Labeling Confidence Values for Wafer-Handling Robot Arm Performance Using a Feature-Based General Regression Neural Network and Genetic Algorithm


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2 Method
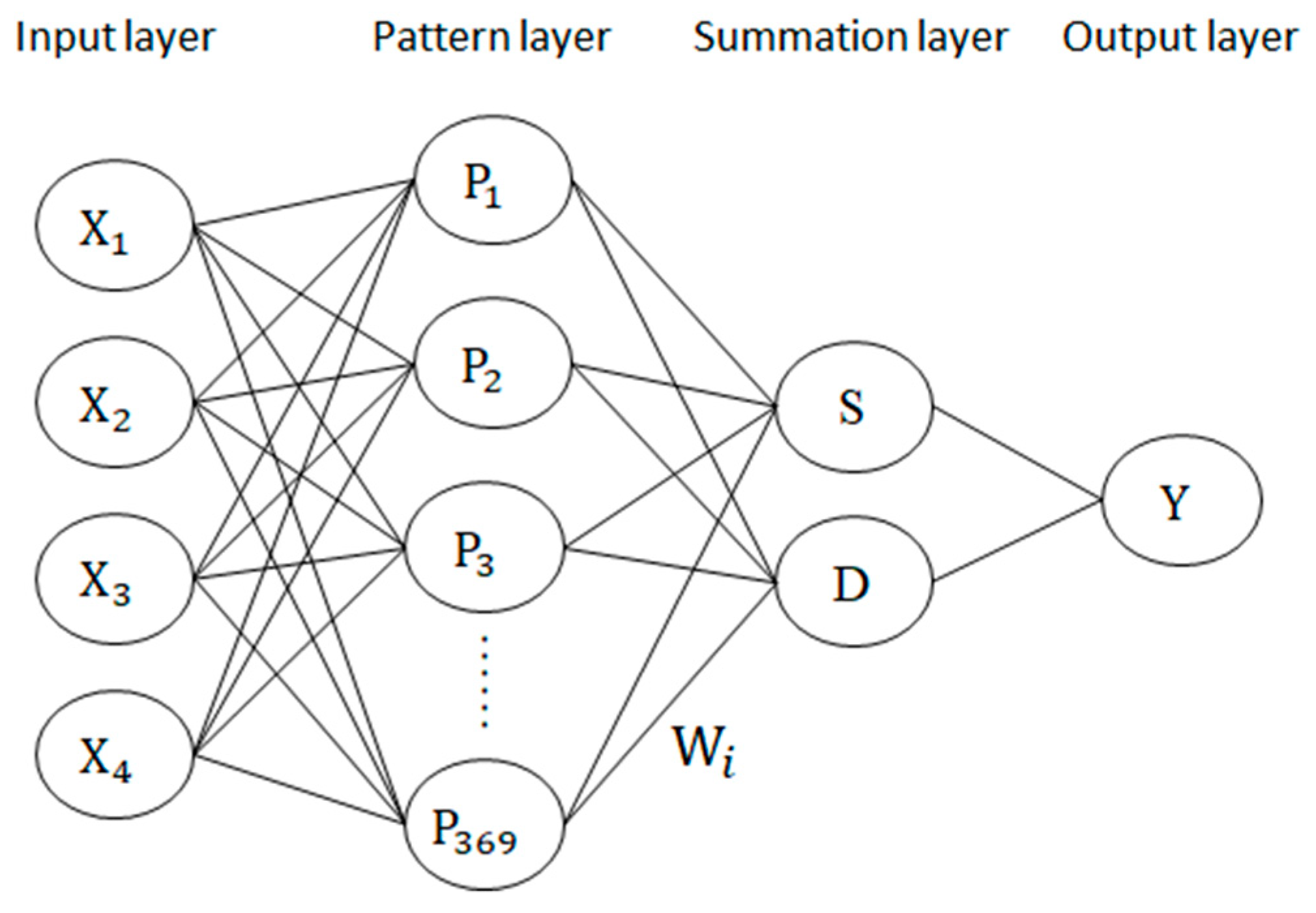
2.1. General Regression Neural Network
2.2. LR Model
3. Application
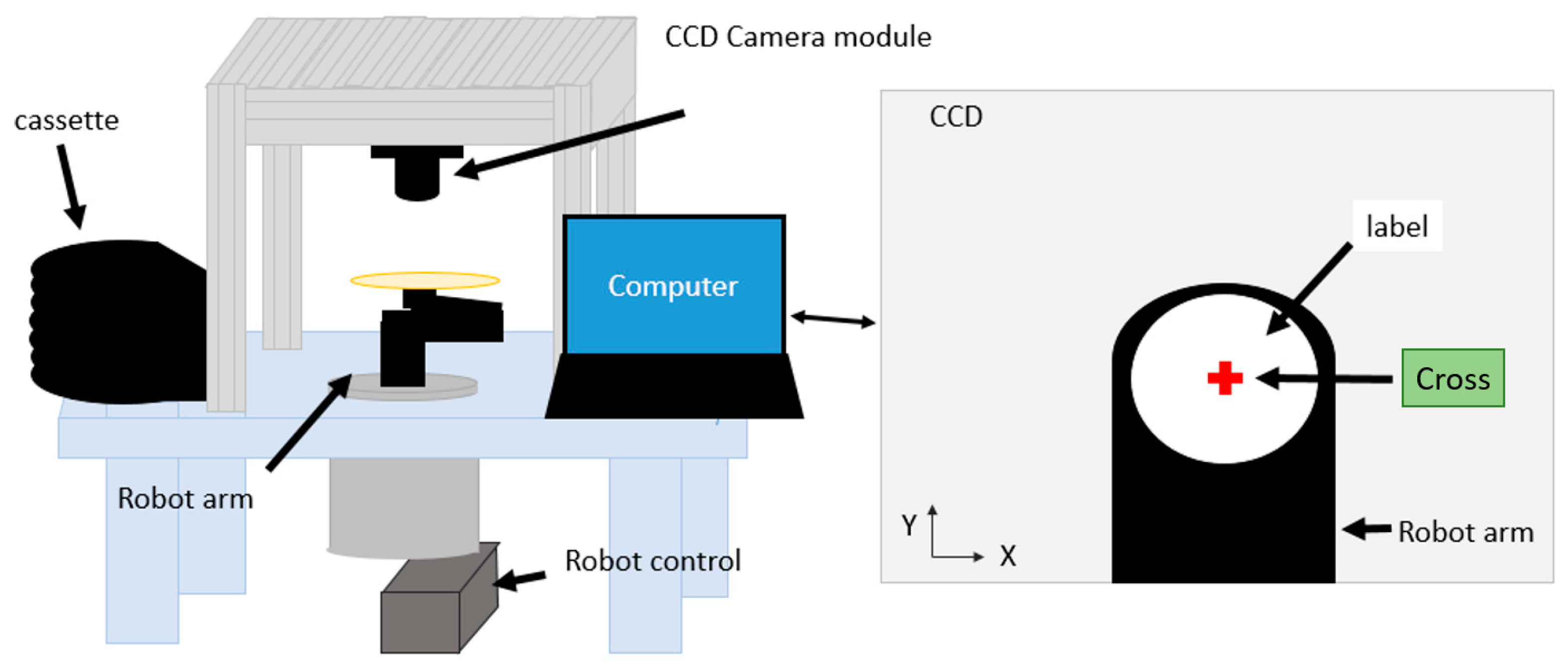
