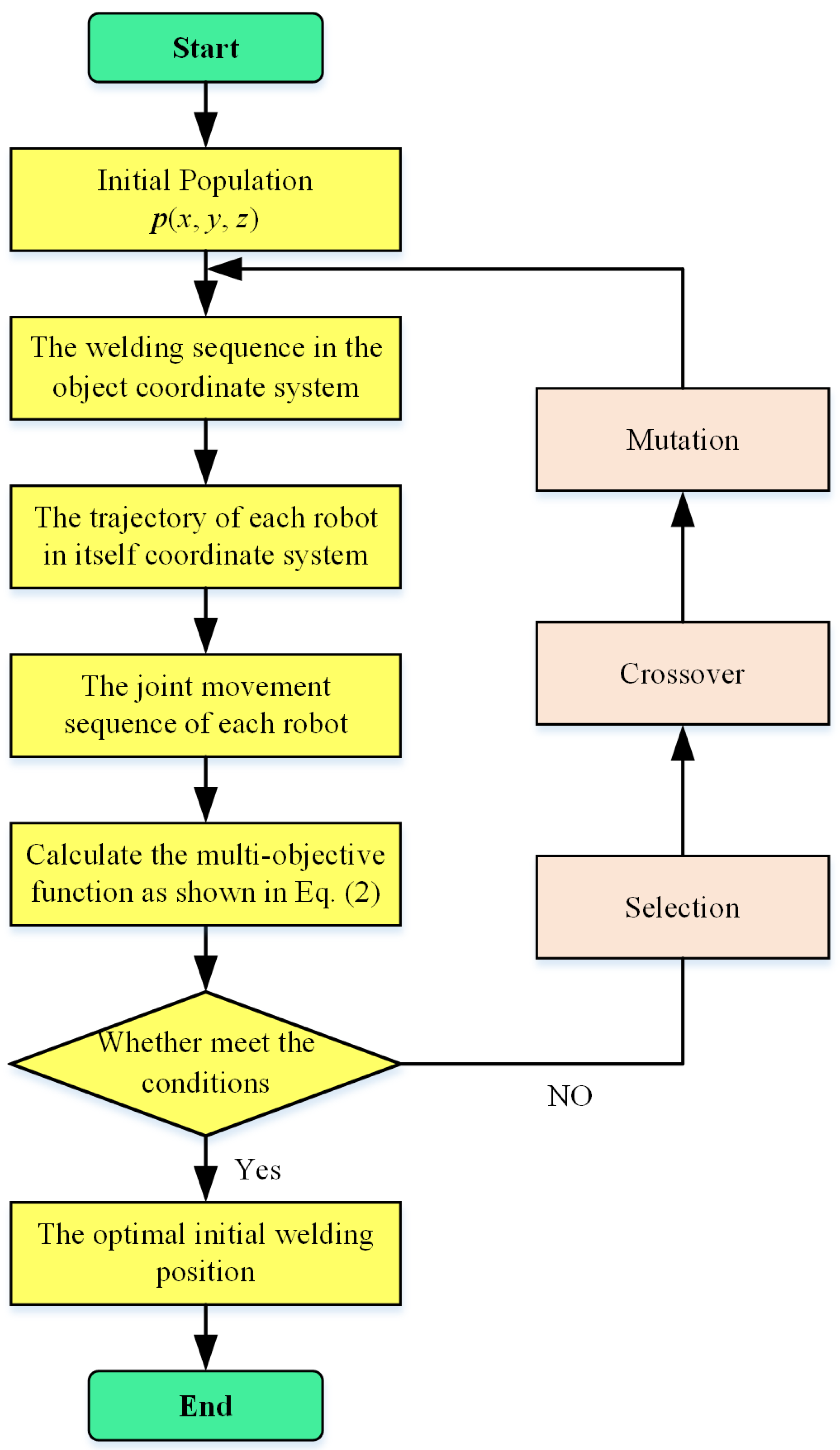
3.2. Trajectory Planning Strategy
- The dual-arm task-based directional manipulability measure (DATBDMM) is mainly aimed at the transfer robots.
- Flexible measure (FM) is mainly for the welding robot.
- Global joint exercise (GJE) is used for the transfer robots and the welding robot.
4. Symmetrical Adaptive Variable Impedance Control for Multi-Robot Coordination
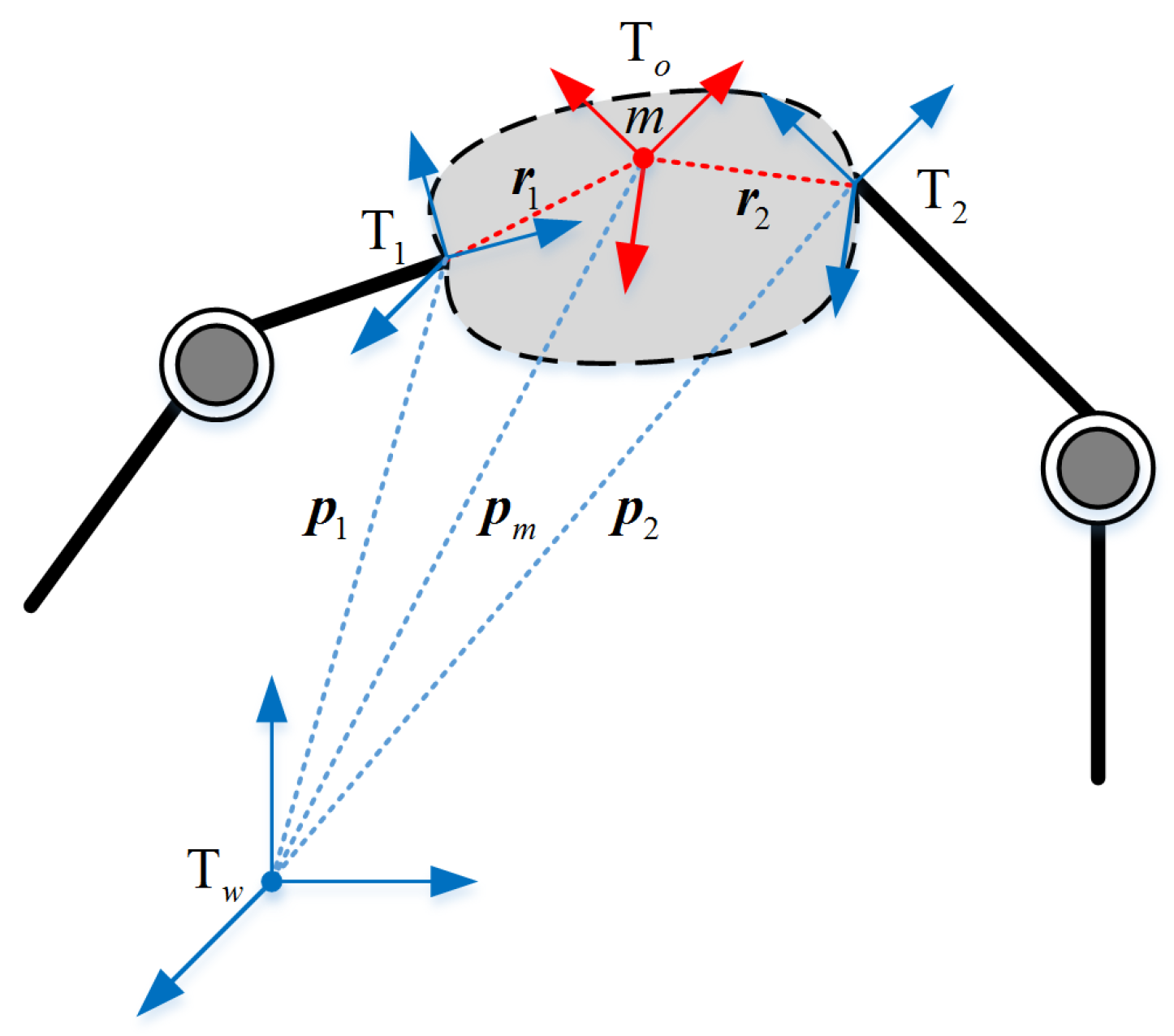
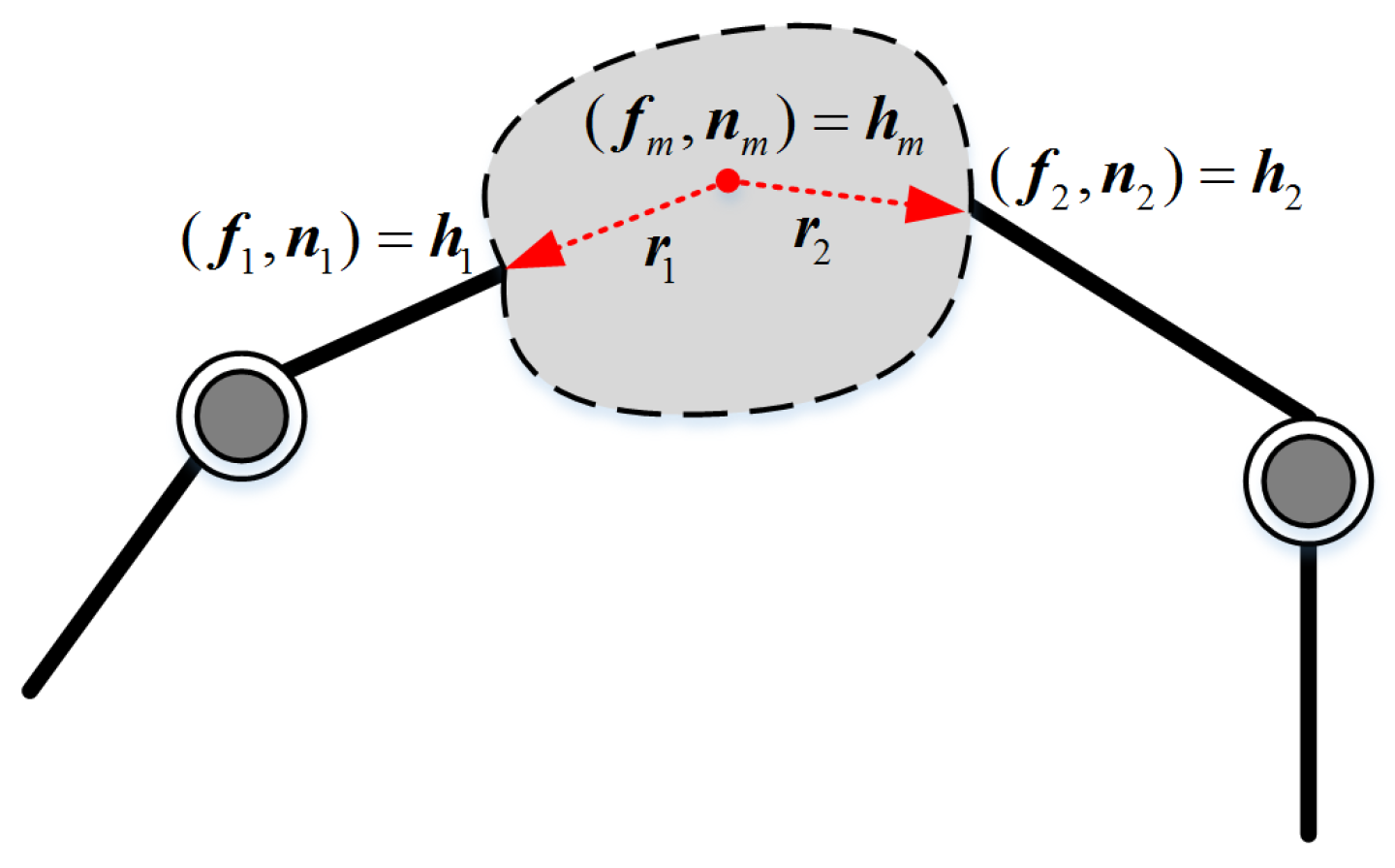
4.1. Problem Formulation
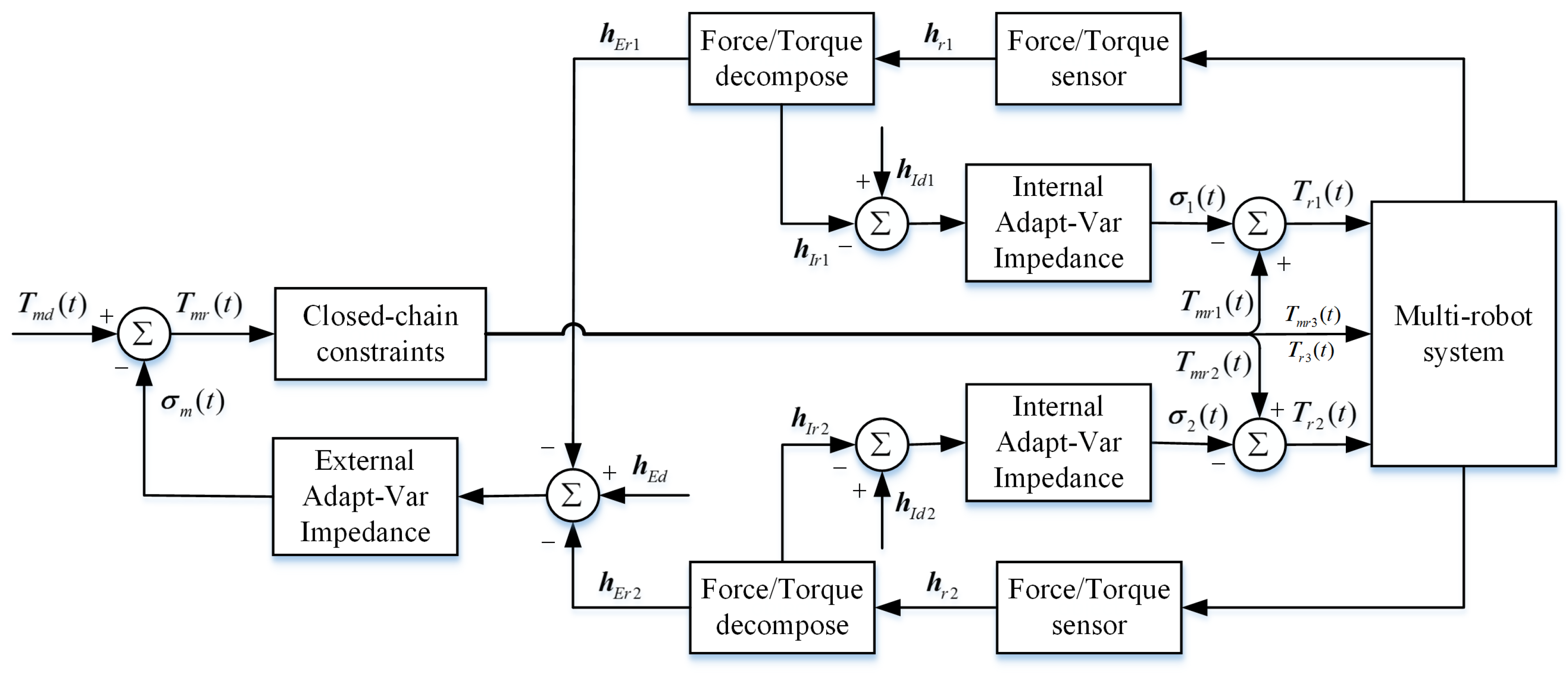
4.2. Symmetrical Adaptive Variable Impedance Control for Coordination Control
5. Simulations and Experiments
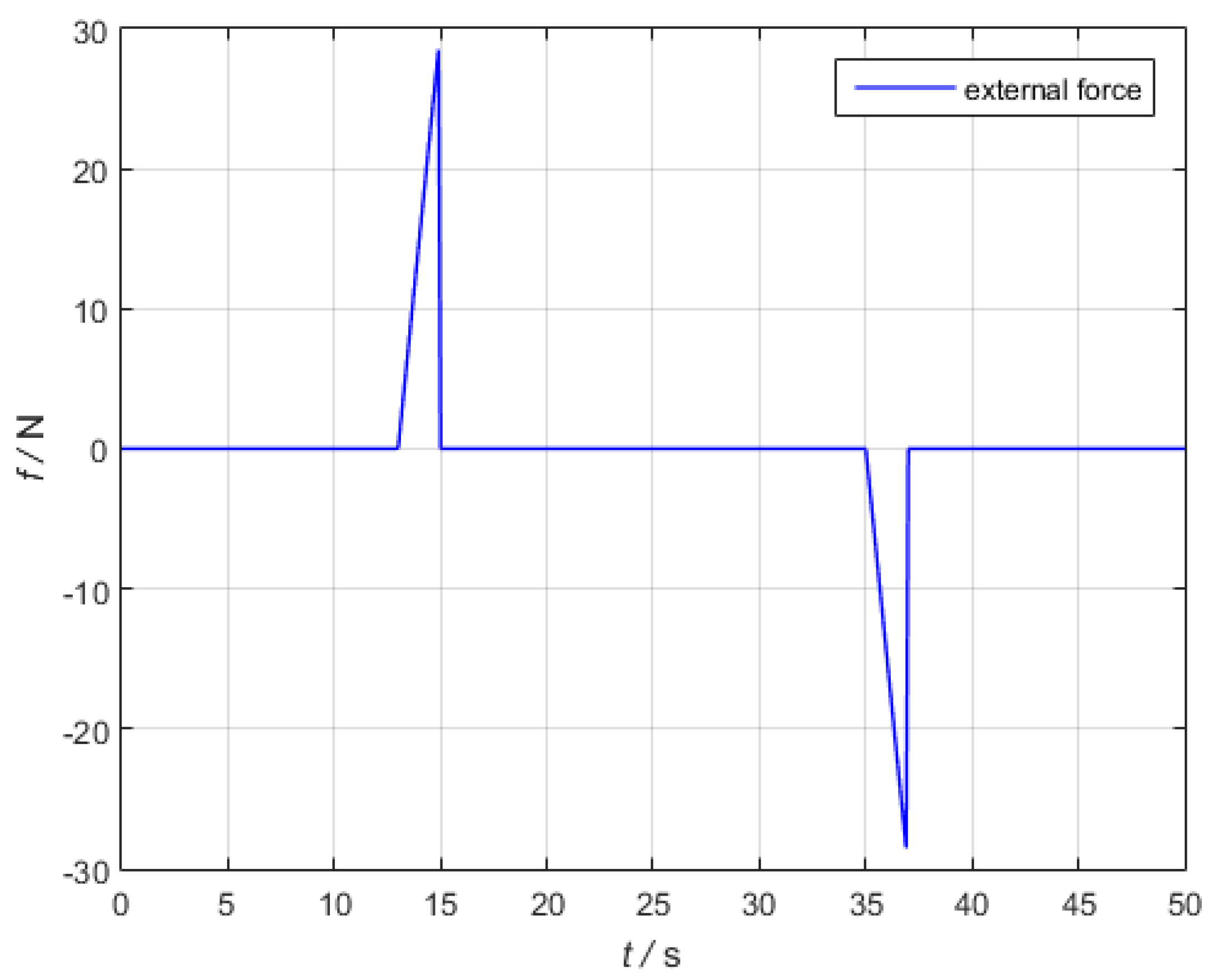
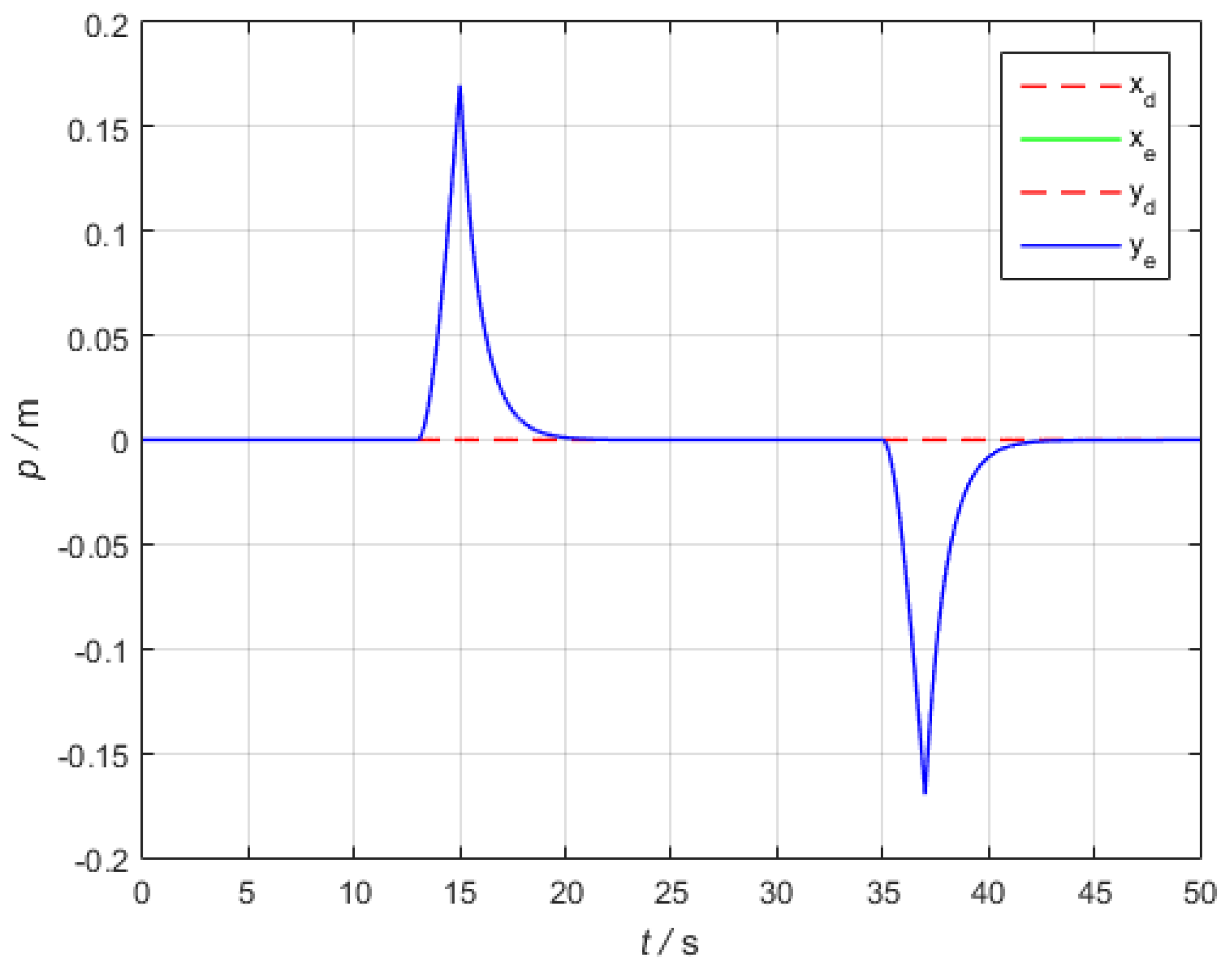
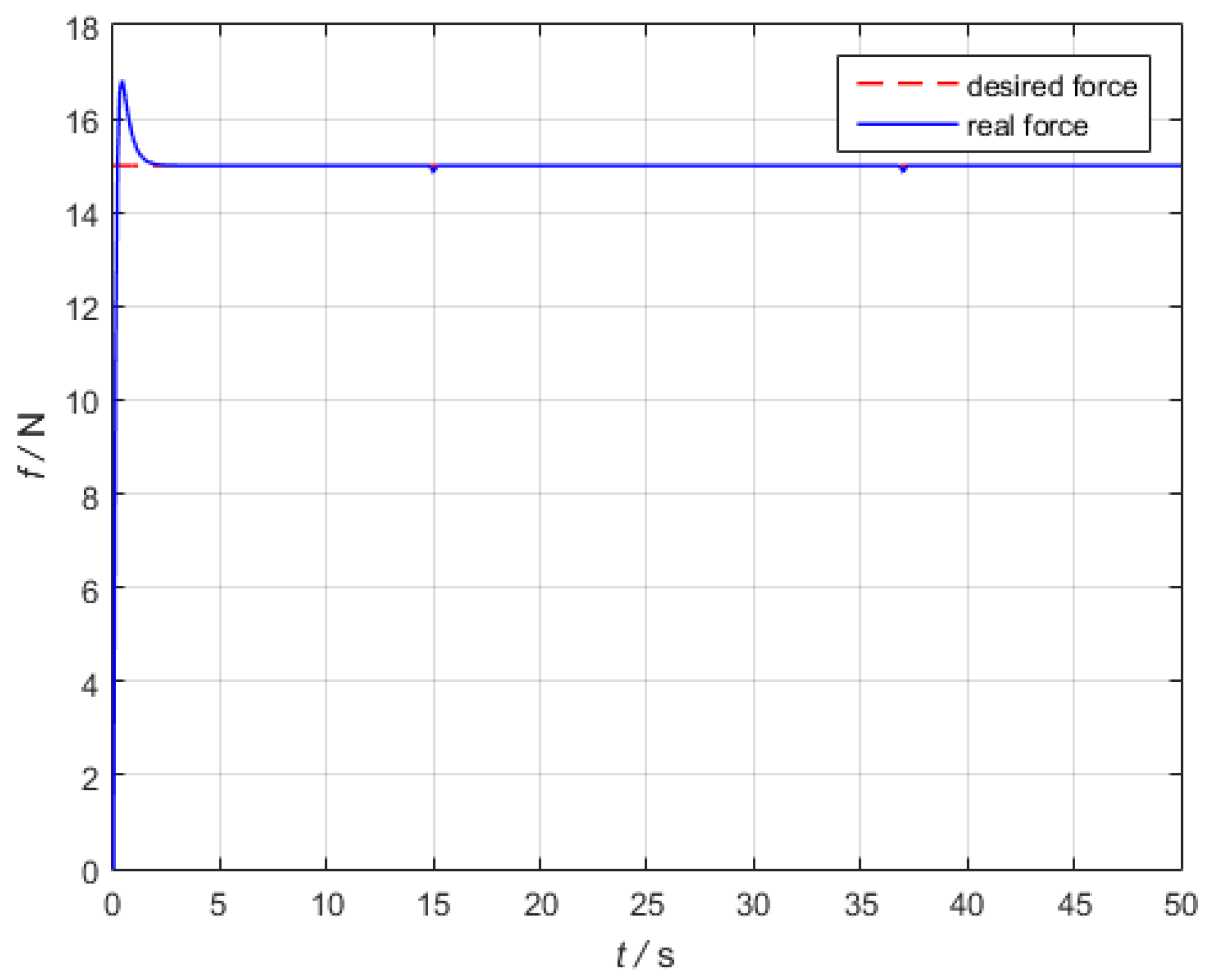
5.1. Simulation
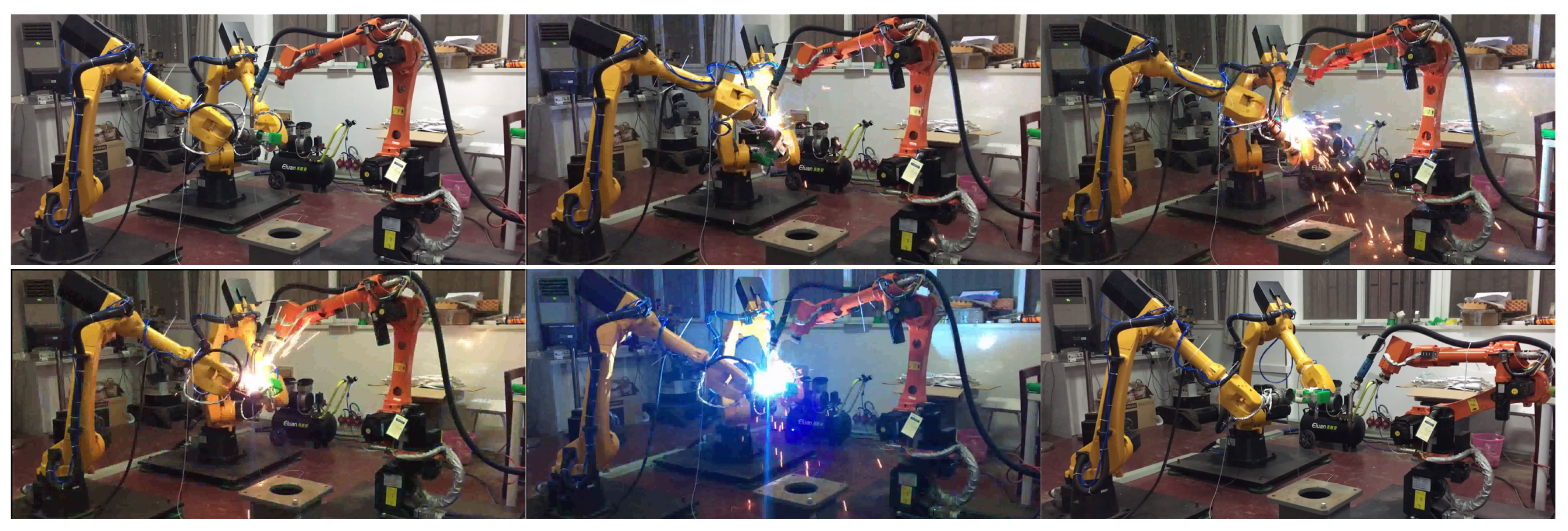
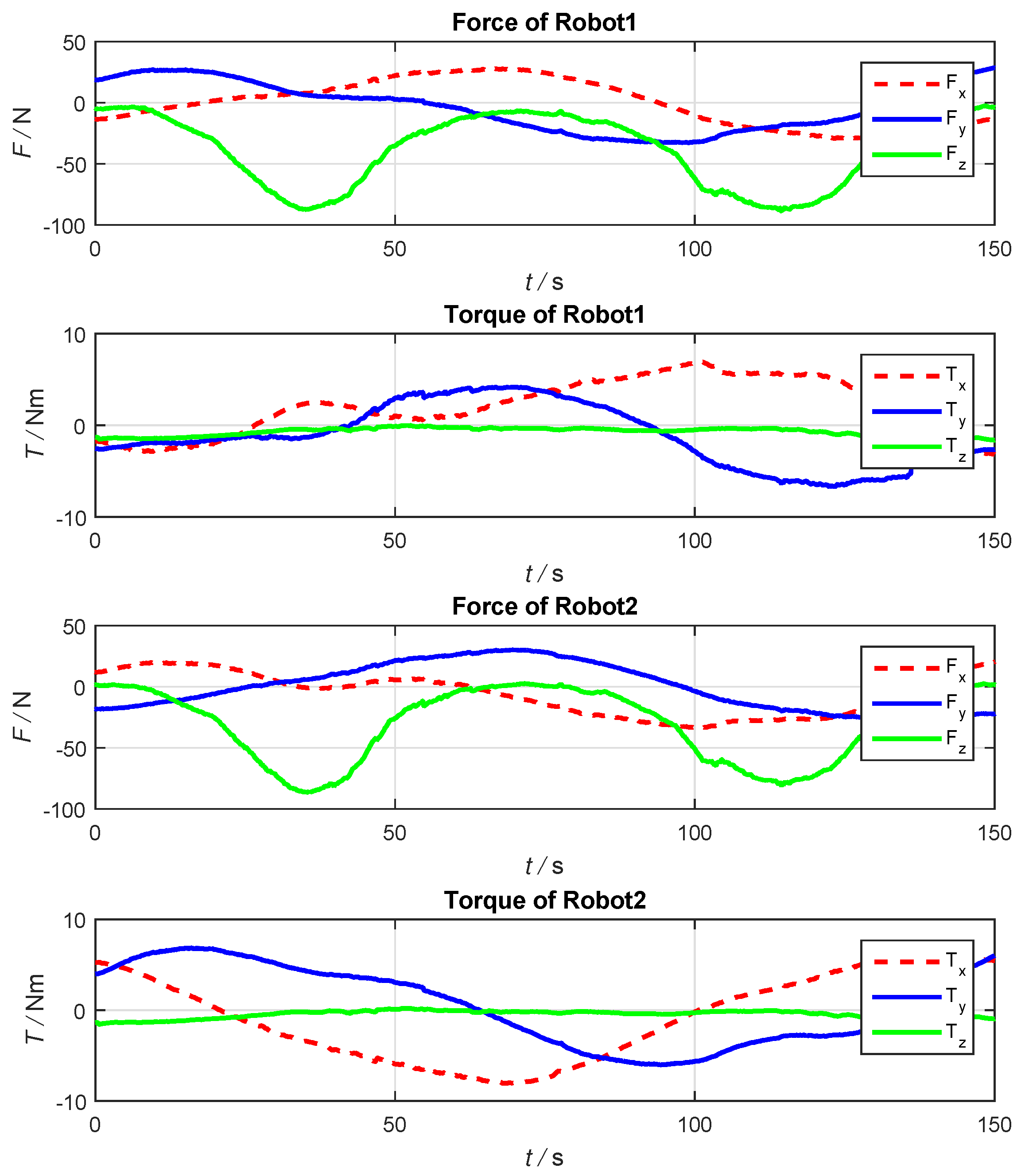
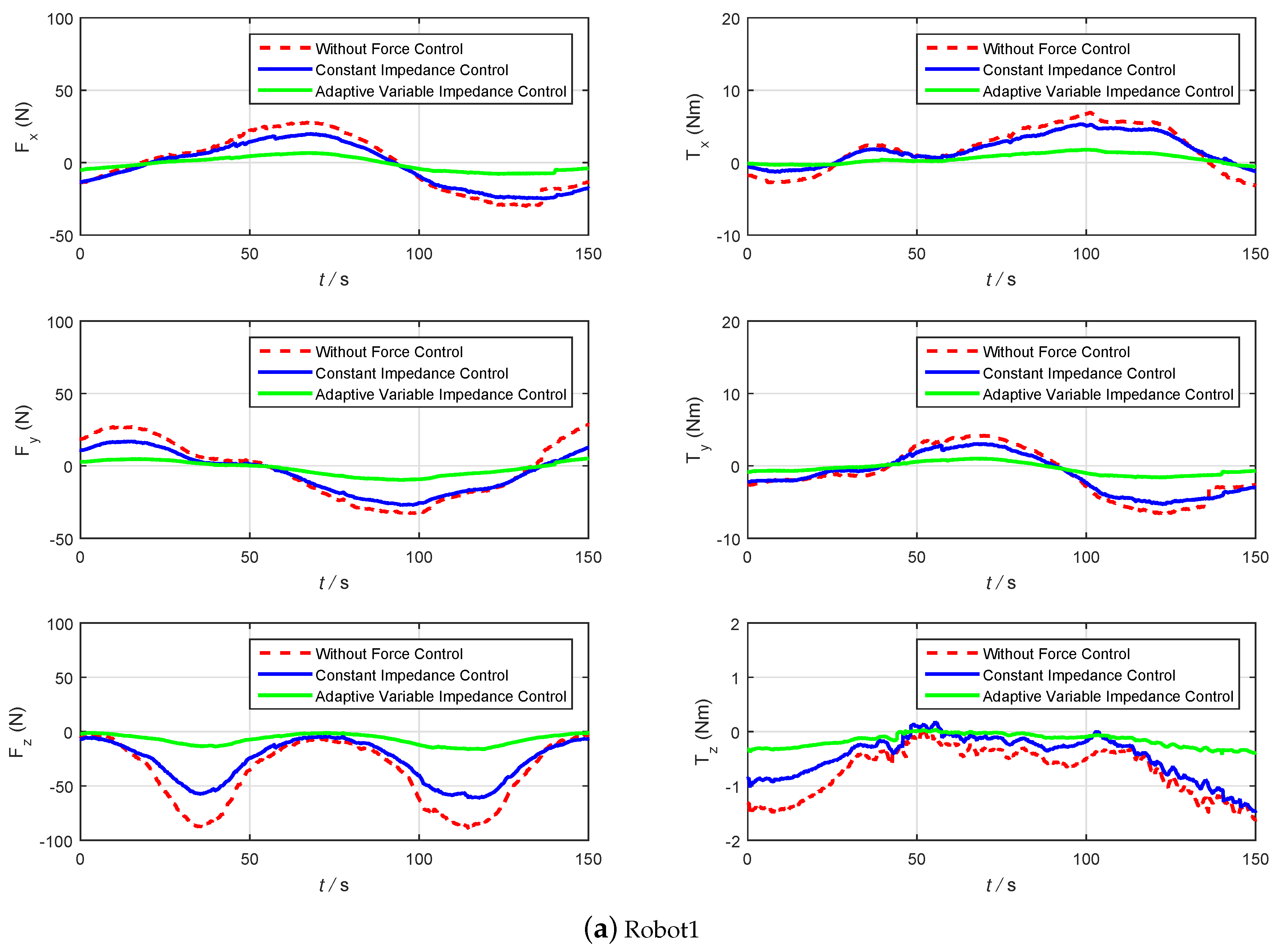
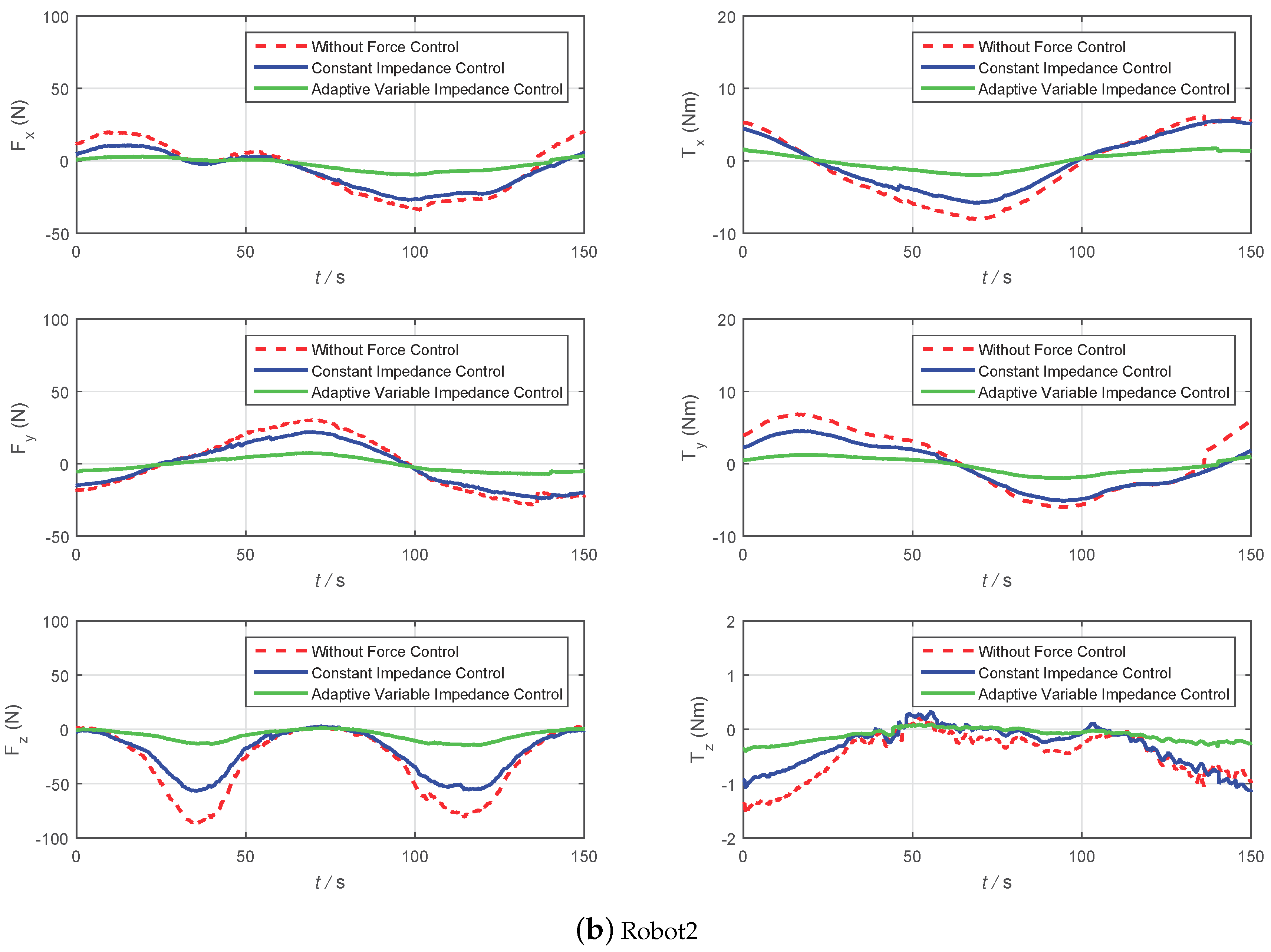
5.2. Experimental Studies
