1. Introduction
With the improvement of aero-engine performance with a high flow rate and high thrust–weight ratio, the temperature and pressure of gas at the outlet of the combustion chamber is rising. For instance, the temperature before the turbine for the new generation engines (e.g., F119, F120, EJ200, etc.) is over 1850 K. To meet the harsh working environment, a thermal barrier coat (TBC) is a key technology in protecting turbine blades (rotor blades and nozzle guide vanes (NGVs)) [
1,
2,
3]. As the first stage NGV faces high combustion outlet temperatures, the TBC at the surface of the NGVs endures a high thermal cycle load, so its failure problems are particularly serious due to the thermal loads. Therefore, it is necessary to consider the thermal fatigue life (TFL) of the TBC to improve the design and machining of the first-stage NGV [
4].
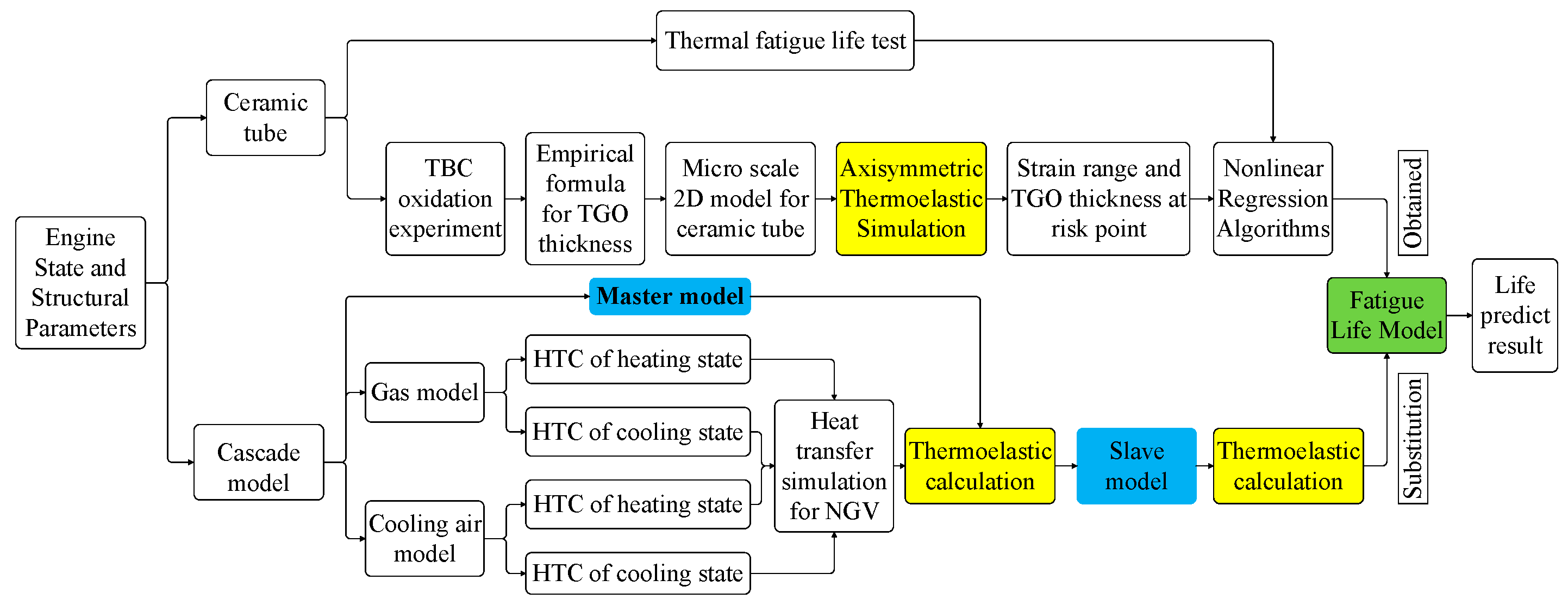
TBC life is seriously induced by four components as shown in
Figure 1 [
5]: (i) Top coat (TC) layer: providing thermal insulation; (ii) Thermally grown oxide (TGO) layer: providing the bonding of TBC with bond coat (BC) to slow subsequent oxidation; (iii) BC layer: containing the source of elements to create TGO in oxidizing environment and provide oxidation protection; and (iv) superalloy substrate: carrying mechanical loads. Through the oxidation of high-temperature gas, the aluminum in the BC is oxidized to produce an alumina layer (also called the TGO). With the increase in the TGO thickness, the material properties between the TC and BC are destroyed. The mixed layer TC/TGO is liable to crack and peel off under the combined effect of thermal stress and deformation in different layers, which eventually leads to the failure of the NGV [
6]. Therefore, it is of some urgency to study the mechanical properties of a mixed layer TC/TGO with regard to a thermal shock environment. Robert [
7] presented a Thermo-Calc/Dictra-based approach for the life prediction of isothermally oxidized atmospheric plasma sprayed TBCs. The beta-phase depletion of the coating was predicted and compared to the life prediction criteria based on the TGO thickness and aluminum content in the coating. Based on the BC test results, the life of the TBC was predicted by Song [
8], according to degradation and thermal fatigue. Many experiments indicated that the failure of the TBC systems under thermomechanical loading was complicated due to the influences of many factors such as thermal mismatch, oxidation, interface roughness, creep, sintering, and so forth [
9,
10,
11].
