1. Introduction
Long-range ultrasonic testing (LRUT), also known as guided wave testing (GWT) is an advanced non-destructive testing (NDT) method that utilises ultrasonic guided wave (UGW) signals for the inspection. This inspection could be applied to any large complex structures such as pipes, rails, cables, etc. for defect detection. This method is widely utilised for the inspection of pipelines that mainly contain oil and gas products, and it has the ability to screen long distances (up to 50 m in each direction) from a single location to identify defects in the structure (e.g., corrosion, erosion) [
1,
2,
3]. GWT often operates at a low-frequency range (20–100 kHz) (compared to conventional ultrasonic testing (UT), which operates at MHz range) to transmit the waves using one or more rings of dry-coupled transducers around the circumference of the pipe, which are pneumatically forced against the surface. These waves propagate within the pipe wall along the pipe’s main axis, and scattering occurs when the waves encounter discontinuities in wall thickness. The transducers are used to record these changes to obtain information about the presence and characteristics of the features within a pipe [
4].
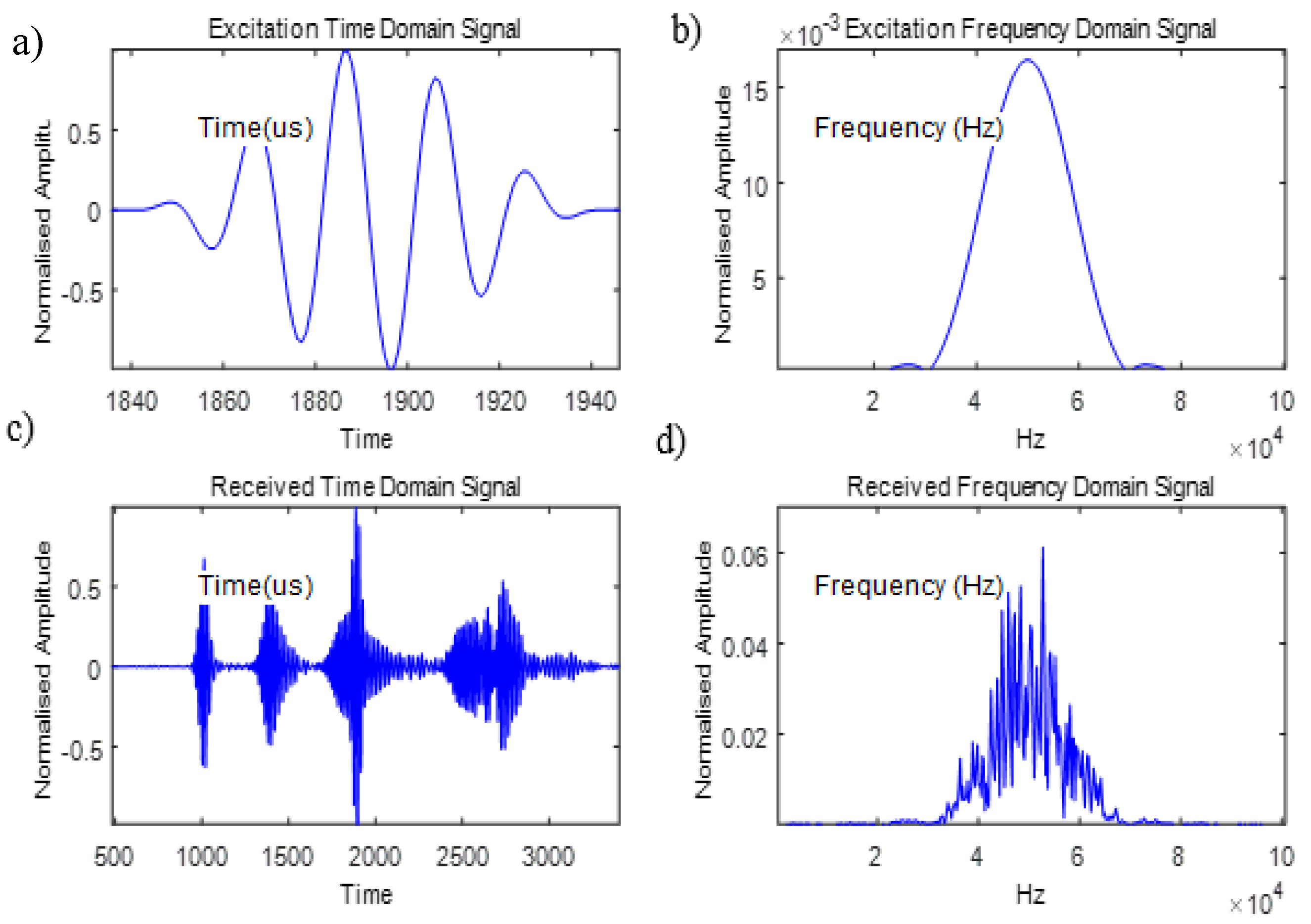
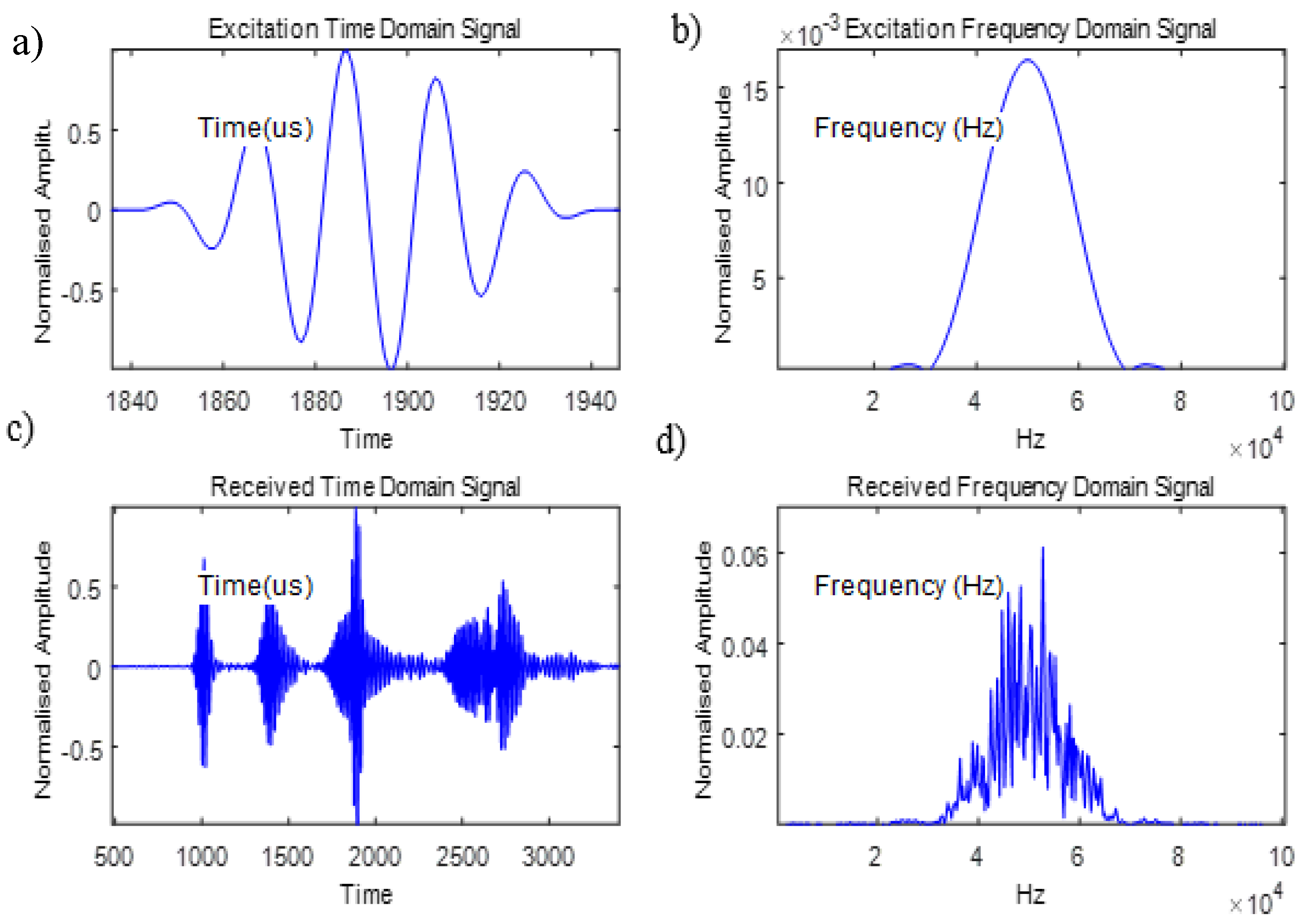
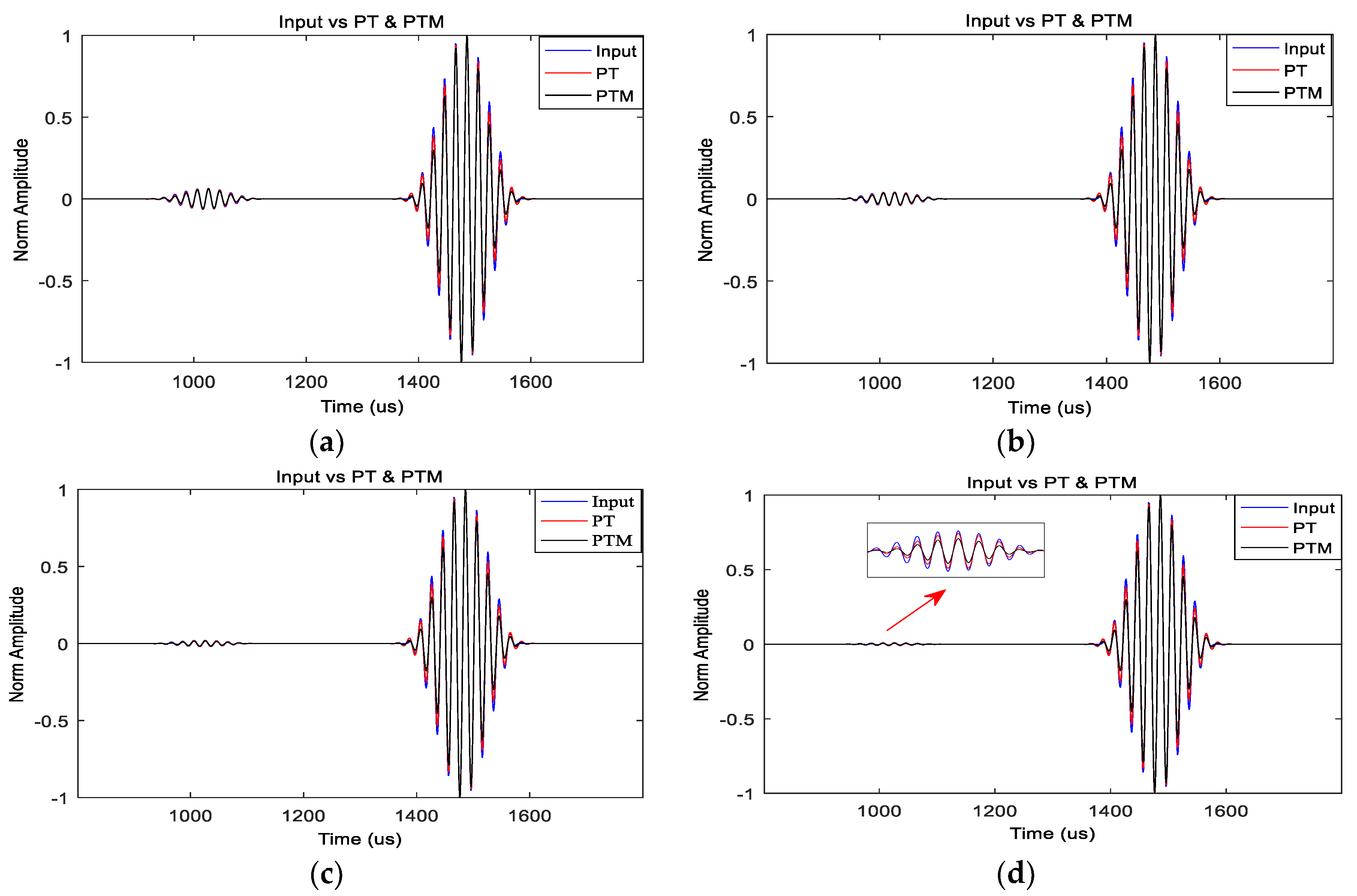
In order to reduce the effect of dispersion and to achieve a good resolution between features, a tone burst signal is employed for the transmission of the signal, as shown in
Figure 1a.
This is a 50 kHz 5-cycle Hann windowed excitation signal, with a frequency response as shown in
Figure 1b, which are generated in this work using MatLab software. A typical response is illustrated in
Figure 1c, which consists of a number of peaks that correspond to reflections from structural features under investigation (e.g., defects and welds). In addition, its frequency response is displayed in
Figure 1d, exhibiting the same frequency bandwidth as the input signal [
5].
It is ideal to generate an axisymmetric wave mode to promote non-dispersive propagation; however, the interaction of the guided wave signal with non-axisymmetric features within the pipeline can cause mode conversion. This results in the generation of dispersive wave modes (DWM) that travel with different velocities according to the different frequency components in the signal [
6]. Hence, the energy spreads over space during propagation, and compromises the ability to distinguish echoes from closely spaced reflectors. This lack of spatial resolution leads to coherent noise and reduces the sensitivity of the inspection. In order to enhance the sensitivity and the SNR of such signals, it is vital to minimise the presence of coherent noise. Dispersion is one of the main sources of coherent noise; hence, the aim of this work is to reduce the effect of dispersive wave modes.
There are many researchers who study the effect of dispersion in GWT [
7,
8,
9,
10,
11,
12,
13,
14]. Wilcox [
