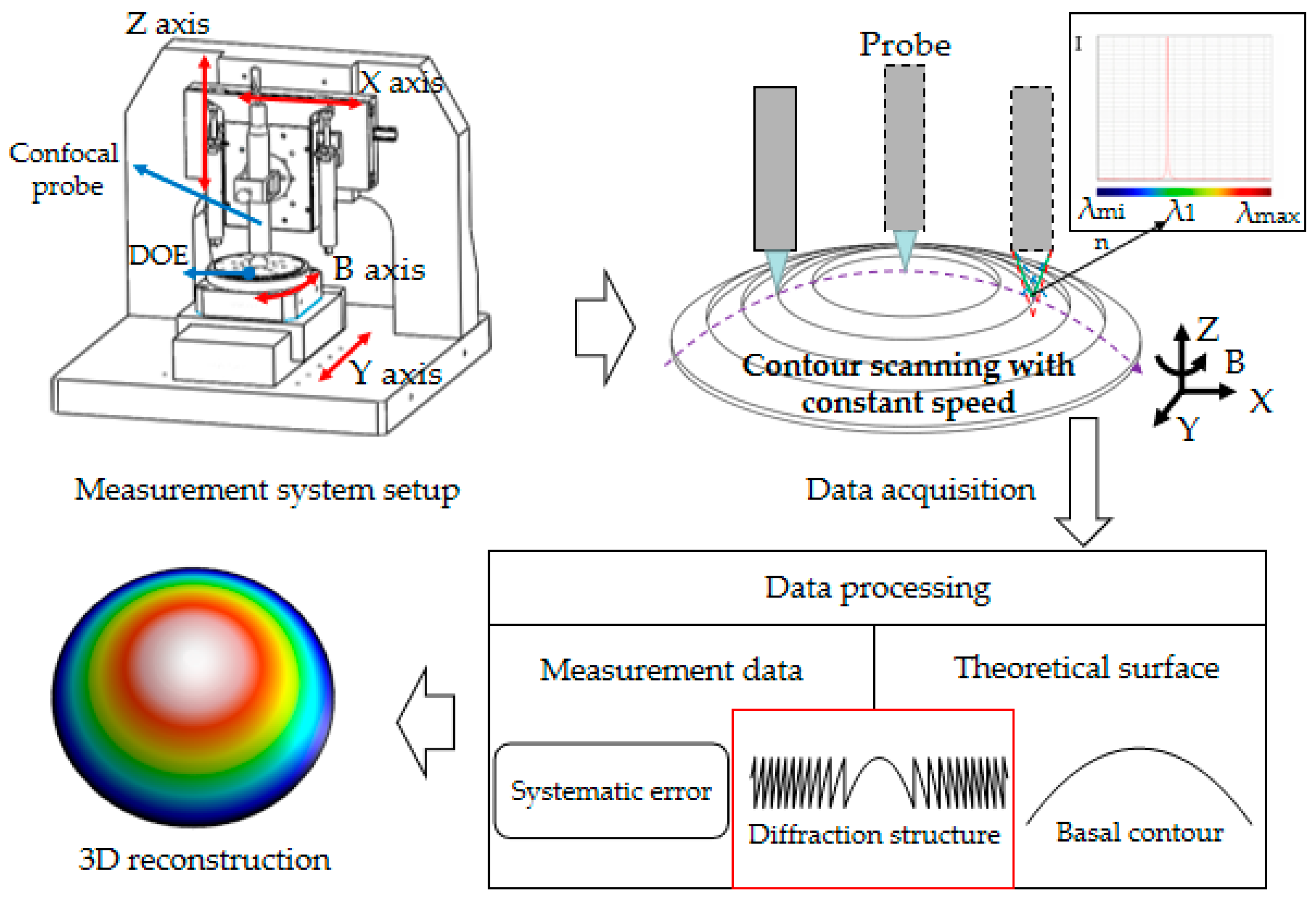
Confocal measurement has the characteristics of high reliability, accuracy and repeatability, high resolution, and a large inclination measurement range. The confocal probe usually records light of different wavelengths, focusing on the workpiece surface in its measuring range, and calculates the Z value of the workpiece’s contour through the conversion curve between the wavelength and displacement. For the DOE’s rotationally symmetrical surface features, the center contour of the surface is often used for characterization in engineering. In this paper, the confocal measurement principle was used to acquire the central contour information of the DOE surface, and the confocal probe was integrated on a multi-axis system platform to realize the three-dimensional contour scanning of the whole DOE. DOEs are generally typical composite workpieces whose designated shape comprises two parts, a substrate and a diffractive structure. The measurement process is shown in
Figure 1. A curve-based DOE was taken as an example. The confocal probe was integrated on a high-precision multi-axis system platform. A multi-DOF motion device was used to drive the probe relative to the workpiece to be measured, with a constant contour scanning speed. Scanning the measured DOE along the path of the base contour, the measured data obtained by the probe is theoretically the diffraction structure of the DOE. This scanning measurement method effectively avoids the problem of the insufficient measuring range of the probe and does not require real-time tracking of measuring position points. However, due to the inevitable error in the system measurement process, the measurement data obtained by the probe also contain systematic errors.
