Imaging Material Texture of As-Deposited Selective Laser Melted Parts Using Spatially Resolved Acoustic Spectroscopy

 , , ,
, , ,
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Instruments and Methods
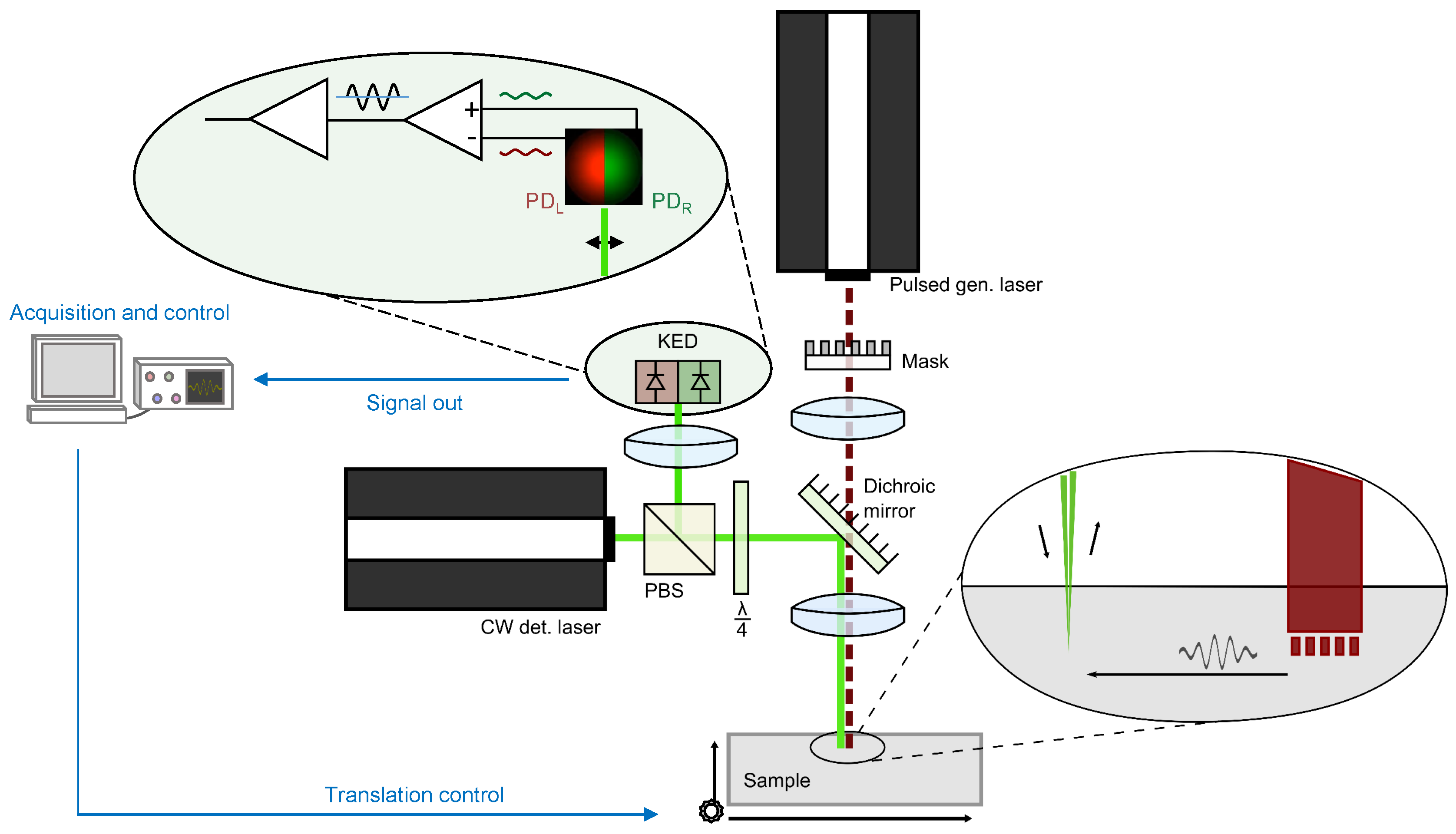
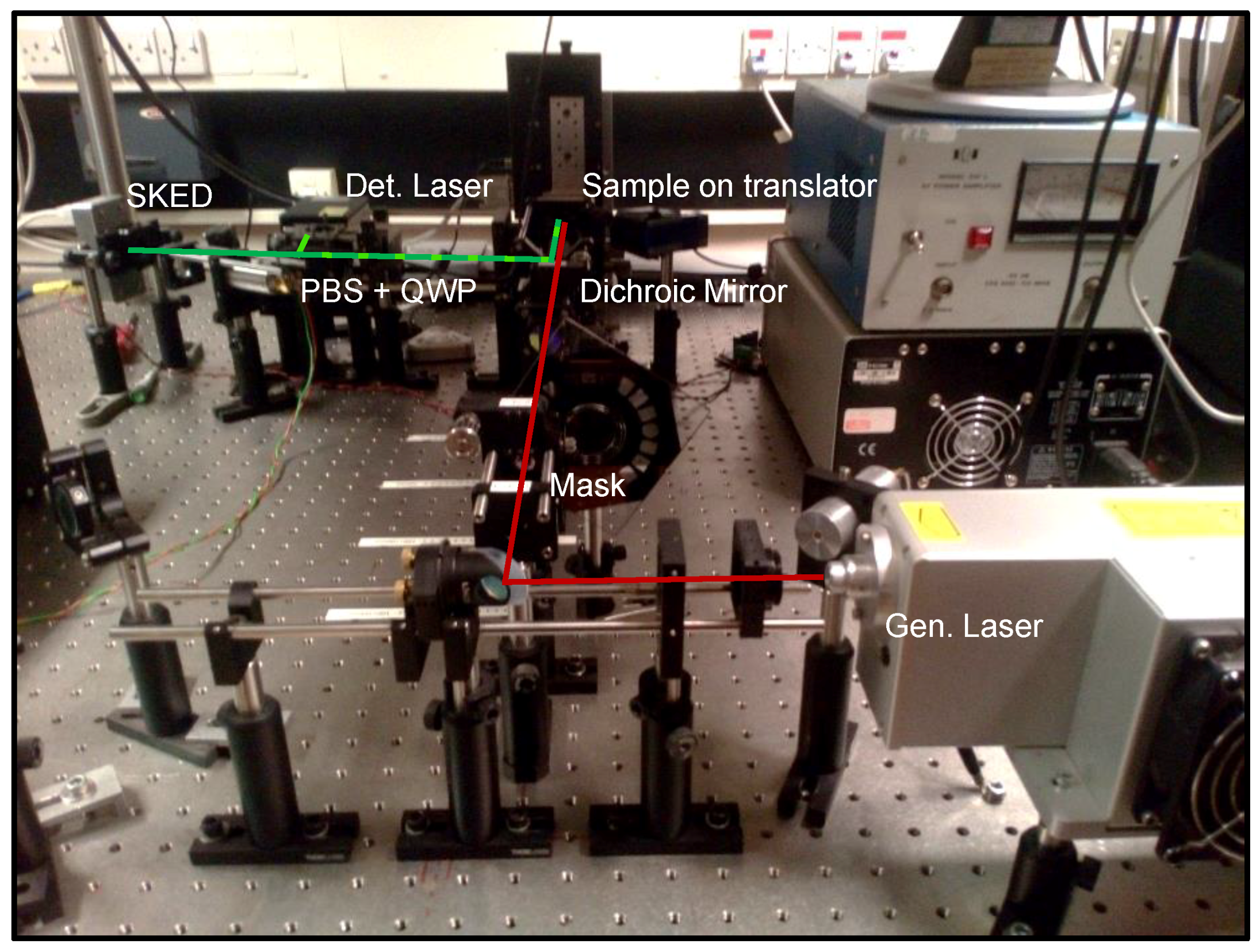
2.1. Spatially Resolved Acoustic Spectroscopy
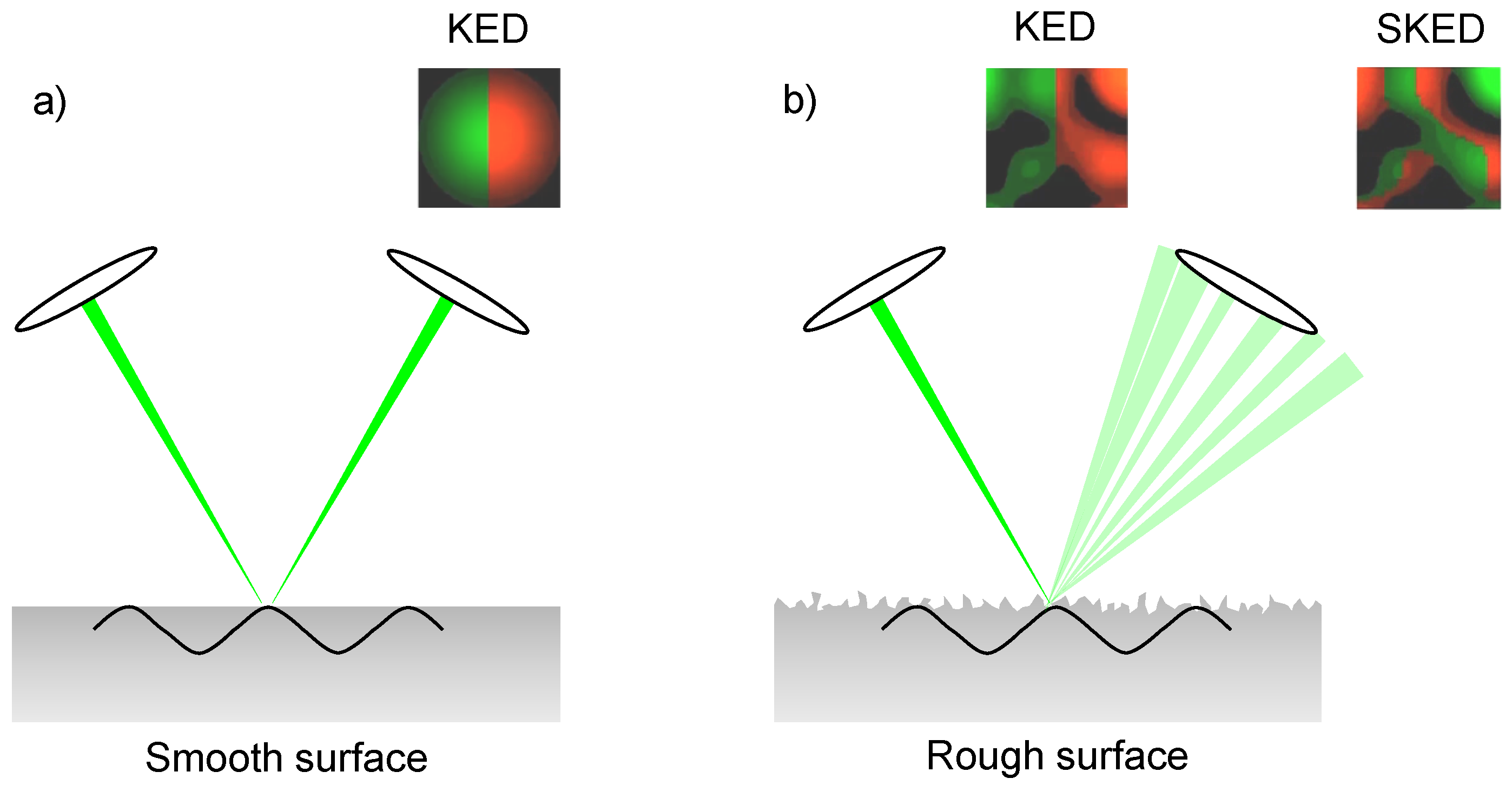
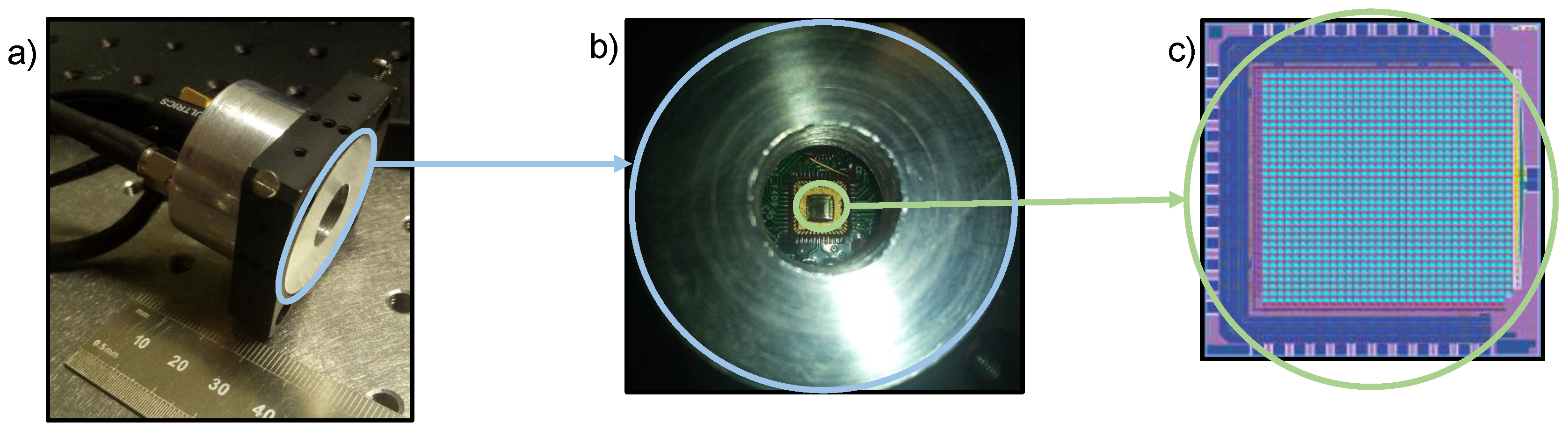
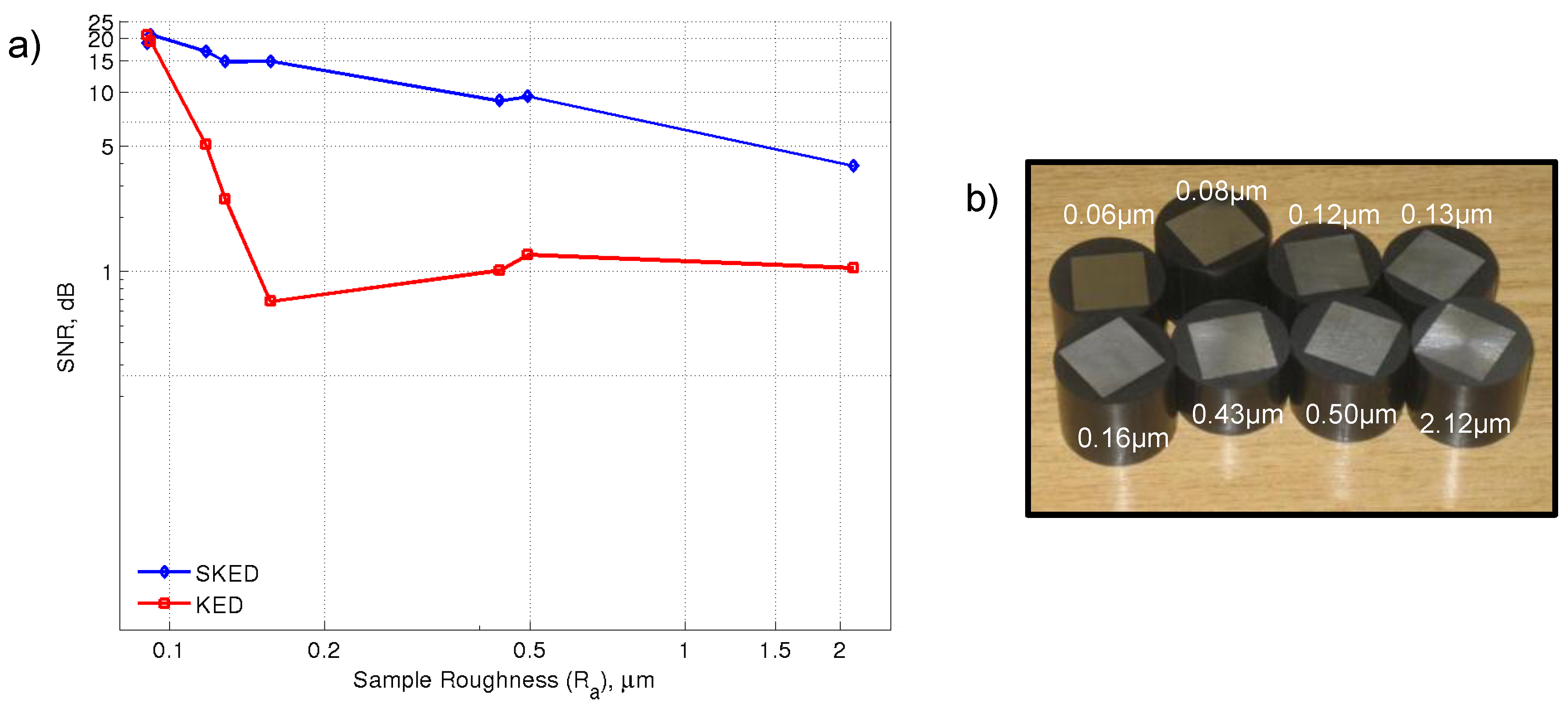
2.2. Speckle Knife Edge Detector
3. Results
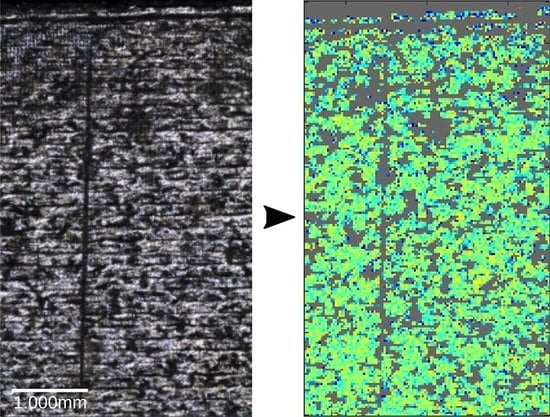
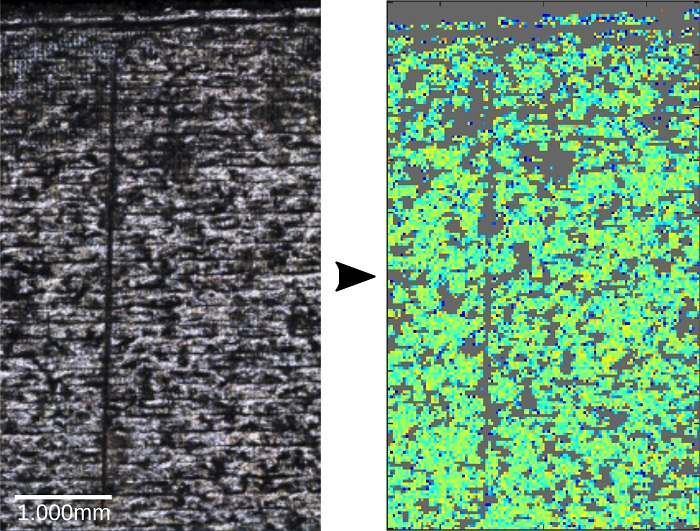
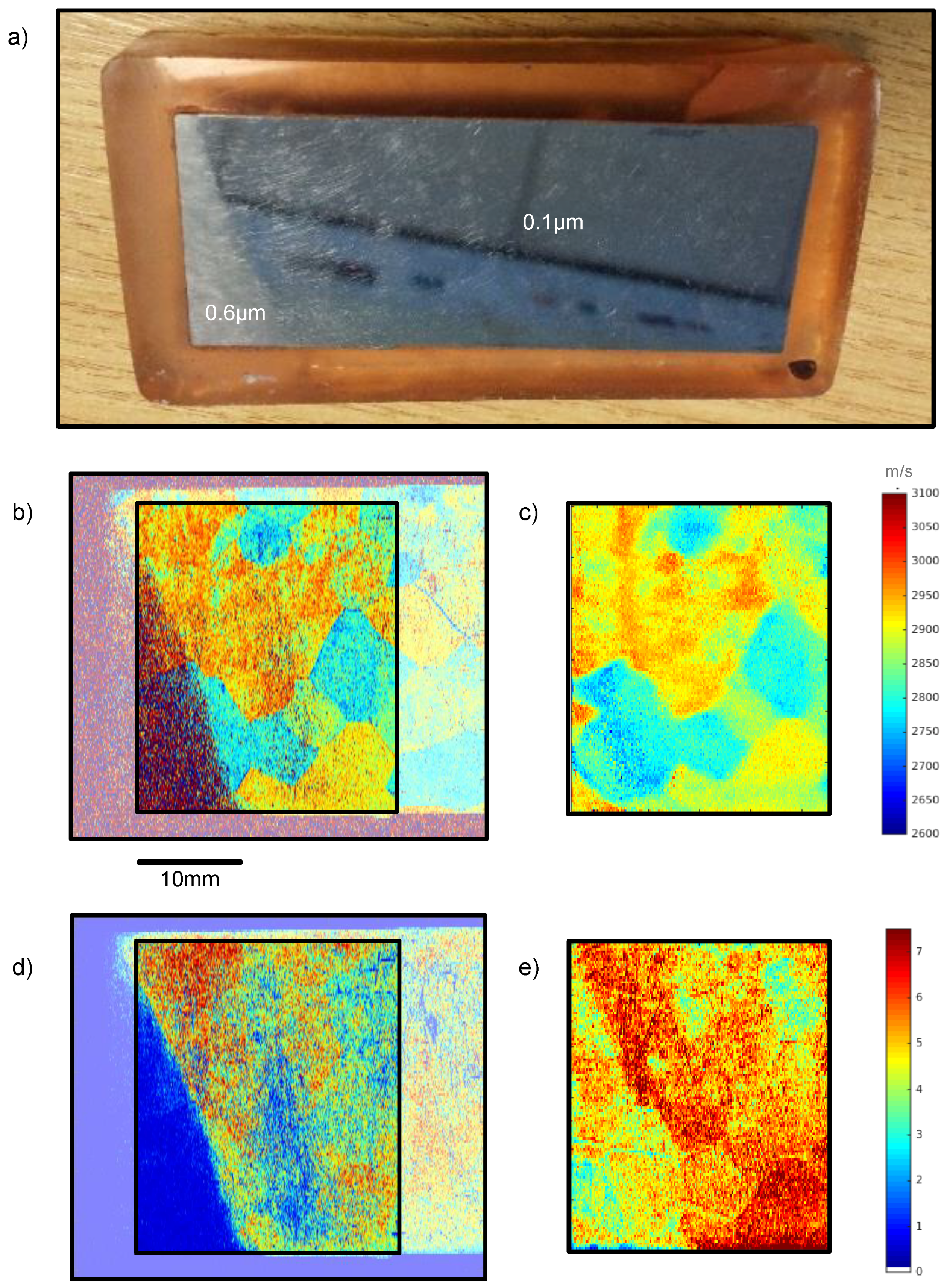
3.1. SAW Velocity Images on As-Deposited SLM Samples
3.2. Integrating a SRAS System inside a SLM Build Chamber
4. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AFM | Atomic force microscope |
| AM | Additive manufacturing |
| CW | Continuous wave |
| IR | Infra-red |
| NDE | Non-destructive evaluation |
| KED | Knife edge detector |
| ODB | Optical beam deflection |
| PCB | Printed circuit board |
| SAW | Surface acoustic wave |
| SKED | Speckle knife edge detector |
| SLM | Selective laser melting |
| SNR | Signal-to-noise ratio |
| SRAS | Spatially resolved acoustic spectroscopy |
| TWM | Two-wave mixing |
| XCT | X-ray computer tomography |