7] developed a method for reversing the effect of dispersion by using the knowledge of wave mode characteristics to map signals from the time to the distance domain, and then reversed the effect of DWM and restored them to undispersed pulses. Zeng and Lin [
8] investigated the dispersion pre-compensation method using chirp-based narrowband excitation signals to compress the time duration of received wave packets during the extracting process. They employed the benefits of chirp excitation by utilising previous knowledge of the dispersion curve and the propagation distance. Other researchers such as Xu et al. [
9,
10,
11] employed dispersion compensation (DC) to analyse the propagation behaviours of the signals. However, most of them required the knowledge of the propagation distance in advance. Toiyama and Hayashi [
12] combined the DC method with a pulse compression (PuC) algorithm by employing a chirp signal. They considered a scenario of a single wave mode without introducing the quantitative SNR enhancement. The combination of DC with PuC is utilised by Yucel et al. [
13,
14] to enhance the SNR of UGW response employing a broadband maximal length sequence excitation signal. The result showed that the technique was successful for highly dispersive flexural wave modes, but it was not that effective for longitudinal wave modes that are not dispersive. Mallet et al. [
5] considered cross-correlation and wavelet de-noising algorithms for reduction of the effect of dispersion in UGW. He claimed that neither of these methods was suitable for the reduction of coherent noise, as both methods removed the smaller amplitudes regardless of whether or not they were signal or noise.
Newhouse et al. [
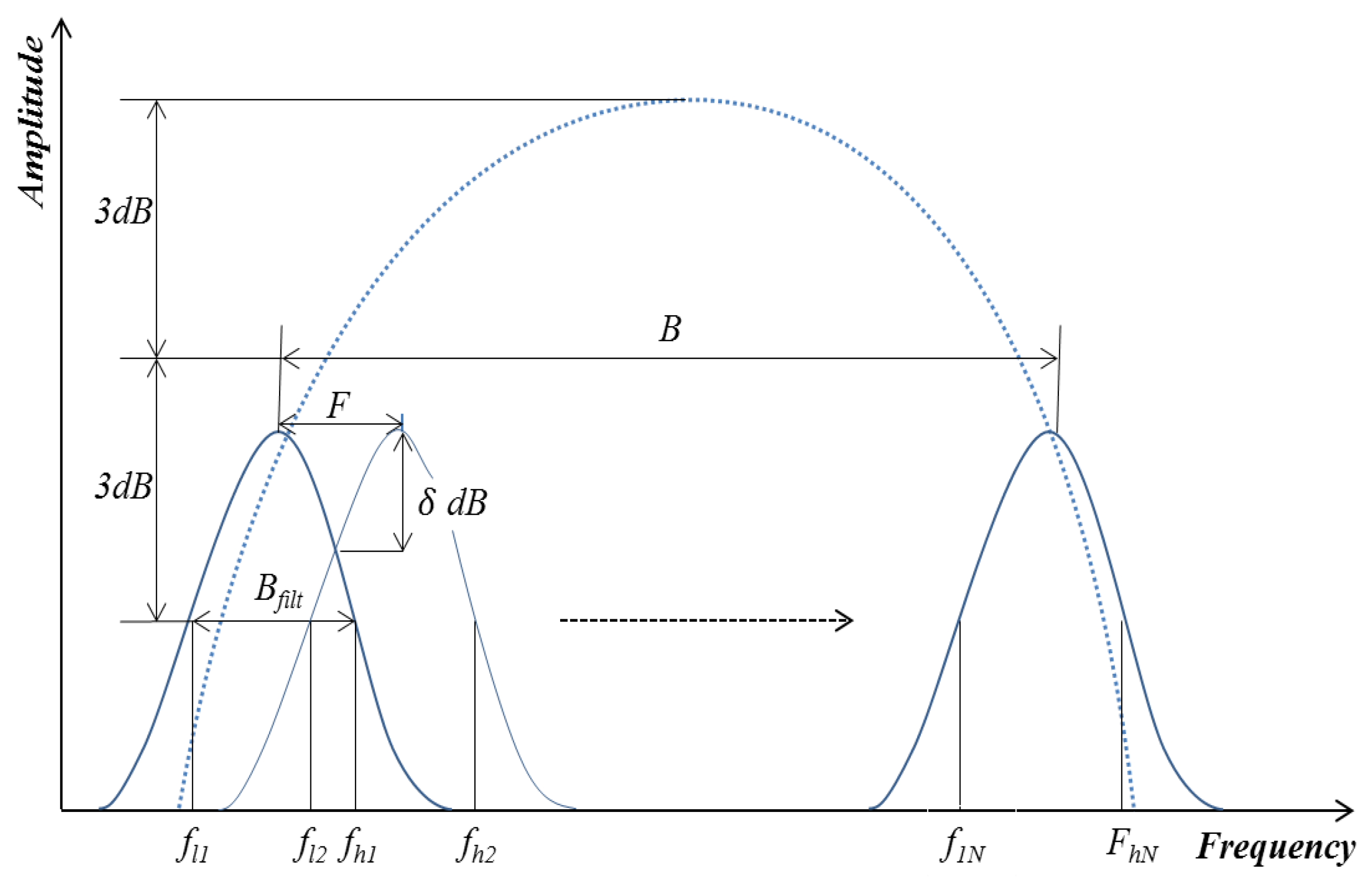
15] considered split-spectrum processing (SSP) in the field of NDT to enhance the SNR by splitting the signal’s response into a set of sub-band signals. A theoretical basis for the selection of filter bank parameters was investigated by Karpur et al. [
16]. They proposed an equation to predict SNR enhancement by compounding a number of frequency diverse signals. The result showed that some parameters achieved a larger value than expected, which could be the result of using the Gaussian function for filtering (because of its simplicity) while the calculation was based on the Sinc function. Shankar et al. [
17] employed a polarity thresholding (PT) algorithm for the detection of a single target. They showed how sensitive the SNR enhancement was to the selection of filter bank parameters. Saniie et al. [
18] investigated the performance of order statistic (OS) filters in conjunction with SSP in the context of ultrasonic flaw detection, to improve the flaw-to-clutter ratio of backscattered signals. It has been claimed that the OS filter performs well where the flaw and clutter echoes have good statistical separation in a given quartile. However, its performance deteriorated with the contamination from unwanted statistical information.