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mason, M.T. Compliance and Force Control for Computer Controlled Manipulators. IEEE Trans. Syst. Man Cybern. 1981, 11, 418–432. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Luh, J.Y.S. Control of two coordinated robots in motion. In Proceedings of the 1985 24th IEEE Conference on Decision and Control, Fort Lauderdale, FL, USA, 11–13 December 1985; pp. 1761–1766. [Google Scholar]
- Luh, J.Y.S.; Zheng, Y.F. Constrained Relations between Two Coordinated Industrial Robots for Motion Control. Int. J. Robot. Res. 1987, 6, 60–70. [Google Scholar] [CrossRef]
- Nagai, K.; Iwasa, S.; Watanabe, K.; Hanafusa, H. Cooperative control of dual-arm robots for reasonable motion distribution. In Proceedings of the 1995 IEEE/RSJ International Conference on Intelligent Robots and Systems. Human Robot Interaction and Cooperative Robots, Pittsburgh, PA, USA, 5–9 August 1995; p. 54. [Google Scholar]
- Zhou, B.; Xu, L.; Meng, Z.; Dai, X. Kinematic cooperated welding trajectory planning for master-slave multi-robot systems. In Proceedings of the 2016 35th Control Conference, Chengdu, China, 27–29 July 2016; pp. 6369–6374. [Google Scholar]
- Mcclamroch, N.H.; Wang, D. Feedback stabilization and tracking of constrained robots. IEEE Trans. Autom. Control 1988, 33, 419–426. [Google Scholar] [CrossRef]
- Krishnan, H.; Mcclamroch, N.H. Tracking in Nonlinear Differential-Algebraic Control Systems with Applications to Constrained Robot Systems; Pergamon Press, Inc.: Oxford, UK, 1994. [Google Scholar]
- Nakano, E. Cooperational Control of the Anthropomorphous Manipulator “MELARM”. In Proceedings of the 4th International Symposium on Industrial Robots, Tokyo, Japan, 19–21 November 1974; pp. 251–260. [Google Scholar]
- Barbieri, L.; Bruno, F.; Gallo, A.; Muzzupappa, M.; Russo, M.L. Design, prototyping and testing of a modular small-sized underwater robotic arm controlled through a Master-Slave approach. Ocean Eng. 2018, 158, 253–262. [Google Scholar] [CrossRef]