2.1. Measurement Method
In our measurement method, the center vertex of the DOE’s substrate was scanned and measured along the diameter direction. In this way, the measuring path could go through all step structures, and the rotationally symmetrical workpiece could be measured multiple times by rotating the path to realize the characterization and evaluation of the whole DOE surface. The measurement system platform needed to provide at least four degrees of freedom for the relative motion between the probe and the workpiece, the linear motion in the three-axis directions of the X-axis, the Y-axis, and the Z-axis, and the rotational motion degree of freedom in the Z-axis direction. All motion freedoms needed to ensure high motion accuracy.
The measurement system ensured that the optical axis of the confocal probe was perpendicular to the horizontal plane that the measured workpiece was fixed on it, and that the probe kept a fixed height relative to the measured workpiece in its measurable range. In this method, the probe was independently responsible for collecting the measured contour data points at a fixed frequency, and the motion system was independently responsible for driving the probe along the DOE substrate contour at a constant speed. In this paper, a special method for data processing was proposed. The complete 3D surface reconstruction of a DOE can be realized by matching and coordinate transformation, and then the geometric characteristic of the measured DOE surface can be extracted by analysis. This method effectively avoided the disadvantage that the scanning point must be accurately positioned in the system coordinate one by one in real time, without acquiring the system coordinates in real time, reducing the dependence on the positioning coordinate points in the process. This ensured high-precision measurements, while improving measurement efficiency. There were some issues that should be taken into account in this method. The tilt of the measured workpiece resulted in the overall tilt of the measured data, and the measurement path may not cross the central vertex of the surface base, which resulted in a deviation in the DOE feature information. Using the data processing measurement method proposed in this paper could solve the main problems in the measurement method, and achieve high-precision and high-efficiency measurements, getting precise measurement results of the main characteristic of the curve-based DOE, like tooth pitch and tooth height.
2.2. Measurement Data Processing
The confocal probe measurement data usually need to be combined with the probe motion position coordinates to construct a 3D point cloud. For this reason, a common method is to integrate the confocal probe on the displacement motion platform; the probe triggers the stages to jointly record the 3D measurement data in real time, thereby realizing the reconstruction of the surface. Therefore, the higher the positioning accuracy of the stages, the more accurate the reconstructed measured 3D surface. However, the measurement method of external trigger synchronous acquisition makes the measurement system inefficient, and means there are higher requirements for a high-precision displacement motion platform, which can be expensive. Alternatively, the synchronization of time can be achieved by software programming, but due to the disturbance in data transmission, it is difficult to ensure the synchronous action of the confocal probe and the displacement platform from the software.
Based on the measurement method described in
Section 2, a data processing algorithm that does not need to record the (x, y) coordinates of each measurement in real time was proposed. The algorithm flow is shown in
Figure 2. Firstly, the DOE design model was unfolded to obtain the reference profile of the diffraction structure, and the original measured data were pre-processed by filtering. Secondly, the measurement data were iteratively matched with the diffraction structure model data to ensure that the measurement data crossed the central vertex of the base and the matching accuracy was optimal. Finally, the measured data were reconstructed by DOE.
The algorithm only needed to record the position coordinates of the starting point and the end point of the measurement path, and could obtain the geometrical information of the surface contour of the measured DOE, and realize the complete 3D surface reconstruction and 2D contour information extraction of the DOE.
