Effect of Interlayer Cooling Time, Constraint and Tool Path Strategy on Deformation of Large Components Made by Laser Metal Deposition with Wire †

 ,
, 
Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimentation
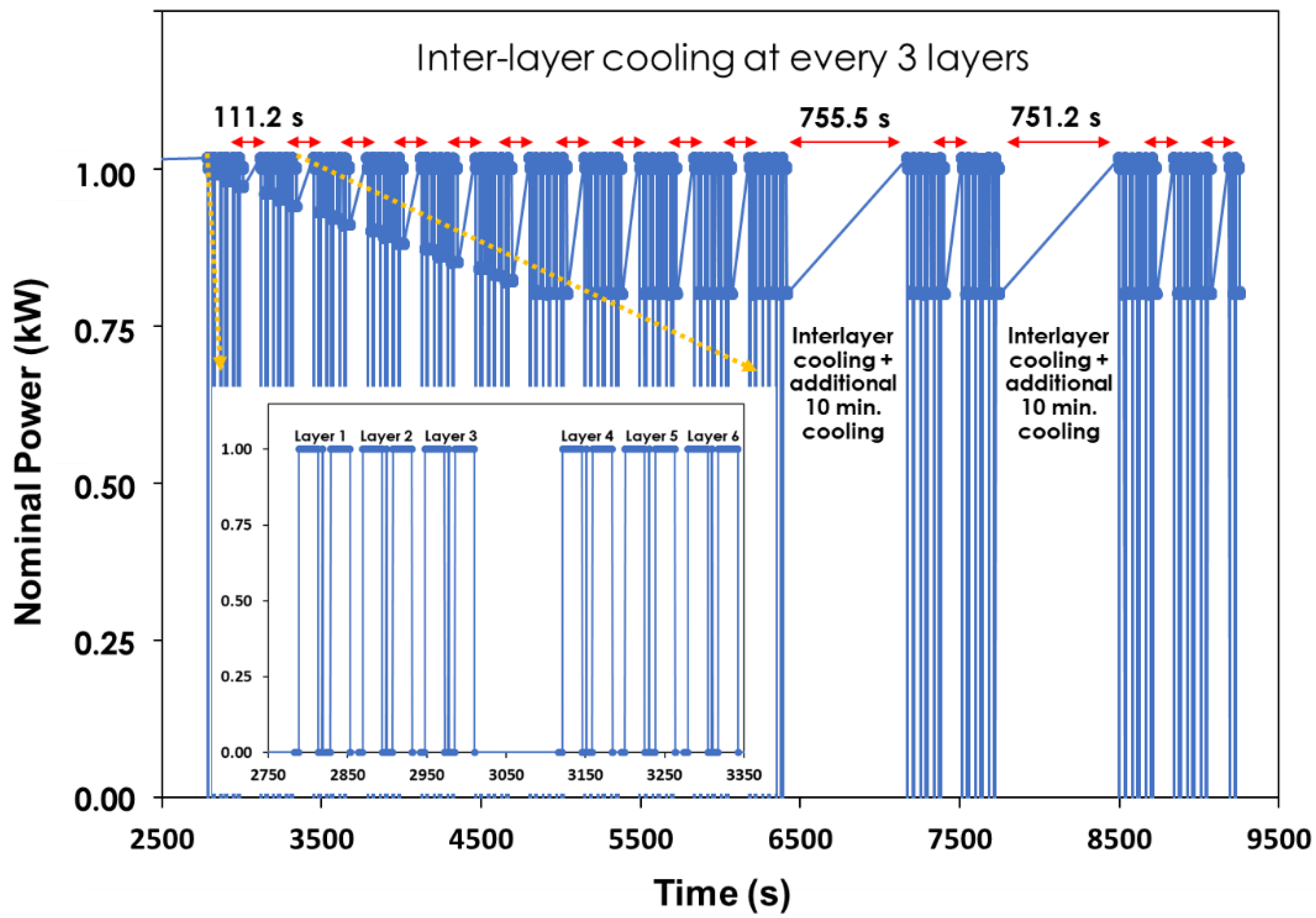
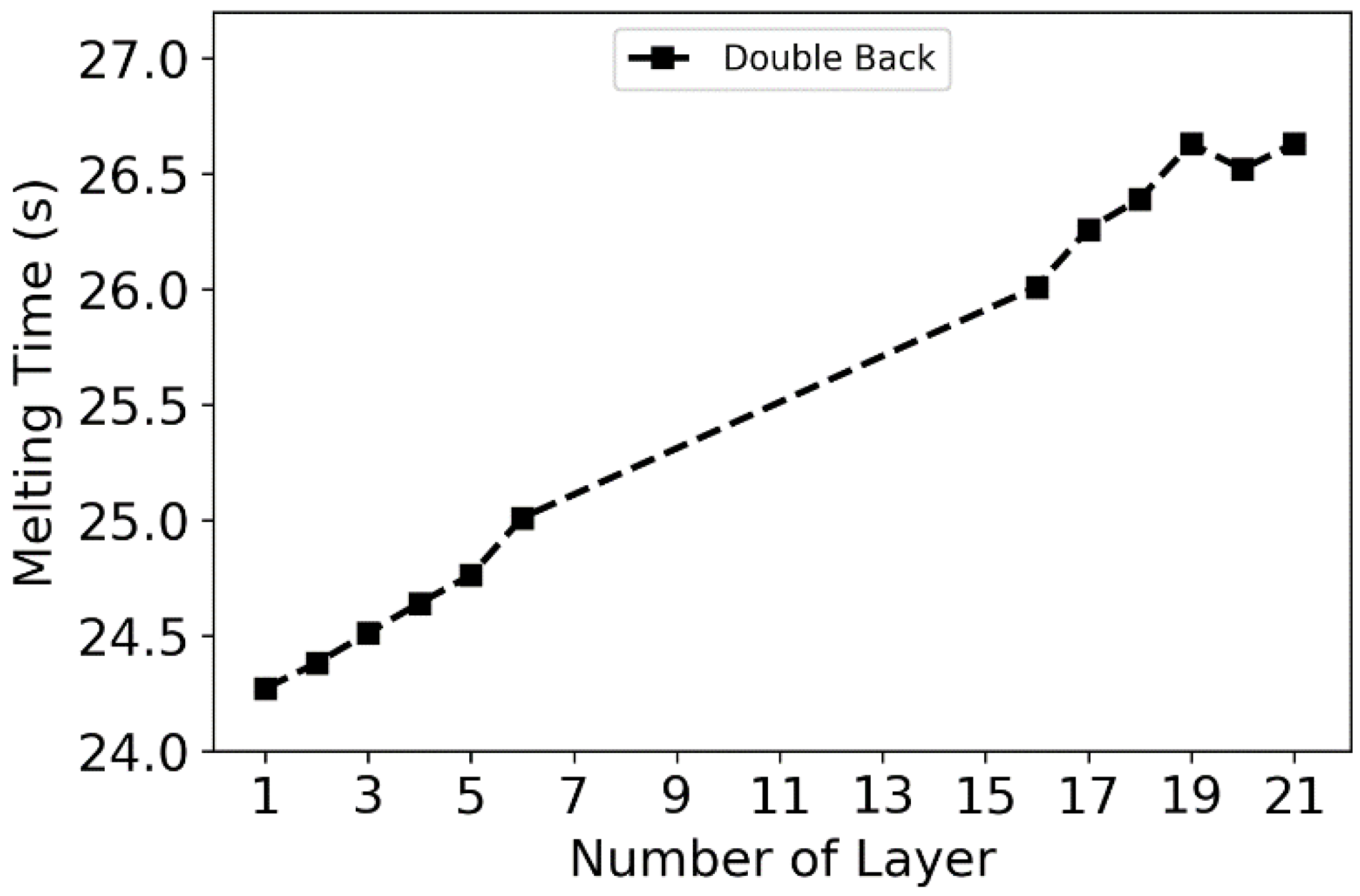
2.1.1. Build Conditions and Input Parameters: Double Back, Interlayer Time and Layer Time