- Scaradozzi, D.; Sorbi, L.; Zingaretti, S.; Biagiola, M.; Omerdic, E. Development and integration of a novel IP66 Force Feedback Joystick for offshore operations. In Proceedings of the 22nd Mediterranean Conference on Control and Automation, Palermo, Italy, 16–19 June 2014; pp. 664–669. [Google Scholar]
- Hayati, S. Hybrid position/Force control of multi-arm cooperating robots. In Proceedings of the 1986 IEEE International Conference on Robotics and Automation, San Francisco, CA, USA, 7–10 April 1986; pp. 82–89. [Google Scholar]
- Uchiyama, M.; Iwasawa, N.; Hakomori, K. Hybrid position/Force control for coordination of a two-arm robo. In Proceedings of the 1987 IEEE International Conference on Robotics and Automation, Raleigh, NC, USA, 31 March–3 April 1987; pp. 1242–1247. [Google Scholar]
- Uchiyama, M.; Dauchez, P. A symmetric hybrid position/force control scheme for the coordination of two robots. In Proceedings of the 1988 IEEE International Conference on Robotics and Automation, Philadelphia, PA, USA, 24–29 April 1988; Volume 1, pp. 350–356. [Google Scholar]
- Masaru, U.; Pierre, D. Symmetric kinematic formulation and non-master/slave coordinated control of two-arm robots. Adv. Robot. 1992, 7, 361–383. [Google Scholar]
- Sun, D.; Mills, J.K. Adaptive synchronized control for coordination of multirobot assembly tasks. IEEE Trans. Robot. Autom. 2002, 18, 498–510. [Google Scholar]
- Rodriguez-Angeles, A.; Nijmeijer, H. Mutual synchronization of robots via estimated state feedback: A cooperative approach. IEEE Trans. Control Syst. Technol. 2004, 12, 542–554. [Google Scholar] [CrossRef]
- Lian, K.Y.; Chiu, C.S.; Liu, P. Semi-decentralized adaptive fuzzy control for cooperative multirobot systems with H-inf motion/internal force tracking performance. IEEE Trans. Syst. Man Cybern. Part B Cybern. 2002, 32, 269–280. [Google Scholar] [CrossRef] [PubMed]
- Gueaieb, W.; Karray, F.; Al-Sharhan, S. A robust adaptive fuzzy position/force control scheme for cooperative manipulators. IEEE Trans. Control Syst. Technol. 2003, 11, 516–528. [Google Scholar] [CrossRef]