Among the failure factors, the effect of TGO growth is particularly prominent, because volume expansion and compressive stress increase are correlative with the growth of TGO. When the NGV gets to the cooling state, the induced unbalanced temperature at the mixed layer TC/TGO leads to a high residual compressive stress, which varies directly with the strain energy. When the strain energy reaches the limit value, cracks occur. Yang et al. [
12,
13] tested an oxidation weight gain of the TBC at 1323 K and obtained the dynamic test curves for characterizing the TGO thickness. Based on this work, Wei et al. [
14] established a TFL model of a TBC regarding the phenomenological approach and low cycle fatigue theory. However, the working environment and micro-strain characteristics of the NGV were not discussed in detail. In the process of the thermal shock cycle, the flow, heat transfer, and structure interact with each other, thus it is difficult to separate the temperature field from thermal stress in the calculation of flow characteristics. Therefore, the TFL of a NGV is a typical fluid-thermo-structure (FTS) coupling problem.
With the development of numerical simulation approaches, it is possible to calculate the thermal shock cyclic loads of a NGV by combining computational fluid dynamics (CFD) and finite element (FE) methods. Kim et al. [
15] studied the heat transfer coefficients and stresses on blade surfaces using the finite volume (FV) and FE methods and obtained the maximum material temperature and thermal stress at the trailing edge near mid-span. Meanwhile, he also discussed the life prediction methods of turbine components by coupling aero-thermal simulation with a nonlinear thermal-structural FE model and a slip-based constitutive model [
16]. Chung et al. [
17] predicted the cracks on the vane of a power generation gas turbine by the FTS method and Guan et al. [
18] carried out a simulation investigation of temperature variation, and obtained the stress and vibration characteristics of a NGV by the FTS method.
Although the FTS technology can reveal the physical characteristics of a NGV in the thermal cycle under macroscopic scales, the thermal fatigue problems of TBC gradually emerge from micro-cracks [
19]. Up to now, it is possible to establish a mathematical grid model with respect to both the macro and micro scales. However, the solution of the grid model requires huge computing resources and time consumption, which seriously restricts the development of new thermal barrier coated NGVs [
20]. Therefore, to provide an effective TFL model of the TBC, it is necessary to integrate flow, heat transfer, and structure with the micro- and macro-scale to perform an integrity design. The concept of high-integrity was proposed by the United States Air Force in 2012 for the numerical simulation of a NGV with a TBC [
21]. High-integrity requires the consistency of the numerical simulation with a real structure. Due to the costly computation, however, we have not found related works to highly-integrated TBC simulation so far.
