Fatigue Crack Growth under Non-Proportional Mixed Mode Loading in Rail and Wheel Steel Part 1: Sequential Mode I and Mode II Loading

Abstract
1. Introduction
2. Experiments
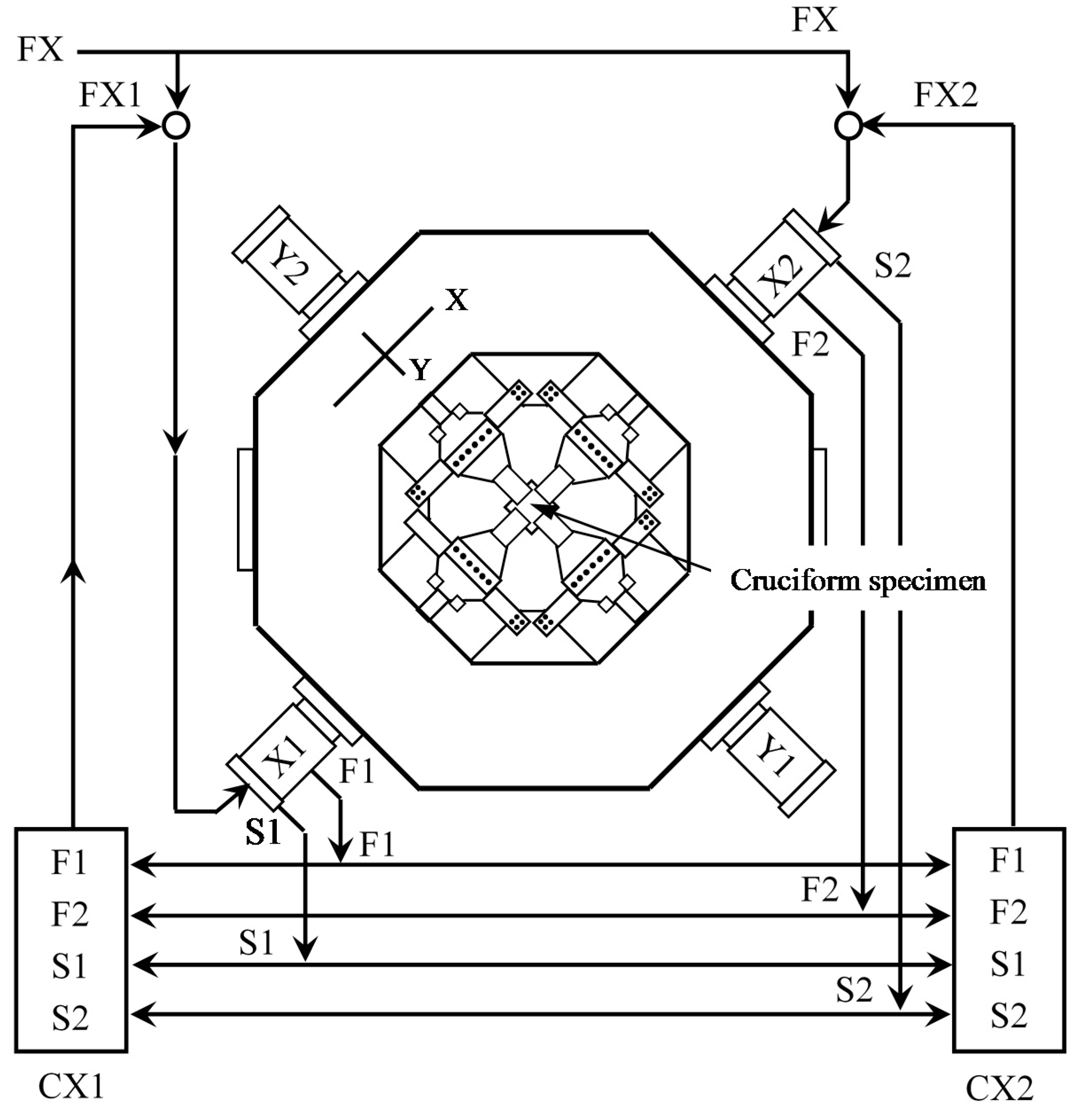
2.1. Testing Machine
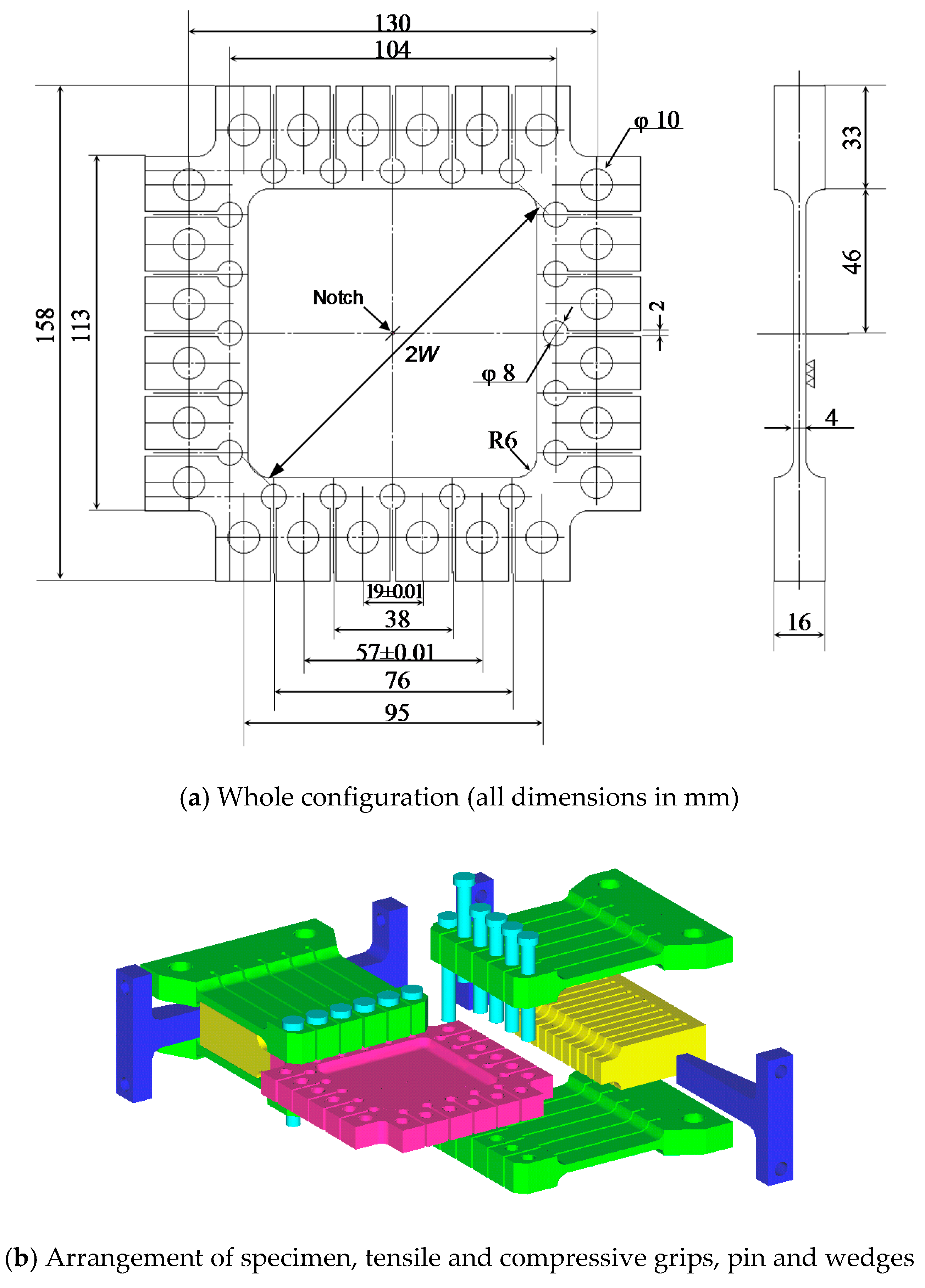
2.2. Specimens
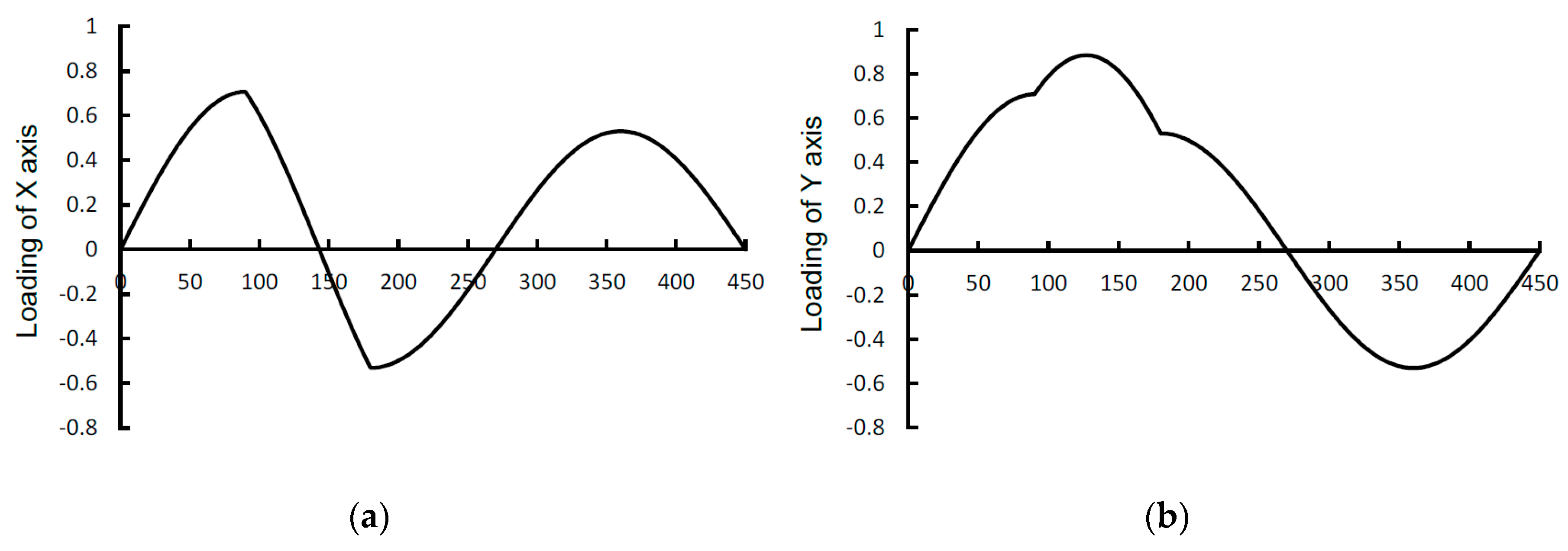
2.3. Loading History
2.4. Calculation of the Stress Intensity Factors
2.5. Experimental Conditions
2.6. Experimental Results
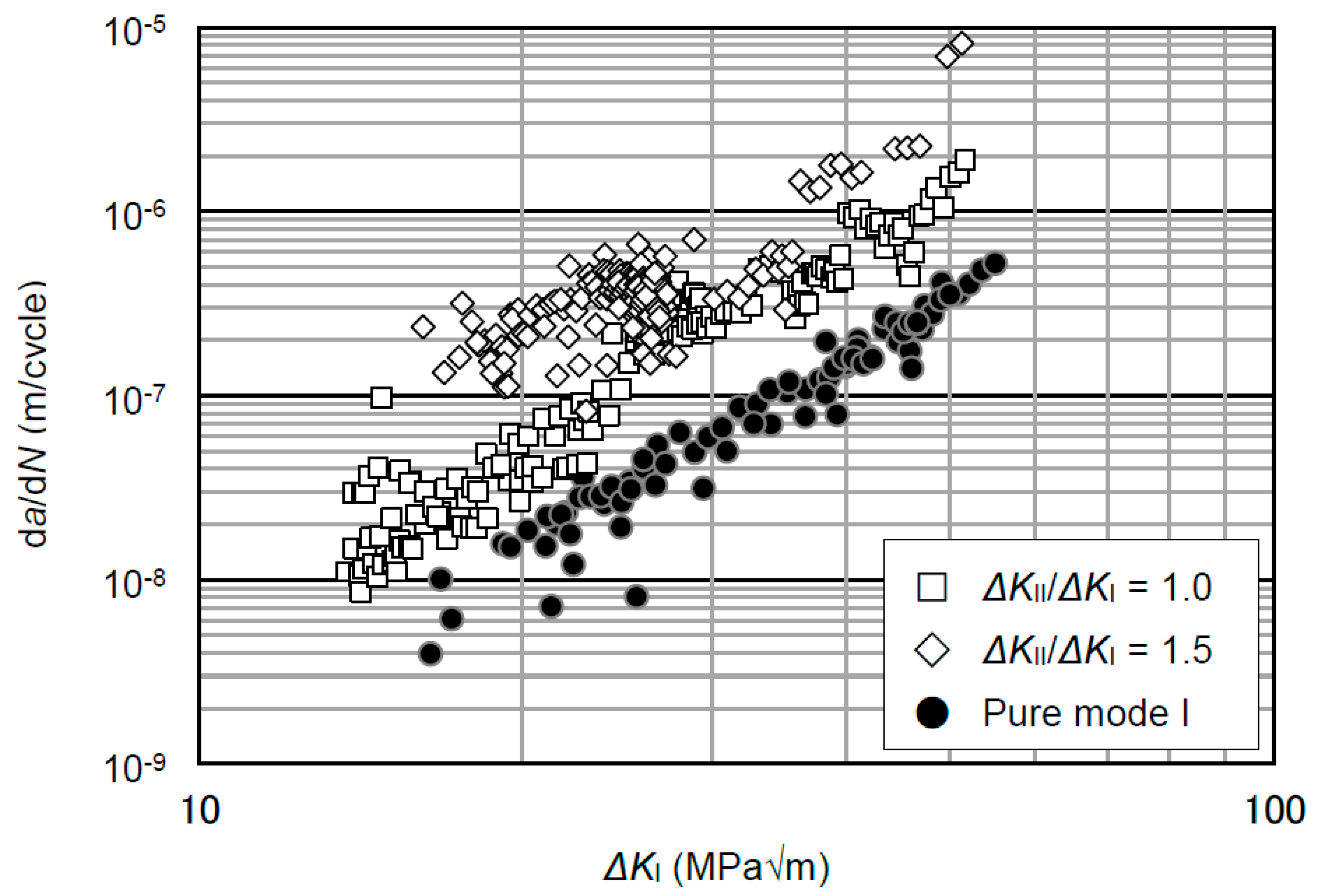
2.6.1. Coplanar Crack Growth Rate
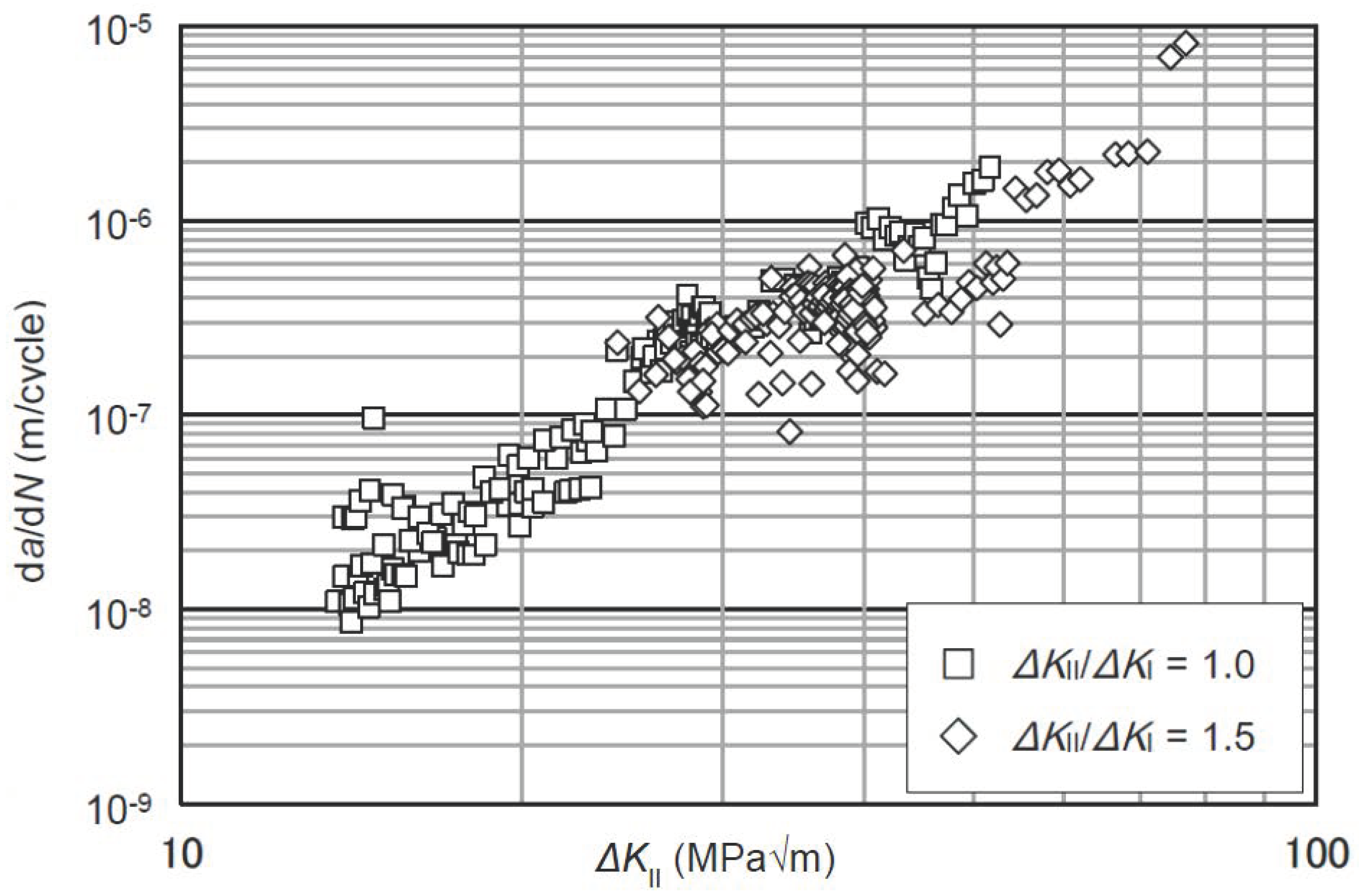
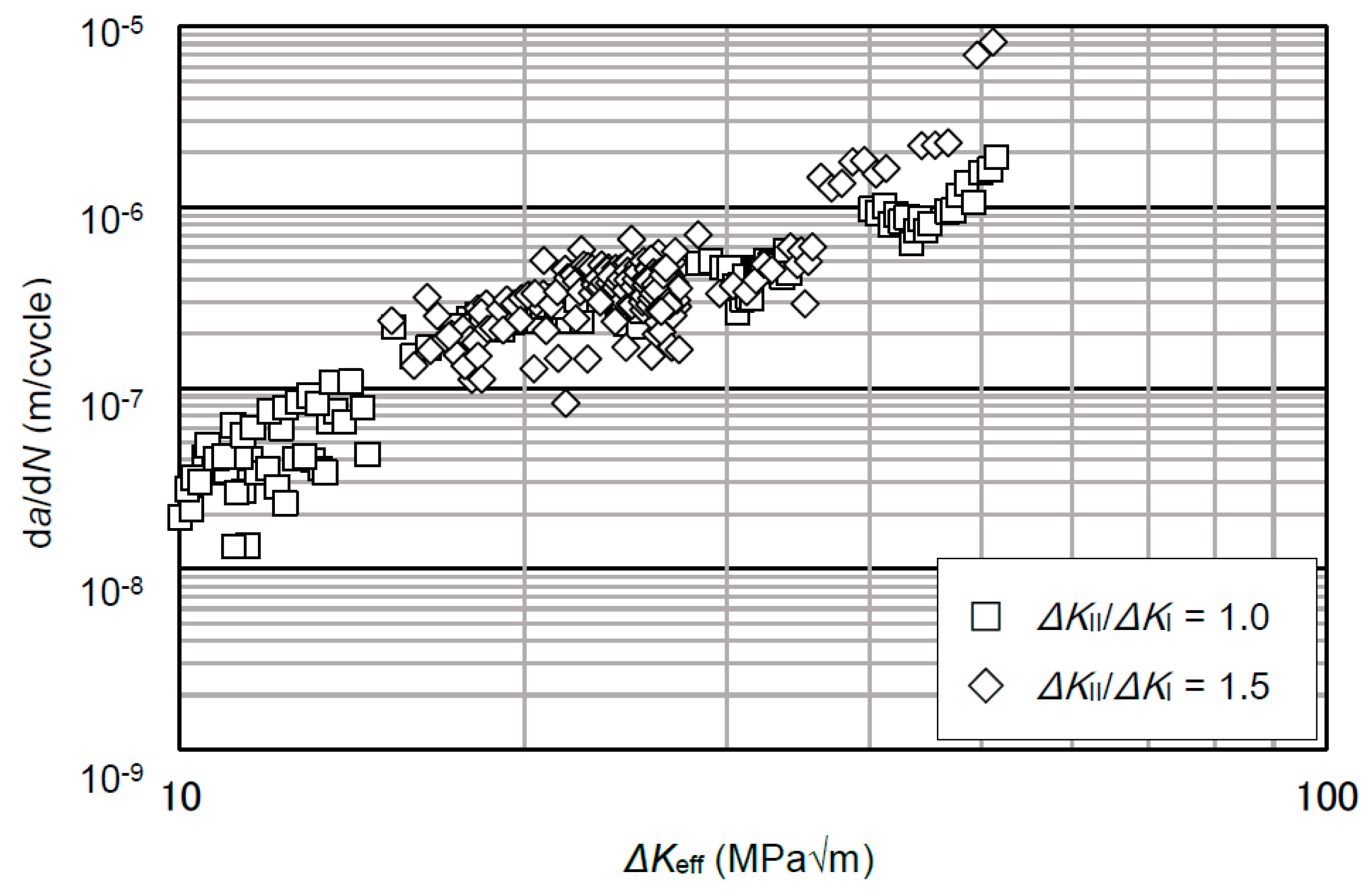
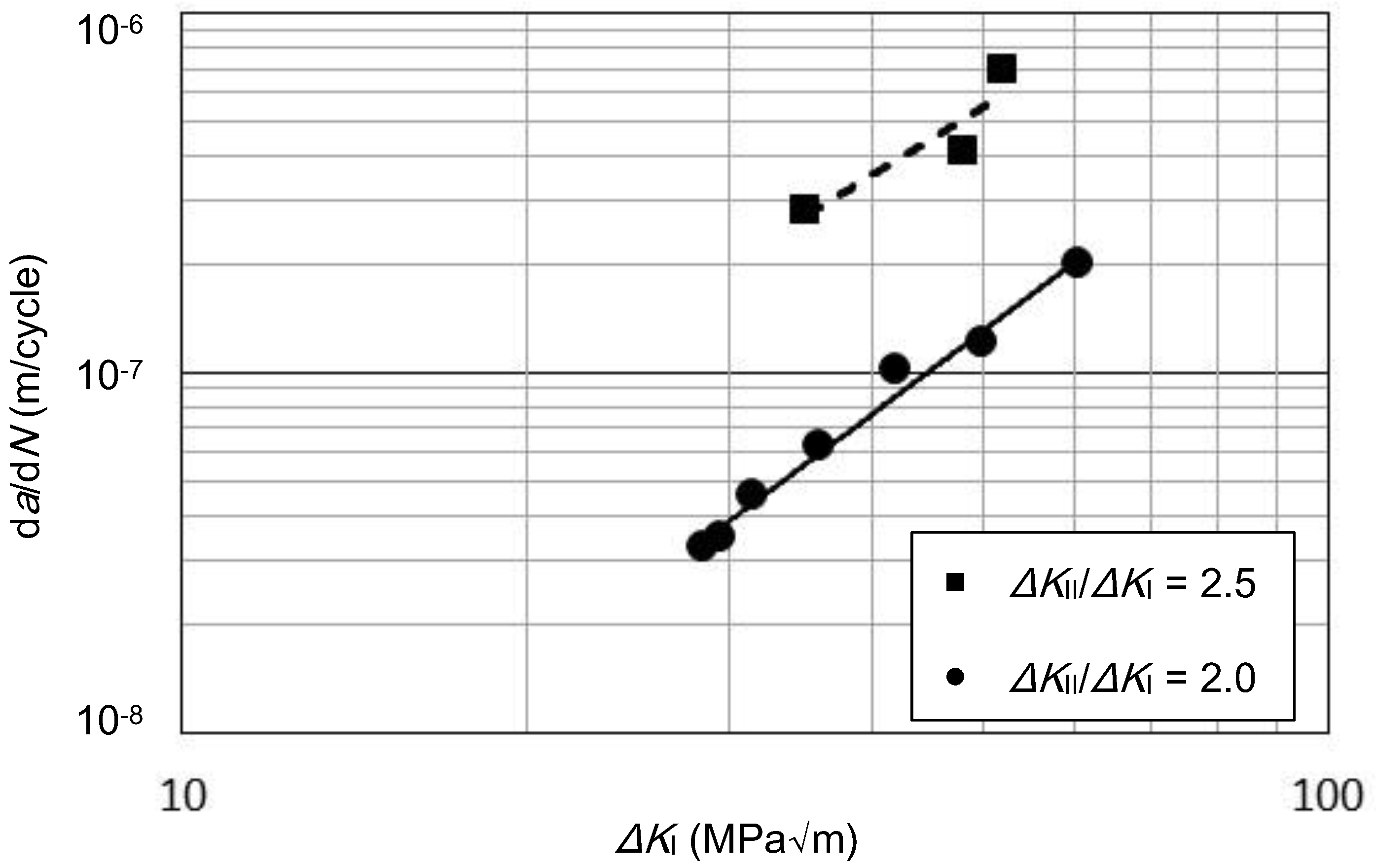
2.6.2. Branch Crack Growth Rate
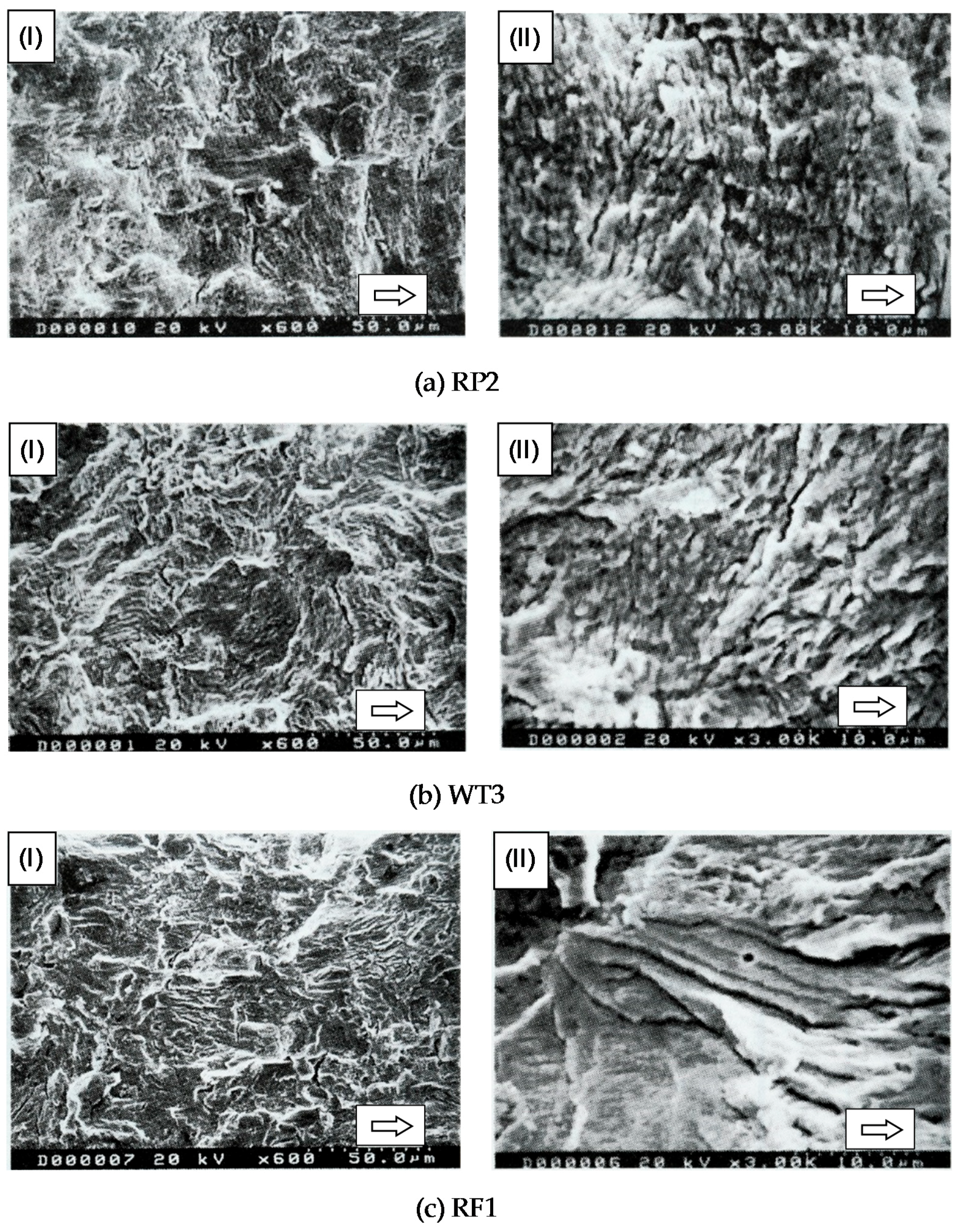
2.6.3. Fractography
- (1)
- When ΔKII/ΔKI increased, the crack tended to branch;
- (2)
- As δ increased, the crack easily branched;
- (3)
- The coplanar crack growth rates in RF were lower than those in WT and RP;
- (4)
- The branch crack growth rate varied considerably depending on ΔKII/ΔKI even in the same material, unlike the coplanar growth rate, could not be correlated by a single line;