- Gueaieb, W.; Karray, F.; Al-Sharhan, S. A Robust Hybrid Intelligent Position/Force Control Scheme for Cooperative Manipulators. IEEE/ASME Trans. Mechatron. 2007, 12, 109–125. [Google Scholar] [CrossRef]
- Walker, I.D.; Freeman, R.A.; Marcus, S.I. Analysis of Motion and Internal Loading of Objects Grasped by Multiple Cooperating Manipulators. Int. J. Robot. Res. 1991, 10, 396–409. [Google Scholar] [CrossRef]
- Bonitz, R.G.; Hsia, T.C. Force decomposition in cooperating manipulators using the theory of metric spaces and generalized inverses. In Proceedings of the 1994 IEEE International Conference on Robotics and Automation, San Diego, CA, USA, 8–13 May 1994; Volume 2, pp. 1521–1527. [Google Scholar]
- Leidner, D.; Dietrich, A.; Schmidt, F.; Borst, C.; Albu-Schäffer, A. Object-centered hybrid reasoning for whole-body mobile manipulation. In Proceedings of the IEEE International Conference on Robotics and Automation, Hong Kong, China, 31 May–7 June 2014; pp. 1828–1835. [Google Scholar]
- Dietrich, A.; Wimbock, T.; Albu-Schaffer, A. Dynamic whole-body mobile manipulation with a torque controlled humanoid robot via impedance control laws. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, San Francisco, CA, USA, 25–30 September 2011; pp. 3199–3206. [Google Scholar]
- Ott, C.; Hirzinger, G. Comparison of object-level grasp controllers for dynamic dexterous manipulation. Int. J. Robot. Res. 2012, 31, 3–23. [Google Scholar]
- Caccavale, F.; Chiacchio, P.; Marino, A.; Villani, L. Six-DOF Impedance Control of Dual-Arm Cooperative Manipulators. IEEE/ASME Trans. Mechatron. 2008, 13, 576–586. [Google Scholar] [CrossRef]
- Chiacchio, P.; Chiaverini, S.; Sciavicco, L.; Siciliano, B. Global task space manipulability ellipsoids for multiple-arm systems. IEEE Trans. Robot. Autom. 1991, 7, 678–685. [Google Scholar] [CrossRef]
- Erhart, S.; Hirche, S. Internal Force Analysis and Load Distribution for Cooperative Multi-Robot Manipulation. IEEE Trans. Robot. 2017, 31, 1238–1243. [Google Scholar] [CrossRef]
- Duan, J.; Gan, Y.; Chen, M.; Dai, X. Adaptive variable impedance control for dynamic contact force tracking in uncertain environment. Robot. Auton. Syst. 2018, 102, 54–65. [Google Scholar] [CrossRef]






















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gan, Y.; Duan, J.; Chen, M.; Dai, X. Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks. Appl. Sci. 2019, 9, 924. https://doi.org/10.3390/app9050924
Gan Y, Duan J, Chen M, Dai X. Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks. Applied Sciences. 2019; 9(5):924. https://doi.org/10.3390/app9050924
Chicago/Turabian StyleGan, Yahui, Jinjun Duan, Ming Chen, and Xianzhong Dai. 2019. "Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks" Applied Sciences 9, no. 5: 924. https://doi.org/10.3390/app9050924
APA StyleGan, Y., Duan, J., Chen, M., & Dai, X. (2019). Multi-Robot Trajectory Planning and Position/Force Coordination Control in Complex Welding Tasks. Applied Sciences, 9(5), 924. https://doi.org/10.3390/app9050924