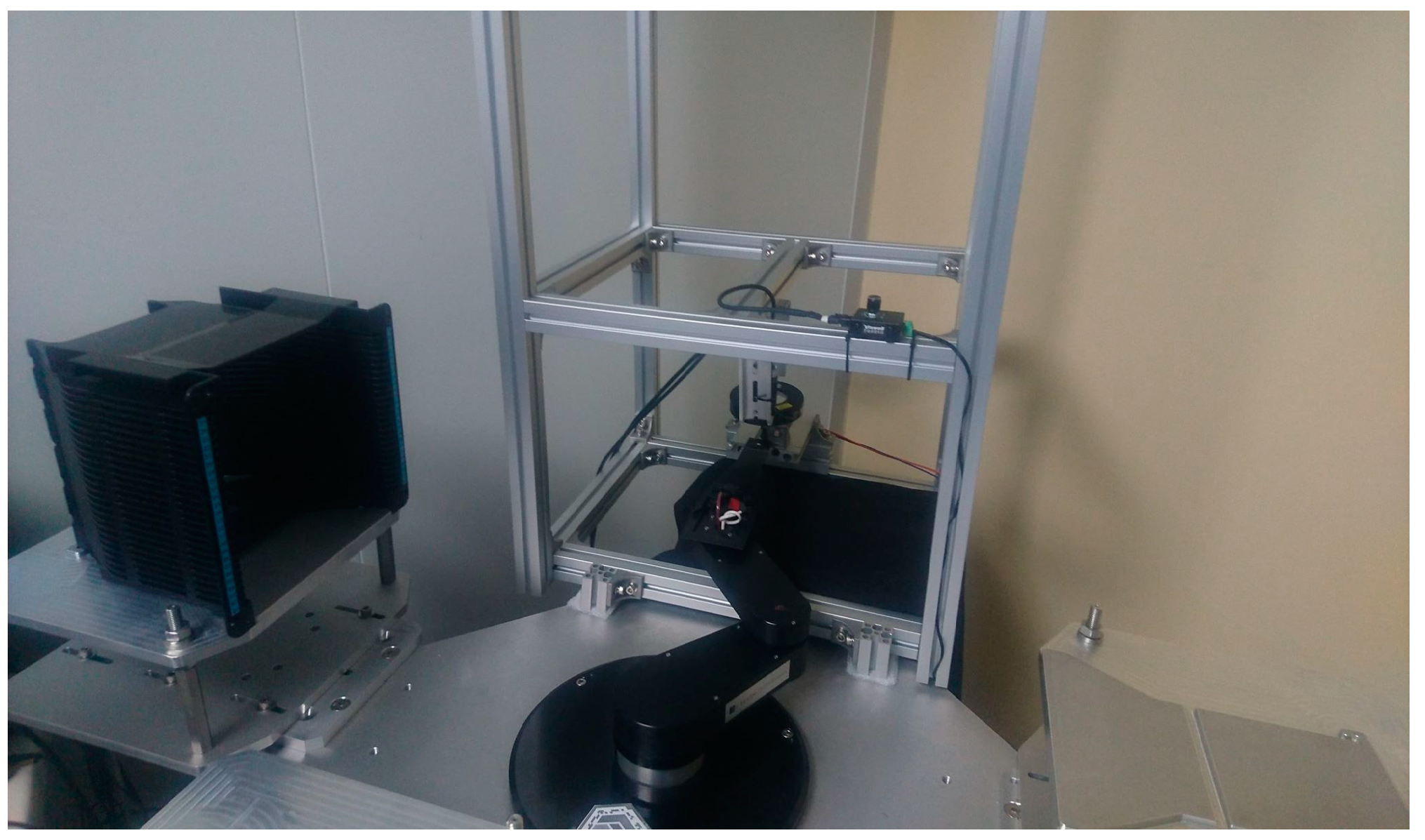
3.1. Experiment Setup and a Call-for-Maintenance Case
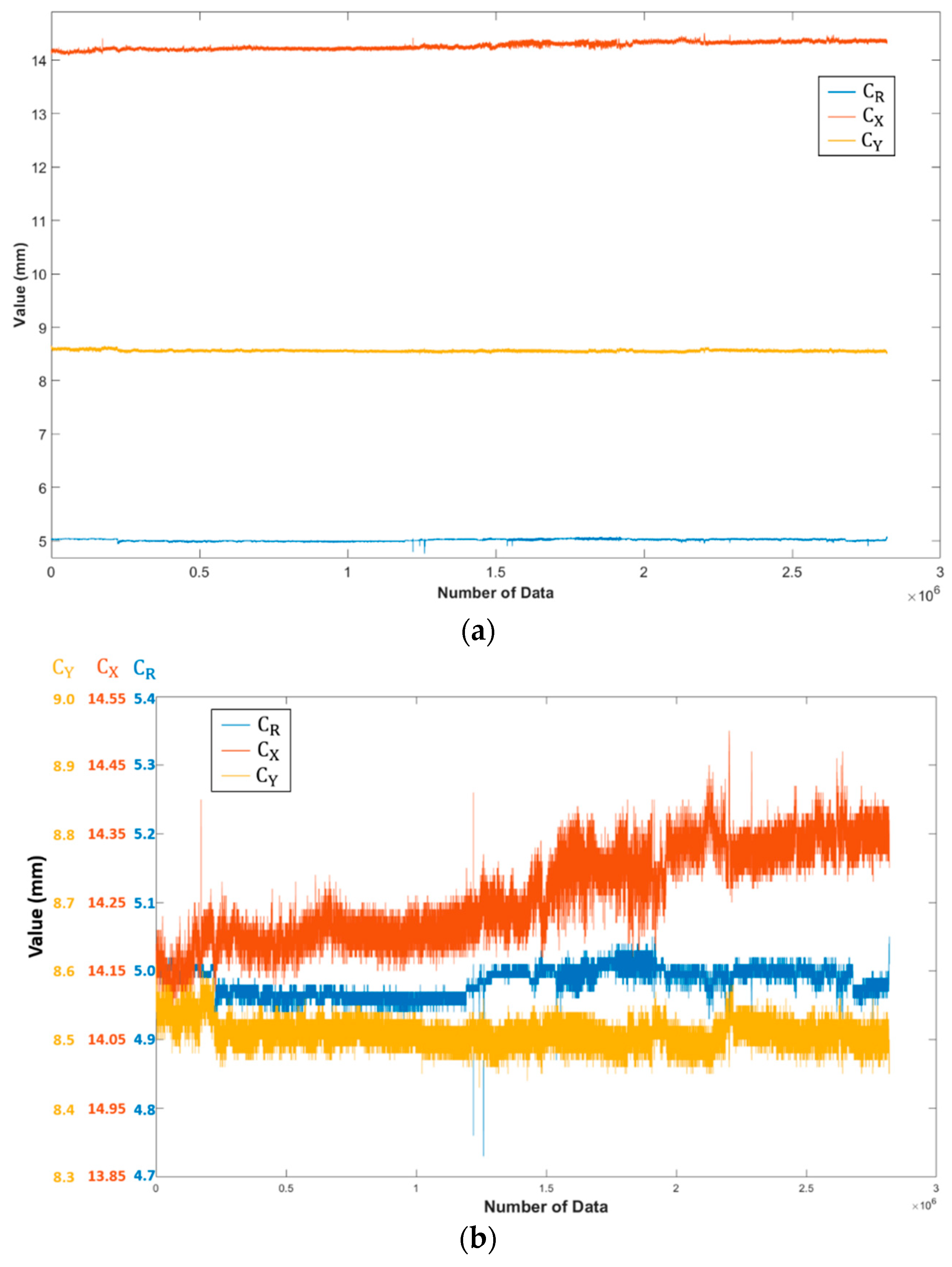
3.2. Data Mining with Feature Extraction
3.3. Labeling the Initial CVs from 1 to 0 as Linearly-Spaced Values for GRNN
3.4. Result Discussion
4. Conclusions
- This method provides a GA–GRNN that mimics the relaying of original feature data to determine the CV for a call-for-maintenance RUL model. Using the GA–GRNN, the CV can be determined and adjusted when performance degradation occurs. GA–GRNN can calculate the CV score and determine an ultimate degradation trend when a different machine is running.
- Using LR as a predictive machine health model denotes 1 in advance and 0 only after run-to-failure maintenance; this is time consuming and incurs a high cost, and is not feasible for predicting health statuses in major practical industrial problems. This study successfully demonstrated feature extraction with a GA–GRNN, with the ability to update the trend from the initial healthy CV to the final failure CV with data from each day.