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Berlin/Humberger, Germany, 2010; ISBN 978-1493921126. [Google Scholar]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing Porosity in AlSi10Mg Parts Processed by Selective Laser Melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.; De Carlo, F.; Chen, L.; Rollett, A.D.; Sun, T. Real-Time Monitoring of Laser Powder Bed Fusion Process Using High-Speed X-ray Imaging and Diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef] [PubMed]
- Xu, Z.; Hyde, C.J.; Thompson, A.; Leach, R.K.; Maskery, I.; Tuck, C.; Clare, A.T. Staged Thermomechanical Testing of Nickel Superalloys Produced by Selective Laser Melting. Mater. Des. 2017, 133, 520–527. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Leonard, F.; Derguti, F.; Todd, I.; Prangnell, P.B. XCT Analysis of the Influence of Melt Strategies on Defect Population in Ti–6Al–4V Components Manufactured by Selective Electron Beam Melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Senin, N.; Thompson, A.; Leach, R.K. Characterisation of the Topography of Metal Additive Surface Features with Different Measurement Technologies. Meas. Sci. Technol. 2017, 28, 095003. [Google Scholar] [CrossRef]
- Raplee, J.; Plotkowski, A.; Kirka, M.M.; Dinwiddie, R.; Okello, A.; Dehoff, R.R.; Babu, S.S. Thermographic Microstructure Monitoring in Electron Beam Additive Manufacturing. Sci. Rep. 2017, 7, 43554. [Google Scholar] [CrossRef] [PubMed]
- Sharples, S.D.; Clark, M.; Somekh, M.G. Spatially Resolved Acoustic Spectroscopy for Fast Noncontact Imaging of Material Microstructure. Opt. Express 2006, 14, 10435. [Google Scholar] [CrossRef] [PubMed]
- Hirsch, M.; Catchpole-Smith, S.; Patel, R.; Marrow, P.; Li, We.; Tuck, C.; Sharples, S.D.; Clare, A.T. Meso-Scale Defect Evaluation of Selective Laser Melting Using Spatially Resolved Acoustic Spectroscopy. Proc. R. Soc. A Math. Phys. 2017, 473, 20170194. [Google Scholar] [CrossRef] [PubMed]
- Smith, R.J.; Hirsch, M.; Patel, R.; Li, W.; Clare, A.T.; Sharples, S.D. Spatially Resolved Acoustic Spectroscopy for Selective Laser Melting. J. Mater. Process. Technol. 2016, 236, 93–102. [Google Scholar] [CrossRef]
- Viktorov, I.A. Rayleigh and Lamb Waves: Physical Theory and Applications; Plenum Press: New York, NY, USA, 1970. [Google Scholar]
- Li, W.; Sharples, S.D.; Smith, R.J.; Clark, M.; Somekh, M.G. Determination of Crystallographic Orientation of Large Grain Metals with Surface Acoustic Waves. J. Acoust. Soc. Am. 2012, 132, 738–745. [Google Scholar] [CrossRef] [PubMed]
