A Study on the Deformation Behavior of a Microstructure Depending on Its Shape and the Cutting Section in the Precision Cutting of a Functional Part

Abstract
:1. Introduction
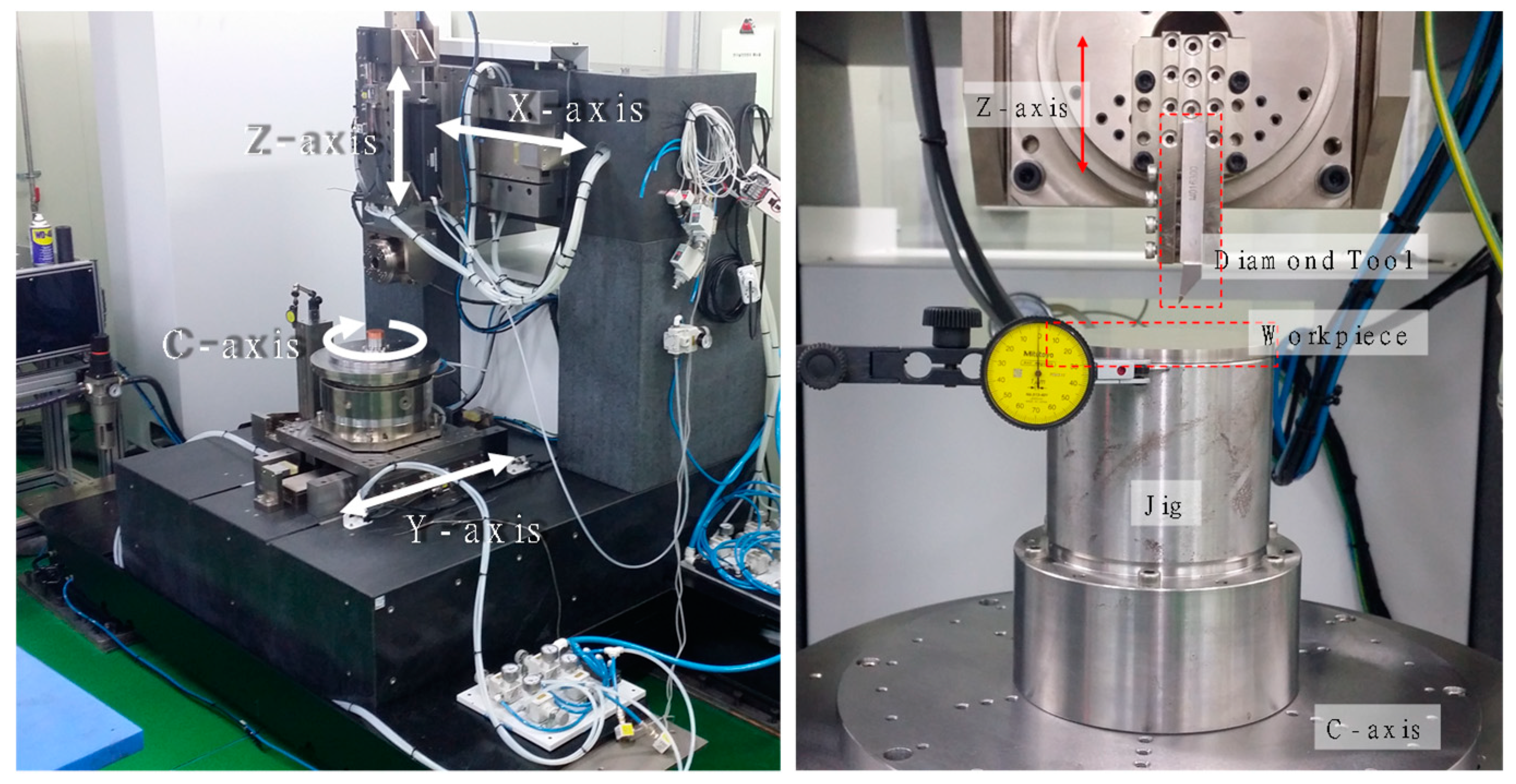
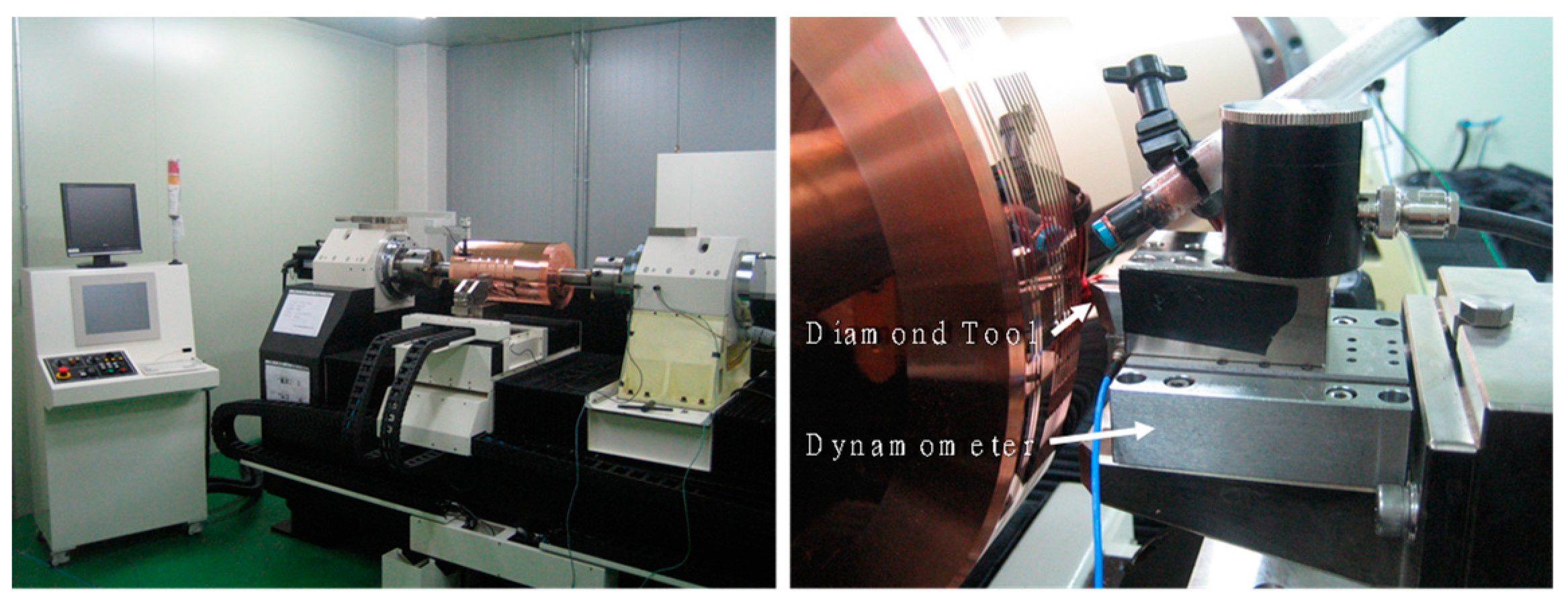
2. Experimental Setup
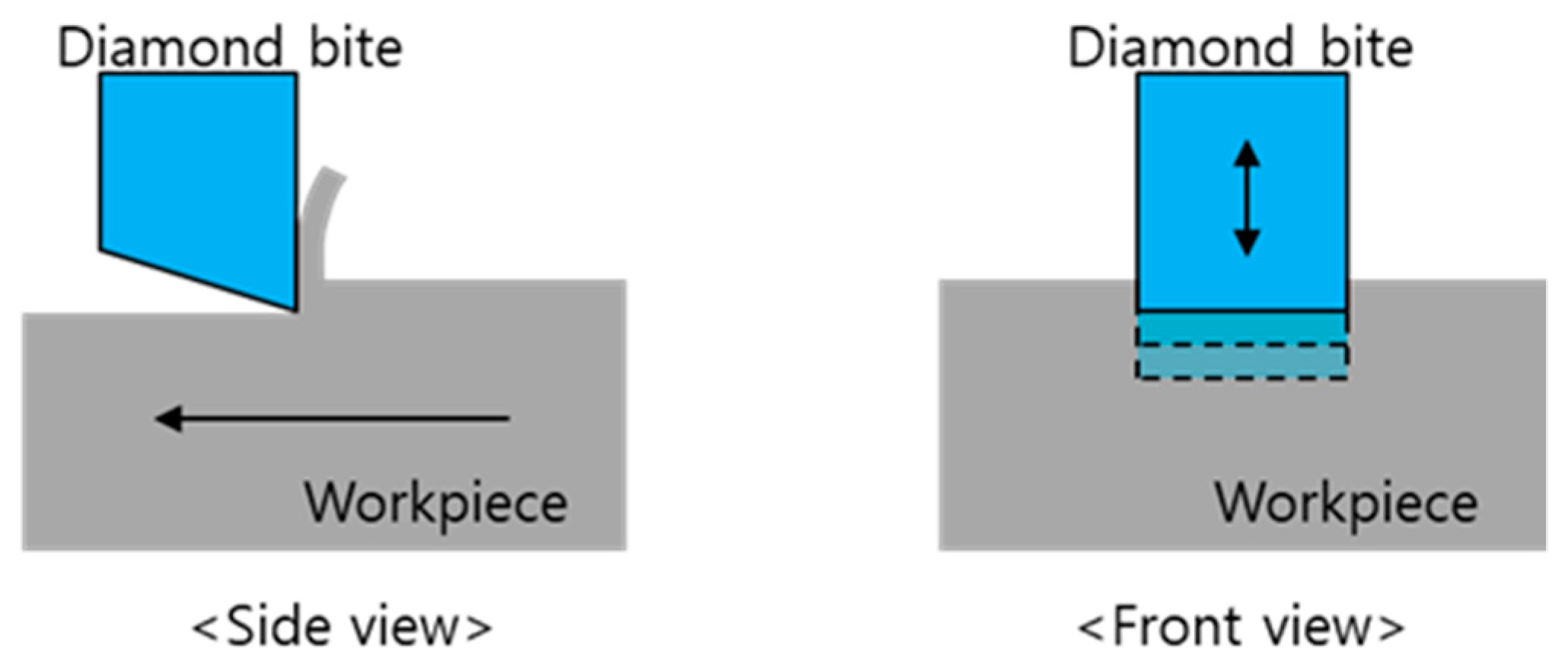
2.1. Basic Schematic of Precision Diamond Cutting
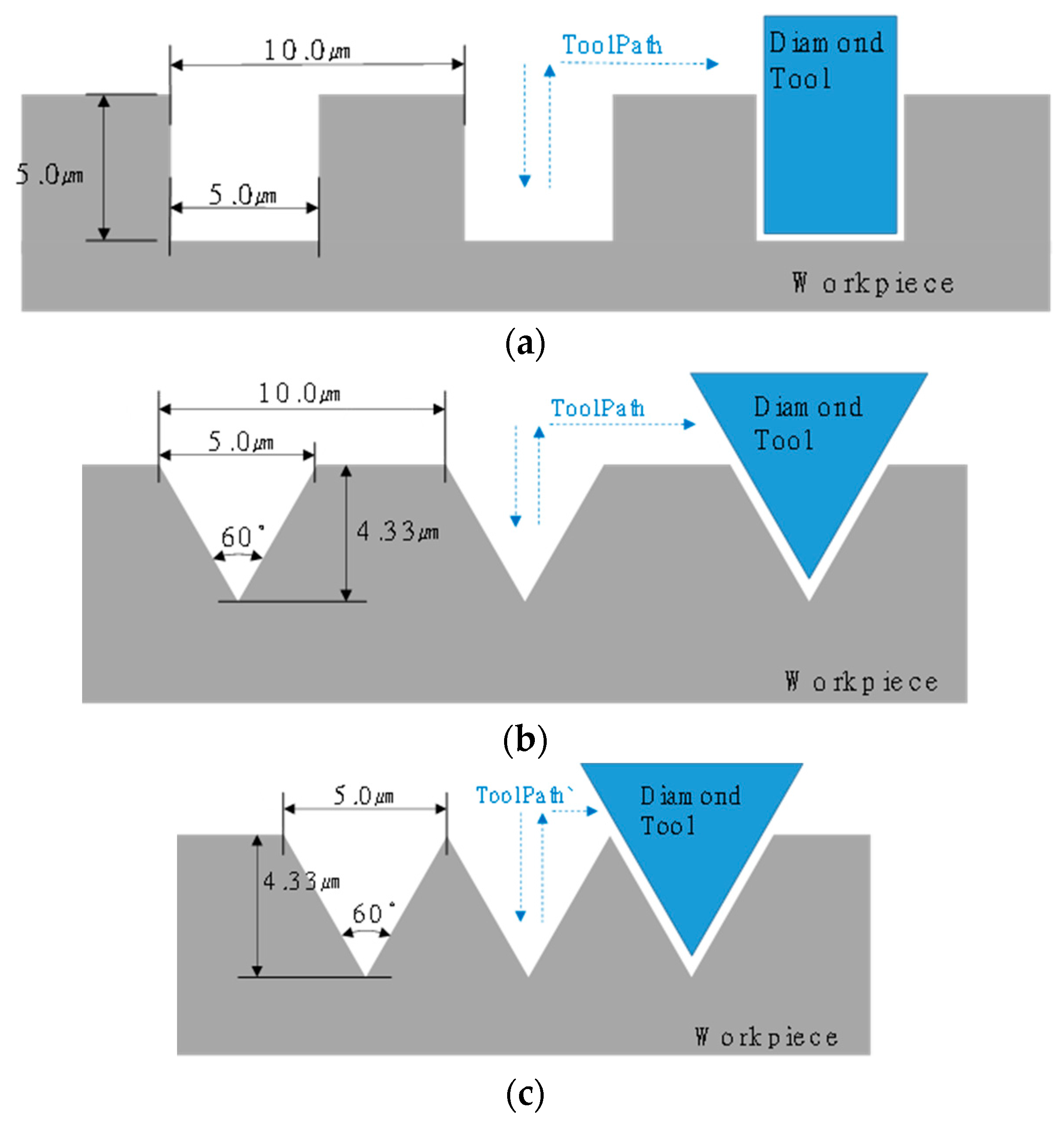
2.2. Experiments with Three Shapes of Microstructural Patterns
2.3. Experiments for Cutting Force Measurement
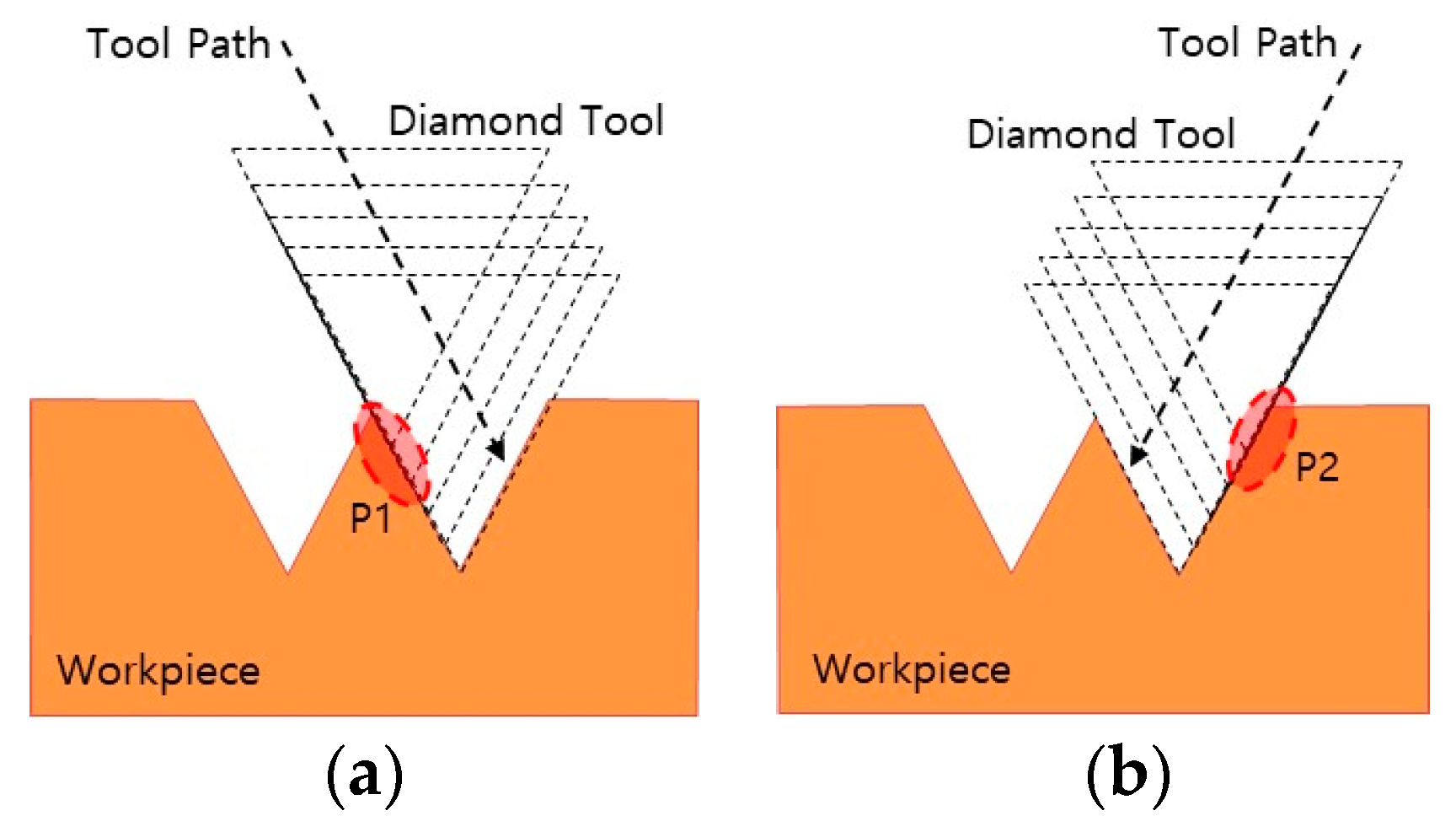
2.4. Experiments with Different Tool Paths
3. Results and Discussion
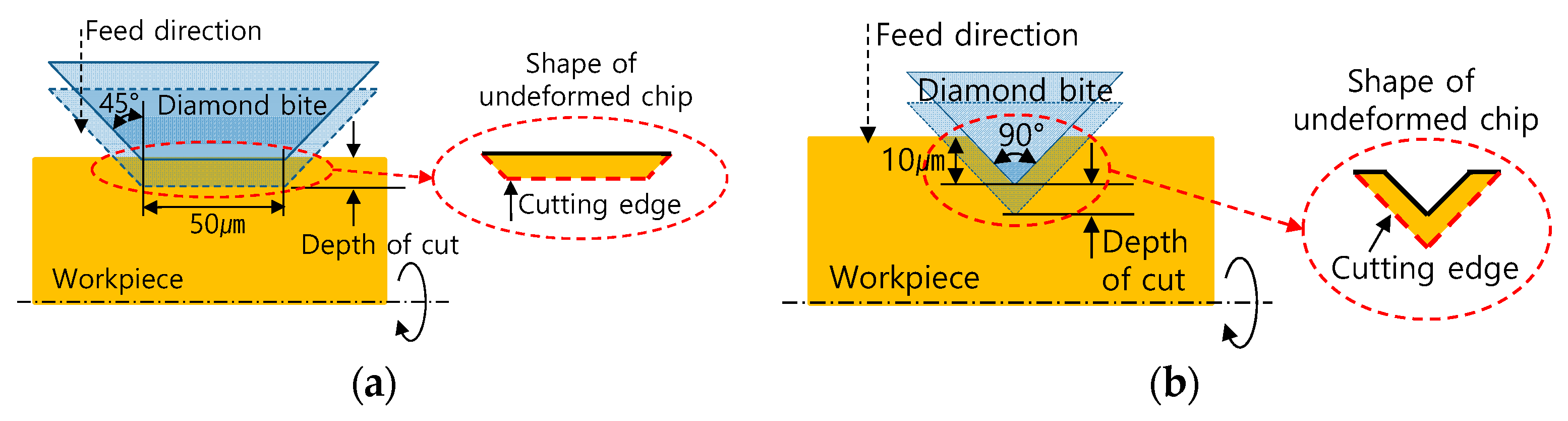
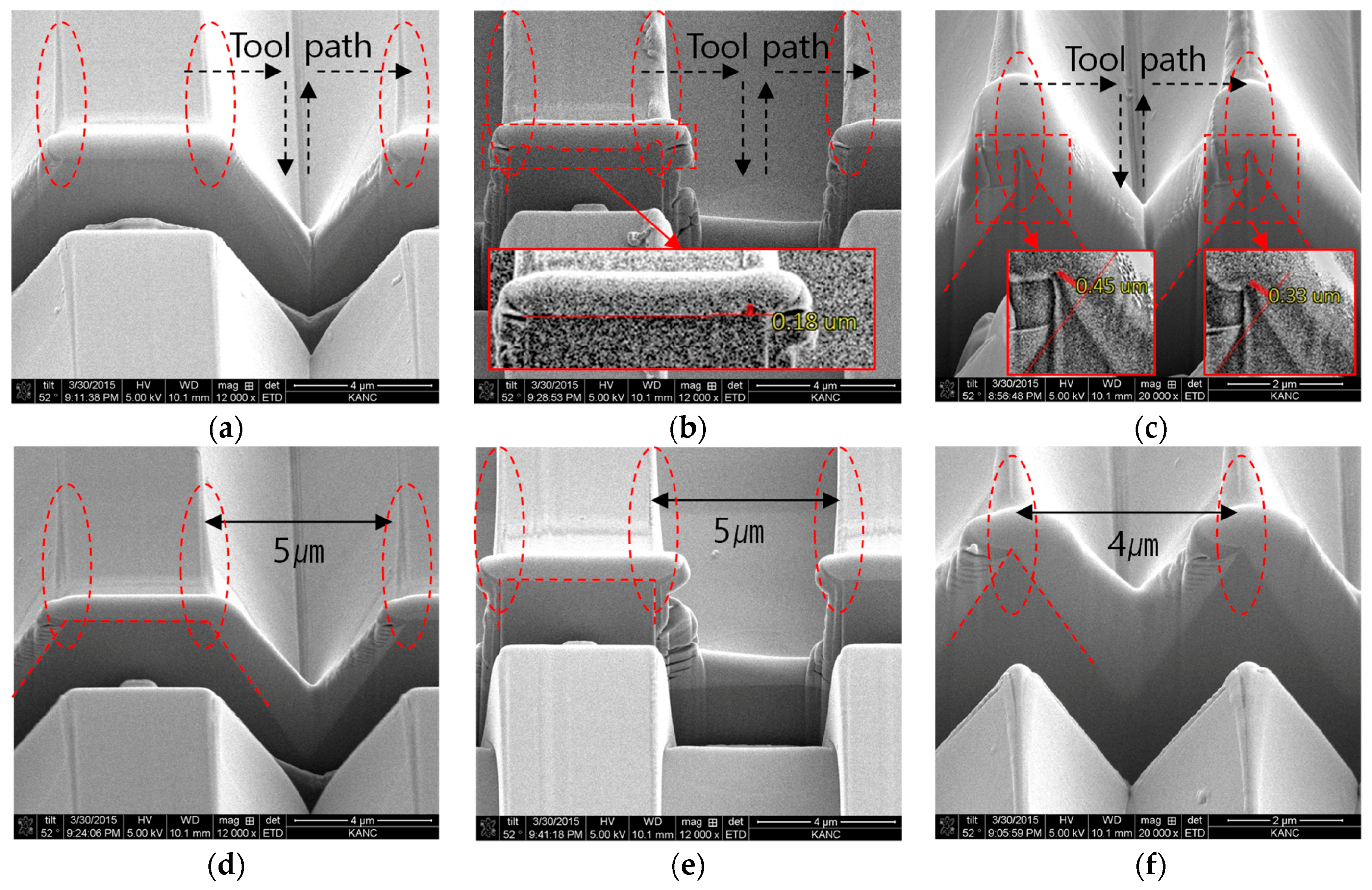
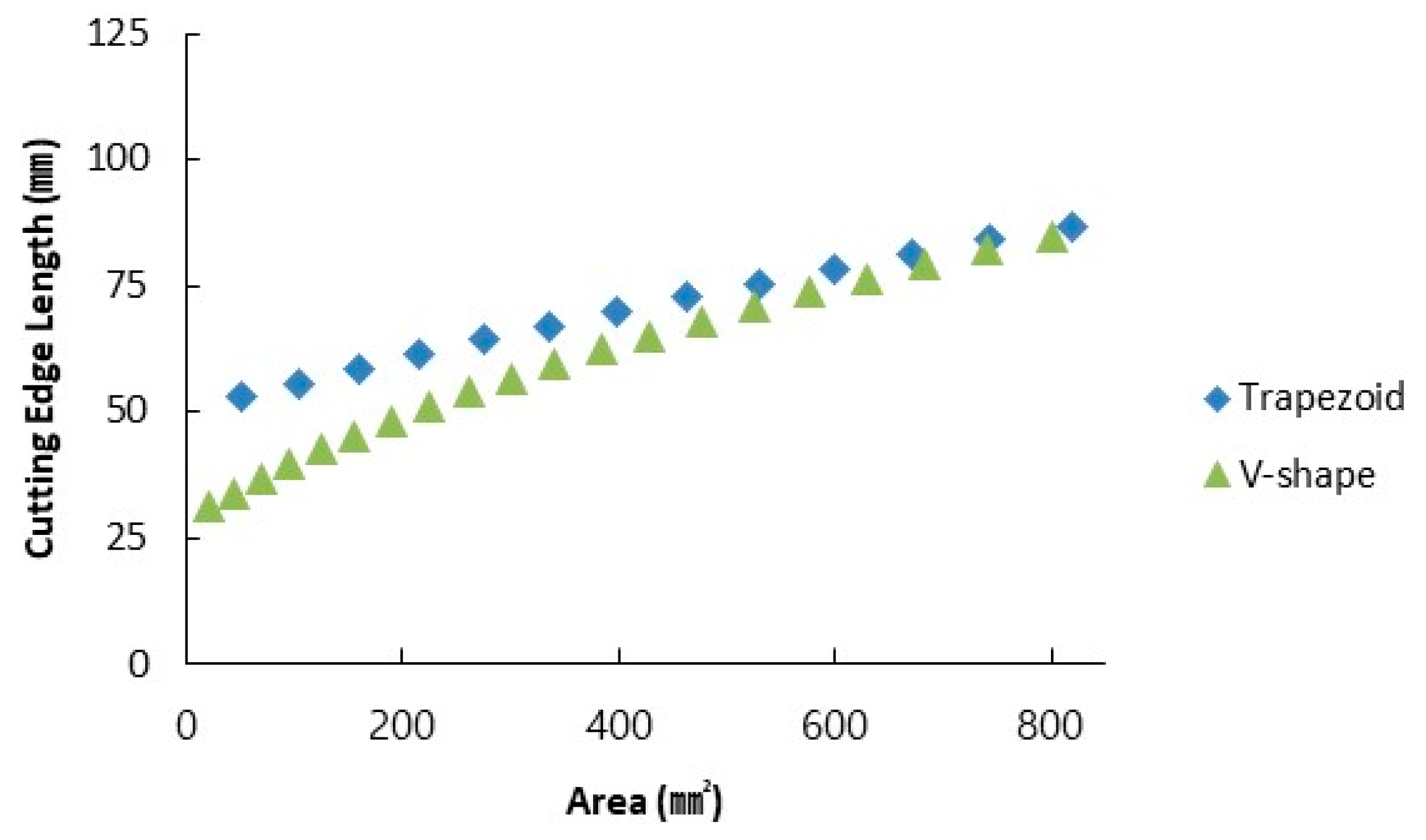
3.1. Effects of the Shape of the Microstructure
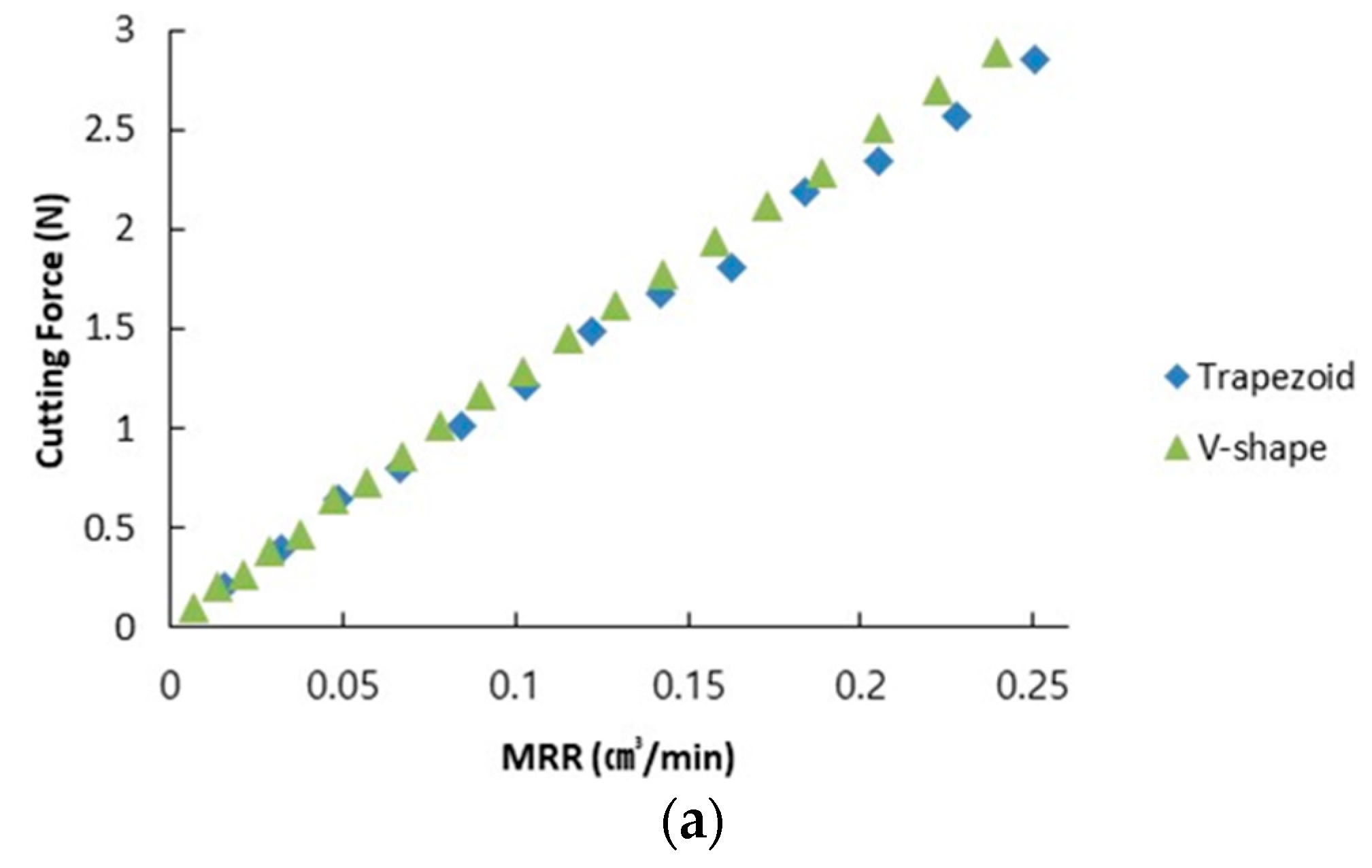
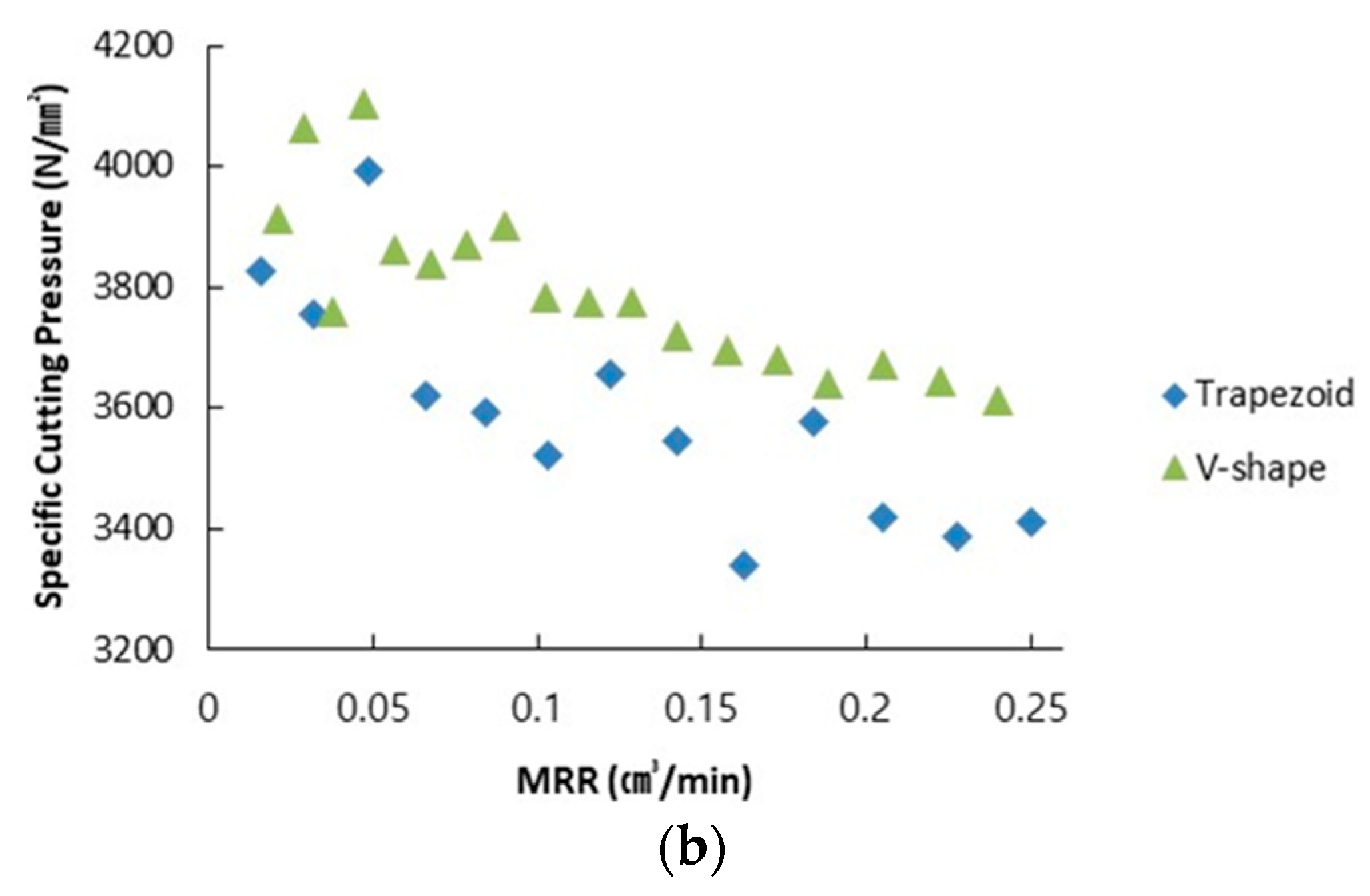
3.2. Cutting Force
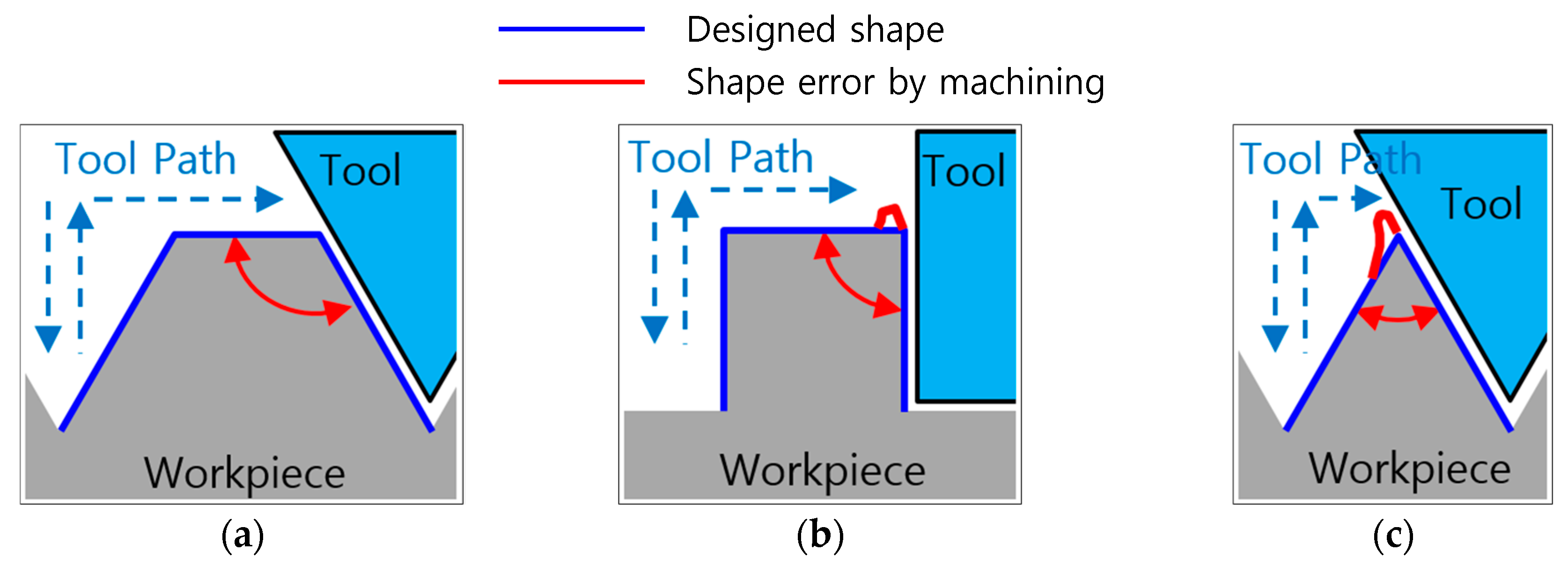