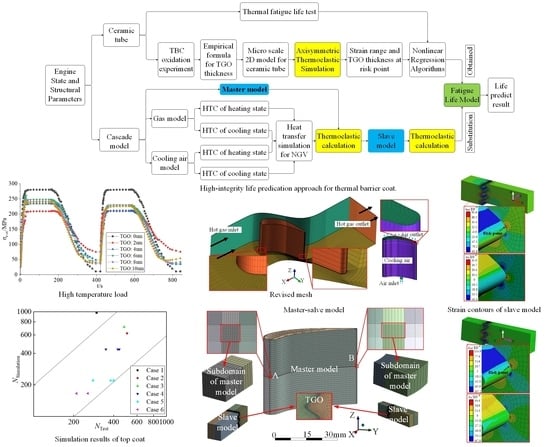
Along with the heuristic thought, it is unsatisfactory for a highly-integrated analysis of the life prediction of a NGV with a TBC to only consider heat shock performance in the macro- or micro-scale. This paper attempts to develop a high-integrity approach, in other words, the master–slave model involving the FTS coupling technology, phenomenological life prediction method, and volume mesh mapping algorithm for TBC thermal fatigue life prediction and the improvement in prediction precision and efficiency. Here, the master–slave model was used to establish the relationship between the macro-scale and micro-scale in the thermal fatigue life prediction of a TBC.
The remainder of this paper is organized as follows.
Section 2 introduces the modeling and simulation approaches including the physical model, material parameters, boundary conditions, meshing, and simulation procedure. The verification strategy and establishment of thermal fatigue life are discussed in
Section 3. In
Section 4, the results and discussion involving the heat transfer analysis, temperature filed analysis, thermo-structural analysis, and thermal fatigue life prediction of the TBC on a NGV are investigated.
Section 5 gives the conclusions and findings of this paper.
3. Life Modeling Process
The TFL test data of the ceramic metal tube were adopted to build the phenomenological TFL model (Equation (2)) by finding parameters
a and
b. The inner diameter, outer diameter, and length of the ceramic metal tube were 11 mm, 15 mm, and 85 mm, respectively. In the TFL test experiment, the central region of the tube with the length of 50 mm was heated for 160 s by an electromagnetic induction coil. After heating, the inner surface was cooled for 260 s by high pressure air [