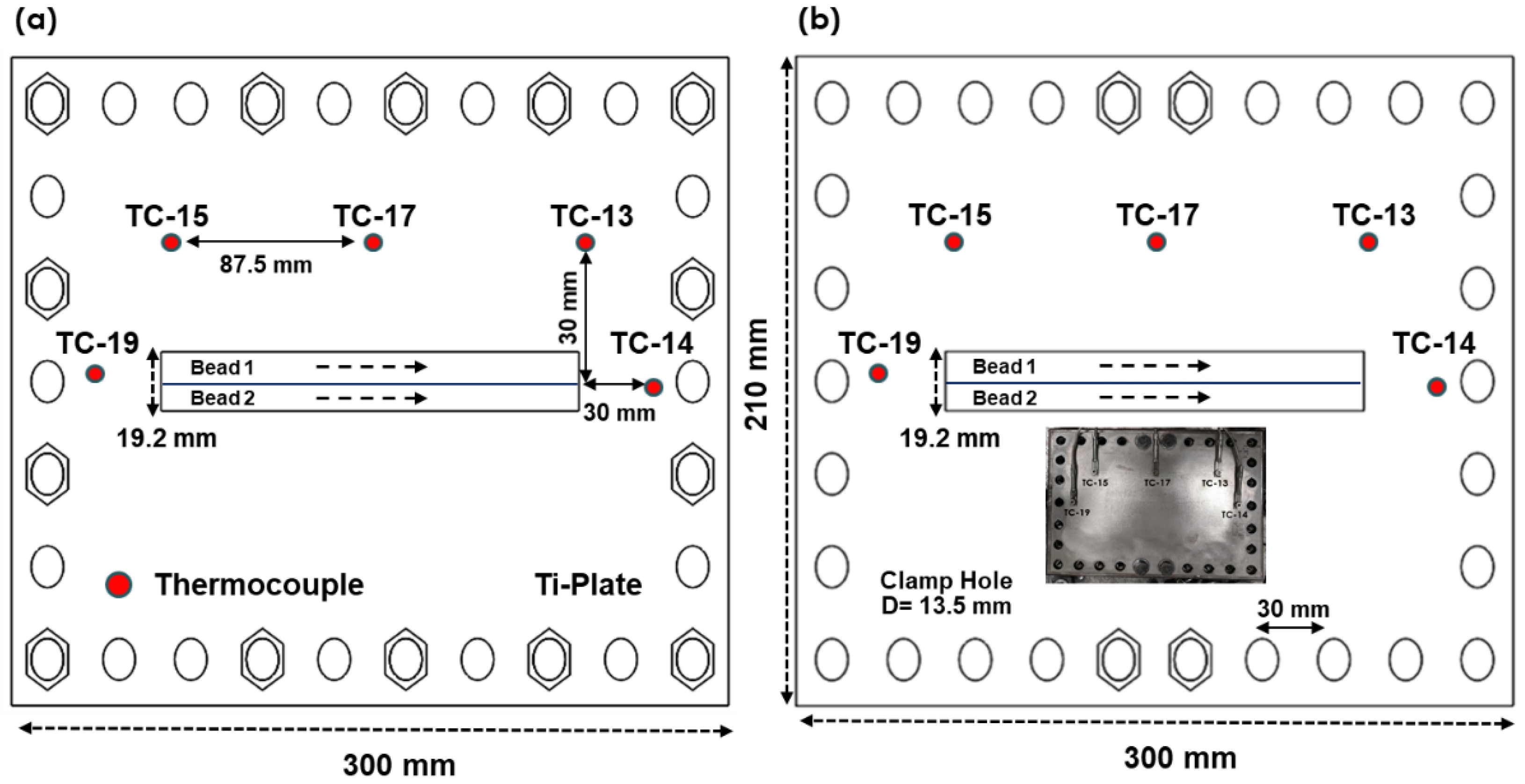
2.1.2. Temperature Measurement
2.1.3. Distortion Measurement
2.2. Methodology of Numerical Simulation
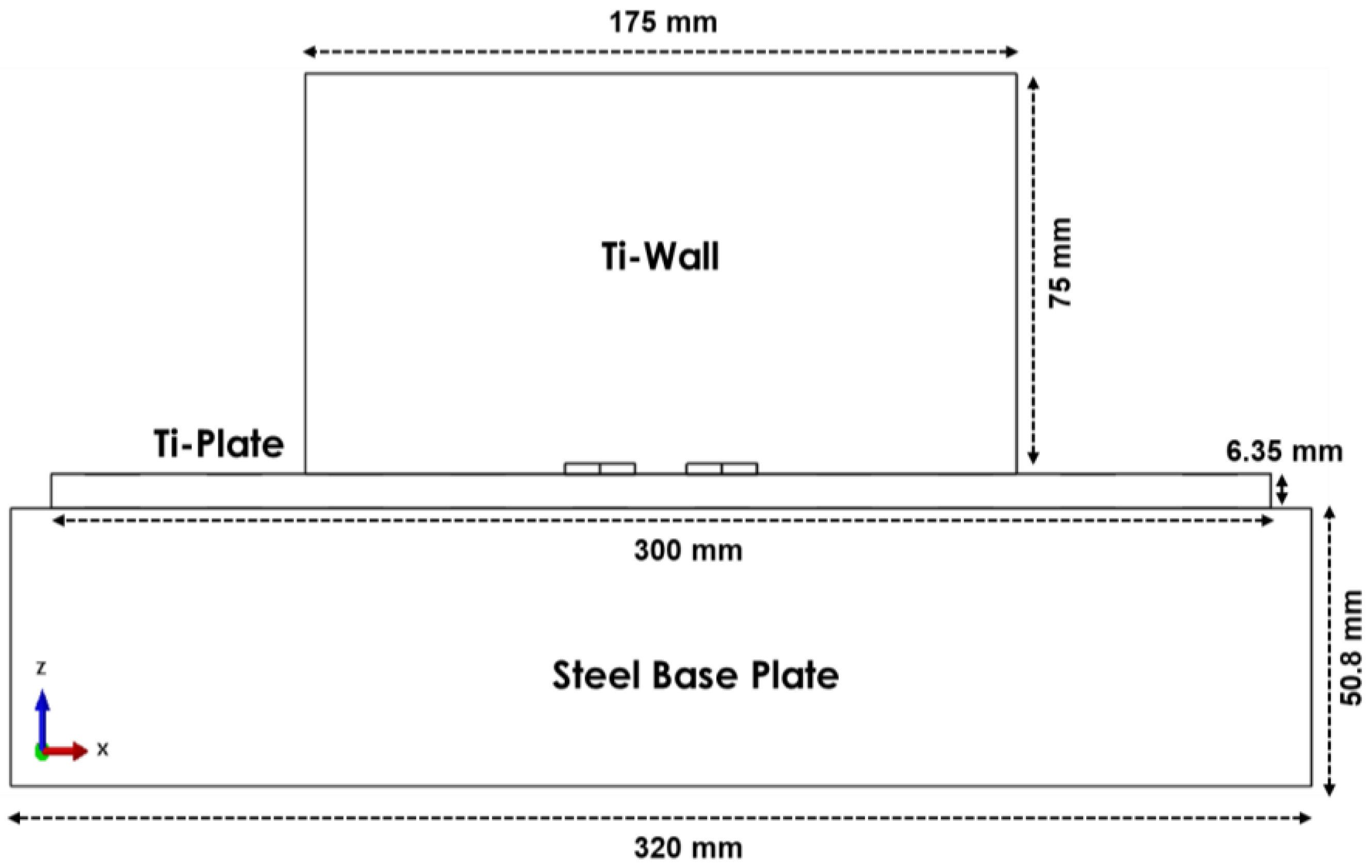
2.2.1. Boundary Conditions, Build Geometry and Material Properties
2.2.2. Potential Effect of Microstructure on part Residual Stress and Distortion
2.2.3. Design of Tool Path
3. Results