- (5)
- No clear striation patterns were found near the crack tip region.
3. Finite Element Analysis
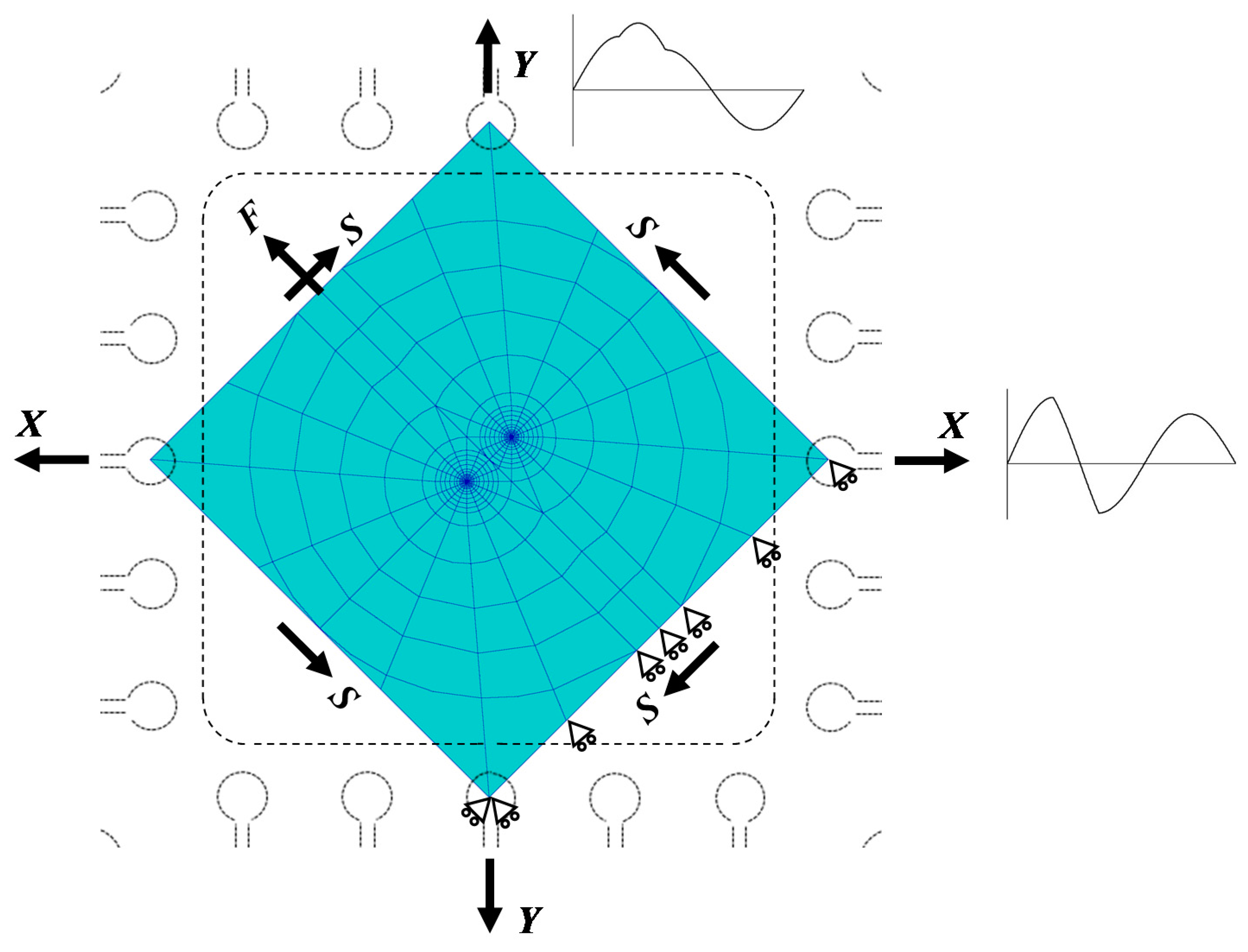
3.1. Procedure
3.2. Analytical Results
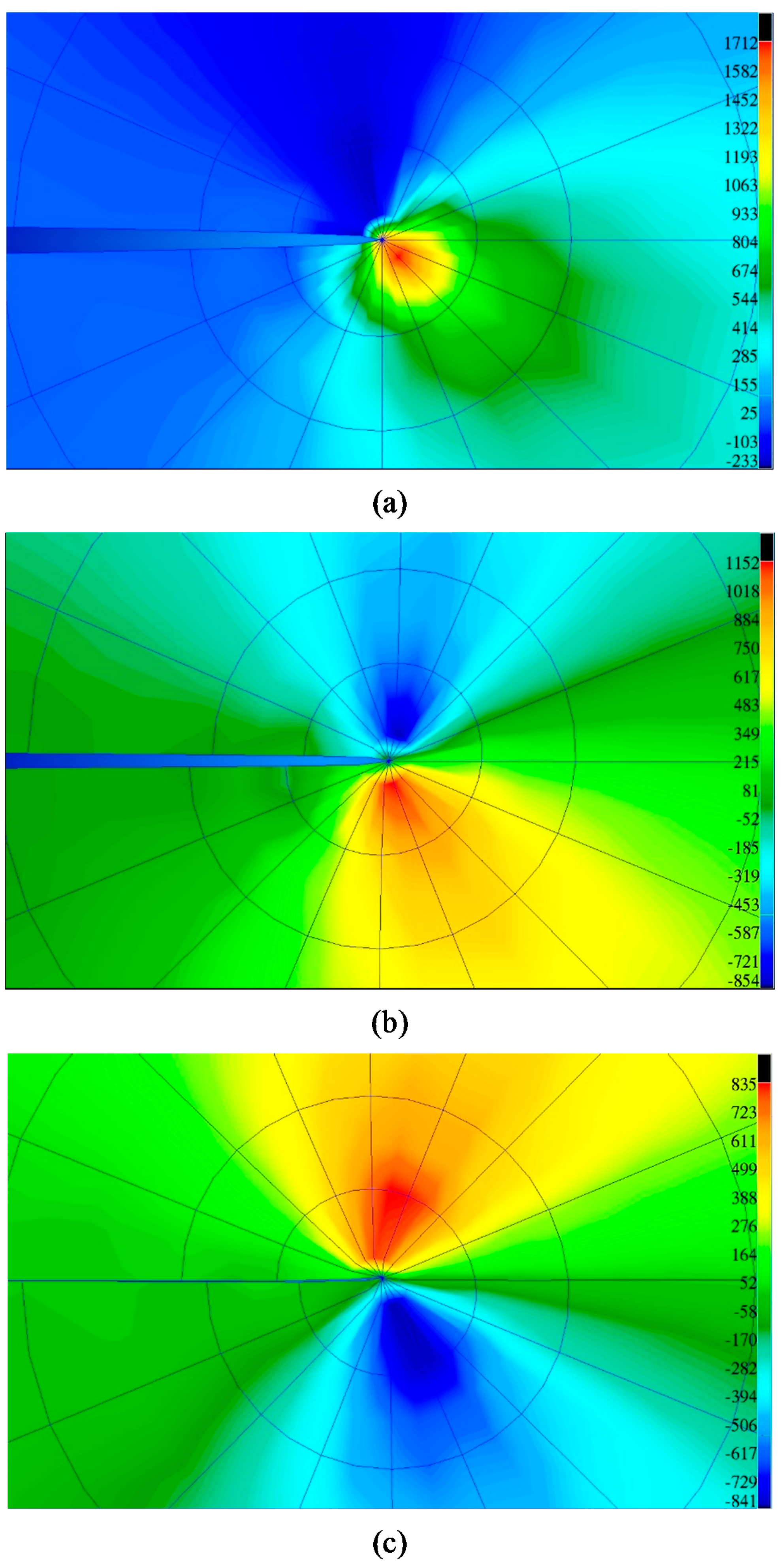
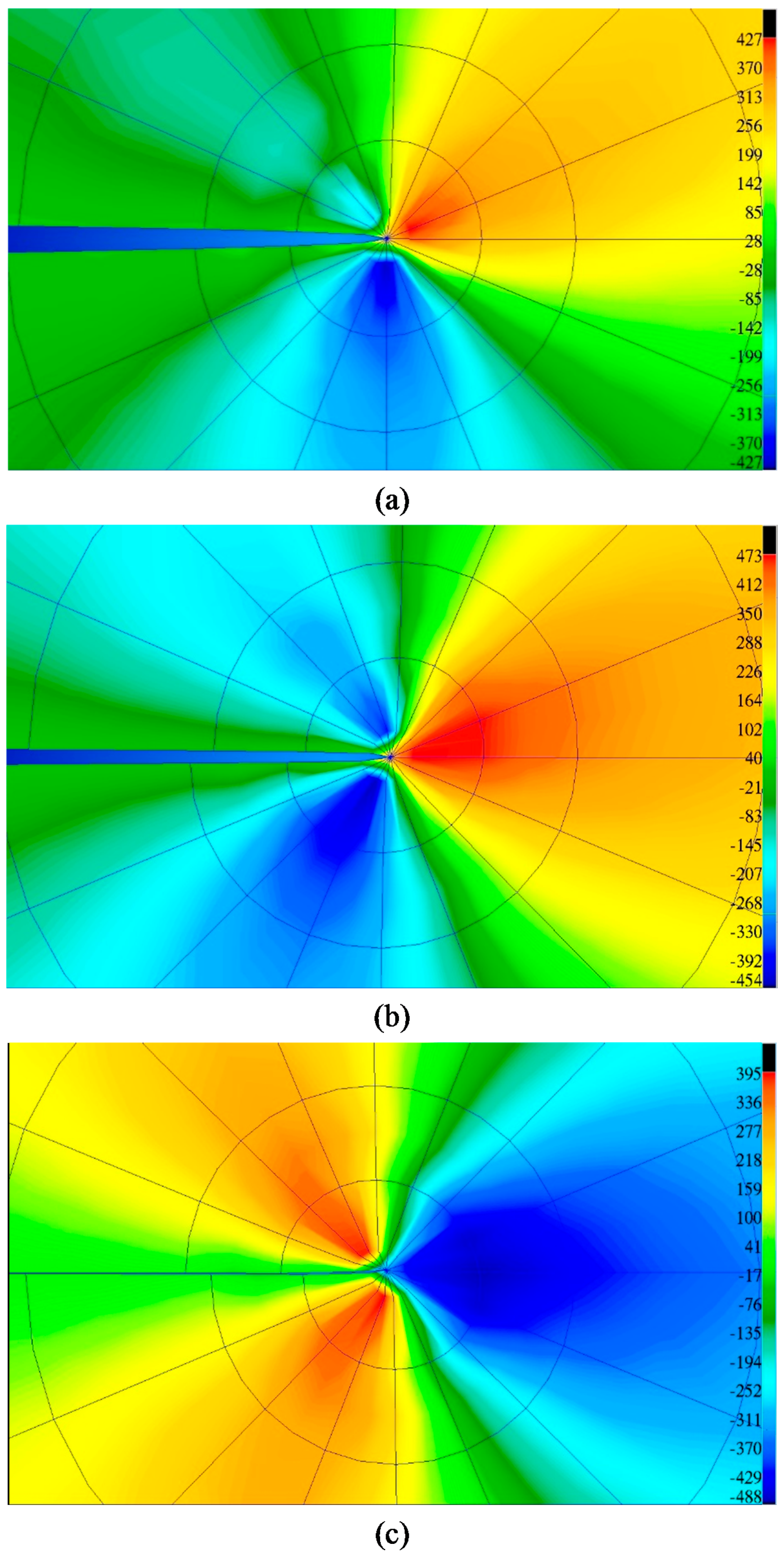
3.2.1. Angles of Maximum Normal and Shear Stress Ranges
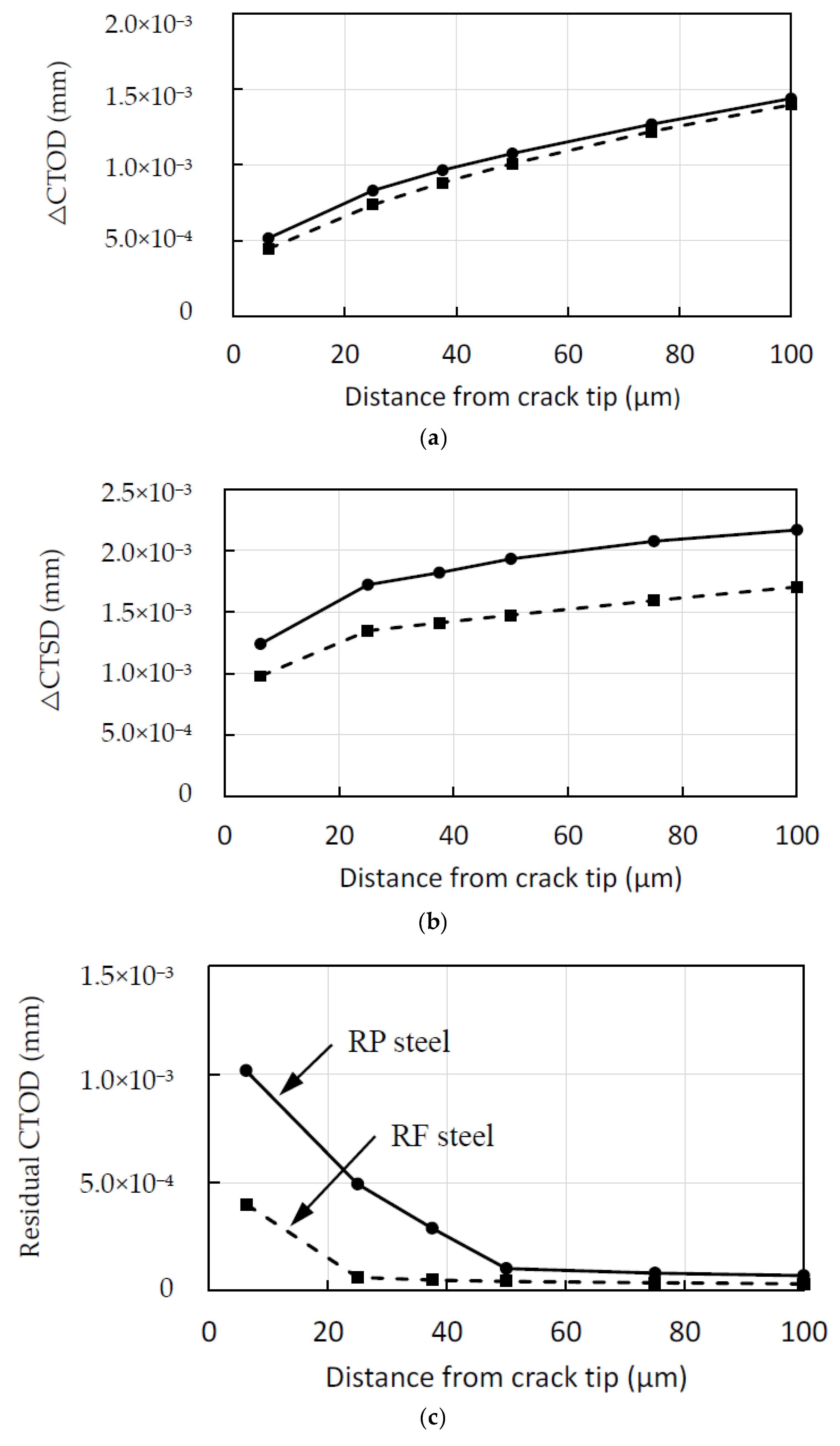
3.2.2. Crack Tip Opening and Sliding Displacements
4. Discussion
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Grassie, S.L. Squats and squat-type defects in rails: The understanding to date. Proc. IMechE Part F J. Rail Rapid Transit 2012, 226, 235–242. [Google Scholar] [CrossRef]
- Bogdanski, S.; Olzak, M.; Stupnicki, J. Numerical modeling of a 3D rail RCF ‘squat’-type crack under operating load. Fatigue Fract. Eng. Mater. Struct. 1998, 21, 923–935. [Google Scholar] [CrossRef]
- Akama, M.; Mori, T. Boundary element analysis of surface initiated rolling contact fatigue cracks in wheel/rail contact systems. Wear 2002, 253, 35–41. [Google Scholar] [CrossRef]