13]. The measured interface temperature of the TBC in a single cycle are shown in
Figure 5. The TFL of a typical NGV was tested under six operating conditions (case 1, case 2, …, case 6). The results of the tests are shown in
Table 5.
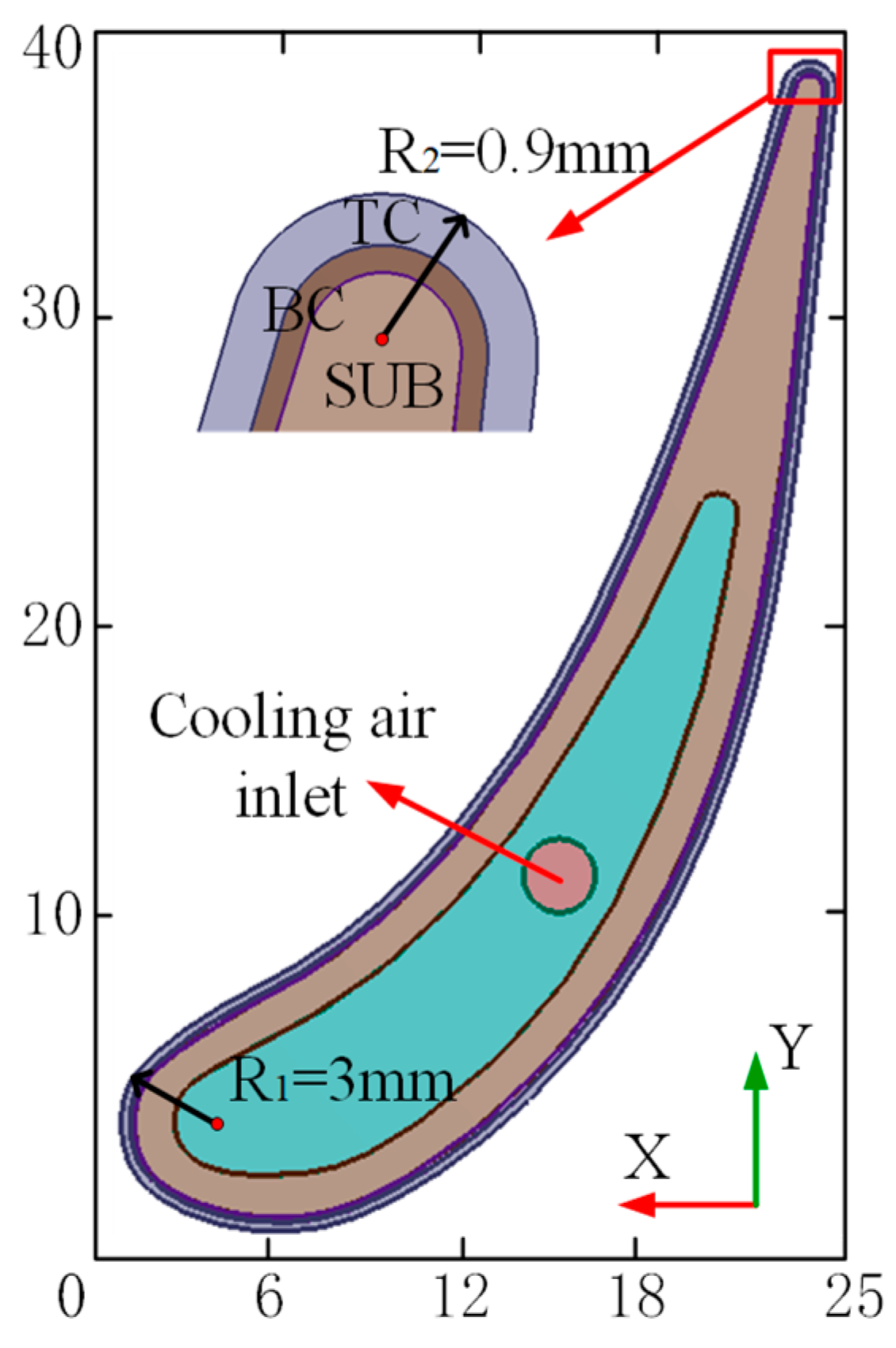
The 2D axisymmetric FE model was established by adopting a micro-segment with the length of 0.125 mm in the center of the heating part, as shown in
Figure 6. In the 2D FE model, the size, structure, and material of the TBC layers were consistent with the slave model, and the thermal cyclic load and heating/cooling period were also the same as those in the test. We separated the measured temperature to the cooling temperature curve and heating temperature curve, which were assigned to the inner boundary and outer boundary of the 2D axisymmetric finite element model, respectively. Displacement constraints in the
z direction and
x direction were applied to the lower edge and inner edge, respectively. A fully coupling element, ANSYS-Plane 223, was used to simulate the transient temperature and thermal stress based on the thermoelastic damping matrix, i.e.,
where [
M], [
C], and [
K] are the matric of element mass, element structural damping, and element stiffness, respectively; {
u} and {
T} are the vector of displacement and temperature, respectively; {
F} indicates the um of the element nodal force; [
Ct] and [
Kt] are the matric of element specific heat, element thermal conductivity, respectively; {
Q}, [
Kut], and [
Ctu] denote the sum of the element heat generation load and element convection surface heat flow, the matrix of element thermoelastic stiffness, and the matrix of element thermoelastic damping, respectively.
