Theoretical Study of Path Adaptability Based on Surface Form Error Distribution in Fluid Jet Polishing


Abstract
:1. Introduction
2. Theoretical Background
2.1. Convolution Removal Principle in Computer-Controlled Optical Surfacing
2.2. Dwell Time Solution Based on Linear Equations
3. Research on the Effect of Path Spacing and Bulk Material Removal Depth on Residual Error
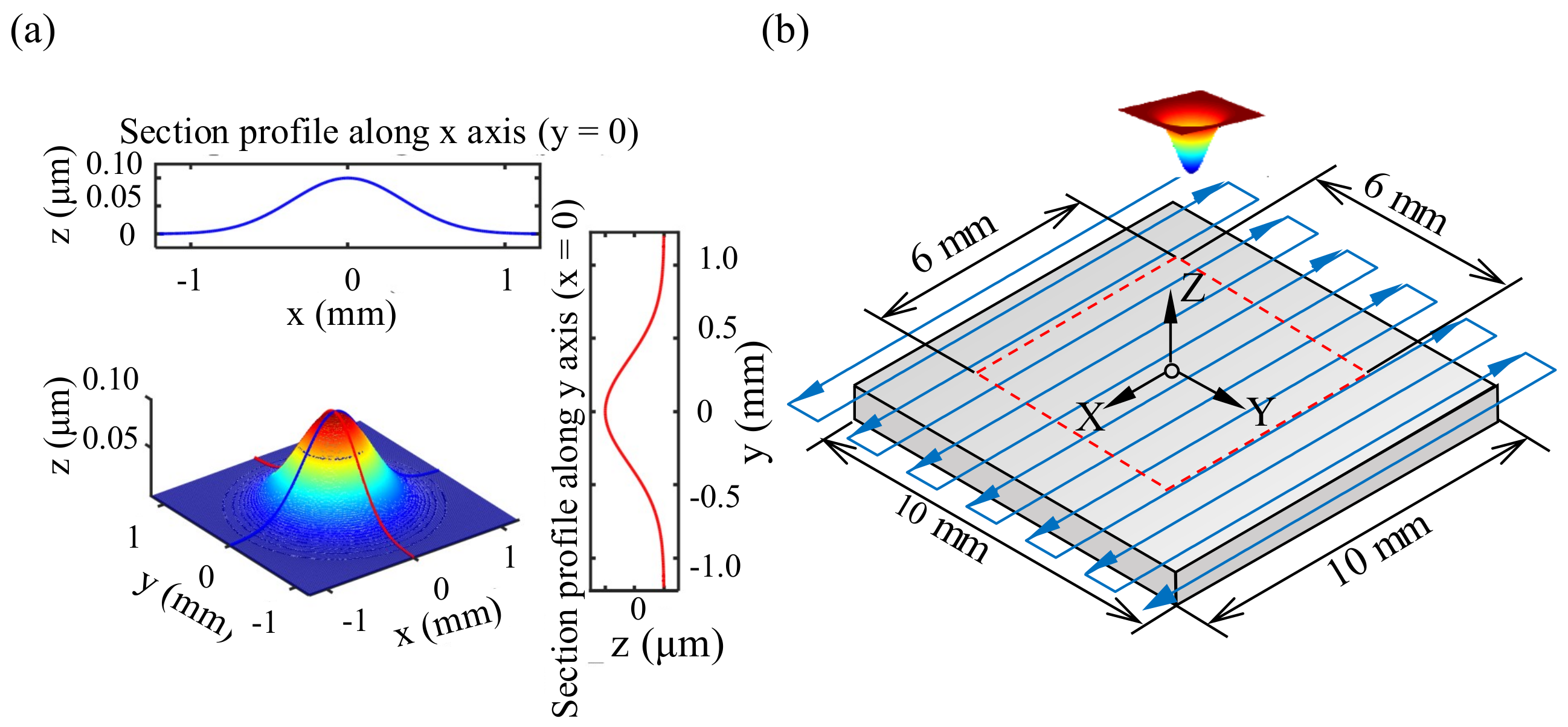
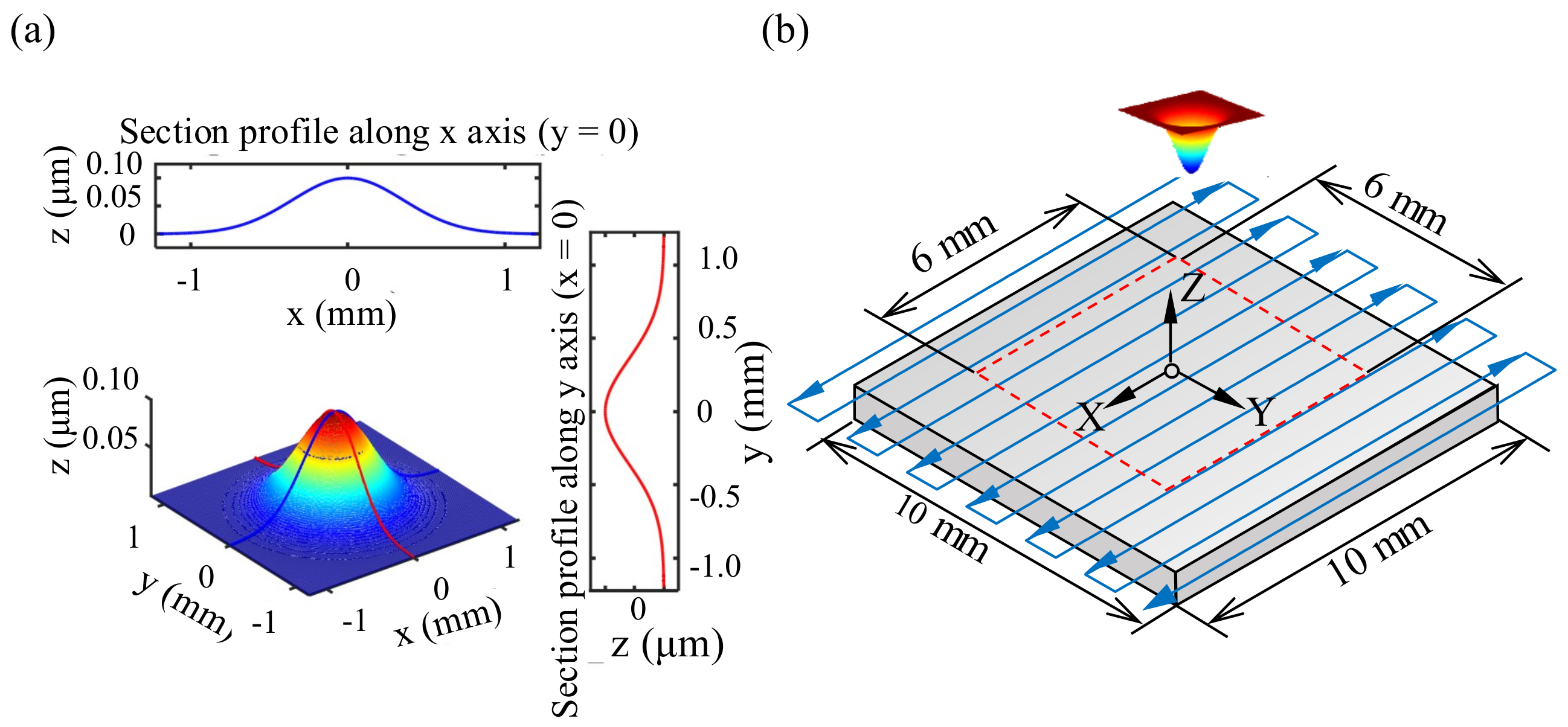
3.1. Simulation Experiment Design
3.2. Simulation Results and Analysis
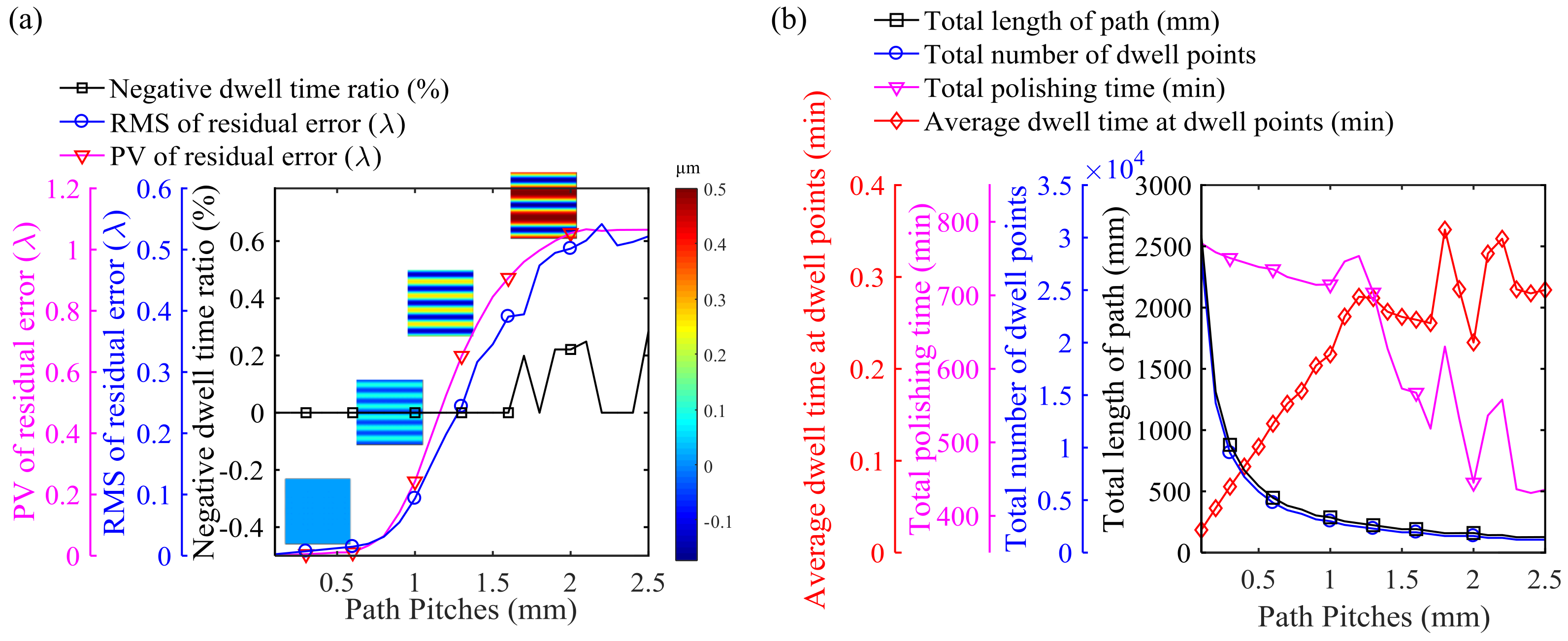
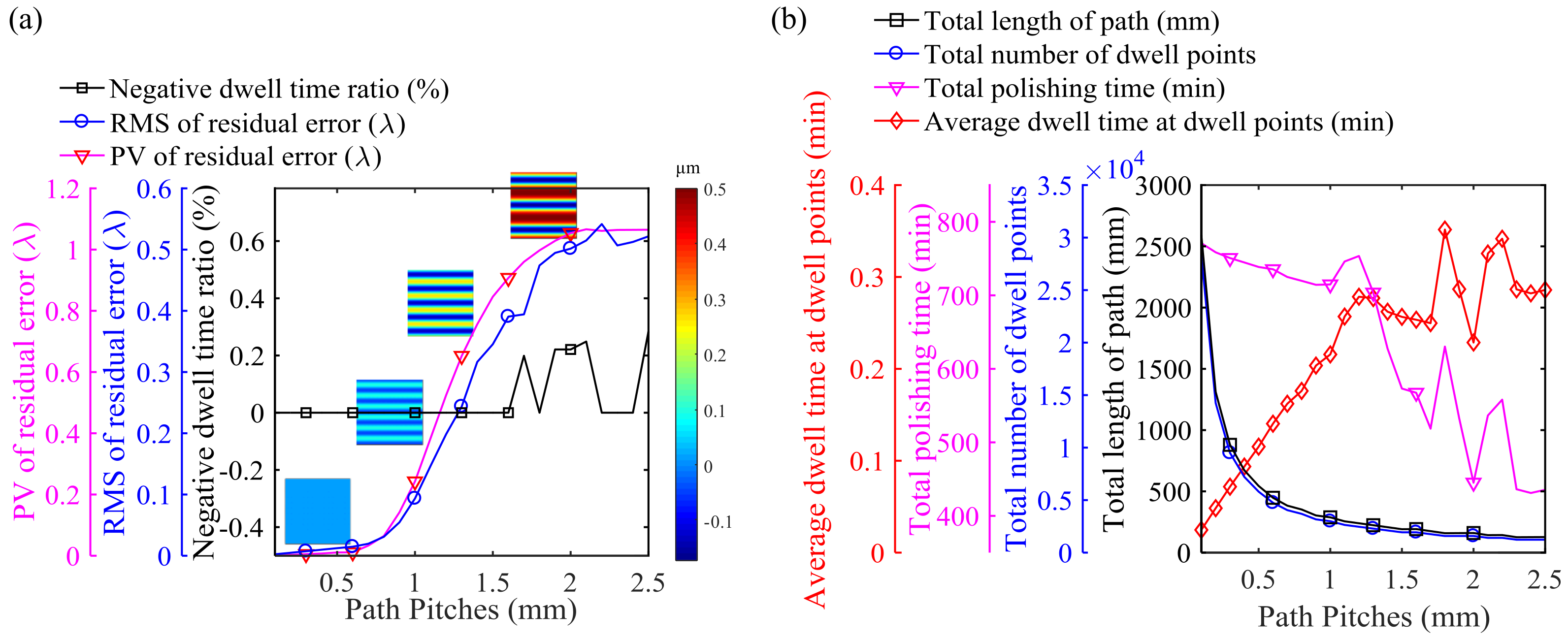
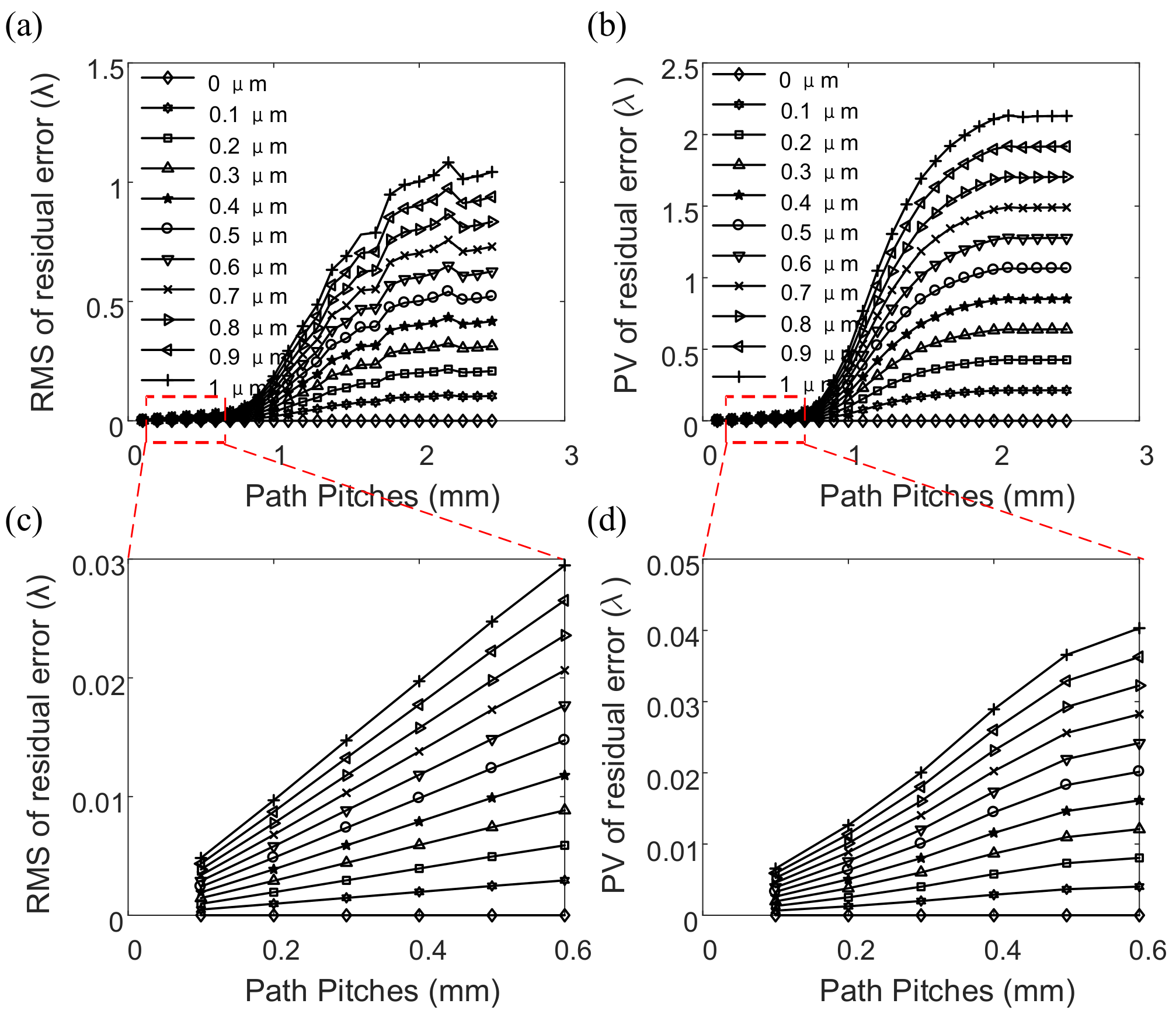
3.2.1. Influence of Path Spacing on Residual Error
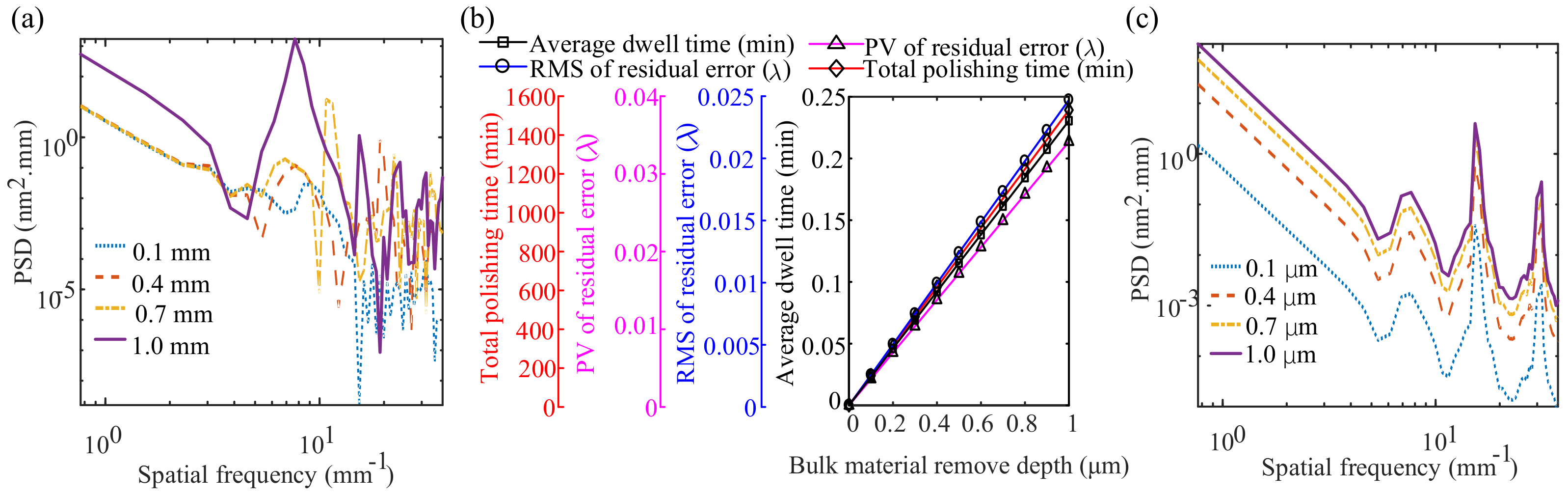
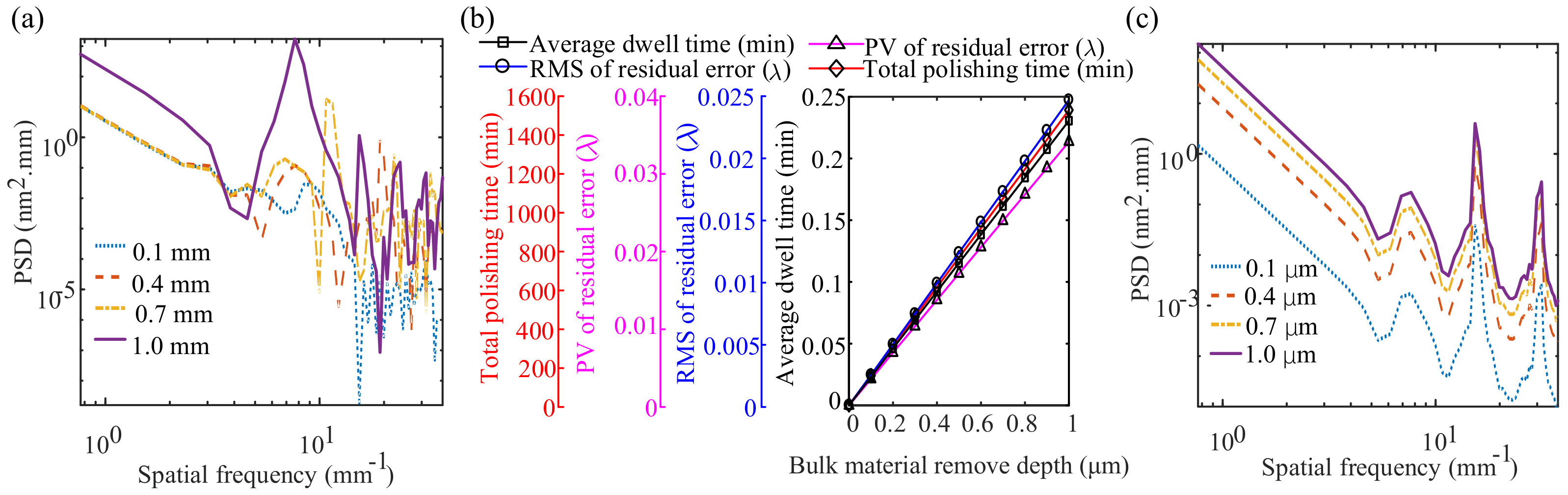
3.2.2. Influence of Bulk Material Removal Depth on Residual Error
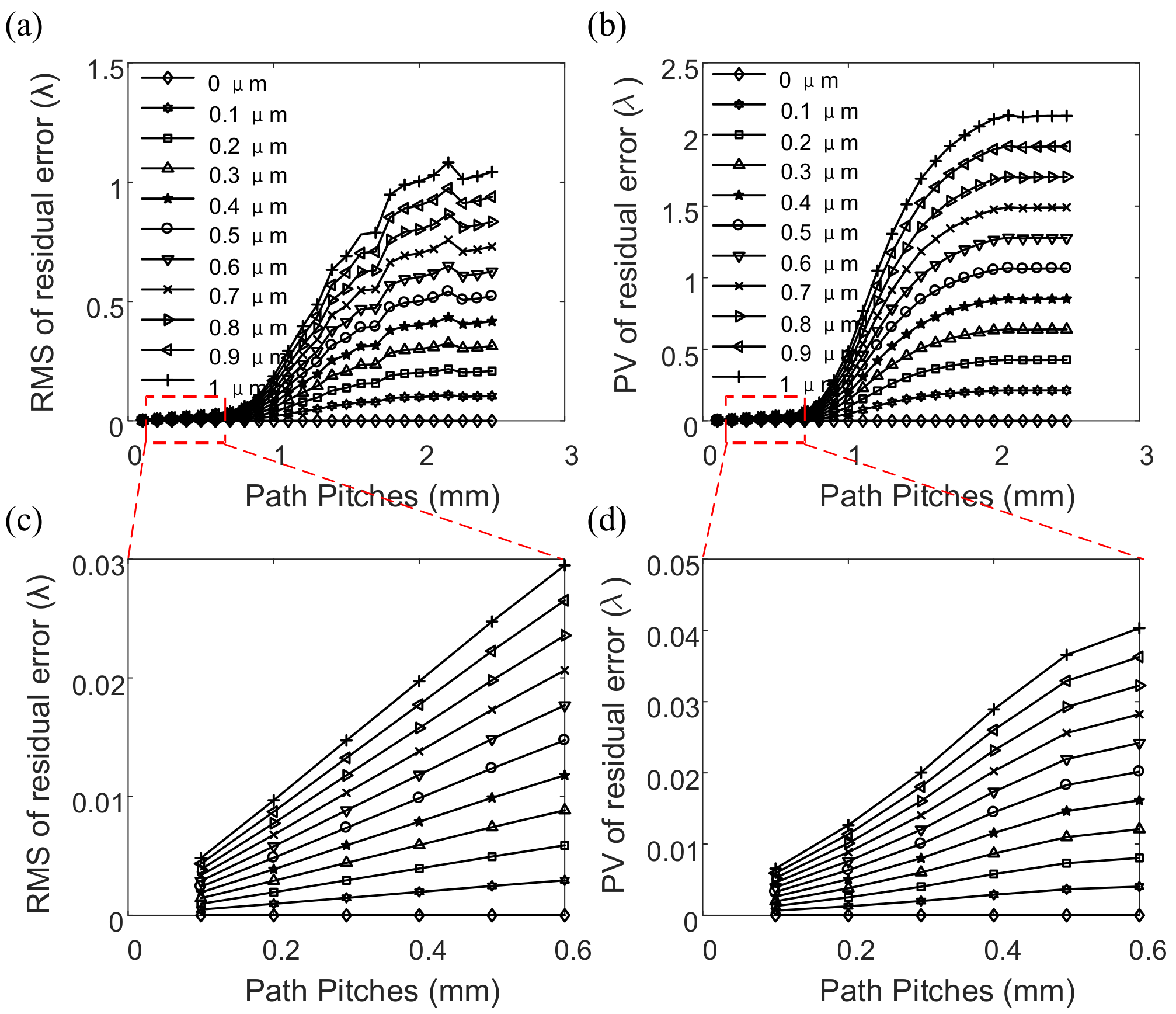
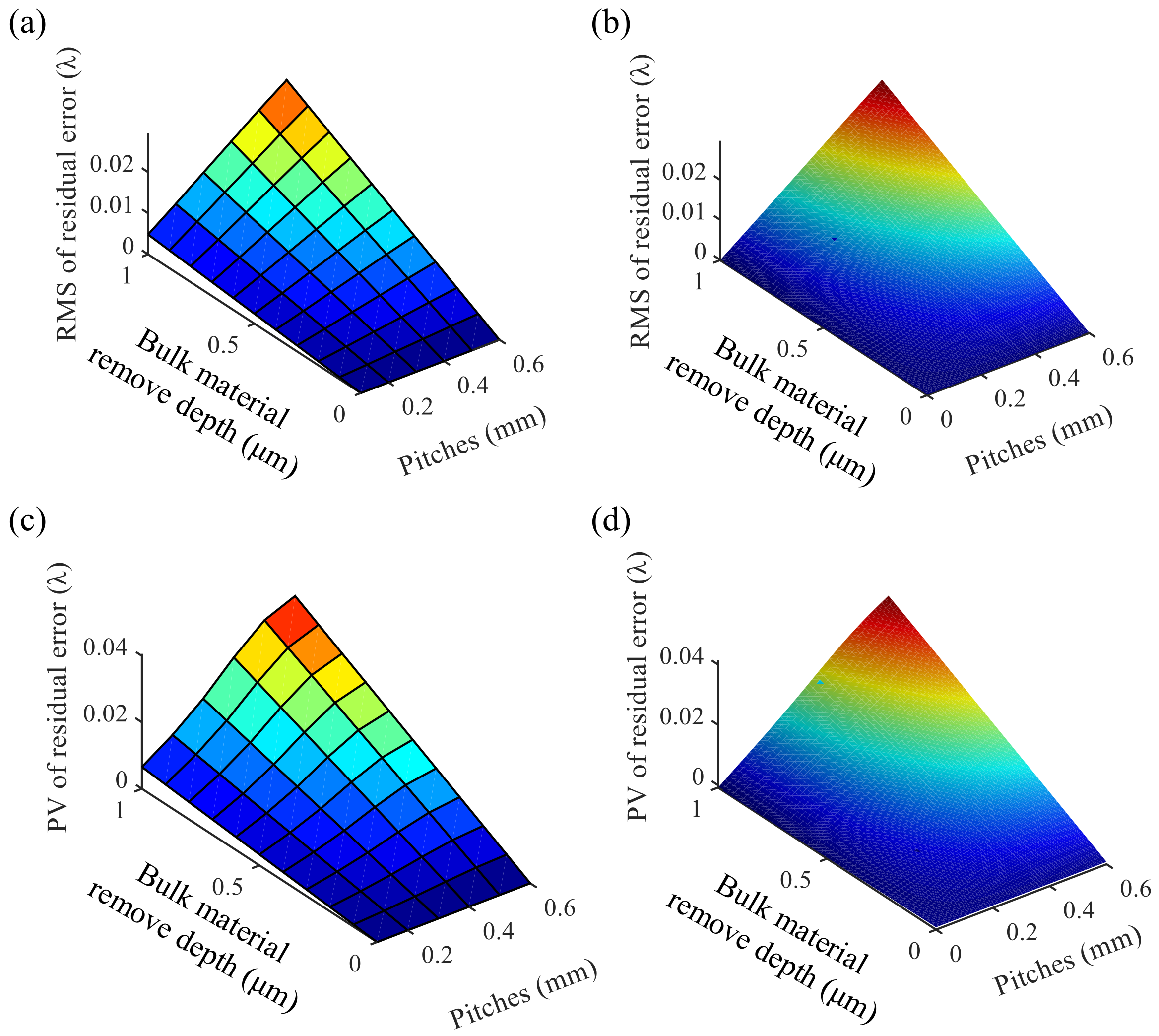
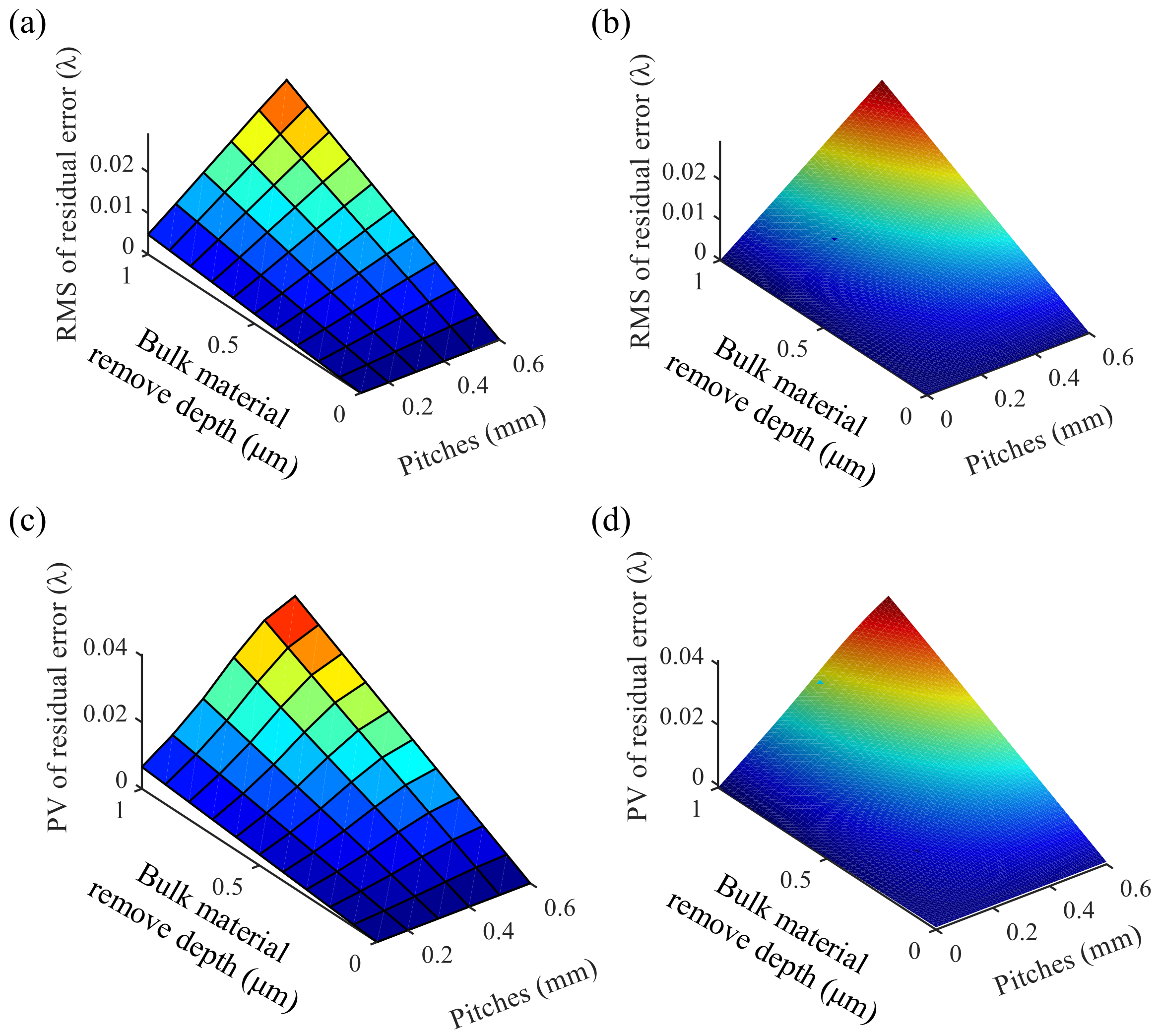
3.2.3. Effect of Path Spacing Variations on the Residual Error Resulting from Different Bulk Material Removal Depths