3.3. Tool Path Change
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Z.; Zhang, H.; Fu, R.; Mu, G.; Lu, Z.; Cartwright, C.M.; Gillespie, W.A. Hybrid Diffractive-Refractive Ultra-Wide-Angle Eyepieces. Optik 2002, 113, 159–162. [Google Scholar] [CrossRef]
- Becker, H.; Gärtner, C. Polymer Microfabrication Technologies for Microfluidic Systems. Anal. Bioanal. Chem. 2008, 390, 89–111. [Google Scholar] [CrossRef] [PubMed]
- Jang, H.S.; Park, D.S. Microfabrication of Microchannels for Fuel Cell Plates. Sensors 2010, 10, 167–175. [Google Scholar] [CrossRef]
- Sun, J.; Luo, X.; Chang, W.; Ritchie, J.M.; Chien, J.; Lee, A. Fabrication of Periodic Nanostructures by Single-Point Diamond Turning with Focused Ion Beam Built Tool Tips. J. Micromech. Microeng. 2012, 22, 115014. [Google Scholar] [CrossRef]
- Thiele, S.; Seifert, A.; Herkommer, A.M. Wave-Optical Design of a Combined Refractive-Diffractive Varifocal Lens. Opt. Express 2014, 22, 13347–13350. [Google Scholar] [CrossRef] [PubMed]