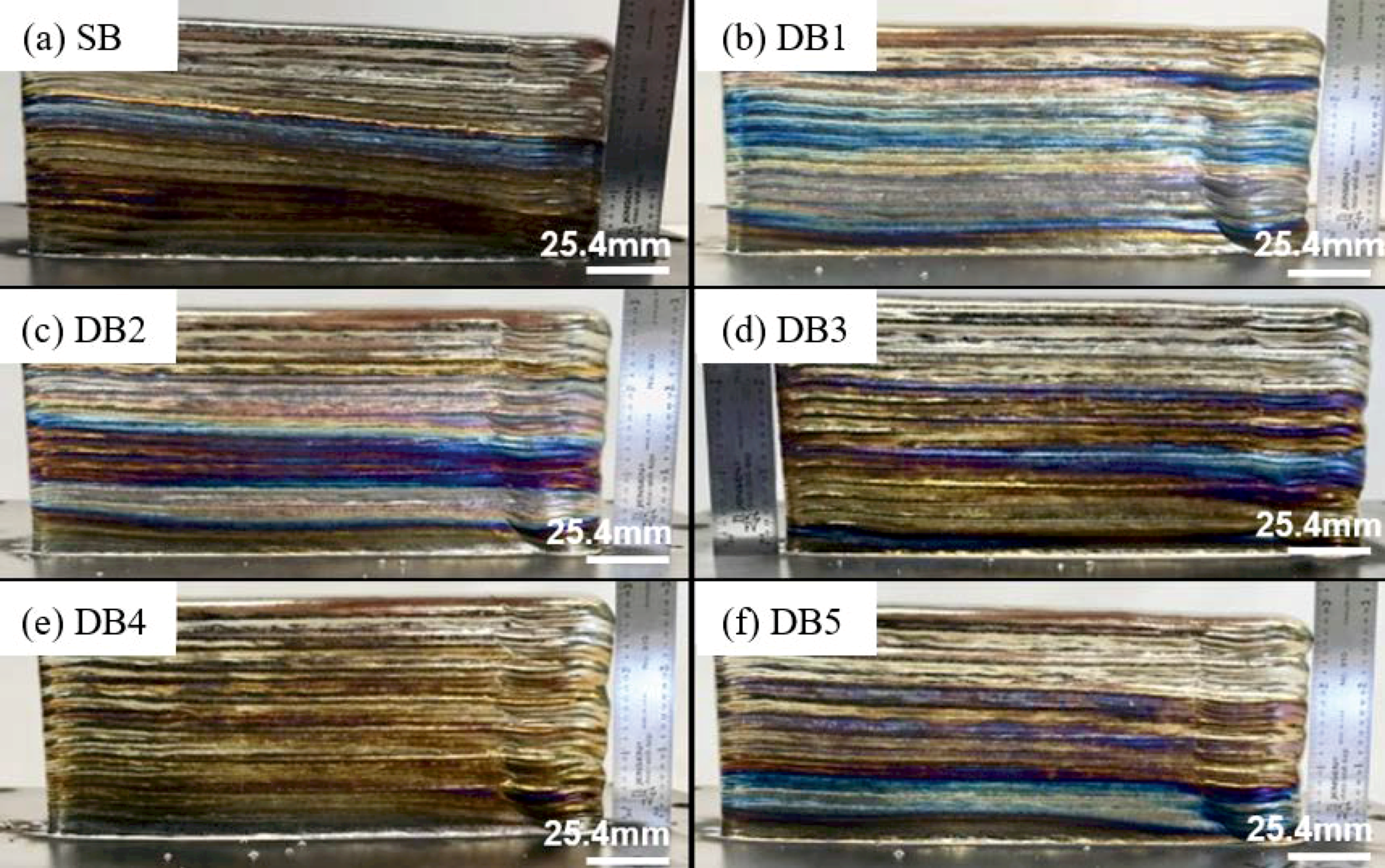
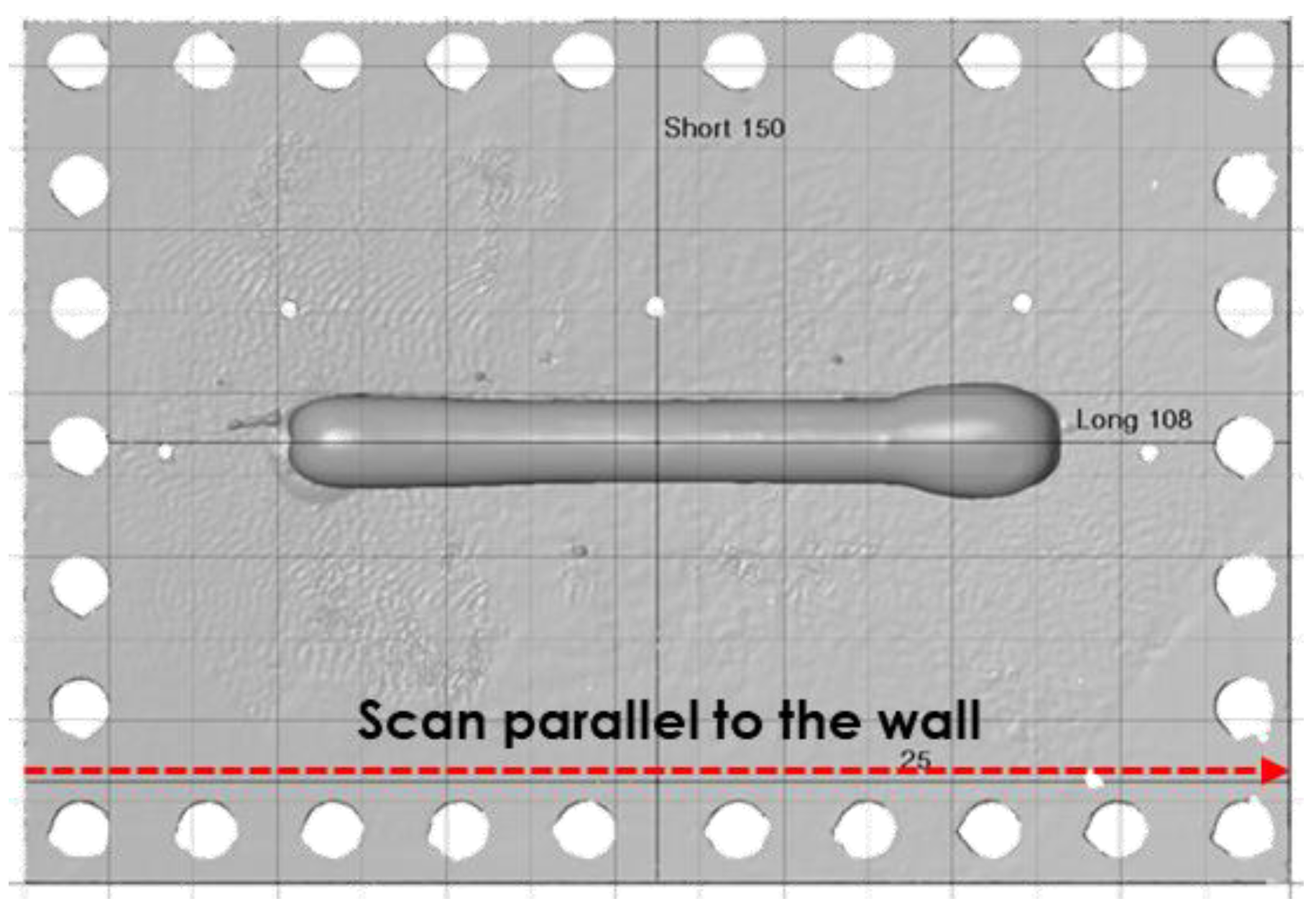
3.1. Imperfections of the Build at Various Interlayer Cooling Time
3.2. Prediction and Validation of Temperature Profile and Part Distortion
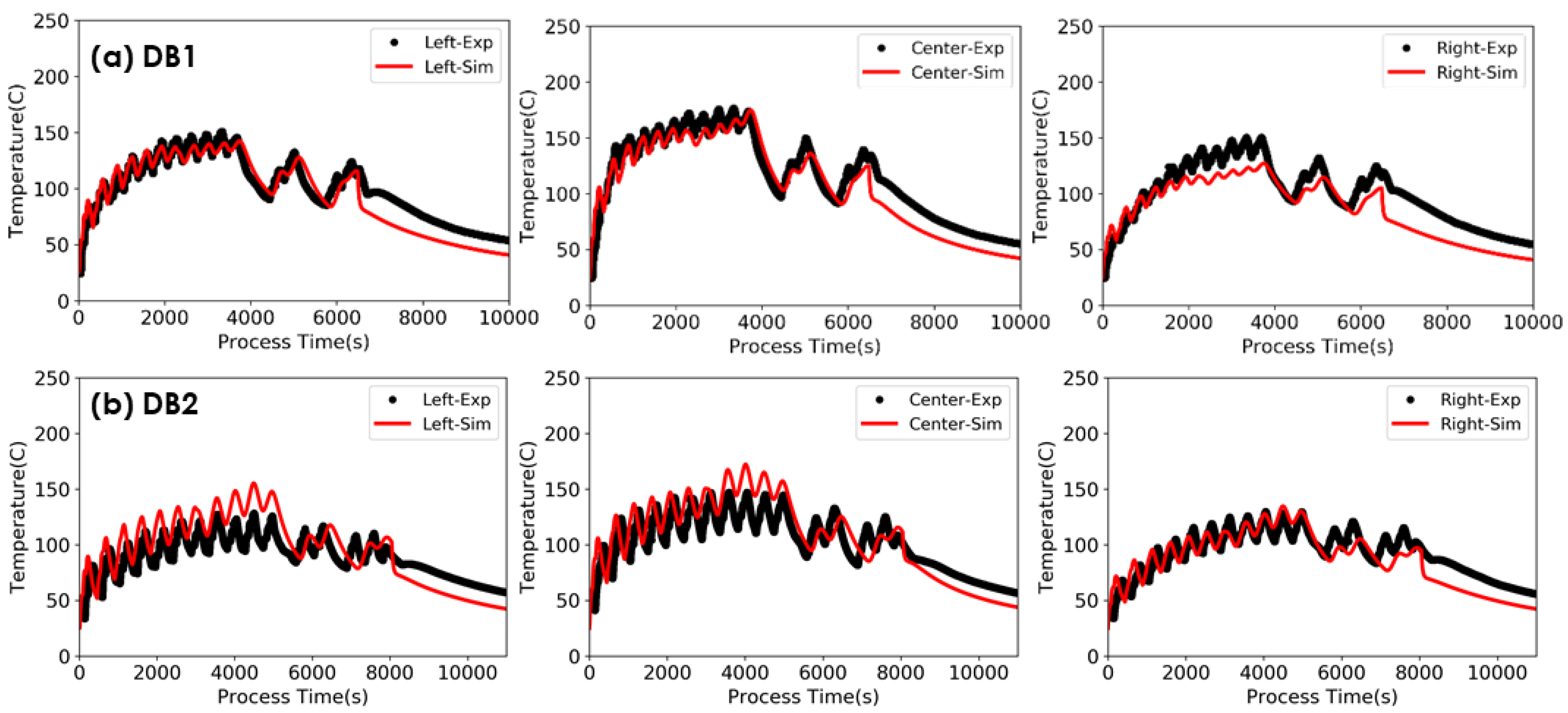
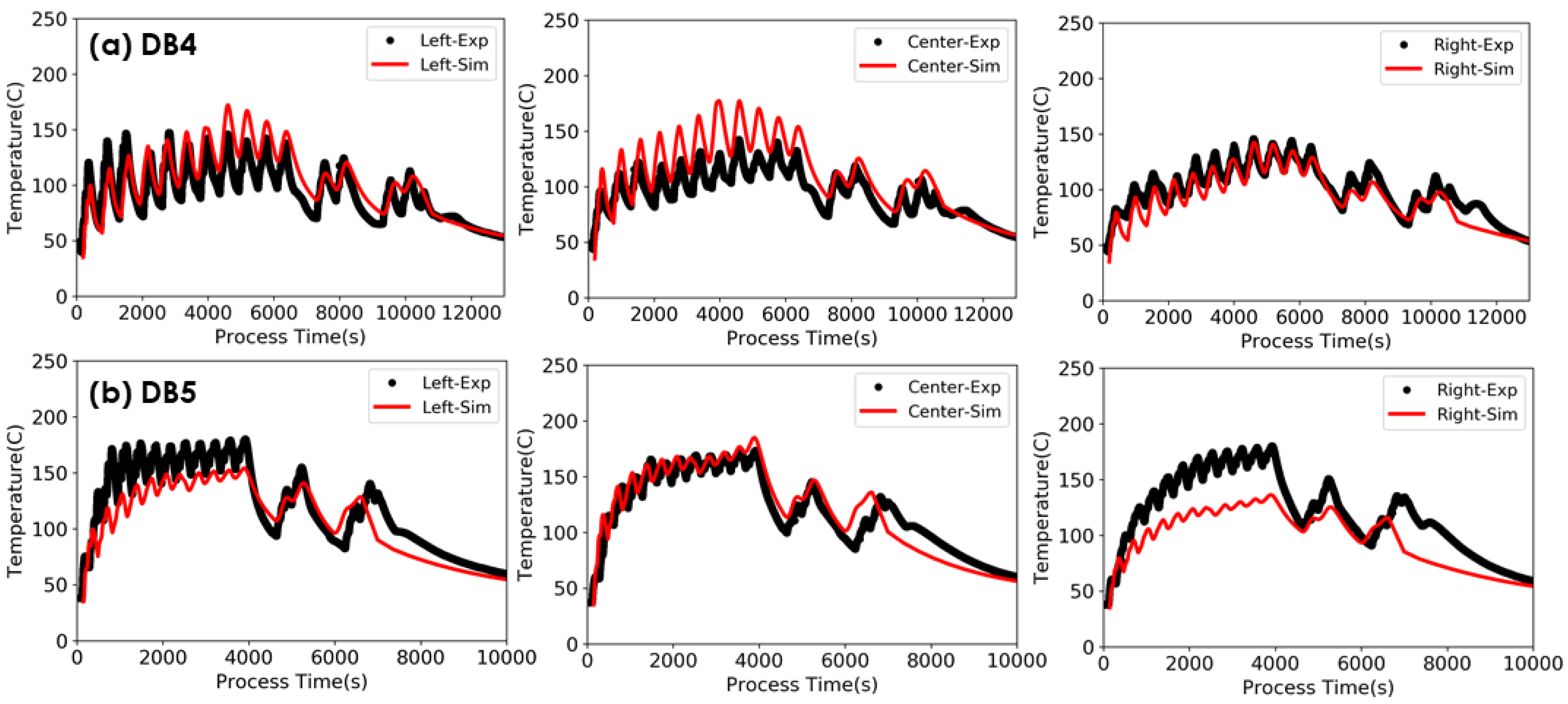
3.2.1. Validation of Temperature Profile
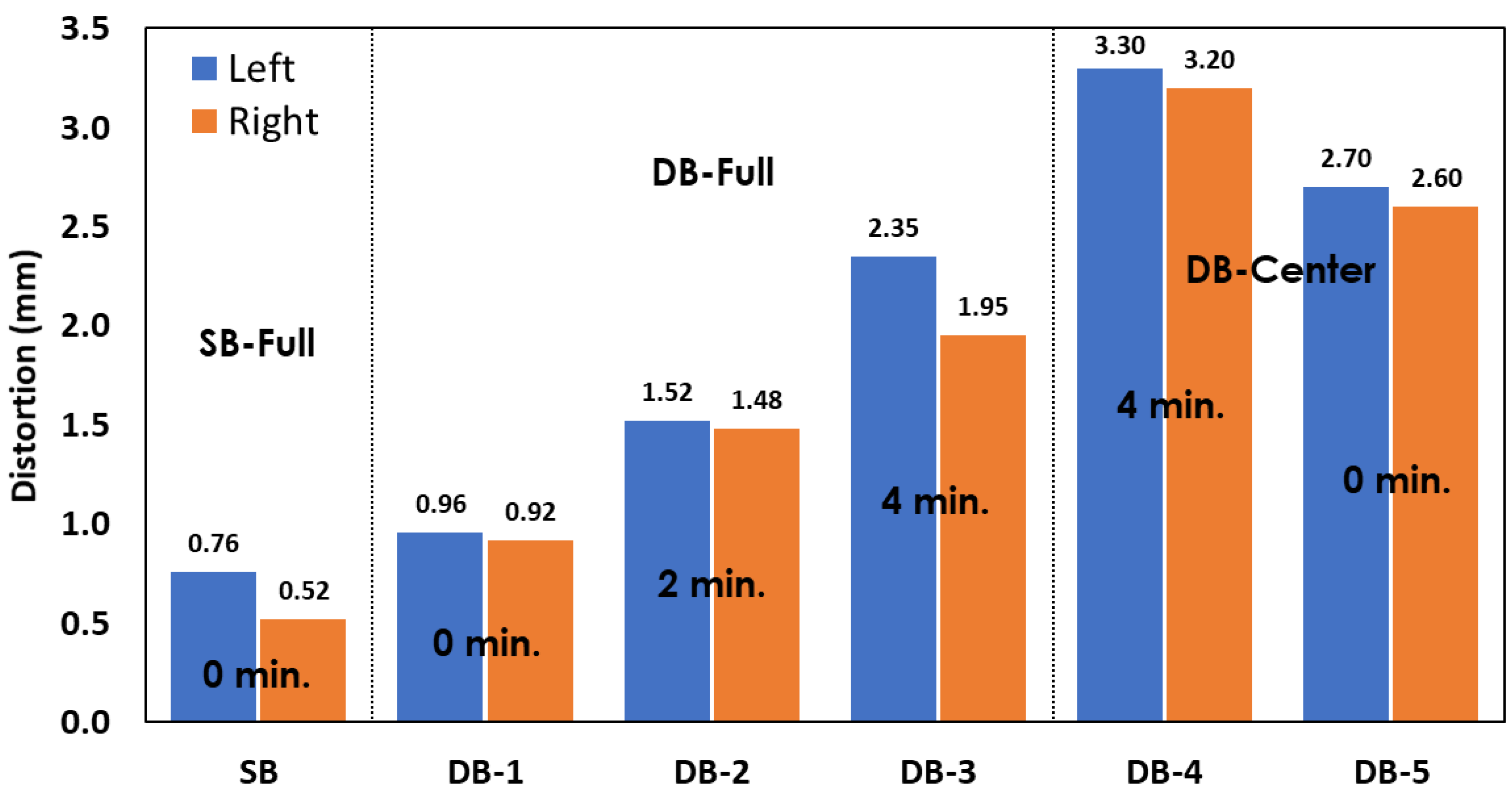