- Bogdanski, S.; Lewicki, P. 3D model of liquid entrapment mechanism for rolling contact fatigue cracks in rails. Wear 2008, 265, 1356–1362. [Google Scholar] [CrossRef]
- Akama, M.; Nagashima, T. Some comments on stress intensity factor calculation using different mechanisms and procedures for rolling contact fatigue cracks. Proc. IMechE Part F J. Rail Rapid Transit 2009, 223, 209–221. [Google Scholar] [CrossRef]
- Fremy, F.; Pommier, S.; Poncelet, M.; Raka, B.; Galenne, E.; Courtin, S.; Roux, J.-C.L. Load path effect on fatigue crack propagation in I + II + III mixed mode conditions–Part 1: Experimental investigations. Int. J. Fatigue 2014, 62, 104–112. [Google Scholar] [CrossRef]
- Bold, P.E.; Brown, M.W.; Allen, R.J. Shear mode crack growth and rolling contact fatigue. Wear 1991, 144, 307–317. [Google Scholar] [CrossRef]
- Wong, S.L.; Bold, P.E.; Brown, M.W.; Allen, R.J. A branch criterion for shallow angled rolling contact fatigue cracks in rails. Wear 1996, 191, 45–53. [Google Scholar] [CrossRef]
- Wong, S.L.; Bold, P.E.; Brown, M.W.; Allen, R.J. Fatigue crack growth rates under sequential mixed-mode I and II loading cycles. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 667–674. [Google Scholar] [CrossRef]
- Akama, M.; Susuki, I. Fatigue crack growth under mixed mode loading in wheel and rail steel. Tetsu Hagane 2007, 93, 607–613. (In Japanese) [Google Scholar] [CrossRef][Green Version]
- Doquet, V.; Pommier, S. Fatigue crack growth under non-proportional mixed-mode loading in ferritic-pearlitic steel. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 1051–1060. [Google Scholar] [CrossRef]
- Doquet, V.; Bui, Q.H.; Constantinescu, A. Plasticity and asperity-induced fatigue crack closure under mixed-mode loading. Int. J. Fatigue 2010, 32, 1612–1619. [Google Scholar] [CrossRef]
- Dahlin, P.; Olsson, M. The effect of plasticity on incipient mixed-mode fatigue crack growth. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 577–588. [Google Scholar] [CrossRef]
- Yu, X.; Li, L.; Proust, G. Fatigue crack growth of aluminium alloy 7075-T651 under proportional and non-proportional mixed mode I and II loads. Eng. Fract. Mech. 2017, 174, 155–167. [Google Scholar] [CrossRef]