- Mark, A.F.; Li, W.; Sharples, S.; Withers, P.J. Comparison of Grain to Grain Orientation and Stiffness Mapping by Spatially Resolved Acoustic Spectroscopy and EBSD. J. Microsc. 2017, 267, 89–97. [Google Scholar] [CrossRef] [PubMed]
- Xiao, B.; O’Leary, R.; Gachagan, A.; Li, W.; Burnett, T. Accurate Finite Element Model of Equiaxed-Grain Engineering Material for Ultrasonic Inspection. In Proceedings of the IEEE 2014 International Ultrasonics Symposium 2014, Chicago, IL, USA, 3–6 September 2014; pp. 1364–1367. [Google Scholar] [CrossRef]
- Li, W.; Coulson, J.; Aveson, J.W.; Smith, R.J.; Clark, M.; Somekh, M.G.; Sharples, S.D. Orientation Characterisation of Aerospace Materials by Spatially Resolved Acoustic Spectroscopy. J. Phys. Conf. Ser. 2014, 520, 012017. [Google Scholar] [CrossRef]
- Patel, R.; Li, W.; Smith, R.J.; Sharples, S.D.; Clark, M. Orientation Imaging of Macro-Sized Polysilicon Grains on Wafers Using Spatially Resolved Acoustic Spectroscopy. Scr. Mater. 2017, 140, 67–70. [Google Scholar] [CrossRef]
- Speidel, A.; Su, R.; Mitchell-Smith, J.; Dryburgh, P.; Bisterov, I.; Pieris, D.; Li, W.; Patel, R.; Clark, M.; Clare, A.T. Crystallographic Texture Can Be Rapidly Determined by Electrochemical Surface Analytics. Acta Mater. 2018, 159, 89–101. [Google Scholar] [CrossRef]