Gustafsson and Stepinski [
19] adapted an SSP method using an artificial neural network (ANN) to implement PT for UT signals. In order to allow the relative importance of the different sub-bands to be taken into account, weighting factors were added to the input signal. The results showed better performance than, PT but only for one particular sample. Gustafsson [
20] then extended the method by employing both the filter bank and the non-linear processing as an ANN for SSP. This method was time-consuming, although the results indicated that the ANN could “eliminate most of the noise”. Rubbers and Pritchard [
21] developed a complex-plane SSP (CSSP) method, which was a modified version of SSP for the ultrasonic inspection of castings, and improved the SNR for a number of conventional UT techniques. It utilised an additional mathematical dimension to improve the result, while maintaining linearity in both the amplitude and the energy content of a defect signal. Moreover, they gave an overview of SSP methods [
22] with a variety of SSP reconstruction algorithms and parameters. However, they claimed that as the amplitude of the processed signal is non-linear, it does not allow for the sizing of flaws, hence the use of this method is limited.
Rodriguez et al. [
23,
24] proposed a new filter bank design for SSP, based on the use of variable bandwidth filters, where filters were equally spaced in frequency and their energy gain equalised. They utilised stationary models for the grain noise in the presence of a single defect. They claimed that a frequency multiplication (FM) algorithm gave the greatest SNR enhancement. They stated that the number of filter bands compared to other algorithms is reduced; hence, it reduced the system complexity. However, this technique was not evaluated for non-stationary models, highly dispersive material, or a model with multiple defects. Syam and Sadanandan [
25] employed a combination of SSP and order statistic filters to reduce the effect of reverberation for flaw detection in conventional UT using a wideband signal. He stated that by processing the multiple echoes corresponding to a set of transmitted signals, the effect of microstructure reflections could be suppressed with respect to the flaw echo. However, this method tested for a simulated signal only, without revealing the value of the SSP parameters.
Overall, it is clearly shown by some of the cited literature [
7,
8,
9,
10,
11,
12,
13,
14] that their techniques required prior knowledge of the dispersion curve and/or propagation distance in order to perform well. Other cited literature [
15,
16,
17,
18,
19,
20,
21,
22,
23,
24,