- Tien, N.X.; Shin, S. A Novel Concentrator Photovoltaic (CPV) System with the Improvement of Irradiance Uniformity and the Capturing of Diffuse Solar Radiation. Appl. Sci. 2016, 6, 251. [Google Scholar] [CrossRef]
- Tanaka, Y.; Yamagata, M.; Sasano, T. Diffractive-Refractive Achromatic Lens for Optical Disk System by Molding. Opt. Rev. 1998, 5, 334–339. [Google Scholar] [CrossRef]
- Masuzawa, T. State of the Art of Micromachining. Ann. CIRP 2000, 49, 473–488. [Google Scholar] [CrossRef]
- To, S.; Zhu, Y.H.; Lee, W.B. Effect of Cutting Depth on the Surface microstructure of a Zn-Al Alloy during Ultra-Precision Machining. Appl. Surf. Sci. 2008, 254, 1559–1564. [Google Scholar] [CrossRef]
- Yan, J.; Oowada, T.; Zhou, T.; Kuriyagawa, T. Precision Machining of Microstructures on Electroless-Plated Nip Surface for Molding Glass Components. J. Mater. Process. Technol. 2009, 209, 4802–4808. [Google Scholar] [CrossRef]
- Kim, G.D.; Loh, B.G. Machining of Micro-Channels and Pyramid Patterns Using Elliptical Vibration Cutting. Int. J. Adv. Manuf. Technol. 2010, 49, 961–968. [Google Scholar] [CrossRef]
- Zhang, X.; Gao, H.; Guo, Y.; Zhang, G. Machining of optical freeform prisms by rotating tools turning. CIRP Ann. Manuf. Technol. 2012, 61, 519–522. [Google Scholar] [CrossRef]
- Duong, T.H.; Kim, H.C.; Lee, D.Y.; Lee, S.W.; Park, E.S.; Je, T.J. A Theoretical Deformation Prediction of Micro Channels in Ultra-Precision Machining. Int. J. Precis. Eng. Manuf. 2013, 14, 173–181. [Google Scholar] [CrossRef]
- Duong, T.H.; Kim, H.C. Deformation Analysis of Rectangular Channel Structures in Micro Pattern machining. Int. J. Precis. Eng. Manuf. 2015, 16, 619–627. [Google Scholar] [CrossRef]
- Tauhiduzzaman, M.; Yip, A.; Veldhuis, S.C. Form Error in Diamond Turning. Precis. Eng. 2015, 42, 22–36. [Google Scholar] [CrossRef]