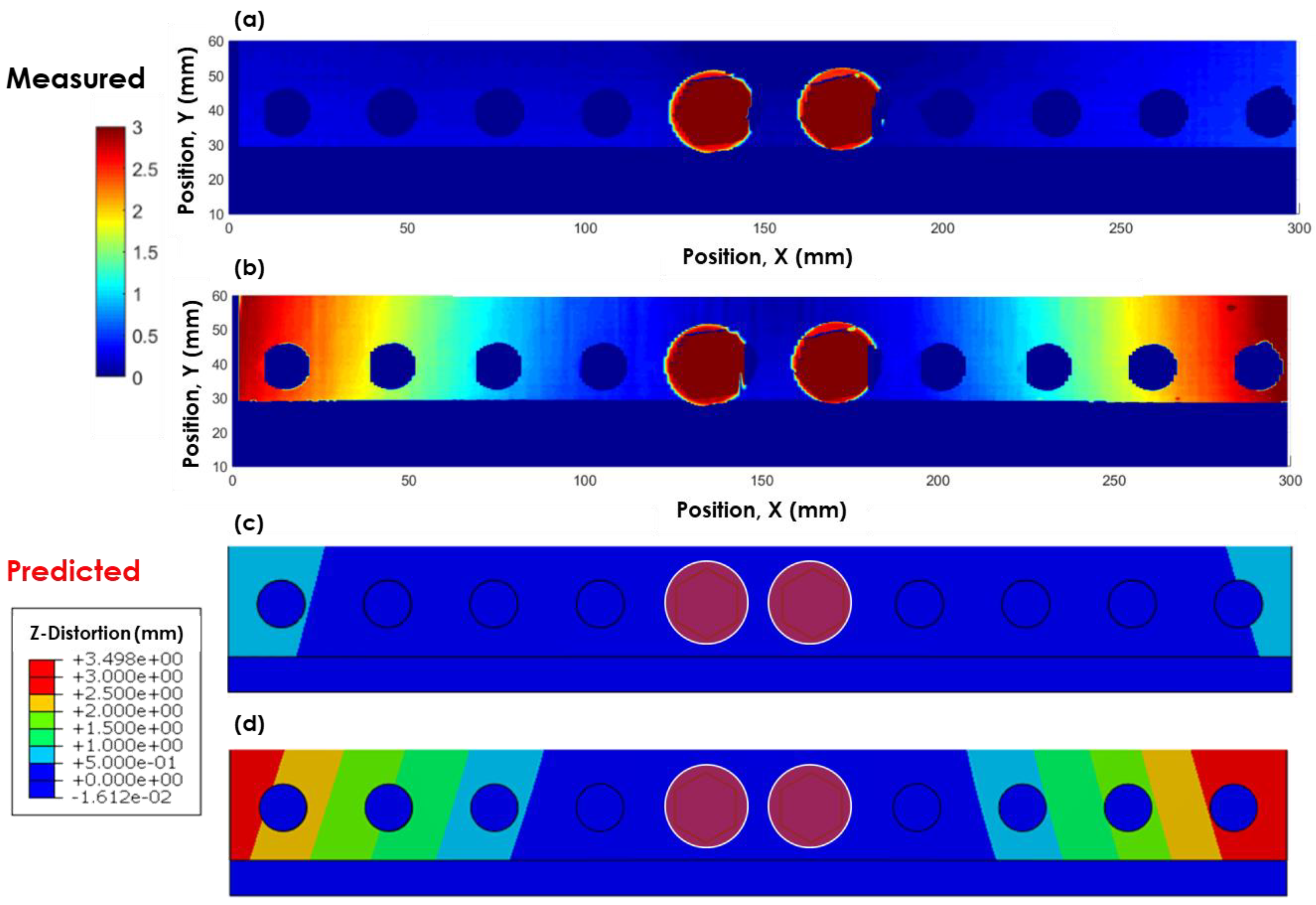
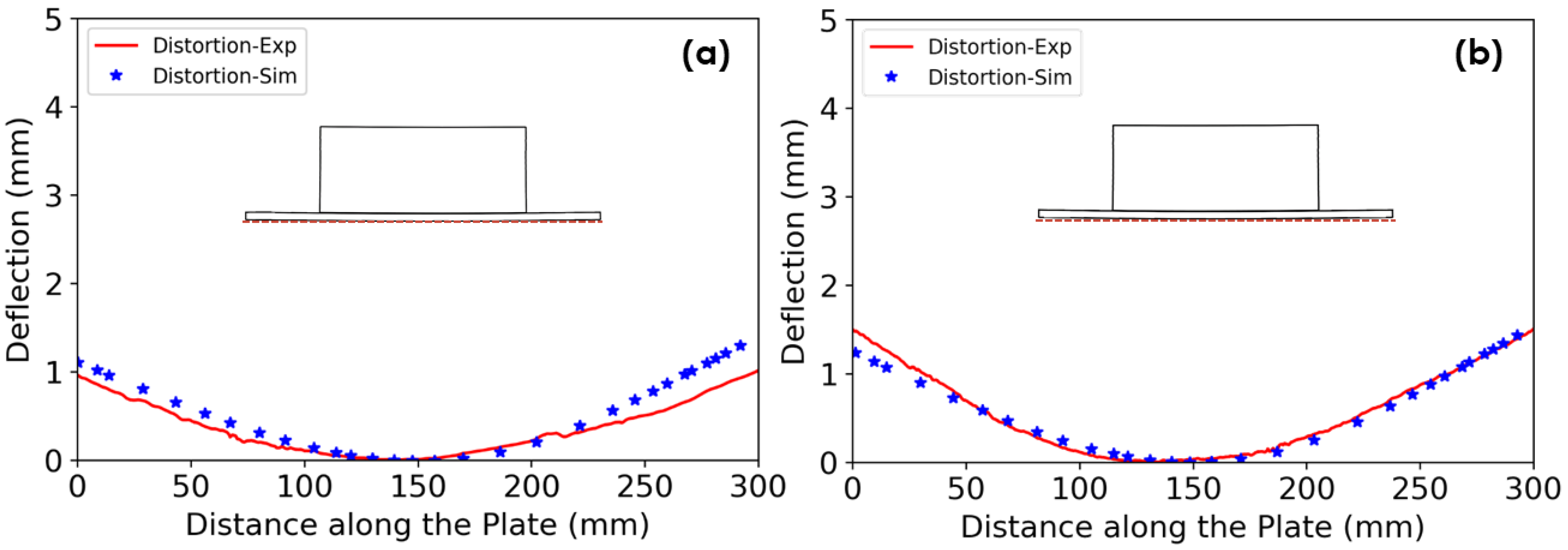
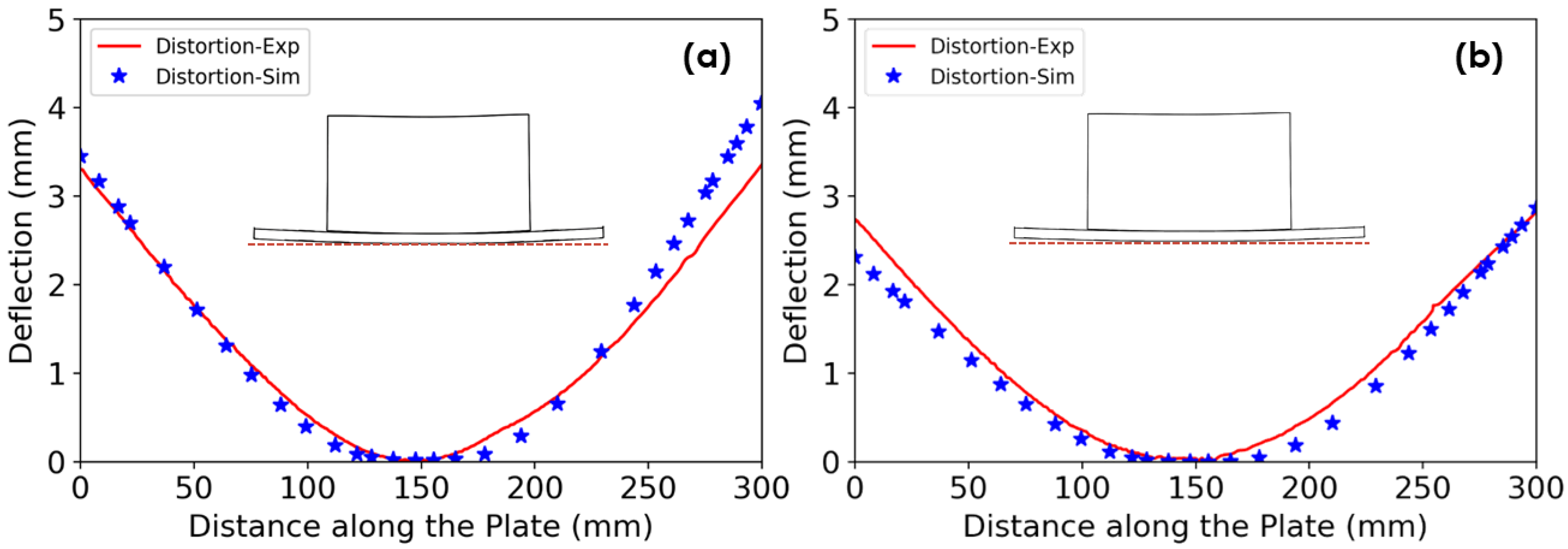
3.2.2. Validation of Distortion
3.3. Effect of Tool Path on Part Residual Stress and Distortion
3.3.1. Unidirectional
3.3.2. Bidirectional with Rotation
4. Discussion
5. Conclusions
- 1.
- The developed numerical simulation shows the capability of predicting the temperature