- This study provides a methodology based on data-mining methods, including data preprocessing, feature extraction, feature selection, normalization, artificial intelligence algorithms with GA, and evaluation with feature-based GRNN. The GA-GNNN successfully determined the CV of real machinery to predict degradation. Our future study will focus on using a long short-term memory network for more efficient training of the labels of machine statuses.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chung, K.-J.; Lin, Y.-C.; Wu, B.-H. Proactive-based reliability assessment of handling robot arm. In Proceedings of the World Congress on Micro and Nano Manufacturing, Kaohsiung, Taiwan, 27–30 March 2017. [Google Scholar]
- Jin, W.; Chen, Y.; Lee, J. Methodology for ballscrew component health assessment and failure analysis. In Proceedings of the ASME International Manufacturing Science and Engineering Conference MSEC2013, Madison, WI, USA, 10–14 June 2013. [Google Scholar]
- Patel, J.P.; Upadhyay, S.H. Comparison between artificial neural network and support vector method for a fault diagnostic in rolling element bearings. Procedia Eng. 2016, 144, 390–397. [Google Scholar] [CrossRef]
- Luo, B.; Wang, H.; Liu, H.; Li, B.; Peng, F. Early fault detection of machine tools based on deep learning and dynamic identification. IEEE Trans. Ind. Electron. 2019, 66, 507–517. [Google Scholar] [CrossRef]
- Heng, A.; Zhang, S.; Tan, A.C.; Mathew, J. Rotating machinery prognostics: State of the art, challenges and opportunities. Mech. Syst. Signal Process. 2009, 23, 724–739. [Google Scholar] [CrossRef]
- Liao, H.; Zhao, W.; Guo, H. Predicting remaining useful life of an individual unit using proportional hazards model and logistic regression model. In Proceedings of the RAMS’06. Annual Reliability and Maintainability Symposium, Newport Beach, CA, USA, 23–26 January 2006. [Google Scholar]
- Li, P.; Jia, X.; Feng, J.; Davari, H.; Qiao, G.; Hwang, Y.; Lee, J. Prognosability study of ball screw degradation using systemic methodology. Mech. Syst. Signal Process. 2018, 109, 45–57. [Google Scholar] [CrossRef]
- Elsheikh, A.; Yacout, S.; Ouali, M.S. Bidirection handshaking LSTM for Remaining Useful Life Prediction. Neurocomputing 2019, 323, 148–156. [Google Scholar] [CrossRef]
- Yu, J. Tool condition prognostics using logistic regression with penalization and manifold regularization. Appl. Soft Comput. 2018, 64, 454–467. [Google Scholar] [CrossRef]
- Specht, D.F. A general regression neural network. IEEE Trans. Neural Netw. 1991, 2, 568–576. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Lee, J. Degradation assessment and fault modes classification using logistic regression. Trans. ASME 2018, 127, 912–914. [Google Scholar] [CrossRef]
- Shao, C.; Paynabar, K.; Kim, T.H.; Jin, J.J.; Hu, S.J.; Spicer, J.P.; Abell, J.A.; Wang, H. Feature selection for manufacturing process monitoring using cross-validation. J. Manuf. Syst. 2013, 32, 550–555. [Google Scholar] [CrossRef]
- Qiu, H.; Lee, J. Feature fusion and degradation detection using self-organizing map. In Proceedings of the 2004 International Conference on Machine Learning and Applications, Louisville, KY, USA, 16–18 December 2004. [Google Scholar]




© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.-C.; Yang, Z.-S.; Liao, H.-S. Labeling Confidence Values for Wafer-Handling Robot Arm Performance Using a Feature-Based General Regression Neural Network and Genetic Algorithm. Appl. Sci. 2019, 9, 4241. https://doi.org/10.3390/app9204241
Huang Y-C, Yang Z-S, Liao H-S. Labeling Confidence Values for Wafer-Handling Robot Arm Performance Using a Feature-Based General Regression Neural Network and Genetic Algorithm. Applied Sciences. 2019; 9(20):4241. https://doi.org/10.3390/app9204241
Chicago/Turabian StyleHuang, Yi-Cheng, Zi-Sheng Yang, and Hsien-Shu Liao. 2019. "Labeling Confidence Values for Wafer-Handling Robot Arm Performance Using a Feature-Based General Regression Neural Network and Genetic Algorithm" Applied Sciences 9, no. 20: 4241. https://doi.org/10.3390/app9204241
APA StyleHuang, Y.-C., Yang, Z.-S., & Liao, H.-S. (2019). Labeling Confidence Values for Wafer-Handling Robot Arm Performance Using a Feature-Based General Regression Neural Network and Genetic Algorithm. Applied Sciences, 9(20), 4241. https://doi.org/10.3390/app9204241