- Smith, R.J.; Li, W.; Coulson, J.; Clark, M.; Somekh, M.G.; Sharples, S.D. Spatially Resolved Acoustic Spectroscopy for Rapid Imaging of Material Microstructure and Grain Orientation. Meas. Sci. Technol. 2014, 10, 25. [Google Scholar] [CrossRef]
- Scruby, C.B.; Drain, L.E. Laser Ultrasonics: Techniques and Applications; CRC Press: Boca Raton, FL, USA, 1990; ISBN 978-1845697358. [Google Scholar]
- Sharpies, S.D.; Li, W.; Clark, M.; Somekh, M.G. Microstructure Imaging Using Frequency Spectrum Spatially Resolved Acoustic Spectroscopy (F-SRAS). AIP Conf. Proc. 2010, 1211, 279. [Google Scholar] [CrossRef]
- Dewhurst, R.J.; Shan, Q. Optical Remote Measurement of Ultrasound. Meas. Sci. Technol. 1999, 10, 139–168. [Google Scholar] [CrossRef]
- Nakano, H.; Matsuda, Y.; Shin, S.; Nagai, S. Optical Detection of Ultrasound on Rough Surfaces by a Phase-Conjugate Method. Ultrasonics 1995, 33, 261–264. [Google Scholar] [CrossRef]
- Monchalin, J.P. Optical Detection of Ultrasound. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1986, 33, 485–499. [Google Scholar] [CrossRef] [PubMed]
- Blouin, A.; Padioleau, C.; Neron, C.; Levesque, D.; Monchalin, J.P. Differential Confocal Fabry-Perot for the Optical Detection of Ultrasound. AIP Conf. Proc. 2007, 894, 193–200. [Google Scholar] [CrossRef]
- Kamshilin, A.A. Adaptive Photorefractive Interferometers for Ultrasound Detection. Proc. SPIE 2002, 4919, 11. [Google Scholar] [CrossRef]