- Bold, P.E. Multiaxial Fatigue Crack Growth in Rail Steel. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 1990. [Google Scholar]
- Bower, A.F. The influence of crack face friction and trapped fluid on surface initiated rolling contact fatigue cracks. ASME J. Tribol. 1988, 110, 704–711. [Google Scholar] [CrossRef]
- Kaneta, M.; Matsuda, K.; Murakami, K.; Nishikawa, H. A possible mechanism for rail dark spot defects. ASME J. Tribol. 1998, 120, 304–309. [Google Scholar] [CrossRef]
- Wong, S.L.; Bold, P.E.; Brown, M.W.; Allen, R.J. Two measurement techniques for determining effective stress intensity factors. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 657–664. [Google Scholar] [CrossRef]
- Richard, H.A.; Schramm, B.; Schirmeisen, N.-H. Cracks on Mixed Mode loading—Theories, experiments, simulations. Int. J. Fatigue 2014, 62, 93–103. [Google Scholar] [CrossRef]
- Gao, H.; Alagok, N.; Brown, M.W.; Miller, K.J. Growth of Fatigue Cracks Under Combined Mode I and II Loads. In Multiexial Fatigue; ASTM STP 853; Miller, K.J., Brown, M.W., Eds.; ASTM International: West Conshohocken, PA, USA, 1985; pp. 184–202. [Google Scholar]