During the measurement procedure, the confocal probe collected measurement data at a constant speed and sampling frequency along the centerline of the DOE’s base contour, so the obtained measurement data contained height information “unfolded” along the design basis of the workpiece to be measured. In other words, the curved base was extended into a plane. Therefore, in order to obtain the correct measurement data to evaluate the tooth height and pitch of a DOE, the measurement data should be “restored” back to the design model with the actual coordinate information, but there will be some inevitable problem when the measured piece is fixed. Tilting and misalignment resulted in a certain slope of the measured data, and the mapping relationship between the measured data and the design model was complicated. It was difficult to restore the measured data directly to the design model, and the measurement error brought about by direct reduction was often very large. Considering the above problems, this paper chose to unfold the design model of DOEs along the centerline of the substrate, and obtained the matching relationship between the measured data and the design model data by matching the measured data with the unfolded model data, and then obtained the measured data containing the actual dimension information.
The principle for unfolding the centerline of the model base was to unfold all the design data points into a straight line. The base equation was
F(r, y), and we set the position coordinates of two adjacent points on the DOE’s base to be
a(r1, y1) and
b(r2, y2). The set coordinates of the points corresponding to the two points on the design surface were
A(r1, Y1) and
B(r2, Y2). If the interval between the two points is
Δl after the base expansion, the interval length can be expressed as:
where
L is the DOE’s base curve,
F(r, y), between points a and
b. In the data processing, the integral operation of the curve was approximated to the linear distance calculation of two points; then Equation (1) can be approximated as:
Then, the coordinates of the two points on the unfolded surface could be expressed as
A(r1, Y1) and
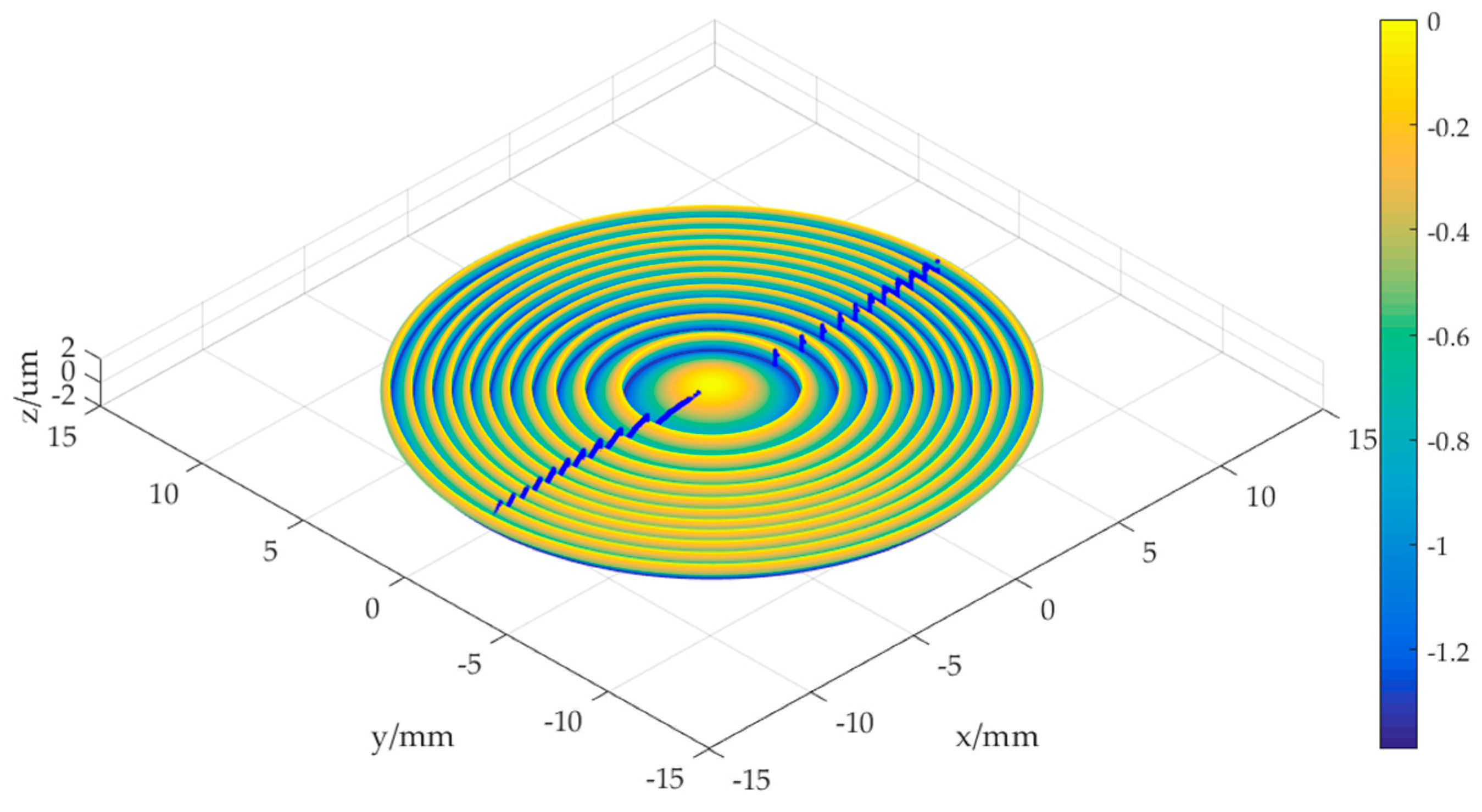
B(r1 + Δl, Y2), and the diffraction structure on the base could be obtained by processing the model data points in turn, as shown in
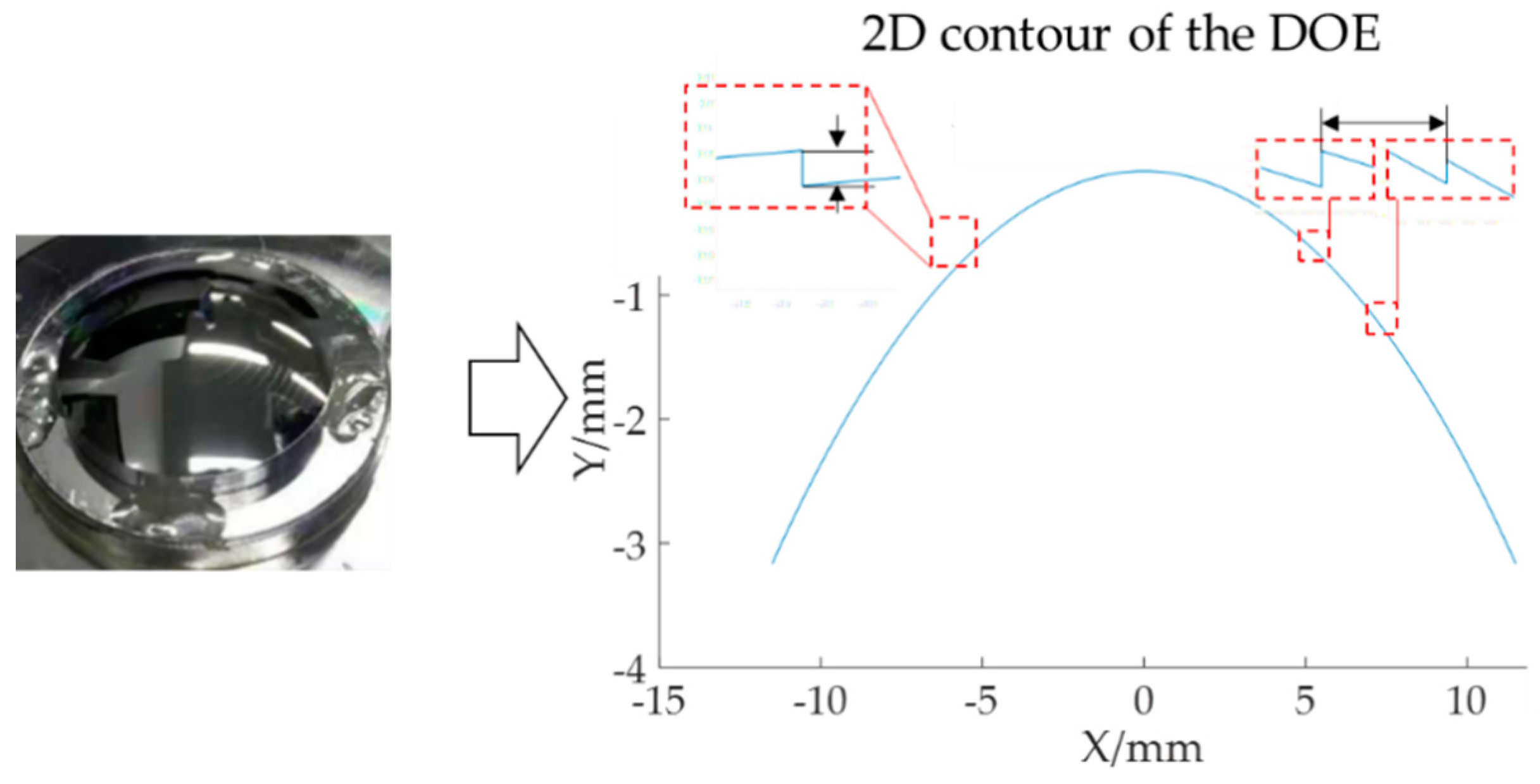
Figure 3. The unexpanded profile of the original DOE designed model is shown in
Figure 3a, and
Figure 3b shows the reference diffraction structure obtained by unfolded the base.