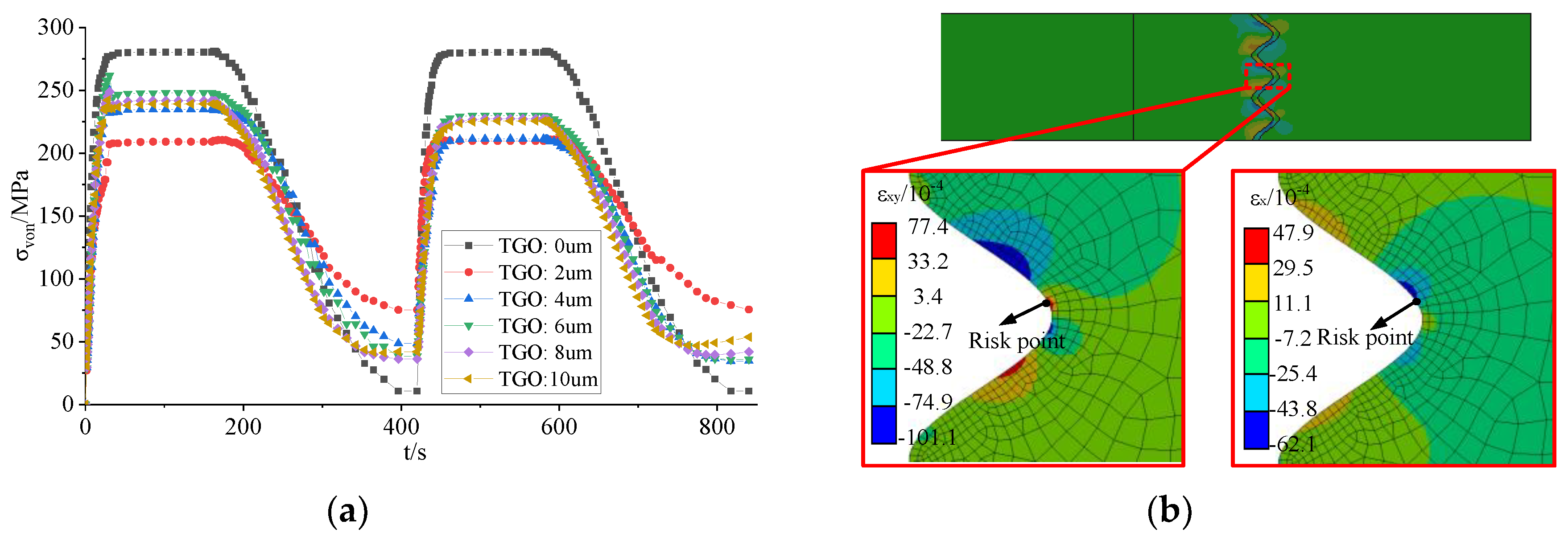
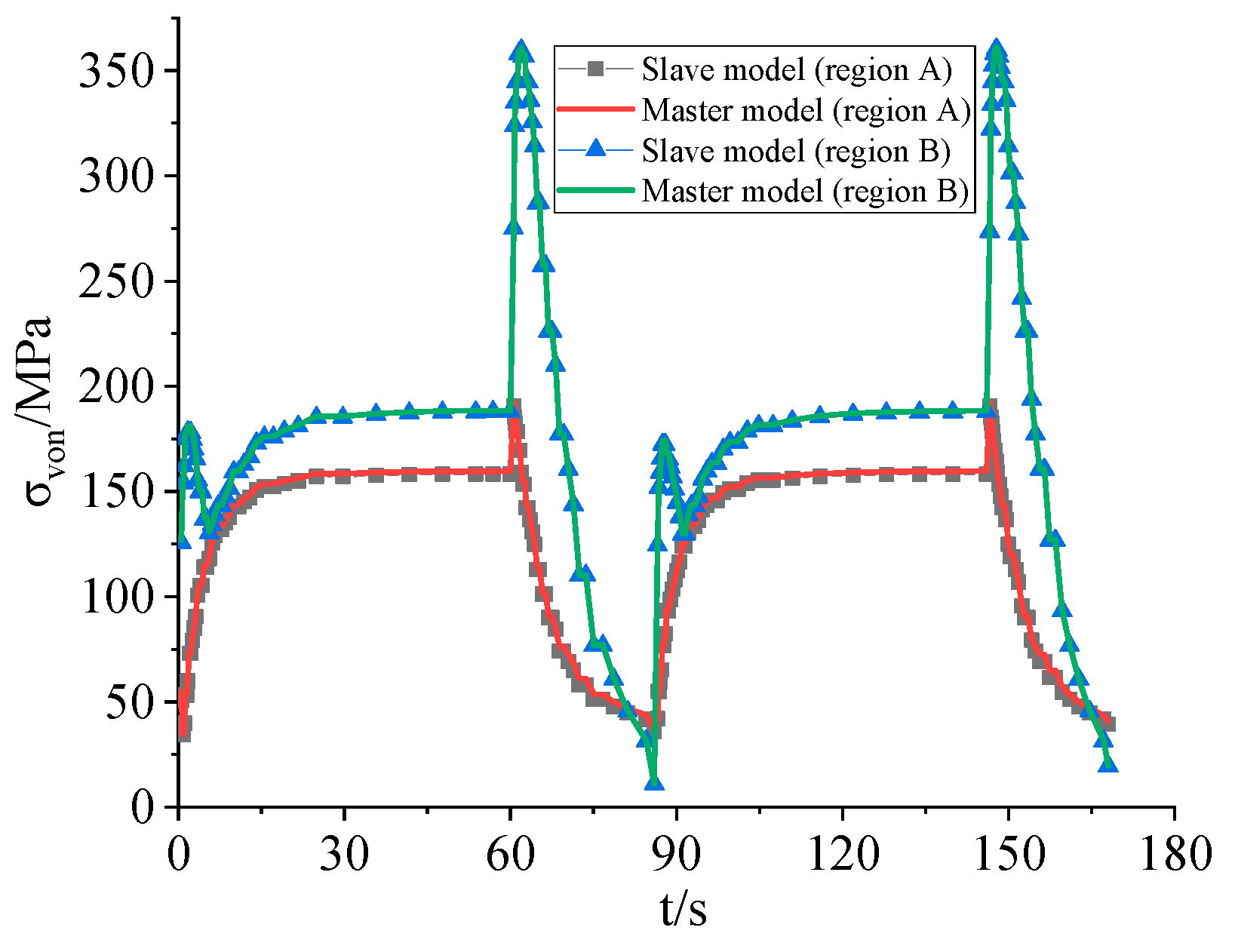
Six typical TGO thicknesses (0, 2 μm, 4 μm, 6 μm, 8 μm, and 10 μm) were selected in the simulation. To find the risk time and point in the thermal cycle, the von-Mises stress was selected, i.e.,
The maximum thermal stress of the TC layer is shown in
Figure 7a. As seen in
Figure 7a, the change in thermal stress basically agrees with the temperature curve in
Figure 5, and the thermal stress increased with the increasing TGO thickness. The maximum thermal stress occurred in 50 s to 160 s in the first cycle. For the strain contour at the thickness of 2 μm, the shear strain and axial strain are shown in
Figure 7b. The results in
Figure 7b show that the maximum shear strain and axial strain are near by the bottom of the valley (i.e., point I and II, respectively). The cracks caused by shear strain were perpendicular to the mixed layer of the TGO, while the cracks induced by axial strain were tangent to the valley center (
z direction in
Figure 6). The value of the shear strain was higher than that of the axial strain, thus the grid node of shear strain was regarded as the risk point for the simulation. The axial and shear strain ranges at the risk point in one thermal shock cycle were imported into Equation (2), and the relationship equations of TBC thickness and strain under the
ith operation condition were fitted as
According to Equation (11), Equation (1) and the cyclic data in
Table 5, the coefficients of Equation (2) can be obtained (i.e.,
a = 54,
b = 3.45). In the same condition, more thermal fatigue test data are provided by Geng [