histories and changes in distortion at various process parameter conditions in LMD-w process. The simulated temperature profile and distortion agree well with the measured values.
- 2.
- The part distortion decreased with decreasing interlayer cooling times. Also, shorter interlayer cooling time reduced the residual stress. Minimal interlayer cooling time is recommended to mitigate the plate distortion and residual stress as well as increase build productivity.
- 3.
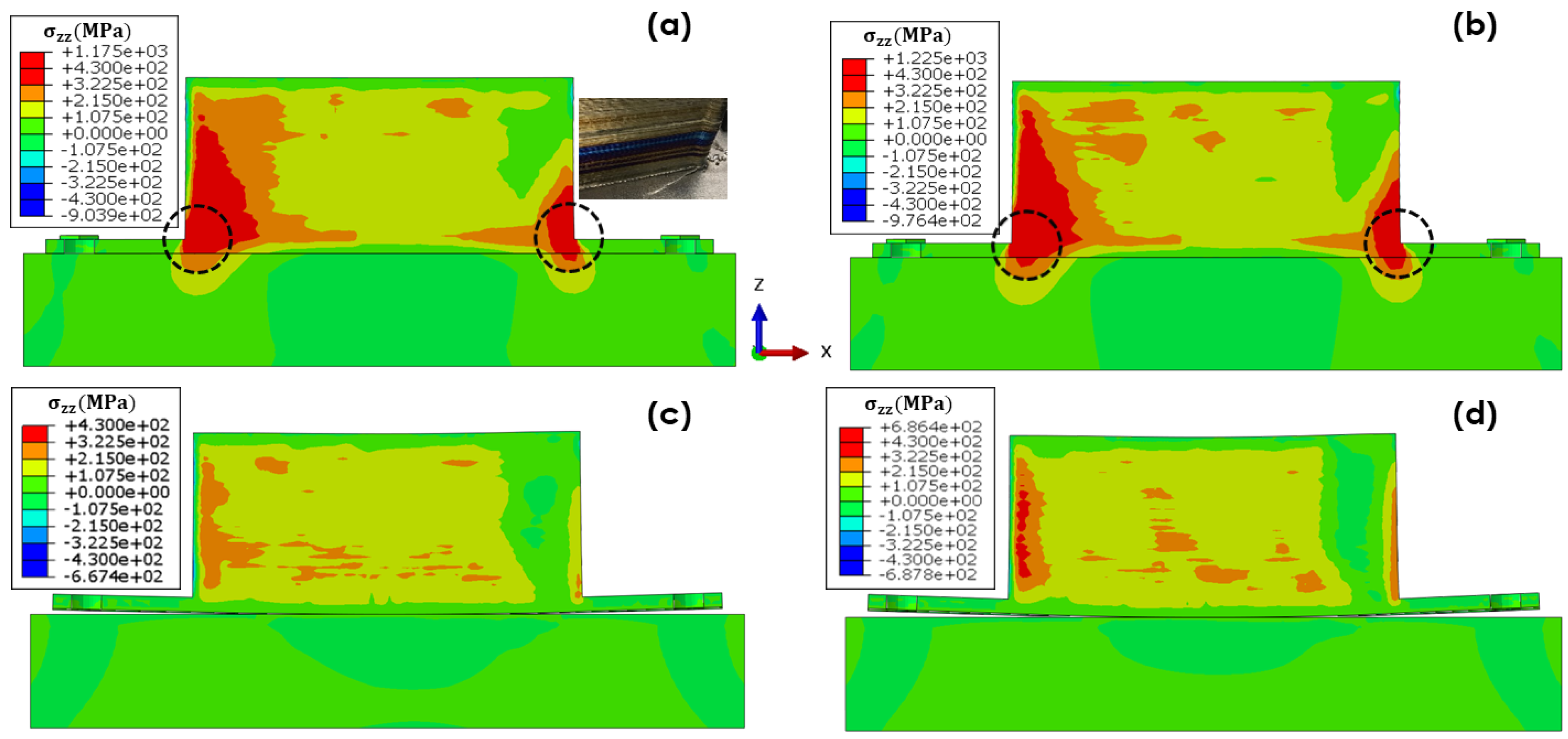
- Full clamp constraint was more effective at reducing part distortion compared to the center clamp. However, in the full clamp condition, high stress concentrations caused corner cracking at the corner of the interface between the wall and plate.
- 4.