25] indicated that the successful implementation of the SSP technique was highly sensitive to the selection of filter bank parameters. Although most of these papers claimed that they enhanced the SNR of the signal’s response, the enhancement was mainly achieved for conventional UT. However, those parametric values are not suitable for use in GWT that contain a combination of axisymmetric and non-axisymmetric wave modes with different phase velocities. Hence, a full study is required to find the optimum filter bank parameters for SSP in terms of its capacity to provide such improvements in GWT. To the best of the authors’ knowledge, prior to this study, apart from Mallet et al. [
5], no one else has investigated the use of SSP in guided wave testing.
An analysis of SSP with application to GWT was conducted in our previous paper [
26] for reducing the effects of DWMs in the signal response, and the optimum parameters have been proposed to enhance the SNR and spatial resolution of such signals. However, the limitations of SSP for use in GWT are still unclear, and they need further investigation. Hence, in this paper, the optimum parameters that were identified in the previous work are utilised for deeper investigation to improve the SNR, and to enhance the spatial resolution further by investigating the limitations of SSP mainly in two areas: (i) in terms of defect sensitivity and (ii) in terms of minimum distance between two features (e.g., weld and defect). Thus, the core concept explored in this work is to address these issues. Such a parametric study has not been undertaken in the field of GWT prior to this work.
In order to do this, a synthesised signal has been created to identify the limitations of SSP. The limitations have been tested, evaluated, and identified synthetically in a controlled environment. Then, in order to validate the effectiveness of the technique, laboratory experiments have been carried out on an eight-inch pipe utilising the Teletest-guided wave system [
27]. It is shown that the proposed method reduces the presence of coherent noise and improves the SNR by up to 30 dB. In addition, the limitations of SSP have been identified and a threshold has been defined, below which the temporal resolution will be reduced.
The paper is organised as follows:
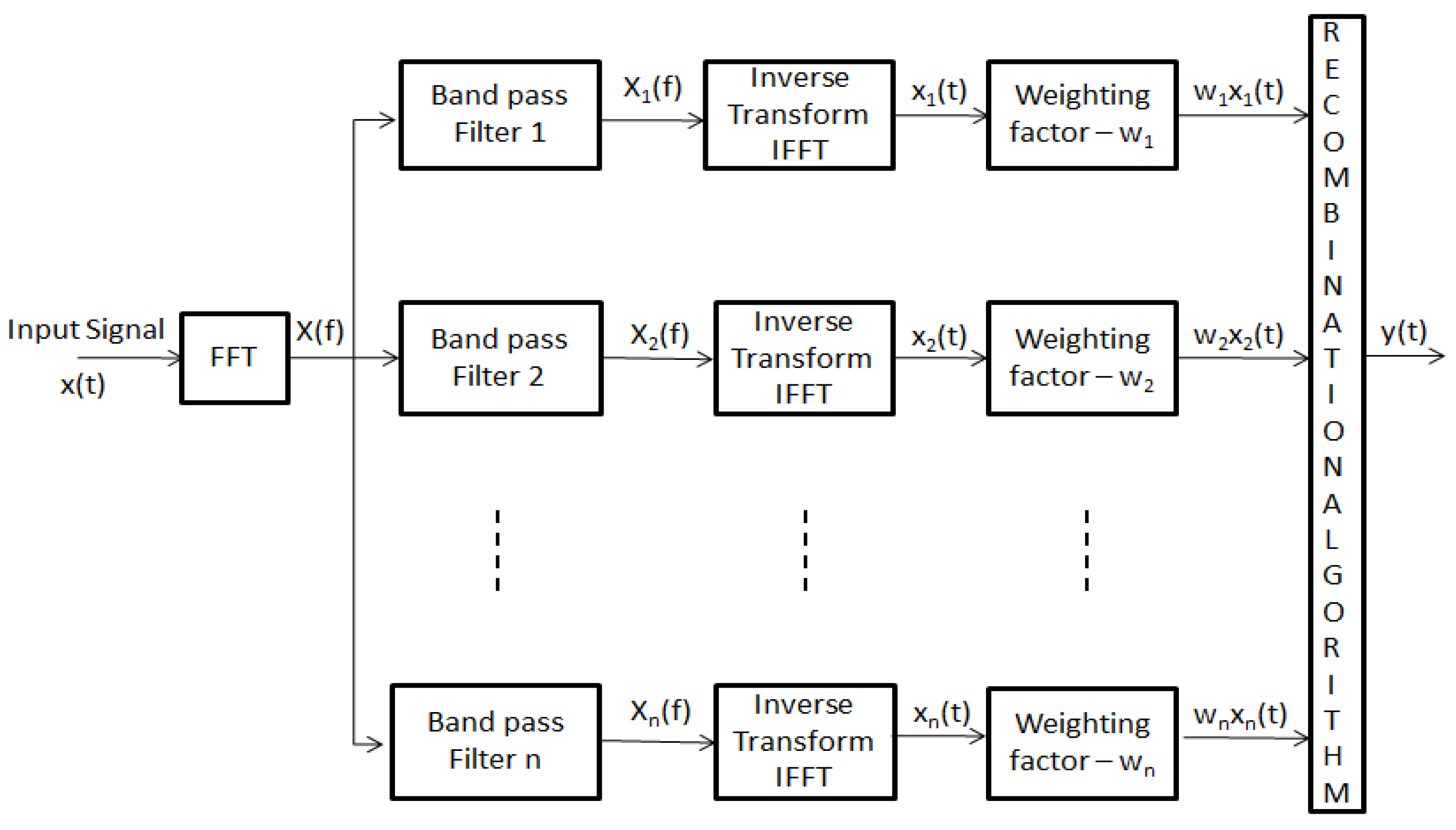
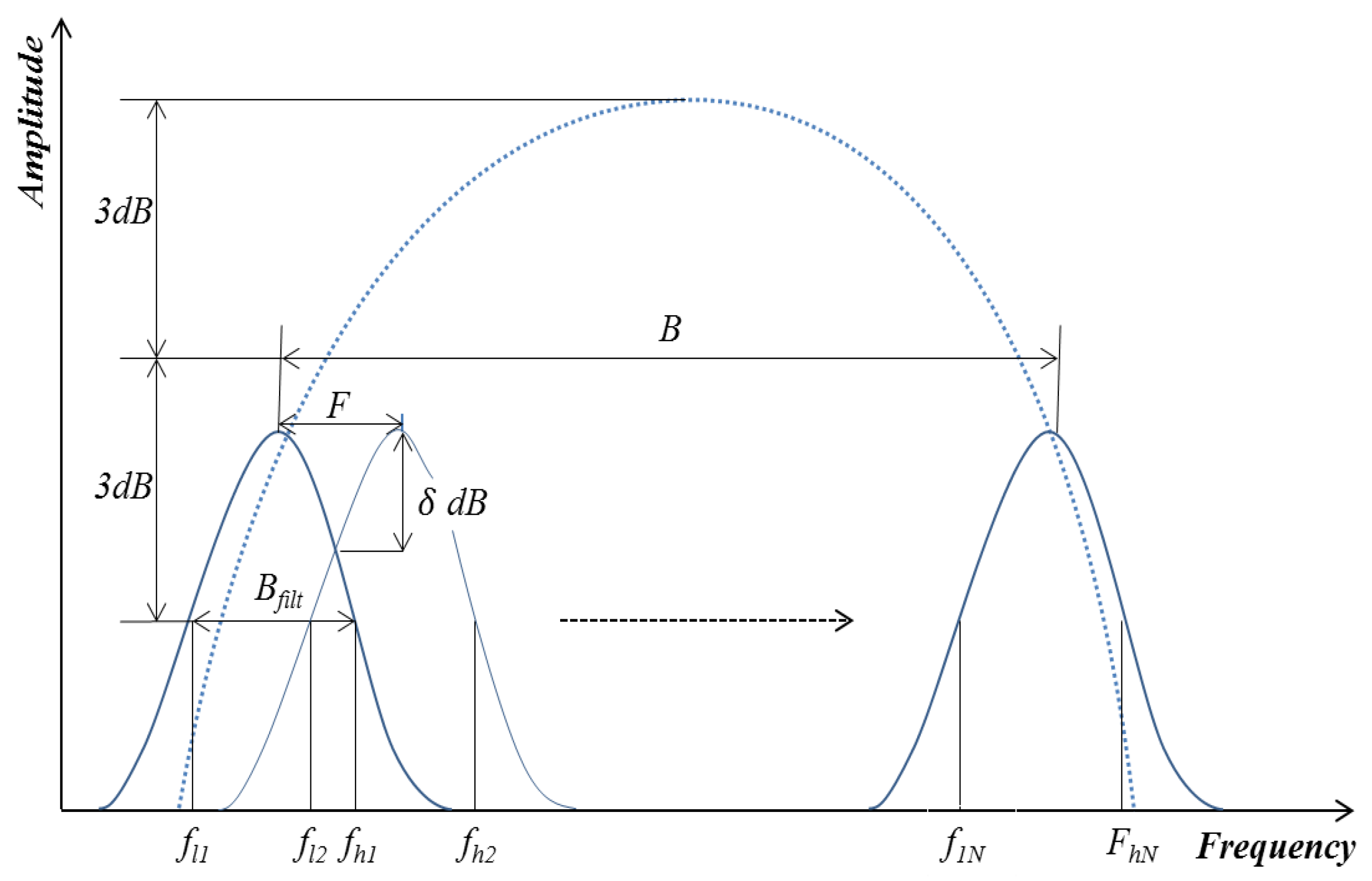
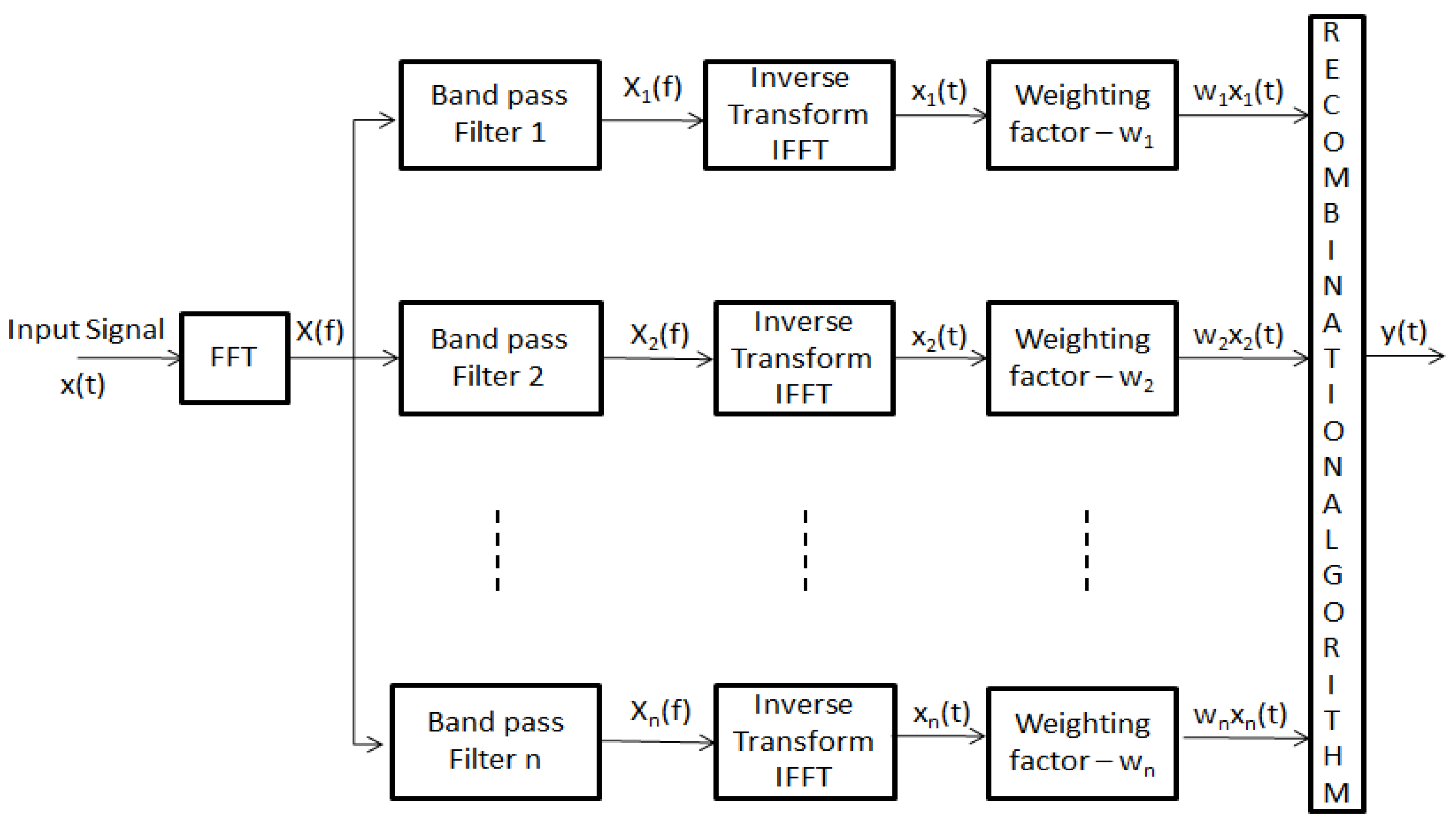
Section 2 describes the theory and concept of SSP, including the implementation and selection of filter bank parameters for guided wave testing.
Section 3 and
Section 4 provide details and discussion of SSP for synthesised and experimental testing, and finally
Section 5 concludes the paper.
4. Experimental Validation
In this section, two experiments were carried out in the laboratory to validate the proposed method for the reduction of DWM, and to enhance the spatial resolution in GWT.