3.3. Summary and Discussion of Simulation Results
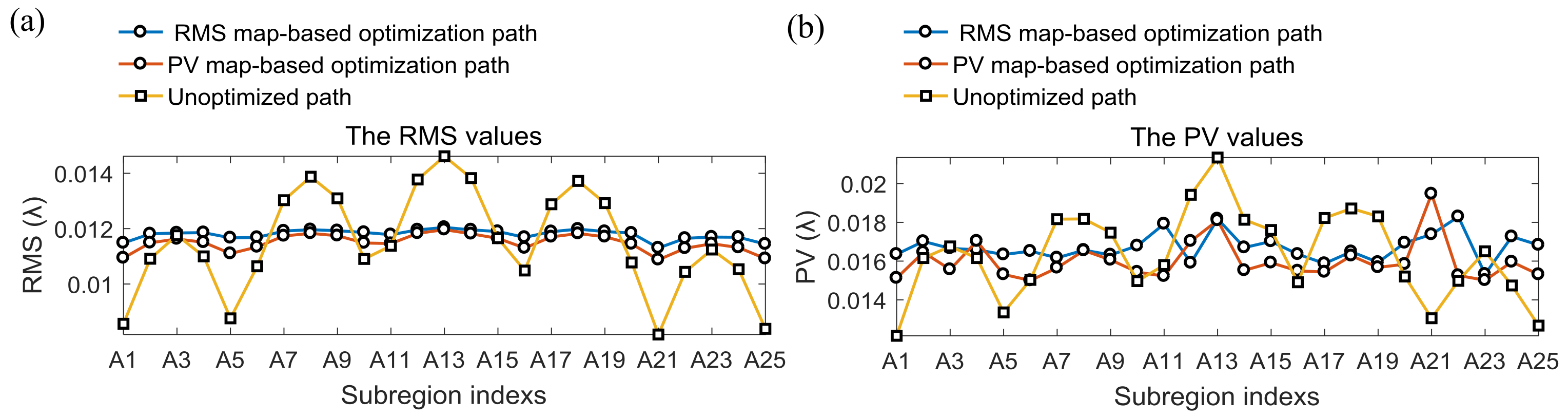
4. Residual Error Optimization Strategy Based on Root-Mean-Square and Peak-to-Valley Maps
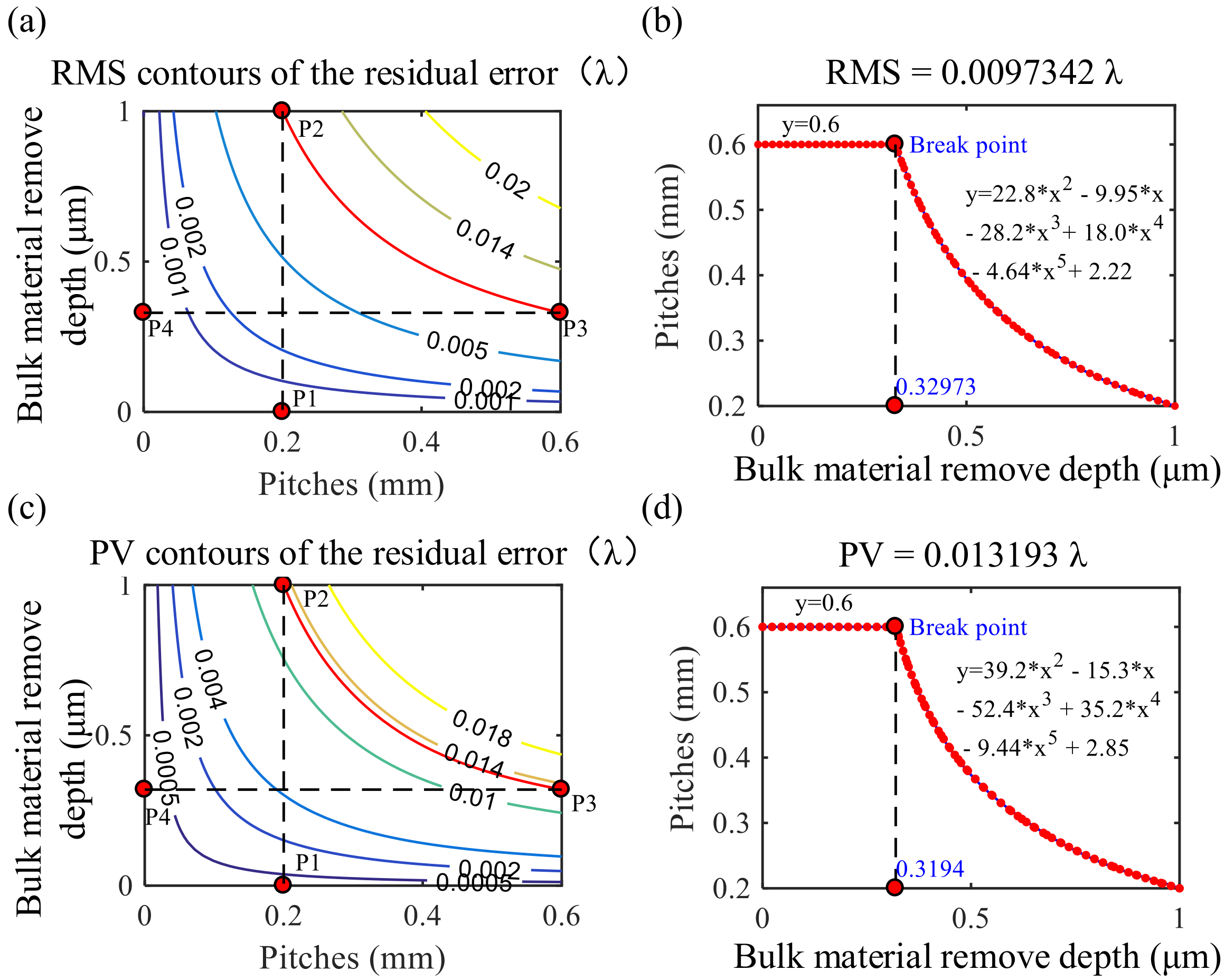
4.1. Derivation of the RMS and PV Maps
4.2. Path Spacing Optimization Model Based on Surface Form Error
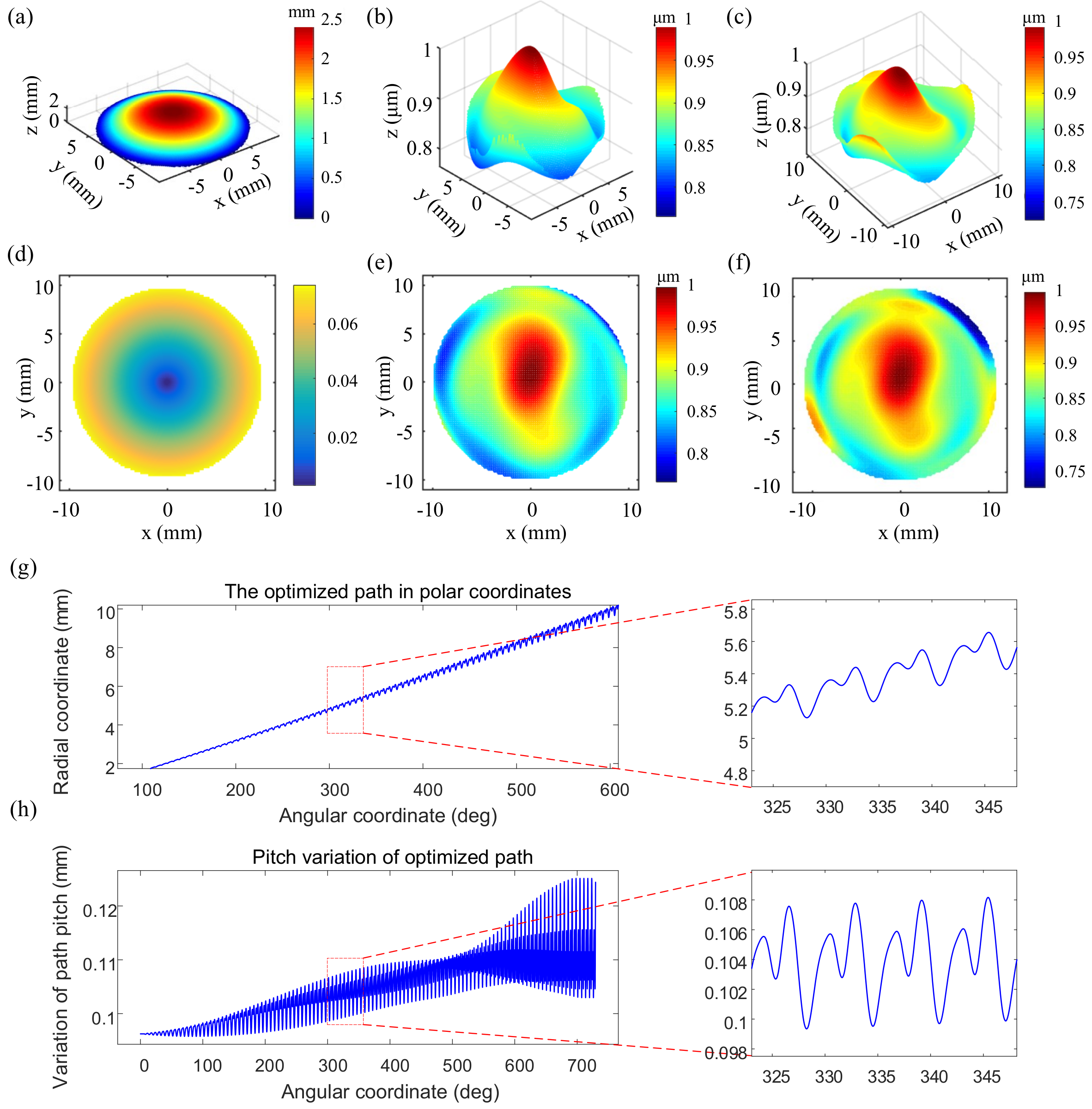
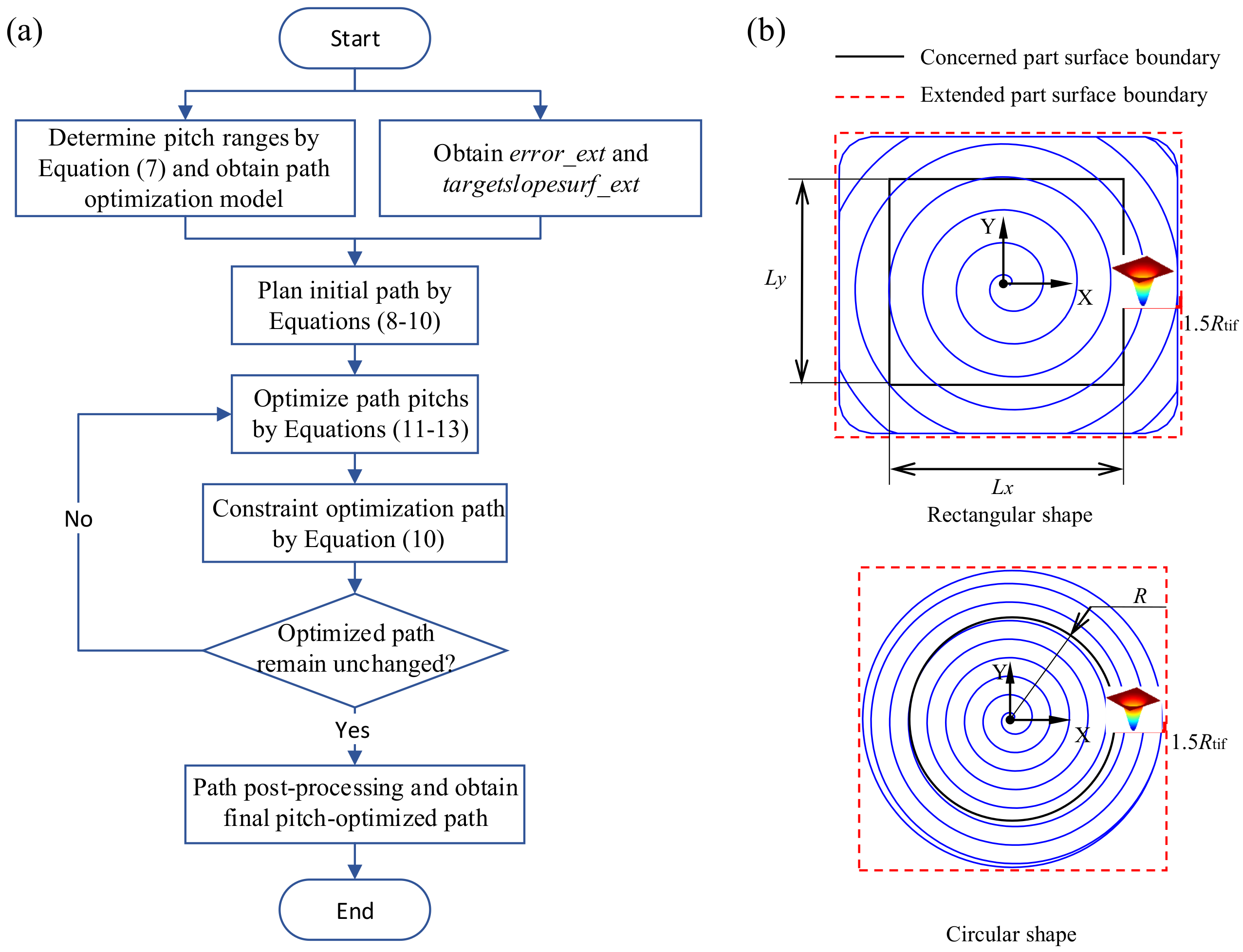
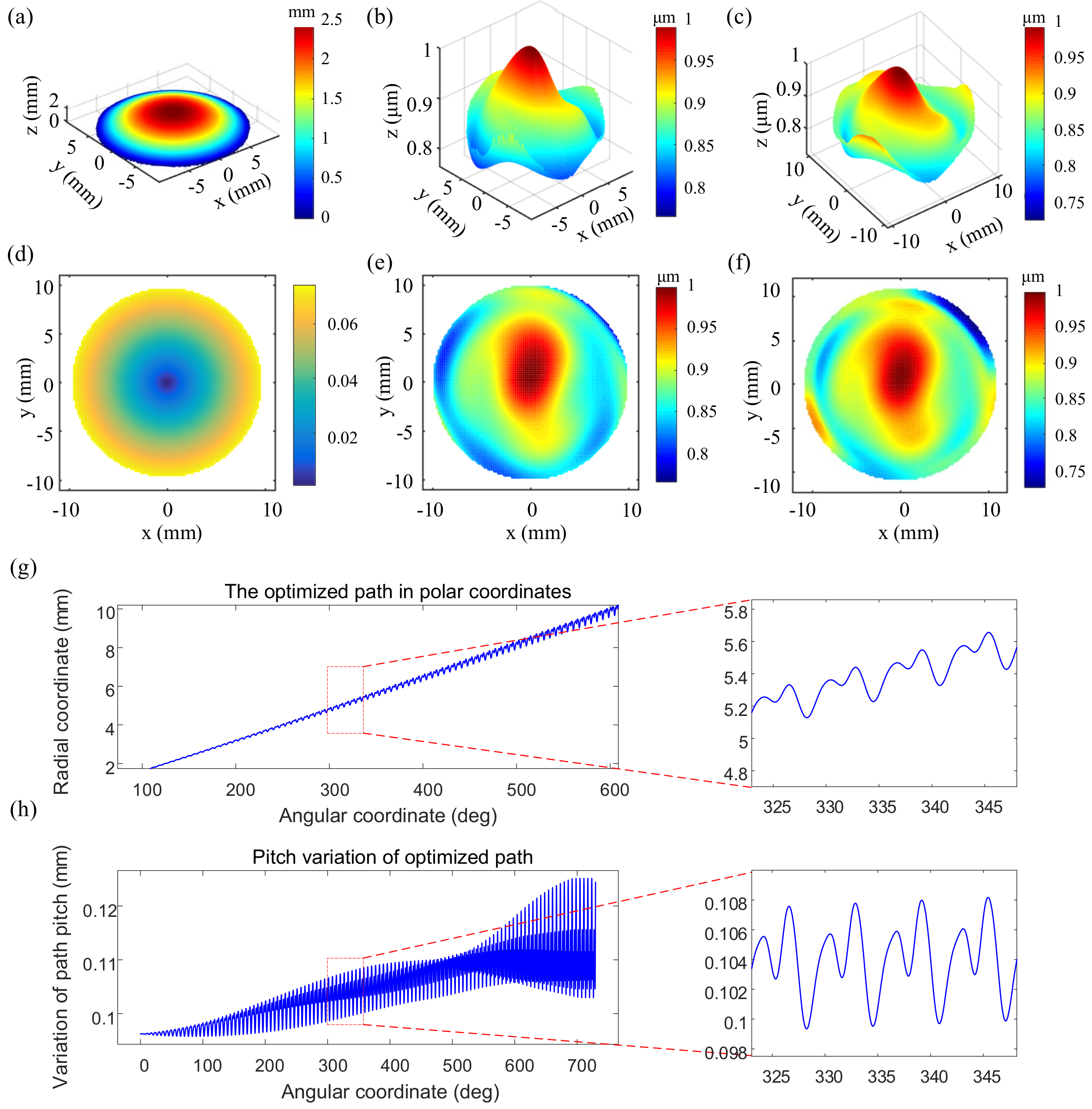
4.3. Variable Pitch Spiral Path Planning Method
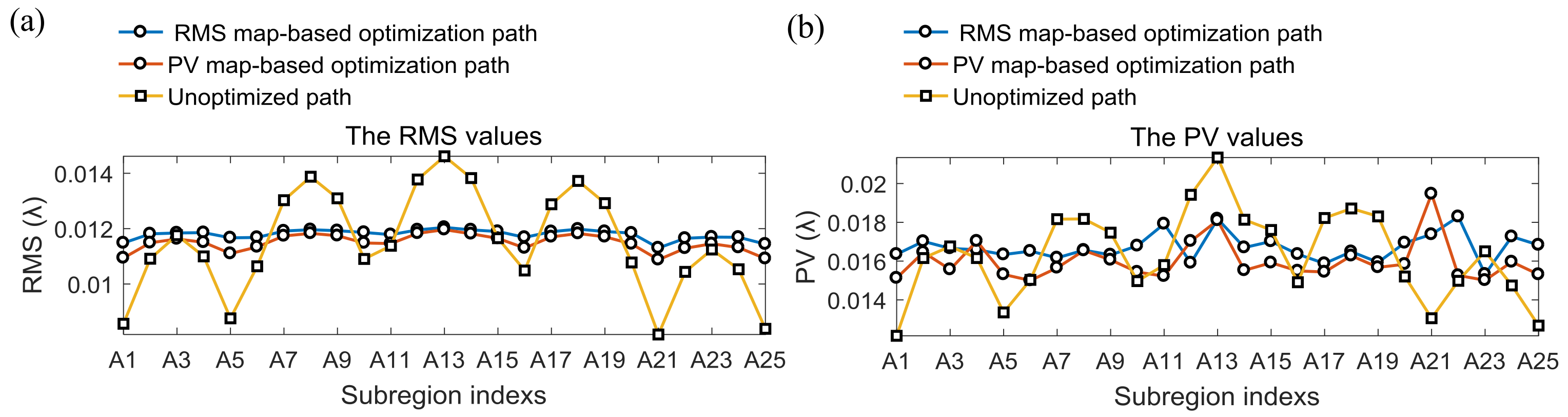
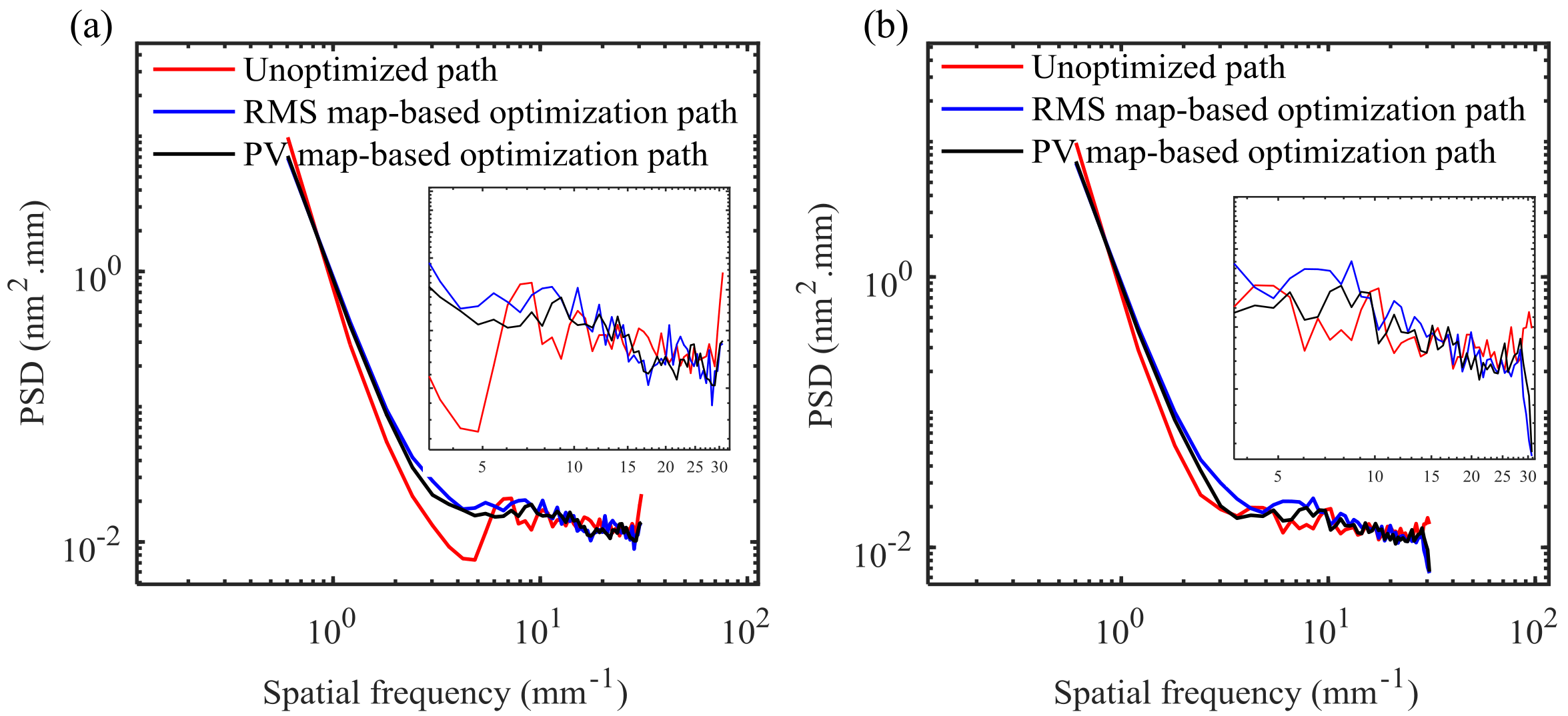
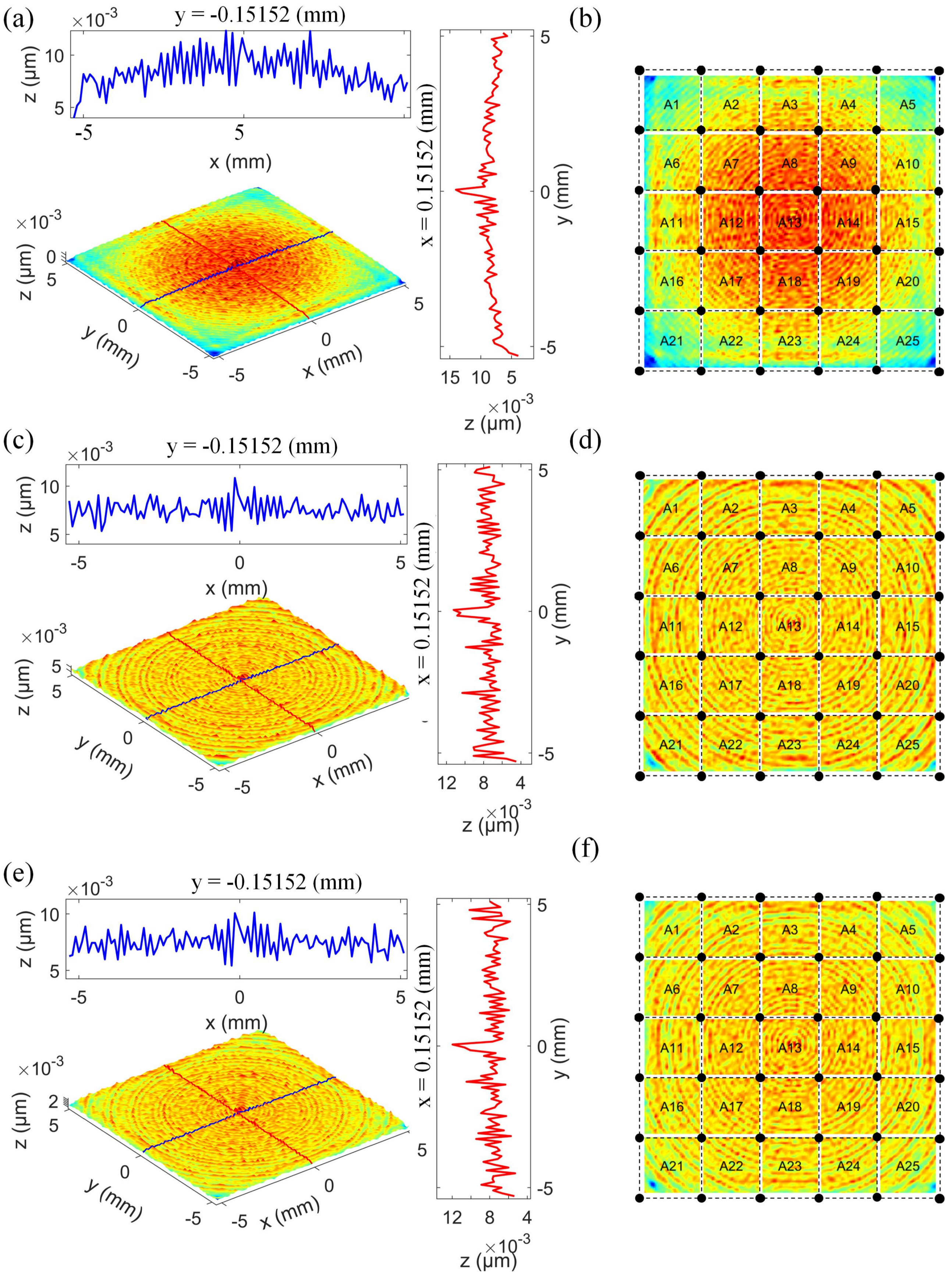
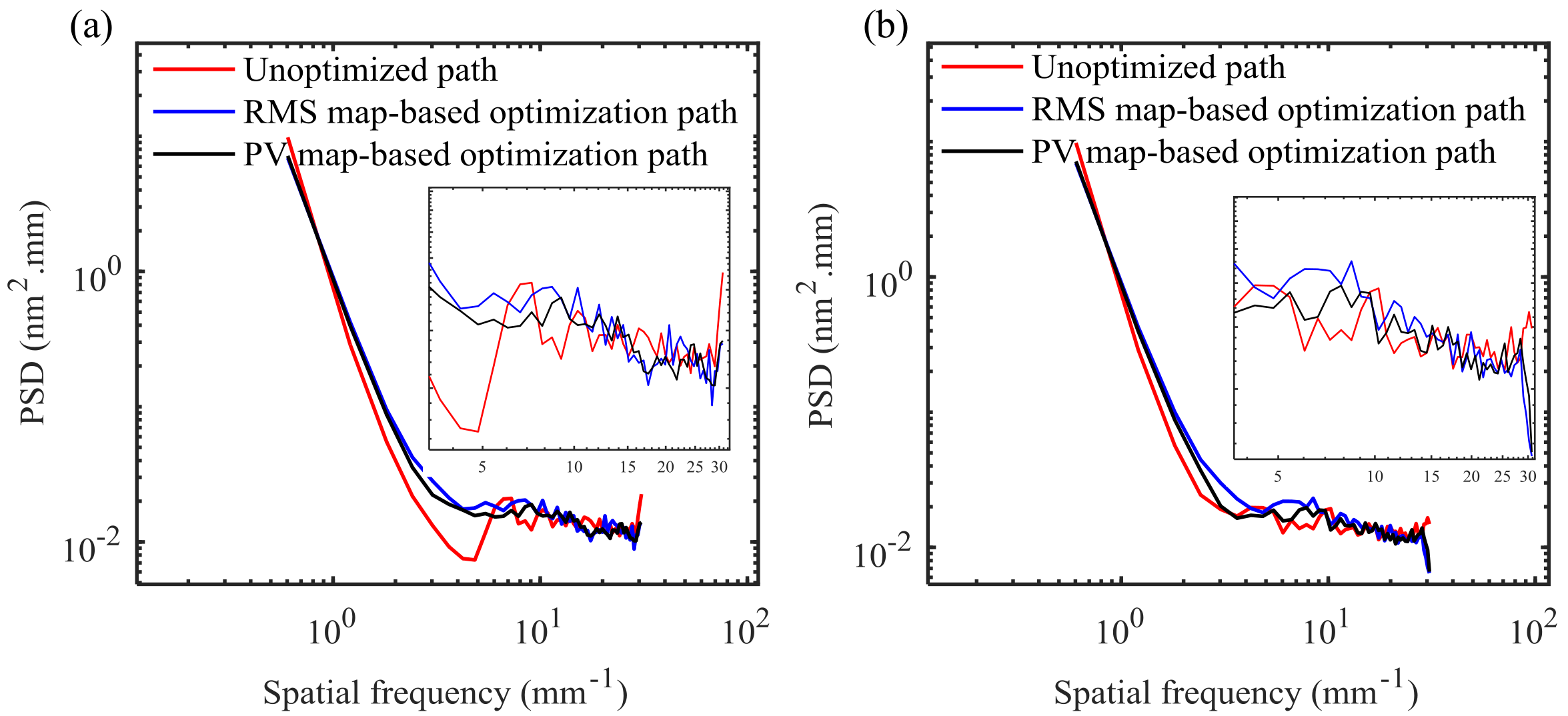
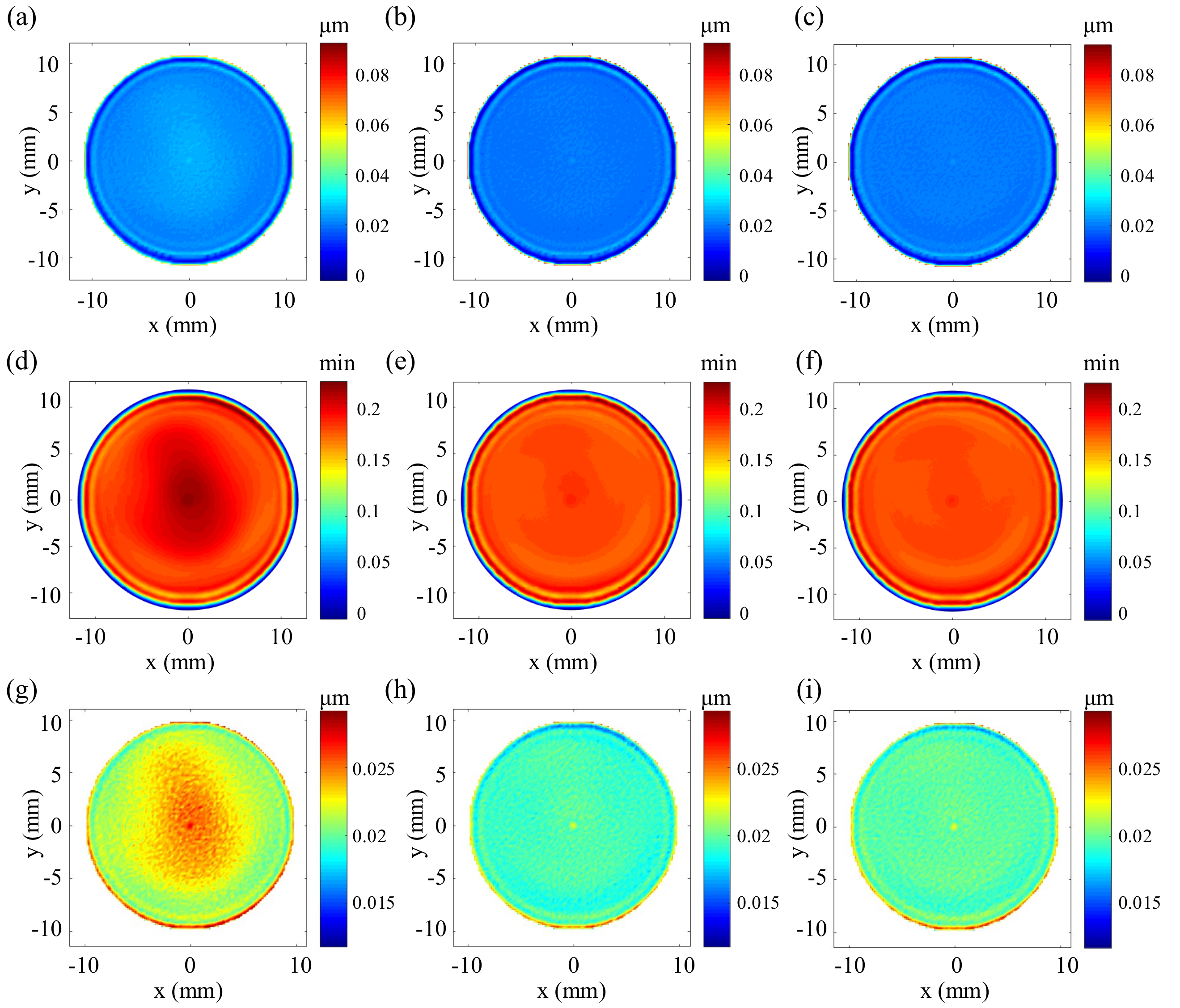
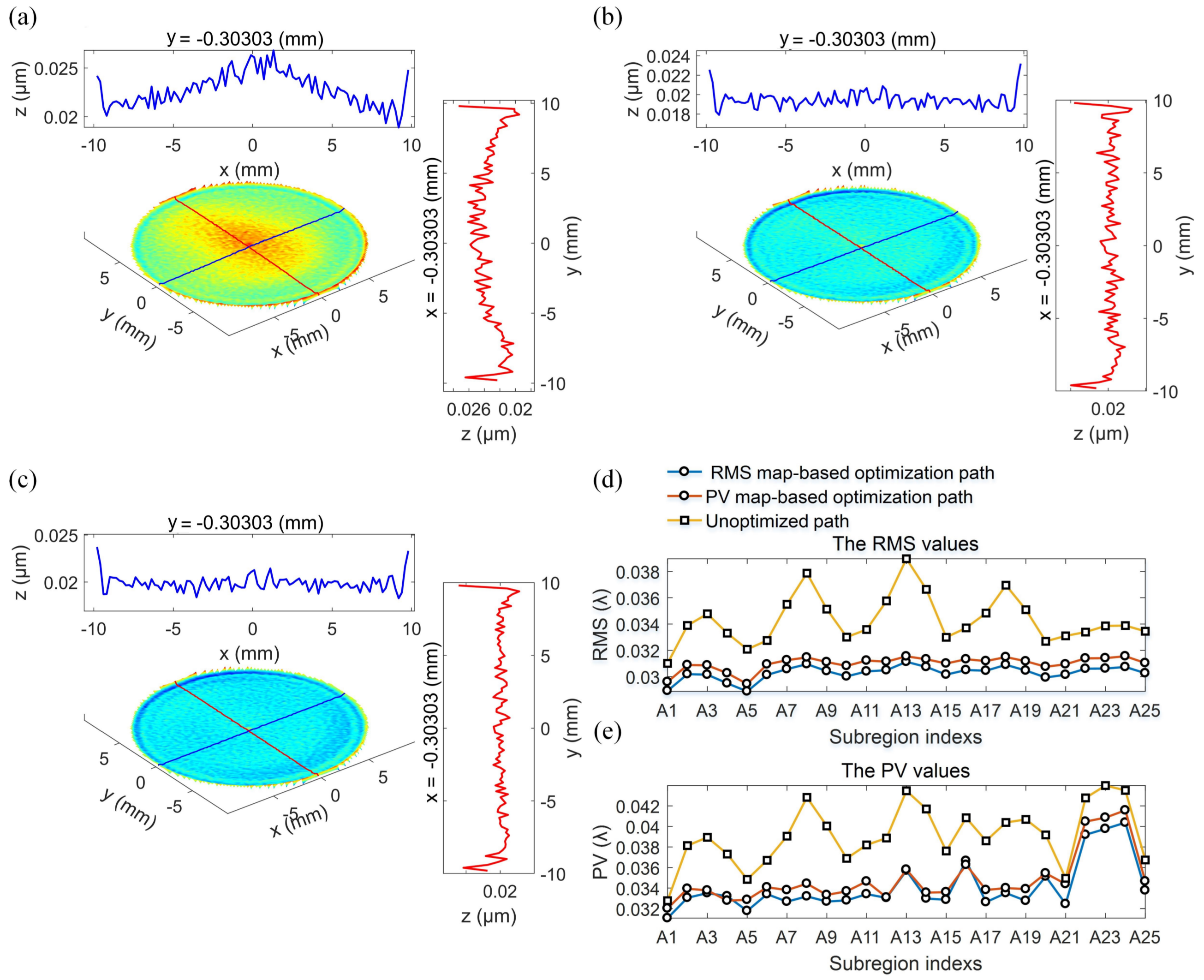
5. Comparative Study of Optimization Strategies
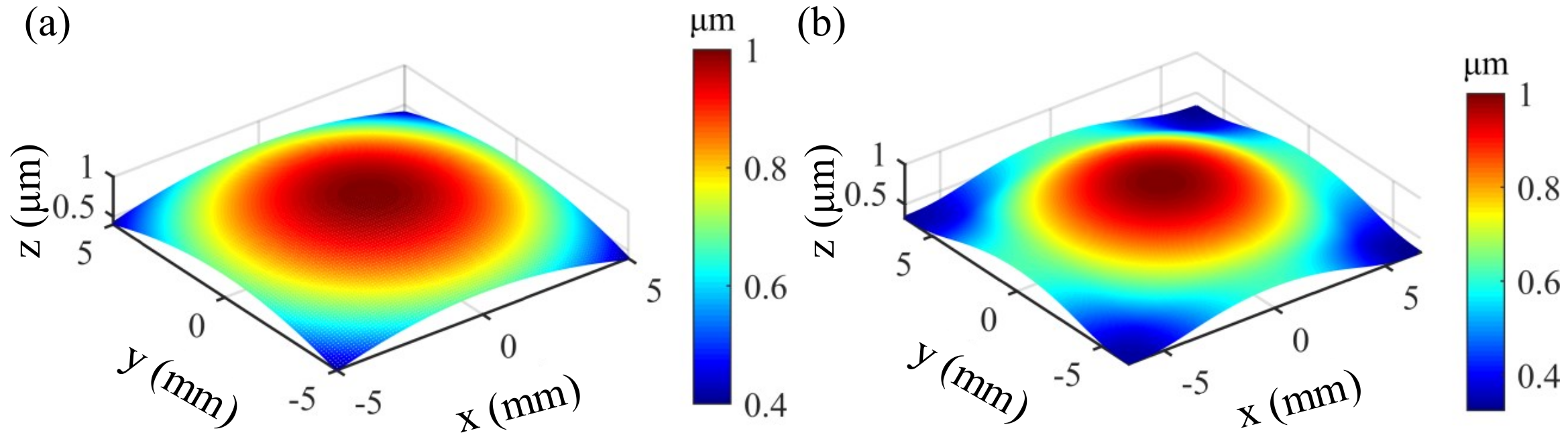
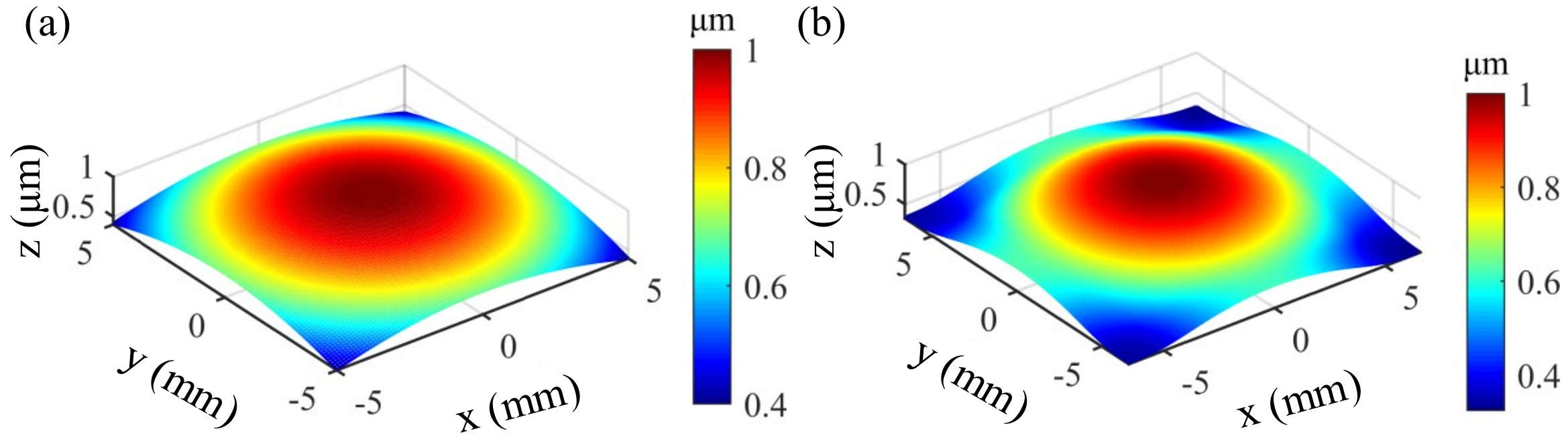
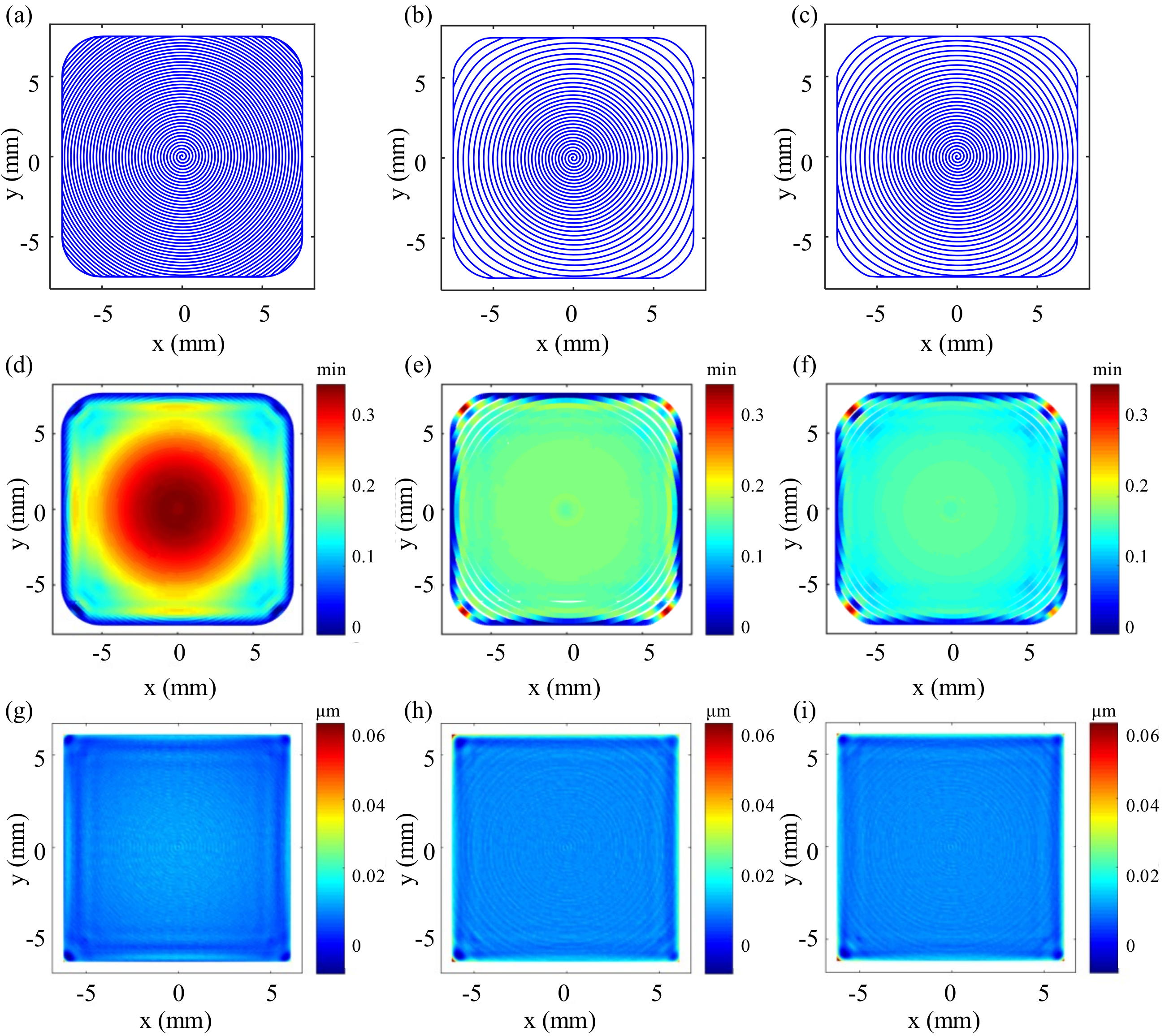
5.1. Case 1: Planar Workpiece
5.2. Case 2: Aspheric Workpiece