- Murray, T.W. Multiplexed Interferometer for Ultrasonic Imaging Applications. Opt. Eng. 2001, 40, 1321. [Google Scholar] [CrossRef]
- Pouet, B. Robust Laser-Ultrasonic Interferometer Based on Random Quadrature Demodulation. AIP Conf. Proc. 2006, 820, 233–239. [Google Scholar] [CrossRef]
- Sharples, S.D.; Light, R.A.; Achamfuo-Yeboah, S.O.; Clark, M.; Somekh, M.G. The SKED: Speckle Knife Edge Detector. J. Phys. Conf. Ser. 2014, 520, 012004. [Google Scholar] [CrossRef]
- Achamfuo-Yeboah, S.O.; Light, R.A.; Sharpies, S.D. Optical Detection of Ultrasound from Optically Rough Surfaces Using a Custom CMOS Sensor. J. Phys. Conf. Ser. 2015, 581, 012009. [Google Scholar] [CrossRef]
- Maradudin, A.A.; Mills, D.L. Attenuation of Rayleigh Surface Waves by Surface Roughness. Appl. Phys. Lett. 1976, 28, 573–575. [Google Scholar] [CrossRef]
- Eguiluz, A.G.; Maradudin, A.A. Frequency Shift and Attenuation Length of a Rayleigh Wave Due to Surface Roughness. Phys. Rev. B 1983, 28, 728–747. [Google Scholar] [CrossRef]
- Kosachev, V.V.; Lokhov, Y.N.; Chukov, V.N. Theory of Attenuation of Rayleigh Surface Acoustic Waves on a Free Randomly Rough Surface of a Solid. Zh. Eksp. Teor. Fiz. 1988, 94, 172. [Google Scholar]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Microstructure of Ti-6Al-4V Produced by Selective Laser Melting. J. Phys. Conf. Ser. 2012, 371, 012084. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and Tensile Properties of Selectively Laser-Melted and of HIPed Laser-Melted Ti–6Al–4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Hirsch, M.; Patel, R.; Li, W.; Guan, G.; Leach, R.K.; Sharples, S.D.; Clare, A.T. Assessing the Capability of In-situ Nondestructive Analysis During Layer Based Additive Manufacture. Addit. Manuf. 2017, 13, 135–142. [Google Scholar] [CrossRef]
- Clark, M.; Linnane, F.; Sharples, S.D.; Somekh, M.G. Frequency Control in Laser Ultrasound with Computer Generated Holography. Appl. Phys. Lett. 1998, 72, 1963–1965. [Google Scholar] [CrossRef]
- Hong, Y.; Sharples, S.D.; Clark, M.; Somekh, M.G. Rapid Measurement of Surface Acoustic Wave Velocity on Single Crystals Using an All-Optical Adaptive Scanning Acoustic Microscope. Appl. Phys. Lett. 2003, 83, 3260–3262. [Google Scholar] [CrossRef]
- Maio, L.; Ricci, F.; Memmolo, V.; Monaco, E.; Boffa, N.D. Application of Laser Doppler Vibrometry for Ultrasonic Velocity Assessment in a Composite Panel with Defect. Compos. Struct. 2018, 184, 1030–1039. [Google Scholar] [CrossRef]









© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patel, R.; Hirsch, M.; Dryburgh, P.; Pieris, D.; Achamfuo-Yeboah, S.; Smith, R.; Light, R.; Sharples, S.; Clare, A.; Clark, M. Imaging Material Texture of As-Deposited Selective Laser Melted Parts Using Spatially Resolved Acoustic Spectroscopy. Appl. Sci. 2018, 8, 1991. https://doi.org/10.3390/app8101991
Patel R, Hirsch M, Dryburgh P, Pieris D, Achamfuo-Yeboah S, Smith R, Light R, Sharples S, Clare A, Clark M. Imaging Material Texture of As-Deposited Selective Laser Melted Parts Using Spatially Resolved Acoustic Spectroscopy. Applied Sciences. 2018; 8(10):1991. https://doi.org/10.3390/app8101991
Chicago/Turabian StylePatel, Rikesh, Matthias Hirsch, Paul Dryburgh, Don Pieris, Samuel Achamfuo-Yeboah, Richard Smith, Roger Light, Steve Sharples, Adam Clare, and Matt Clark. 2018. "Imaging Material Texture of As-Deposited Selective Laser Melted Parts Using Spatially Resolved Acoustic Spectroscopy" Applied Sciences 8, no. 10: 1991. https://doi.org/10.3390/app8101991
APA StylePatel, R., Hirsch, M., Dryburgh, P., Pieris, D., Achamfuo-Yeboah, S., Smith, R., Light, R., Sharples, S., Clare, A., & Clark, M. (2018). Imaging Material Texture of As-Deposited Selective Laser Melted Parts Using Spatially Resolved Acoustic Spectroscopy. Applied Sciences, 8(10), 1991. https://doi.org/10.3390/app8101991