- Lee, K.; Dornfeld, D.A. Micro-Burr Formation and Minimization through Process Control. Precis. Eng. 2005, 29, 246–252. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, T.; Ge, C.; Sui, Y.; Yang, H. Review of Micro/Nano Machining by Utilizing Elliptical Vibration Cutting. Int. J. Mach. Tools Manuf. 2016, 106, 109–126. [Google Scholar] [CrossRef]
- Siitonen, S.; Pietarinen, J.; Laakkonen, P.; Jefimovs, K.; Kuittinen, M.; Alajoki, T.; Mönkkönen, K.; Pääkkönen, E.J.; Tervonen, A. Replicated Polymer Light Guide Interconnector with Depth Modified Surface Relief Grating Couplers. Opt. Rev. 2007, 14, 304–309. [Google Scholar] [CrossRef]
- Attia, U.M.; Marson, S.; Alcock, J.R. Micro-Injection Moulding of Polymer Microfluidic Devices. Microfluid. Nanofluid. 2009, 7, 1. [Google Scholar] [CrossRef]
- Kobayashi, R.; Xu, S.; Shimada, K.; Mizutani, M.; Kuriyagawa, T. Defining the Effects of Cutting Parameters on Burr Formation and Minimization in Ultra-Precision Grooving of Amorphous Alloy. Precis. Eng. 2017, 49, 115–121. [Google Scholar] [CrossRef]
- Yan, Y.; Hu, Z.; Zhao, X.; Sun, T.; Dong, S.; Li, X. Top-Down Nanomechanical Machining of Three-Dimensional Nanostructures by Atomic Force Microscopy. Small 2010, 6, 724–728. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.; Geng, Y.; Hu, Z. Recent Advances in AFM Tip-Based Nanomechanical Machining. Int. J. Mach. Tools Manuf. 2015, 99, 1–18. [Google Scholar] [CrossRef]
- Furukawa, Y.; Moronuki, N. Effect of Material Properties on Ultra Precise Cutting Processes. Ann. CIRP 1988, 37, 113–116. [Google Scholar] [CrossRef]
- Ng, C.K.; Melkote, S.N.; Rahman, M.; Kumar, A.S. Experimental Study of Micro- and Nano-scale Cutting of Aluminum 7075-T6. Int. J. Mach. Tools Manuf. 2006, 46, 929–936. [Google Scholar] [CrossRef]