- Barsoum, R.S. On the use of isoparametric finite elements in linear fracture mechanics. Int. J. Num. Mech. Eng. 1976, 10, 25–37. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.-L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Fujii, Y.; Maeda, K.; Otsuka, A. A new test method for mode II fatigue crack growth in hard materials. J. Soc. Mater. Sci. Jpn. 2001, 50, 1108–1113. (In Japanese) [Google Scholar] [CrossRef][Green Version]
- Li, C. Vector CTD criterion applied to mixed-mode fatigue crack growth. Fatigue Fract. Eng. Mater. Struct. 1989, 12, 59–65. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| Rail steel, RP | 0.68 | 0.26 | 0.93 | 0.016 | 0.01 |
| Rail steel, RF | 0.79 | 0.17 | 0.82 | 0.019 | 0.01 |
| Wheel steel, WT | 0.65 | 0.26 | 0.73 | 0.016 | 0.01 |
| Material | Ultimate Tensile Strength (MPa) | 0.2% Proof Stress (MPa) |
|---|---|---|
| Rail steel, RP | 934 | 511 |
| Rail steel, RF | 1214 | 802 |
| Wheel steel, WT | from 981 to 1030 | from 618 to 657 |
| Exp. No. | ΔKII/ΔKI | δ(degree) |
|---|---|---|
| WT1 | 1.0 | 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, 120 |
| WT2 | 1.0 | 30, 60, 90, 120 |
| WT3 | 1.25 | 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, 120 |
| WT4 | 1.0, 1.375, 1.5, 1.9, 2.0 | 10, 30, 60 |
| RP1 | 1.0 | 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, 120 |
| RP2 | 1.5 | 0, 10, 20, 30, 40, 50, 60, 70, 80, 90 |
| RP3 | 1.0 | 30, 60, 90, 120, 150 |
| RP4 | 1.5 | 30, 60, 90, 120 |
| RP5 | 2.0 | 0 |
| RP6 | 2.5 | 0 |
| RF1 | 1.0, 1.375, 1.5 | 30 |
| E (MPa) | ν | 0σy (MPa) | Q | b | h (MPa) | ζ | |
|---|---|---|---|---|---|---|---|
| RP | 183,008 | 0.3 | 508 | −208 | 24.2 | 85,248 | 193 |
| RF | 182,778 | 0.3 | 684 | −264 | 1.27 | 88,615 | 185 |
| No. | ΔKII/ΔKI | δ (degree) | F (N) | S (N) | Material |
|---|---|---|---|---|---|
| ARP1 | 1.5 | 90 | 0 ↔ 26,667 | −20,000 ↔ 20,000 | RP |
| ARP2 | 1.5 | 120 | 0 ↔ 26,667 | −20,000 ↔ 20,000 | RP |
| ARP3 | 1.5 | 30 | 0 ↔ 26,667 | −20,000 ↔ 20,000 | RP |
| ARF1 | 1.5 | 30 | 0 ↔ 26,667 | −20,000 ↔ 20,000 | RF |