4.1. Experiment #1: One Saw Cut Defect
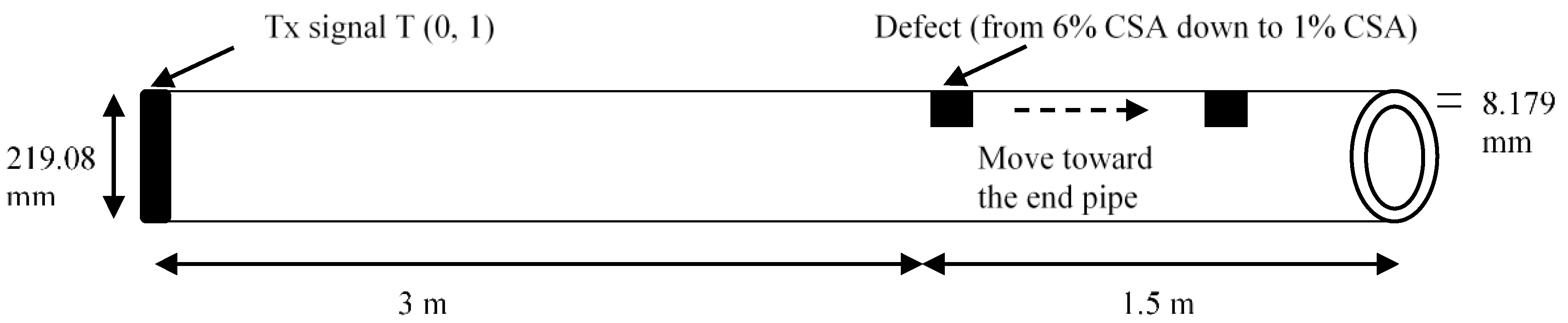
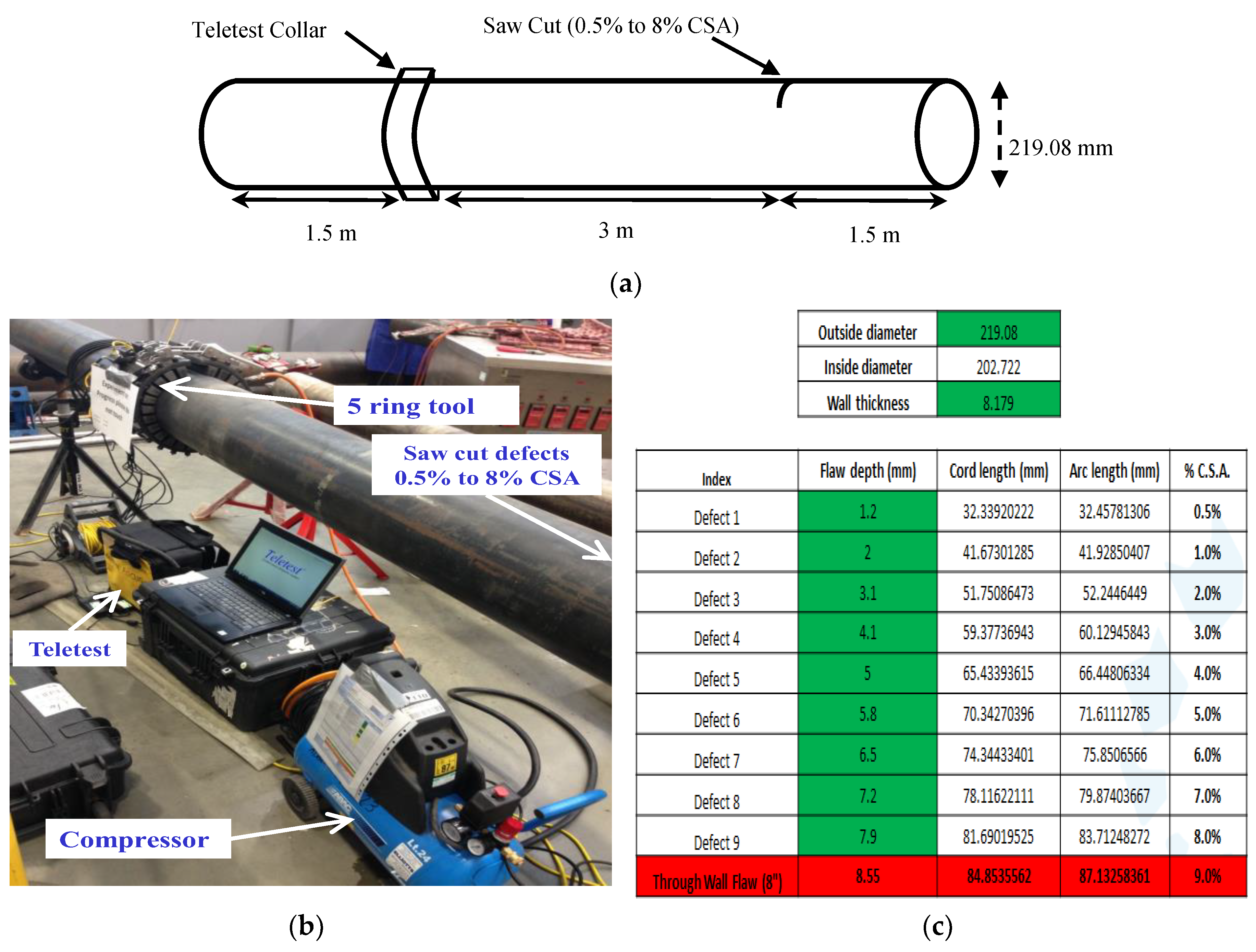
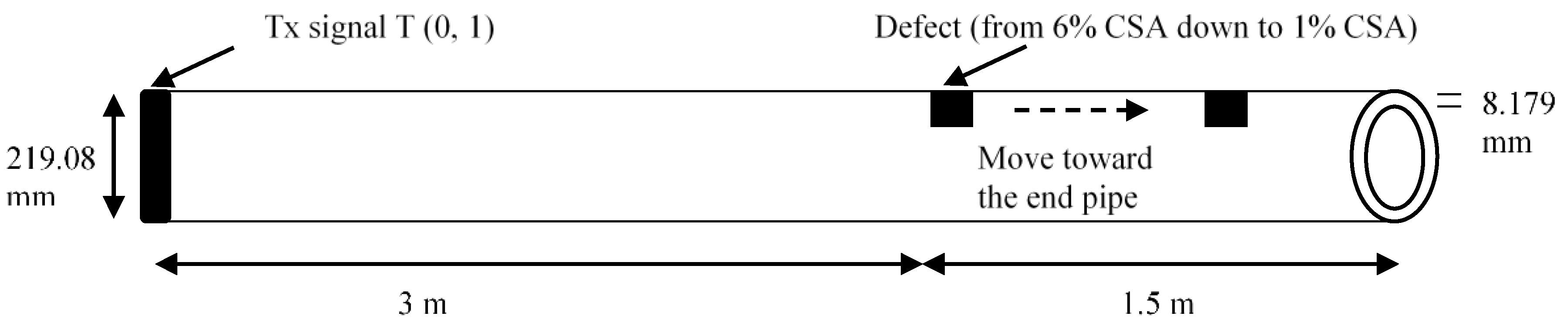
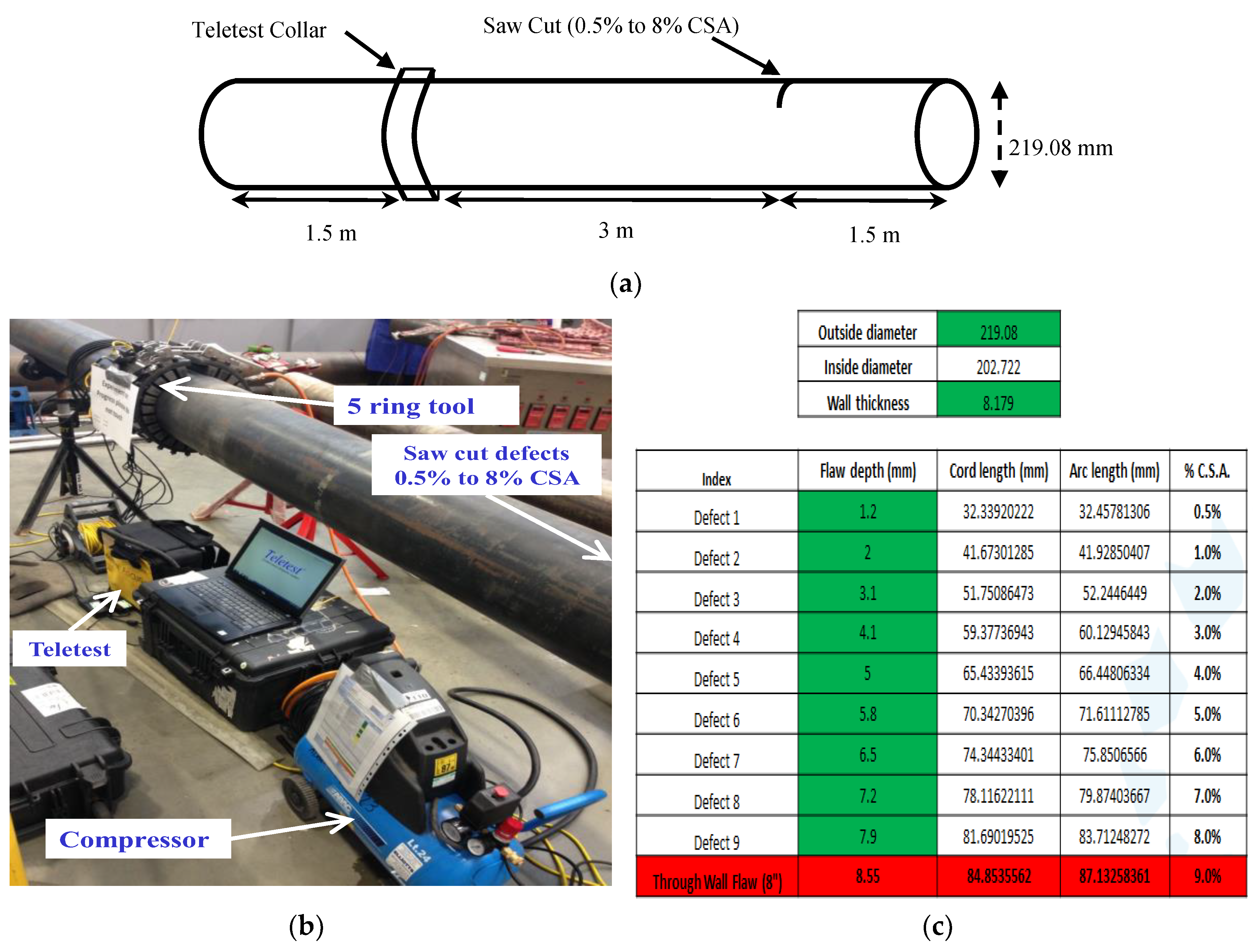
The first experiments were conducted in the lab using a nominal eight-inch steel pipe, 6 m long, with a wall thickness of 8.28 mm and an outer diameter of 219.08 mm. The setup for the experiment is illustrated in
Figure 7. The signal was excited/received (Tx/Rx) using a Teletest system to transmit a 10-cycle Hann window modulated tone burst of T(0,1) wave mode. The ring spacing between the transducers was 30 mm.