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Guo, Z.; Jin, T.; Ping, L.; Lu, A.; Qu, M. Analysis on a deformed removal profile in FJP under high removal rates to achieve deterministic form figuring. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2018, 51, 160–168. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Zhang, L.; Han, Y.J.; Fan, C.; Tang, Y.; Song, X.P. Polishing path planning for physically uniform overlap of polishing ribbons on free form surface. Int. J. Adv. Manuf. Technol. 2017, 92, 4525–4541. [Google Scholar] [CrossRef]
- Jones, R.A. Optimization of computer controlled polishing. Appl. Opt. 1977, 16, 218–224. [Google Scholar] [CrossRef] [PubMed]
- Wan, S.L.; Zhang, X.C.; Zhang, H.; Xu, M.; Jiang, X.Q. Modeling and analysis of sub-aperture tool influence functions for polishing curved surfaces. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2018, 51, 415–425. [Google Scholar] [CrossRef]
- Cao, Z.C.; Cheung, C.F.; Liu, M.Y. Model-based self-optimization method for form correction in the computer controlled bonnet polishing of optical free form surfaces. Opt. Express 2018, 26, 2065–2078. [Google Scholar] [CrossRef] [PubMed]
- Beaucamp, A.; Namba, Y. Super-smooth finishing of diamond turned hard X-ray molding dies by combined fluid jet and bonnet polishing. CIRP Ann. Manuf. Technol. 2013, 62, 315–318. [Google Scholar] [CrossRef]
- Temple, P.A.; Lowdermilk, W.H.; Milam, D. Carbon dioxide laser polishing of fused silica surfaces for increased laser-damage resistance at 1064 nm. Appl. Opt. 1982, 21, 3249–3255. [Google Scholar] [CrossRef] [PubMed]
- Ghadikolaei, A.D.; Vahdati, M. Experimental study on the effect of finishing parameters on surface roughness in magneto-rheological abrasive flow finishing process. Proc. Inst. Mech. Eng. Part B. J. Eng. Manuf. 2014, 229, 1517–1524. [Google Scholar] [CrossRef]
- Stognij, A.I.; Novitskii, N.N.; Stukalov, O.M. Nanoscale ion beam polishing of optical materials. Tech. Phys. Lett. 2002, 28, 17–20. [Google Scholar] [CrossRef]
- Li, W.; Bin, F.; Shi, C.; Jia, W.; Bin, Z. A path planning method used in fluid jet polishing eliminating lightweight mirror imprinting effect. Proc. SPIE 2014, 9281. [Google Scholar] [CrossRef]