| No. | ΔKII/ΔKI | δ (degree) | Δσmax/Δτmax | θσmax (degree) | θτmax (degree) |
|---|---|---|---|---|---|
| ARP1 | 1.5 | 90 | 1.45 | −70 | 0 |
| ARP2 | 1.5 | 120 | 1.56 | −78 | 0 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akama, M. Fatigue Crack Growth under Non-Proportional Mixed Mode Loading in Rail and Wheel Steel Part 1: Sequential Mode I and Mode II Loading. Appl. Sci. 2019, 9, 2006. https://doi.org/10.3390/app9102006
Akama M. Fatigue Crack Growth under Non-Proportional Mixed Mode Loading in Rail and Wheel Steel Part 1: Sequential Mode I and Mode II Loading. Applied Sciences. 2019; 9(10):2006. https://doi.org/10.3390/app9102006
Chicago/Turabian StyleAkama, Makoto. 2019. "Fatigue Crack Growth under Non-Proportional Mixed Mode Loading in Rail and Wheel Steel Part 1: Sequential Mode I and Mode II Loading" Applied Sciences 9, no. 10: 2006. https://doi.org/10.3390/app9102006
APA StyleAkama, M. (2019). Fatigue Crack Growth under Non-Proportional Mixed Mode Loading in Rail and Wheel Steel Part 1: Sequential Mode I and Mode II Loading. Applied Sciences, 9(10), 2006. https://doi.org/10.3390/app9102006