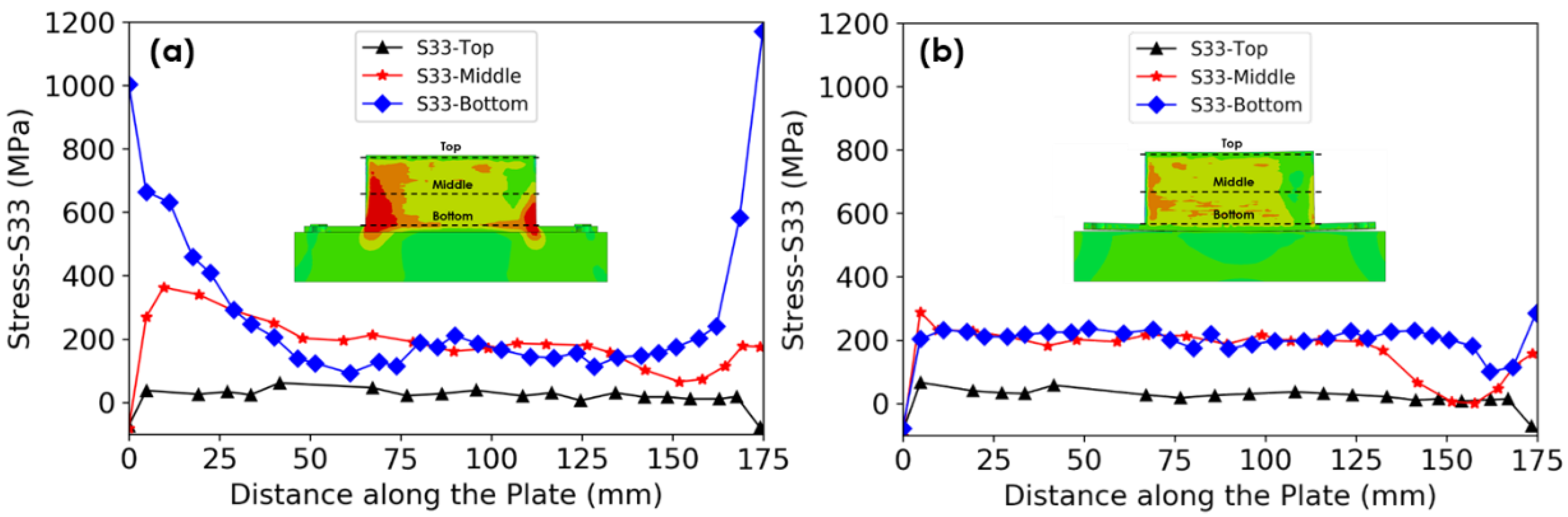
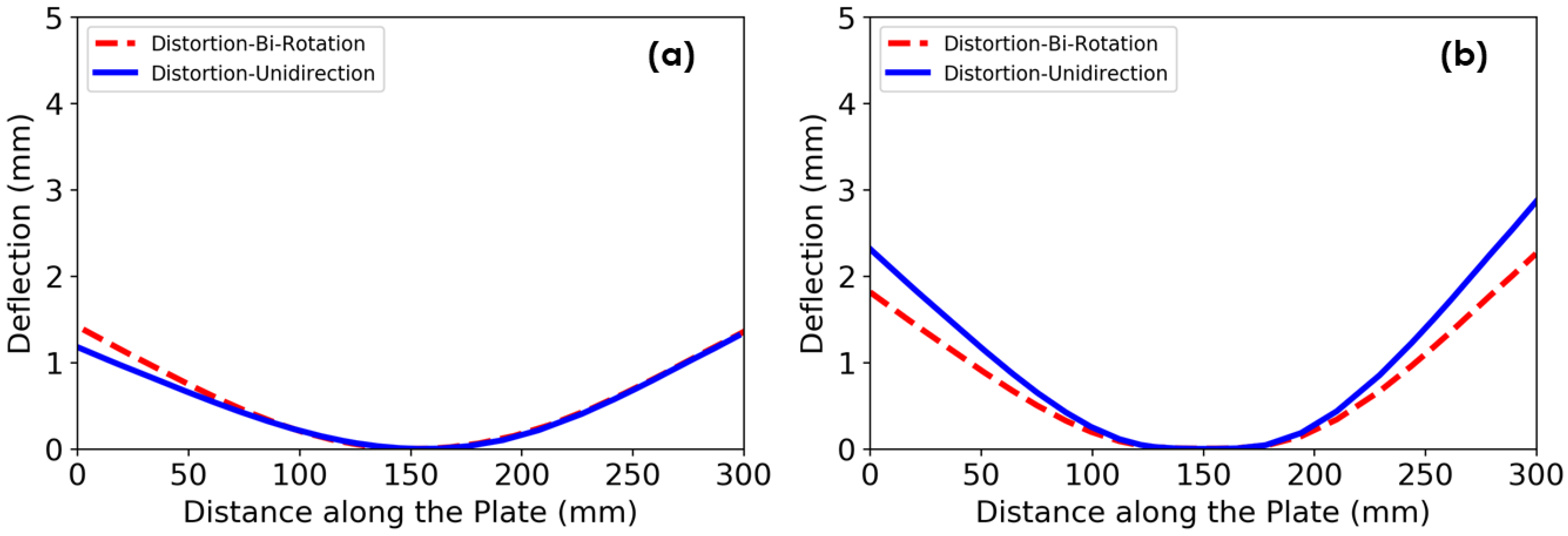
- A unidirectional tool path led to spatially non-uniform stress distribution over the part, while a bidirectional tool path with 180° rotation improved the symmetricity of stress distribution.
- 5.
- Compared to DB-5, a bidirectional tool path with 180° rotation in DB-1 decreased the residual stress by approximately 50% at the bottom corner, which potentially reduces the susceptibility to cracking.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temp (°C) | Density | Cond. | Specific | Temp (°C) | Exp. | E | Poisson Ratio | Yield |
|---|---|---|---|---|---|---|---|---|
| 110 | 4.42 | 7.2 | 5.6 | 93 | 12.1 | 101 | 0.33 | 735 |
| 210 | 8.8 | 5.8 | 205 | 12.5 | 94 | 0.33 | 685 | |
| 310 | 10.4 | 6.0 | 315 | 12.9 | 88 | 0.33 | 636 | |
| 410 | 11.9 | 6.2 | 425 | 13.3 | 82 | 0.33 | 586 | |
| 510 | 13.5 | 6.5 | 540 | 13.8 | 77 | 0.33 | 542 | |
| 610 | 15.1 | 6.7 | 650 | 14.2 | 72 | 0.33 | 501 | |
| 710 | 16.6 | 6.9 | 710 | 14.4 | 67 | 0.33 | 459 | |
| 810 | 18.2 | 7.1 | 870 | 15.0 | 62 | 0.33 | 417 | |
| 910 | 19.8 | 7.3 | * Thermal properties: Latent heat = 2.86 × 1011 mJ/tonne, Solidus = 1604 °C, Liquidus = 1650 °C * Units: Density (×10−9 tonne/mm3), Specific heat (×10−9 mJ/tonne.C), Conductivity (mW/mm.C), Expansion (×10−6/°C), Elastic (×103 MPa), Plastic (MPa) | |||||
| 1010 | 4.34 | 21.4 | 7.5 | |||||
| 1110 | 22.9 | 7.8 | ||||||
| 1210 | 24.5 | 8.0 | ||||||
| 1310 | 23.6 | 6.9 | ||||||
| 1410 | 24.8 | 7.1 | ||||||
| 1510 | 26.1 | 7.3 | ||||||
| 1610 | 27.4 | 7.5 | ||||||
| Temp (°C) | Density | Cond. | Specific | Temp (°C) | Exp. | E | Poisson Ratio | Yield |
|---|---|---|---|---|---|---|---|---|
| 110 | 7.73 | 18.4 | 4.8 | 93 | 12.1 | 210 | 0.33 | 354 |
| 210 | 19.6 | 5.2 | 205 | 12.5 | 203 | 0.33 | 306 | |
| 310 | 21.0 | 5.7 | 315 | 12.9 | 194 | 0.33 | 279 | |
| 410 | 22.5 | 6.2 | 425 | 13.3 | 183 | 0.33 | 258 | |
| 510 | 23.8 | 7.0 | 540 | 13.8 | 169 | 0.33 | 246 | |
| 610 | 24.8 | 8.1 | 650 | 14.2 | 155 | 0.33 | 237 | |
| 710 | 25.6 | 10.1 | 710 | 14.4 | 146 | 0.33 | 167 | |
| 810 | 26.5 | 7.4 | 870 | 15.0 | 123 | 0.33 | 95 | |
| 910 | 27.5 | 7.0 | * Thermal properties: Latent heat = 2.72 × 1011 mJ/tonne, Solidus = 1265 °C, Liquidus = 1500 °C * Units: Density (×10−9 tonne/mm3), Specific heat (×10−9 mJ/tonne.C), Conductivity (mW/mm.C), Expansion (×10−6/°C), Elastic (×103 MPa), Plastic (MPa) | |||||
| 1010 | 28.6 | 6.9 | ||||||
| 1110 | 29.8 | 7.0 | ||||||
| 1210 | 30.9 | 7.1 | ||||||
| 1310 | 32.0 | 7.4 | ||||||
| 1410 | 33.1 | 8.5 | ||||||
| 1510 | 32.5 | - | ||||||
References
- Debroy, T.; Mukherjee, T.; Milewski, J.O.; Elmer, J.W.; Ribic, B.; Blecher, J.J.; Zhang, W. Scientific, technological and economic issues in metal printing and their solutions. Nat. Mater. 2019, 18, 1026–1032. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Lin, X.; Li, J.; Hu, Y.; Zhou, Y.; Wang, C.; Li, Q.; Huang, W. Effects of deposition strategies on macro/microstructure and mechanical properties of wire and arc additive manufactured Ti 6Al 4V. Mater. Sci. Eng. A 2019, 754, 735–749. [Google Scholar] [CrossRef]
- Hu, X.; Nycz, A.; Lee, Y.; Shassere, B.; Simunovic, S.; Noakes, M.; Ren, Y.; Sun, X. Towards an integrated experimental and computational framework for large-scale metal additive manufacturing. Mater. Sci. Eng. A 2019, 761, 138057. [Google Scholar] [CrossRef]
- Simunovic, S.; Nycz, A.; Noakes, M.W.; Chin, C.; Oancea, V. Process Modeling and Validation for Metal Big Area Additive Manufacturing; NAFEMS World Congress: Stockholm, Sweden, 2017; pp. 1–17. [Google Scholar]
- Lee, Y.; Kirka, M.; Dinwiddie, R.; Raghavan, N.; Turner, J.; Dehoff, R.; Babu, S. Role of scan strategies on thermal gradient and solidification rate in electron beam powder bed fusion. Addit. Manuf. 2018, 22, 516–527. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Colegrove, P.A.; Ahmad, B.; Fitzpatrick, M.E.; Ganguly, S.; Lee, T.L.; Williams, S.W. Residual stress and texture control in Ti-6Al-4V wire+ arc additively manufactured intersections by stress relief and rolling. Mater. Des. 2018, 150, 193–205. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. Effects of Interpass Idle Time on Thermal Stresses in Multipass Multilayer Weld-Based Rapid Prototyping. J. Manuf. Sci. Eng. 2013, 135, 011016. [Google Scholar] [CrossRef]
- Aggarangsi, P.; Beuth, J.L. Localized preheating approaches for reducing residual stress in additive manufacturing. In Proceedings of the SFF Symposium, Austin, TX, USA, 8–10 August 2006; pp. 709–720. [Google Scholar]
- Babu, S.S.; Raghavan, N.; Raplee, J.; Foster, S.J.; Frederick, C.; Haines, M.; Dinwiddie, R.; Kirka, M.K.; Plotkowski, A.; Lee, Y.; et al. Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification. Metall. Mater. Trans. A 2018, 49, 3764–3780. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; De, A.; Debroy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 19717. [Google Scholar] [CrossRef]