- Wang, T.; Cheng, H.; Zhang, W.; Yang, H.; Wu, W. Restraint of path effect on optical surface in magnetorheological jet polishing. Appl. Opt. 2016, 55, 935–942. [Google Scholar] [CrossRef] [PubMed]
- Dunn, C.; Walker, D. Pseudo-random tool paths for CNC sub-aperture polishing and other applications. Opt. Express 2008, 16, 18942–18949. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Wang, Z.; Xu, Q. Unicursal random maze tool path for computer-controlled optical surfacing. Appl. Opt. 2015, 54, 10128–10136. [Google Scholar] [CrossRef] [PubMed]
- Takizawa, K.; Beaucamp, A. Comparison of tool feed influence in CNC polishing between a novel circular-random path and other pseudo-random paths. Opt. Express 2017, 25, 22411–22424. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Yang, W.; Ye, S.; Wang, Z.; Yang, P.; Peng, Y.; Guo, Y.; Xu, Q. Restraint of tool path ripple based on the optimization of tool step size for sub-aperture deterministic polishing. Int. J. Adv. Manuf. Technol. 2014, 75, 1431–1438. [Google Scholar] [CrossRef]
- Hou, J.; Liao, D.; Wang, H. Development of multi-pitch tool path in computer-controlled optical surfacing processes. J. Eur. Opt. Soc.-Rapid Publ. 2017, 13, 22. [Google Scholar] [CrossRef]
- Hu, H.; Dai, Y.; Peng, X. Restraint of tool path ripple based on surface error distribution and process parameters in deterministic finishing. Opt. Express 2010, 18, 22973–22981. [Google Scholar] [CrossRef] [PubMed]
- Dong, Z.; Cheng, H. Toward the complete practicability for the linear-equation dwell time model in subaperture polishing. Appl. Opt. 2015, 54, 8884–8890. [Google Scholar] [CrossRef] [PubMed]
- Dong, Z.; Cheng, H.; Tam, H.Y. Robust linear equation dwell time model compatible with large scale discrete surface error matrix. Appl. Opt. 2015, 54, 2747–2756. [Google Scholar] [CrossRef] [PubMed]
- Guo, P.; Fang, H.; Yu, J. Edge effect in fluid jet polishing. Appl. Opt. 2006, 45, 6729–6735. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Zhang, W.; Yu, G. Study of weighted space deconvolution algorithm in computer controlled optical surfacing formation. Chin. Opt. Lett. 2009, 7, 627–631. [Google Scholar] [CrossRef]