The frequencies that give the best results for this particular pipe size according to the dispersion curve are 27 kHz, 36 kHz, 44 kHz, 64 kHz, and 72 kHz. Therefore, the data was collected at these frequencies for analysis. The Teletest Collar was placed at 1.5 m away from the near pipe-end, and a saw cut defect was introduced 1.5 m away from the far pipe-end. The size of the defect was incrementally increased from 0.5% CSA to 8% CSA in nine steps. The flaw size plan is displayed in
Figure 7c. In order to reduce incoherent noise, the collection was repeated 512 times, and the received signals were averaged. The sampling frequency of the received signal was set to 1MHz. Since PT algorithm gave the best result for synthesised signal, it was used in this experiment with the same filter bank parameters that were employed for the synthesised signal as illustrated in
Table 1.
As mentioned earlier, the experiment was run for different frequencies, and the result of each frequency was compared with the conventional model that is currently employed in the Teletest system. However, the comparison for 44 kHz is presented in greater detail in this paper. The results indicated that defects that are smaller than 2% CSA are almost impossible to identify before and/or after applying the proposed technique. Therefore, the investigation and comparison were confined to when the defect size was greater than 2% CSA. It is notable that the current sensitivity for reliable detection of the Teletest system was 9% CSA, which is equivalent to 5% amplitude reflection.
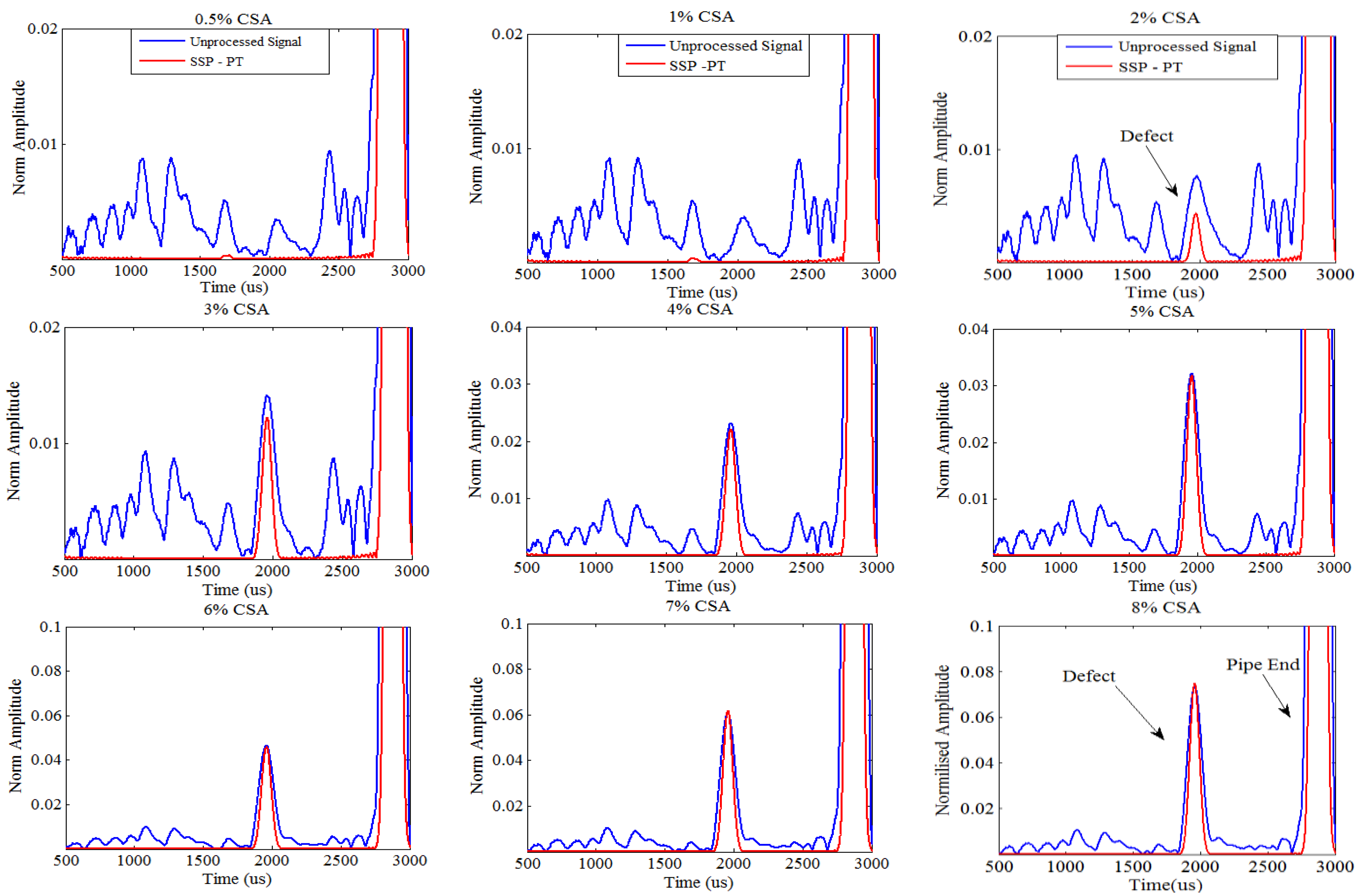
Figure 8 shows the zoom-in plot around the defects area from 0.5% CSA to 8% CSA using MatLab software for both the unprocessed (blue trace) signal and the SSP (red trace) signal. The figure confirms that the SSP technique using optimum parameters enhances the defect sensitivity down to 2% CSA, which was hidden below the noise level. As shown in
Figure 8, it was still difficult to identify a 3% CSA defect with the conventional techniques, whereas the proposed method removed all of the surrounding noise, and only the defect’s reflection remained. Hence, the defect was easily noticeable and it could be identified with confidence. This size flaw was typical of that which can be challenging to reliably detect with GWT systems. Therefore, as a result of this experiment, SSP demonstrates great potential to enhance the SNR, and to increase the sensitivity and spatial resolution of signal response, and it is able to identify defects down to 2% CSA.
SNR Calculation
In order to quantify the improvements shown by the proposed technique, the SNR enhancement was calculated as:
where S is the maximum amplitude of the defect’s reflection, and N is the root mean square (RMS) value of the noise region around the defect. The SNR of the unprocessed signal was 7.8 dB when the defect size was 2% CSA, and 13.25 dB when the defect size was 3% CSA. The results presented in
Table 2 show that the SSP algorithms enhanced the SNR by 34.9 dB and 42.9 dB for these cases respectively. Furthermore, a comparison of the amplitude of the pipe-end reflection and the defect reflection was undertaken in order to evaluate how well the SSP maintains the amplitude of the signal of interest. The results indicate that when the size of the defect was 3% CSA or greater, there were no significant amplitude changes that occurred for the proposed method.