37], and applied to verify the accuracy of the TFL model. The verification results are illustrated in
Figure 8. As revealed in
Figure 8, all of the TFL points were almost distributed in triple dispersion zone, which supports the validity and feasibility of the fitted phenomenological life prediction model.
5. Conclusions
The target of this paper was to propose an efficient master–slave model for the thermal fatigue life (TFL) prediction method of a nozzle guide vane (NGV) with a thermal barrier coat (TBC), with respect to flow-thermo-structural coupling, oxidation damage, and thermal fatigue damage. The modeling and simulation methods and life molding processes were first investigated and validated. Then, the TFL prediction method of the NGV with the TBC was performed with respect to the proposed master–slave model in the foundation of the temperature filed analysis, temperature test, and matching of the master and slave models. Through these studies, some conclusions and findings can be summarized as follows:
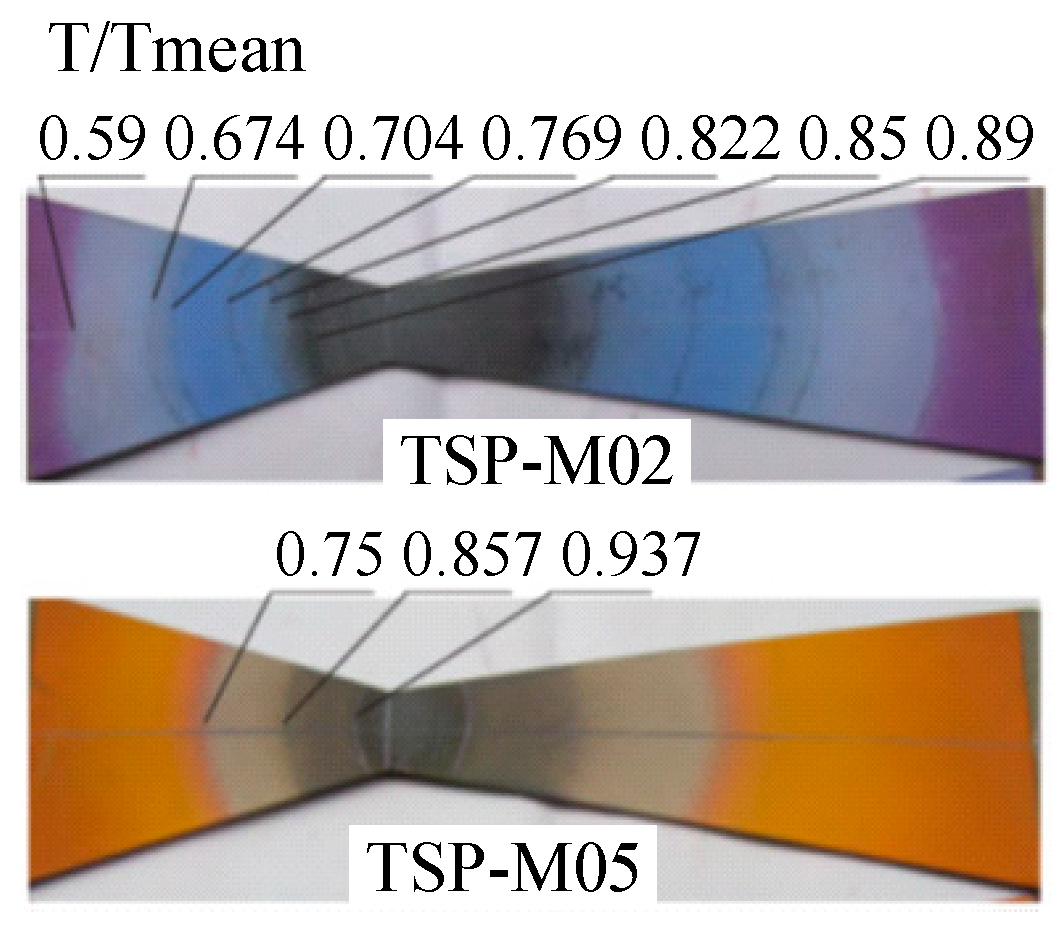
(1) The adopted SST γ-θ turbulence model effectively predicted the convective heat transfer coefficient by thermal-elastic simulation, and the temperature field solved by the fully coupled solid 226 element agreed well with the test data of the aircraft engine. This revealed that the fully coupling solid 226 element is promising to improve the accuracy of the temperature field calculation. Compared with the traditional method, the accuracy of the temperature field calculation was improved by over 5%.
(2) Based on the volume element intersection mapping algorithm, the boundary conditions of the temperature and displacement were successfully transferred from the master model into the slave model with high precision. The simulation results of the master model and slave model showed good agreement, indicating that it is possible to link macro- and micro-scales with the master–slave model presented in this paper.
(3) The ranges of the axial and shear strains in the TC layer were affected by the thickness of the TGO layer, but the trends of the two kind strains were almost the opposite. With the increase in the thermal cyclic number, shear strain plays a dominant role in the life model because it seriously effects the TFL prediction of the TBC on a NGV for an aero engine.
(4) Based on the developed master–slave model, the TFL of a typical NGV was precisely predicted with minor errors when compared to the test data, and the life variation also met the actual usage of the NGV. The proposed method comprehensively considers the physical characteristics of heat transfer boundaries, macro-scale and micro-scale to reflect the coupling failure of oxidation damage and thermal fatigue.
In short, the developed master–slave model was validated to be highly-computationally precise and efficient with regard to TFL prediction for a NGV with a TBC by comparing the temperature and the life cycle of the key points at the leading edge and trailing edge with the experiments. The efforts of the study provide a promising modeling strategy (master–slave model) for the integrated TFL prediction design of thermal structures other than NGV in engineering.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}