- Wang, C.; Yang, W.; Wang, Z.; Yang, X.; Hu, C.; Zhong, B.; Guo, Y.; Xu, Q. Dwell-time algorithm for polishing large optics. Appl. Opt. 2014, 53, 4752–4760. [Google Scholar] [CrossRef] [PubMed]
- Guillerna, A.B.; Axinte, D.; Billingham, J. The linear inverse problem in energy beam processing with an application to abrasive waterjet machining. Int. J. Mach. Tools Manuf. 2015, 99, 34–42. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parms | a (/min) | (mm) | (mm) |
|---|---|---|---|
| Values | 0.1 | 1.0 | 1.0 |
| Experiment Set | Path Pitch (mm) | Bulk Material Removal Depth (m) |
|---|---|---|
| Exp. 1 | 0.1 , 0.2, 0.3, ... , 2.5 | 0.5 |
| Exp. 2 | 0.2 | 0, 0.1, 0.2, ... , 1.0 |
| Exp. 3 | 0.1, 0.2, 0.3, ... , 2.5 | 0, 0.1, 0.2, ... , 1.0 |
| (mm) | (mm) | (mm) | (deg) | (mm) |
|---|---|---|---|---|
| 0.2 | 0.6 | 0.2 | /6 | 0.01 |
| (mm) | c (mm) | D (mm) | k | |||
|---|---|---|---|---|---|---|