There were similar geometric features in the model data and the measured data after the model base was unfolded, but they were located in two different Cartesian coordinate systems. For the purposes of evaluating the measured data, it was necessary to perform data registration to unify the two coordinate systems of two datasets.
Before the data registration, the two datasets required a two-step solution. The first step was to remove the gross errors from the measured data using a median filter, because gross errors would seriously affect the accuracy of data registration. The size of the window was determined by the actual measured data and noise characteristics, because median filtering with large window sizes tends to eliminate a large amount of high frequency information in the measured data. Therefore, in order to ensure the integrity of the data information, and to filter out all the gross errors in the measured data, a small window size should be selected.
Figure 4a is the raw measured data, and the data noise was reduced by median filtering, with a window size of 11, as shown in
Figure 4b. Comparing these two datasets, it is clear that the median filter successfully removed the gross error data. The second step was moving the centroids of the measured data after filtering and the unfolded model data to the same position, providing initial position parameters using in data registration. Before the matching process, the centers of gravity of the two data sets were coincident as the preprocessing of the algorithm to improve the accuracy of the algorithm.
To realize the data registration, the Sparse iterative closest point (ICP) algorithm was used to match the design model data with the measured data. The basic idea was to find the nearest point in the geometric relationship in the two sets of data to form a matching point pair, and then to find the matrix parameters of rotation and translation of the rigid body transformation that make the geometric distance between all point pairs shortest, based on the least squares method. Then continuous iterative optimization until the distance correlation parameter between two pairs of datasets was less than a certain threshold. The Sparse ICP algorithm has been improved on the basis of traditional ICP. It can be described as follows:
where
R is a rotation matrix,
T is a translation vector,
x is the coordinates of point on the
X surface, and
y is the coordinates of point on the
Y surface. R is restricted to the special orthogonal group
SO(k) by the indicator function
IA (b) that evaluates to
0 if
b ∊
A and to
∞ otherwise. And
y is restricted to the surface
Y using the same indicator function
IA (b). Unlike traditional ICP, this method used the P-order norm for optimization, and the order
p in sparse ICP is set to 0 ≤
p ≤ 1, where
p is suggested to be set to 0.4 according to this article [
15].
For verifying the actual effect of using the sparse ICP algorithm in this situation, we registered a set of DOE measured data after preprocessing to the 2D DOE design model. The registration result of the ICP algorithm is shown in
Figure 5. The red line represents the unfolded design model data, and the blue line represents the matched measured data. Here we used the root mean square (RMS) value of the distances between the registration pairs. The RMS value of the result was 56.58 nm, which proves the effect of the algorithm is good. Then, we did another experiment to test the effect of the algorithm when it is used to register the same set of measured data with a 3D design model of the same DOE. We registered the set of measured data to the 3D DOE design model.
Figure 6 illustrates the registration results on the 3D design surface. The RMS value of this result was 68.72 nm, which is acceptable registration accuracy. These two tests can prove that the sparse ICP algorithm is suitable for analyzing the measured data of DOEs.
Based on the results of data matching, the error of the alignment between the optical axis of the probe and the DOE central vertex of the curved base was determined. The iterative optimization method was used to find the best alignment data, and data processing was performed to verify the accuracy of the measurement optical axis alignment, and to ensure the surface contour measurement accuracy after three-dimensional reconstruction. The data processing method effectively solved the problem that the inclination of the measured data and the measurement path did not cross the vertex of the center of the base.
After ICP algorithm processing, the mapping relationship between measurement data and design model could be obtained, and then the measured data could be “restored” back to the design model base. The piecewise linear interpolation method was used for the restoration. The unfolded model base and the unexpanded model base data were used as known data, and the processed measurement data were calculated as a value that needed to be interpolated. Finally, the matched measurement data should be restored to the design model to obtain the complete three-dimensional shape of a curved-base DOE.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}