- Heigel, J.; Michaleris, P.; Reutzel, E. Thermo-mechanical model development and validation of directed energy deposition additive manufacturing of Ti–6Al–4V. Addit. Manuf. 2015, 5, 9–19. [Google Scholar] [CrossRef]
- Cao, J.; Gharghouri, M.A.; Nash, P. Finite-element analysis and experimental validation of thermal residual stress and distortion in electron beam additive manufactured Ti-6Al-4V build plates. J. Mater. Process. Technol. 2016, 237, 409–419. [Google Scholar] [CrossRef]
- Lee, Y.; Bandari, Y.K.; Simunovic, S.; Richardson, B.S.; Kirka, M.M. Correlations of Interlayer Time with Distortion of Large Ti-6Al-4V Components in Laser Metal Deposition with Wire; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2018. [Google Scholar]
- ABAQUS. Analysis User’s Manual; Dassault Systémes Simulia Corp: Providence, RI, USA, 2017. [Google Scholar]
- Zhang, Q.; Xie, J.; Gao, Z.; London, T.; Griffiths, D.; Oancea, V. A metallurgical phase transformation framework applied to SLM additive manufacturing processes. Mater. Des. 2019, 166, 107618. [Google Scholar] [CrossRef]
- Salerno, L.J.; Kittel, P. Thermal Contact Conductance, NASA Technical Memorandum 110429; Ames Research Center: Moffet Field, CA, USA, 1997. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Mater. Trans. A 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.-P. Using JMatPro to model materials properties and behavior. JOM 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Babu, B.; Lindgren, L.-E. Dislocation density based model for plastic deformation and globularization of Ti-6Al-4V. Int. J. Plast. 2013, 50, 94–108. [Google Scholar] [CrossRef]
- Sridharan, N.; Chaudhary, A.; Nandwana, P.; Babu, S.S. Texture Evolution During Laser Direct Metal Deposition of Ti-6Al-4V. JOM 2016, 68, 772–777. [Google Scholar] [CrossRef]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.; Chen, L.; Wimpory, R.; Dear, J.; Davies, C. Prediction and measurement of residual stresses and distortions in fibre laser welded Ti-6Al-4V considering phase transformation. Mater. Des. 2017, 115, 441–457. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A tool-path generation strategy for wire and arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef]
- Michel, F.; Lockett, H.; Ding, J.; Martina, F.; Marinelli, G.; Williams, S. A modular path planning solution for Wire+ Arc Additive Manufacturing. Robot. Comput. Integr. Manuf. 2019, 60, 1–11. [Google Scholar] [CrossRef]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef]
- Choobi, M.S.; Haghpanahi, M.; Sedighi, M. Investigation of the effect of clamping on residual stresses and distortions in butt-welded plates. Sci. Iran. Trans. B Mech. Eng. 2010, 17, 387. [Google Scholar]
- Tsunori, M.; Davies, C.M.; Dye, D.; Nikbin, K.M. Numerical modelling of residual stress and distortion in welded thin steel plates. In Proceedings of the ASME 2008 Pressure Vessels and Piping Conference, Chicago, IL, USA, 27–31 July 2008; pp. 299–307. [Google Scholar]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Fidder, H.; Ocelík, V.; Botes, A.; De Hosson, J.T.M. Response of Ti microstructure in mechanical and laser forming processes. J. Mater. Sci. 2018, 53, 14713–14728. [Google Scholar] [CrossRef]


















| Wall | # Beads | Clamping | Wait Time (min) |
|---|---|---|---|
| SB | 1 | Full | 0 |
| DB-1 | 2 | Full | 0 |
| DB-2 | 2 | Full | 2 |
| DB-3 | 2 | Full | 4 |
| DB-4 | 2 | Center | 4 |
| DB-5 | 2 | Center | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.; Bandari, Y.; Nandwana, P.; Gibson, B.T.; Richardson, B.; Simunovic, S. Effect of Interlayer Cooling Time, Constraint and Tool Path Strategy on Deformation of Large Components Made by Laser Metal Deposition with Wire. Appl. Sci. 2019, 9, 5115. https://doi.org/10.3390/app9235115
Lee Y, Bandari Y, Nandwana P, Gibson BT, Richardson B, Simunovic S. Effect of Interlayer Cooling Time, Constraint and Tool Path Strategy on Deformation of Large Components Made by Laser Metal Deposition with Wire. Applied Sciences. 2019; 9(23):5115. https://doi.org/10.3390/app9235115
Chicago/Turabian StyleLee, Yousub, Yashwanth Bandari, Peeyush Nandwana, Brian. T. Gibson, Brad Richardson, and Srdjan Simunovic. 2019. "Effect of Interlayer Cooling Time, Constraint and Tool Path Strategy on Deformation of Large Components Made by Laser Metal Deposition with Wire" Applied Sciences 9, no. 23: 5115. https://doi.org/10.3390/app9235115
APA StyleLee, Y., Bandari, Y., Nandwana, P., Gibson, B. T., Richardson, B., & Simunovic, S. (2019). Effect of Interlayer Cooling Time, Constraint and Tool Path Strategy on Deformation of Large Components Made by Laser Metal Deposition with Wire. Applied Sciences, 9(23), 5115. https://doi.org/10.3390/app9235115