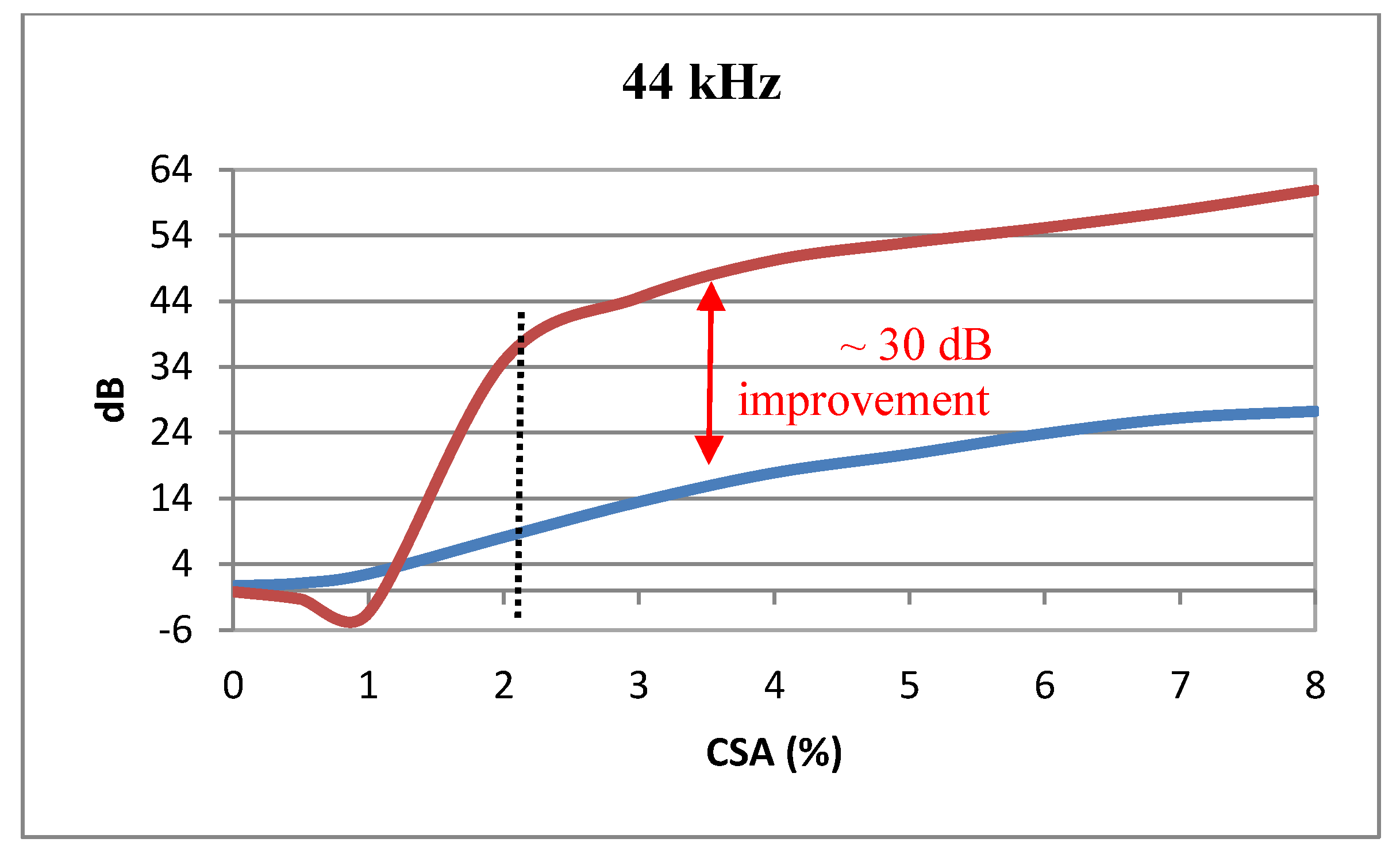
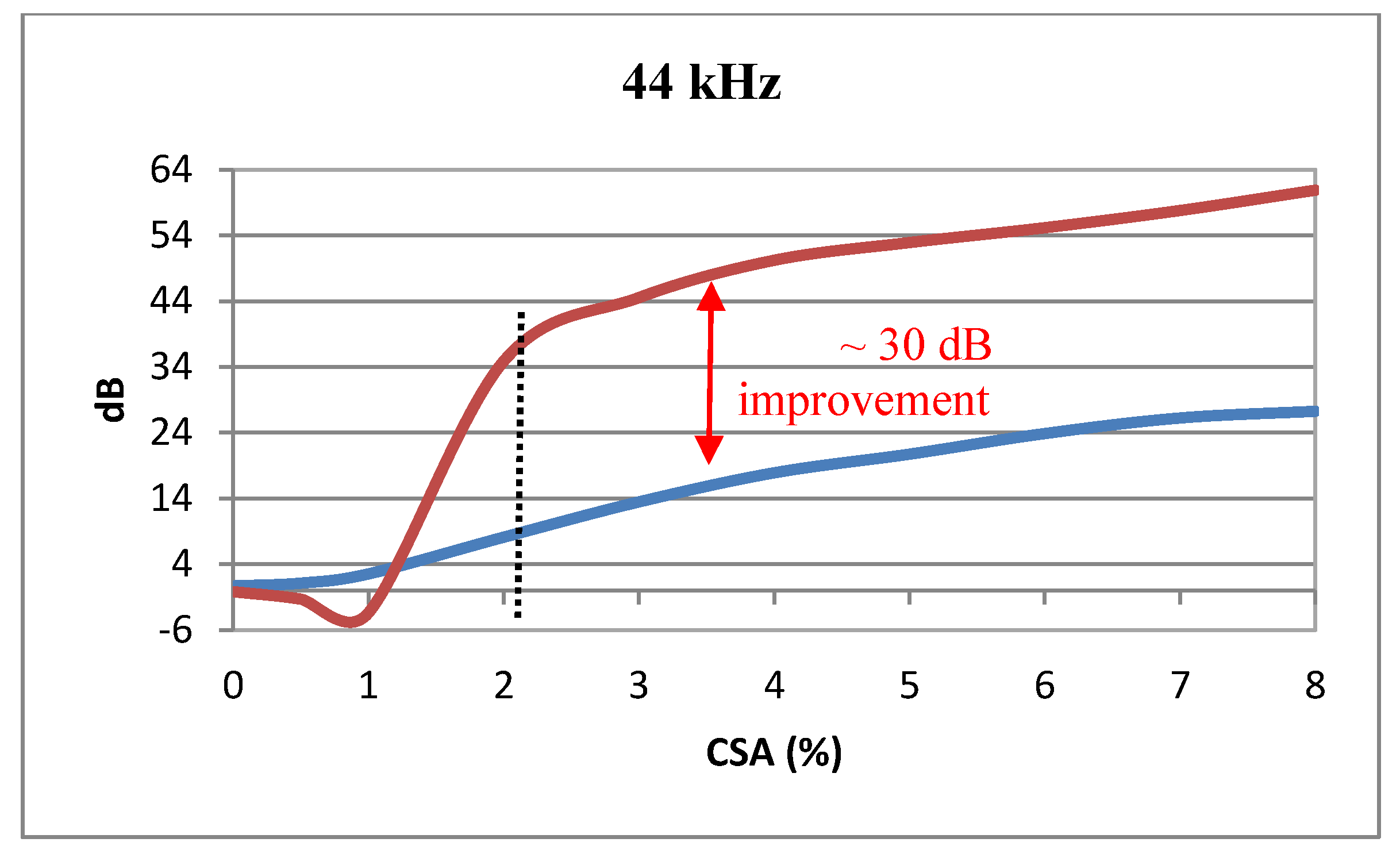
Figure 9 illustrates the result of the unprocessed signal (blue trace) and the SSP algorithm (red trace) for the above experiment when there was no defect (baseline), up to when the defect size was 8% CSA. The results clearly illustrated that the performance of the proposed technique massively improved the SNR of the GWT response compared to the unprocessed data, achieving around 30 dB improvement for 44 kHz. However, as mentioned earlier, the comparison commenced when the defect size was at least 2% CSA. Hence, in order to clarify it, a dotted line was added at 2% CSA.
4.2. Experiment #2: Two Saw Cut Defects
The aim of this test was to investigate the distance limitation of SSP where a small feature (i.e., defect) is close to a dominant feature (e.g., weld). The initial investigation started with the optimum parameters utilised for a single saw cut defect to evaluate the outcome of SSP distance limitation.
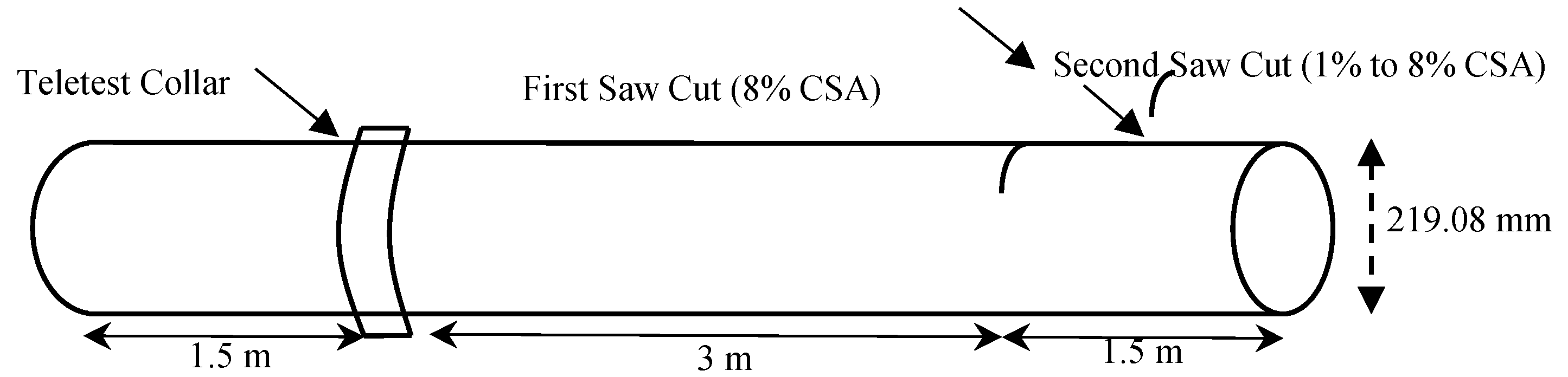
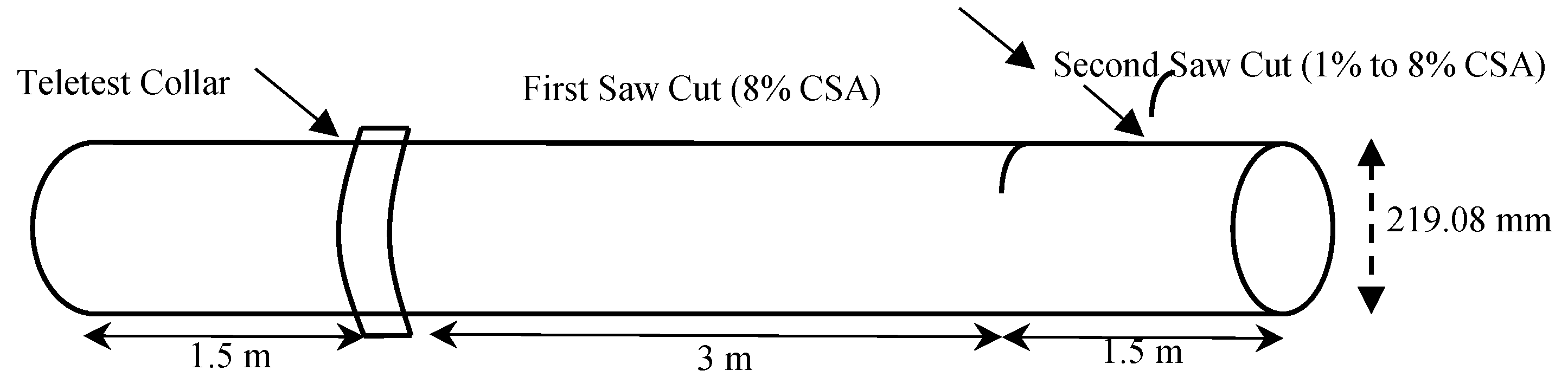
An experiment was carried out on the same eight-inch pipe that was utilised for the previous experiment. In this experiment, another saw cut defect was added to the pipe at a location that was 48 cm from the far pipe end, as shown in
Figure 10. The size of the defect was incrementally increased from 1% CSA to 8% CSA. Note that another 8% CSA saw cut defect already existed 1.5 m from the far pipe end. All of the setups, the tool location, and the frequency test region were exactly the same as the previous exercise. However, only the results relating to 44 kHz were presented here because, according to the previous experiment, this frequency gave the best SNR enhancement.