| 20 | 20 | −0.32 | −1.5 × 10 | −1.5 × 10 | −3.0 × 10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Y.; Zhang, L.; Fan, C.; Zhu, W.; Beaucamp, A. Theoretical Study of Path Adaptability Based on Surface Form Error Distribution in Fluid Jet Polishing. Appl. Sci. 2018, 8, 1814. https://doi.org/10.3390/app8101814
Han Y, Zhang L, Fan C, Zhu W, Beaucamp A. Theoretical Study of Path Adaptability Based on Surface Form Error Distribution in Fluid Jet Polishing. Applied Sciences. 2018; 8(10):1814. https://doi.org/10.3390/app8101814
Chicago/Turabian StyleHan, Yanjun, Lei Zhang, Cheng Fan, Wule Zhu, and Anthony Beaucamp. 2018. "Theoretical Study of Path Adaptability Based on Surface Form Error Distribution in Fluid Jet Polishing" Applied Sciences 8, no. 10: 1814. https://doi.org/10.3390/app8101814
APA StyleHan, Y., Zhang, L., Fan, C., Zhu, W., & Beaucamp, A. (2018). Theoretical Study of Path Adaptability Based on Surface Form Error Distribution in Fluid Jet Polishing. Applied Sciences, 8(10), 1814. https://doi.org/10.3390/app8101814