- Weber, M.; Autenrieth, H.; Kotschenreuther, J.; Gumbsch, P.; Schulze, V.; Löhe, D.; Fleisher, J. Influence of Friction and Process Parameters on the Specific Cutting Force and Surface Characteristics in Micro Cutting. Mach. Sci. Technol. 2008, 12, 474–497. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, Z.; Shi, Z.; Xu, C. Size Effect on Surface Roughness in Micro Turning. Int. J. Precis. Eng. Manuf. 2013, 14, 345–349. [Google Scholar] [CrossRef]
- Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; Souza, A.F. Size Effect and Minimum Chip Thickness in Micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
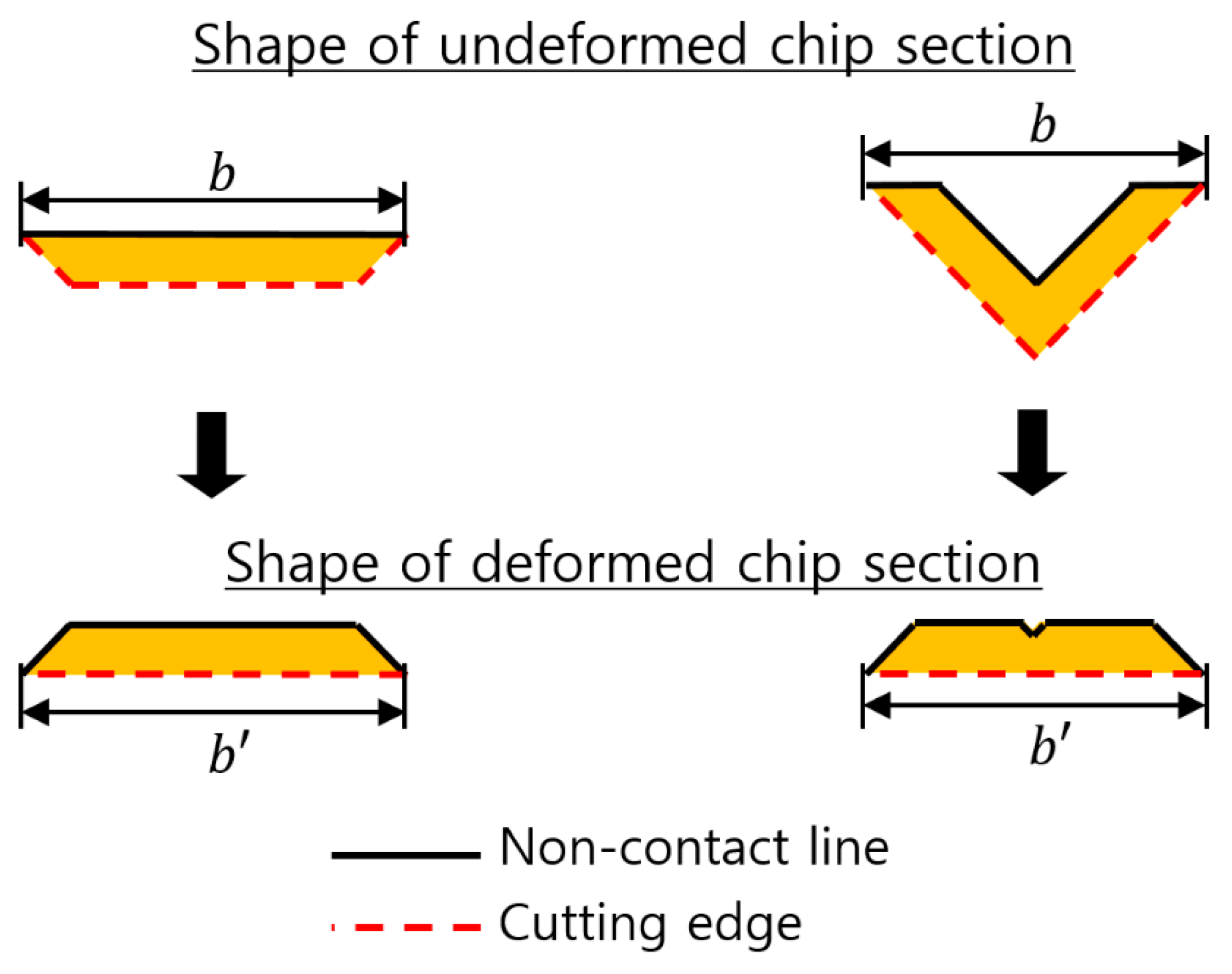
| Cutting Depth (µm) | b (µm) | b′ (µm) |
|---|---|---|
| 10 | 70 | 74.9 |
| 20 | 90 | 95.4 |
| Cutting Depth (µm) | b (µm) | b′ (µm) |
|---|---|---|
| 5 | 30 | 28.5 |
| 10 | 40 | 41.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, K.-H.; Choi, Y.-J.; Lee, Y.-S. A Study on the Deformation Behavior of a Microstructure Depending on Its Shape and the Cutting Section in the Precision Cutting of a Functional Part. Appl. Sci. 2019, 9, 2940. https://doi.org/10.3390/app9142940
Song K-H, Choi Y-J, Lee Y-S. A Study on the Deformation Behavior of a Microstructure Depending on Its Shape and the Cutting Section in the Precision Cutting of a Functional Part. Applied Sciences. 2019; 9(14):2940. https://doi.org/10.3390/app9142940
Chicago/Turabian StyleSong, Ki-Hyeong, Young-Jae Choi, and Yong-Shin Lee. 2019. "A Study on the Deformation Behavior of a Microstructure Depending on Its Shape and the Cutting Section in the Precision Cutting of a Functional Part" Applied Sciences 9, no. 14: 2940. https://doi.org/10.3390/app9142940
APA StyleSong, K.-H., Choi, Y.-J., & Lee, Y.-S. (2019). A Study on the Deformation Behavior of a Microstructure Depending on Its Shape and the Cutting Section in the Precision Cutting of a Functional Part. Applied Sciences, 9(14), 2940. https://doi.org/10.3390/app9142940