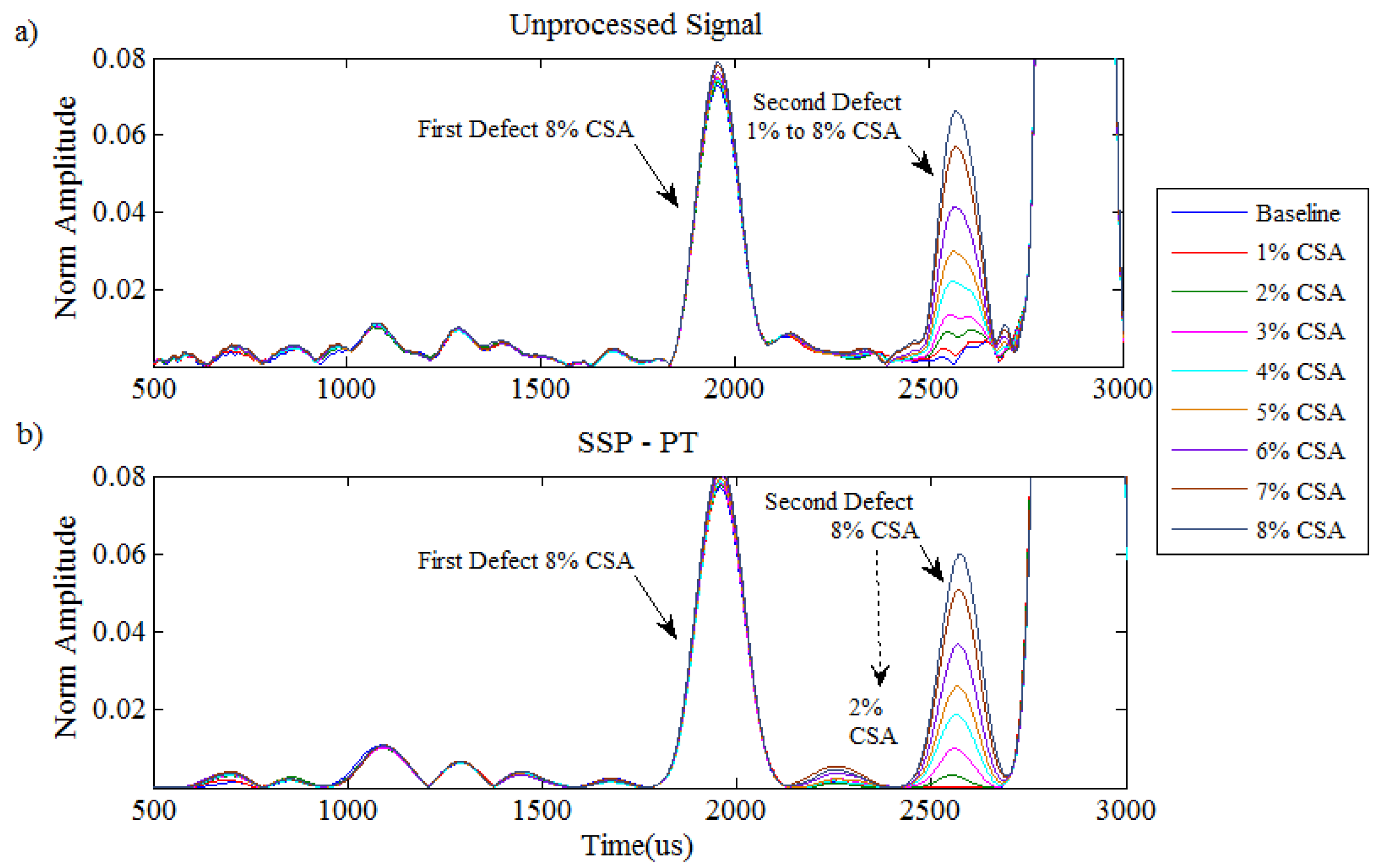
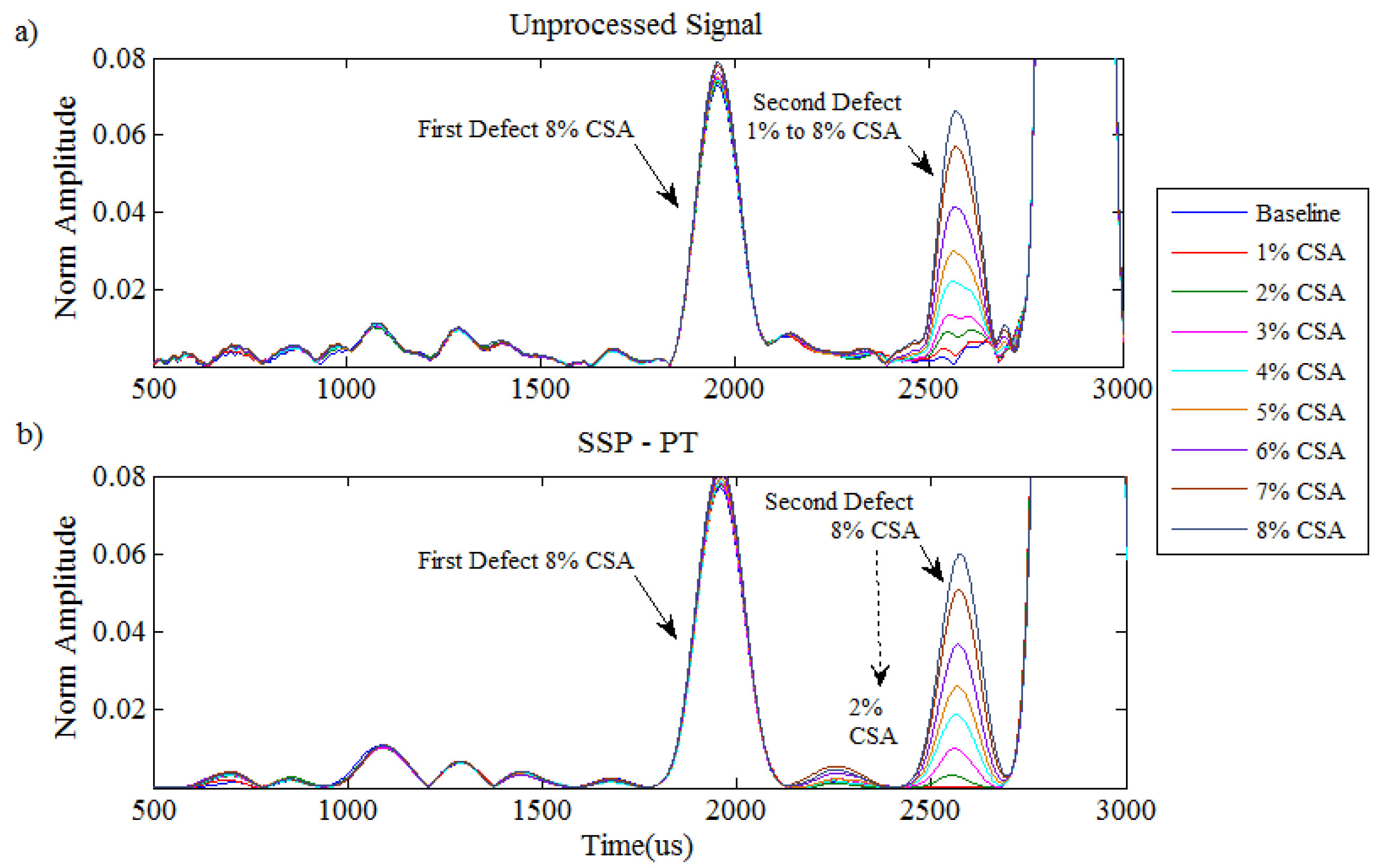
The proposed method was applied to the collected data gathered from this experiment. It was observed that the initial result obtained with these parameters was not as successful, and it was only able to identify defects down to 4% CSA. Hence, the brute force search algorithm was applied to find the optimum parameter values for this scenario, again in order to improve the performance of the defects, and the capability to find smaller defects. As a result, optimum values were discovered that gave the chance to detect defects down to 2% CSA for a second defect. The unprocessed signal, and the signal after applying SSP with the new optimum parameters are presented in
Figure 11. This figure clearly demonstrates that the data after applying SSP are tidier in general, and in terms of defect detection, down to 2% CSA is noticeable. However, it can be seen that the coherent noise is hardly reduced by the new parameters, and SNR is slightly improved. Therefore, it is confirmed that there is a trade-off between detecting small features next to a dominant signal and improving the SNR. In addition, this result confirms the result of the synthesised analysis where it was stated that the distance limitation of SSP to identify adjacent features is around 50 cm when using a 10-cycle Hann windowed at 44 kHz.
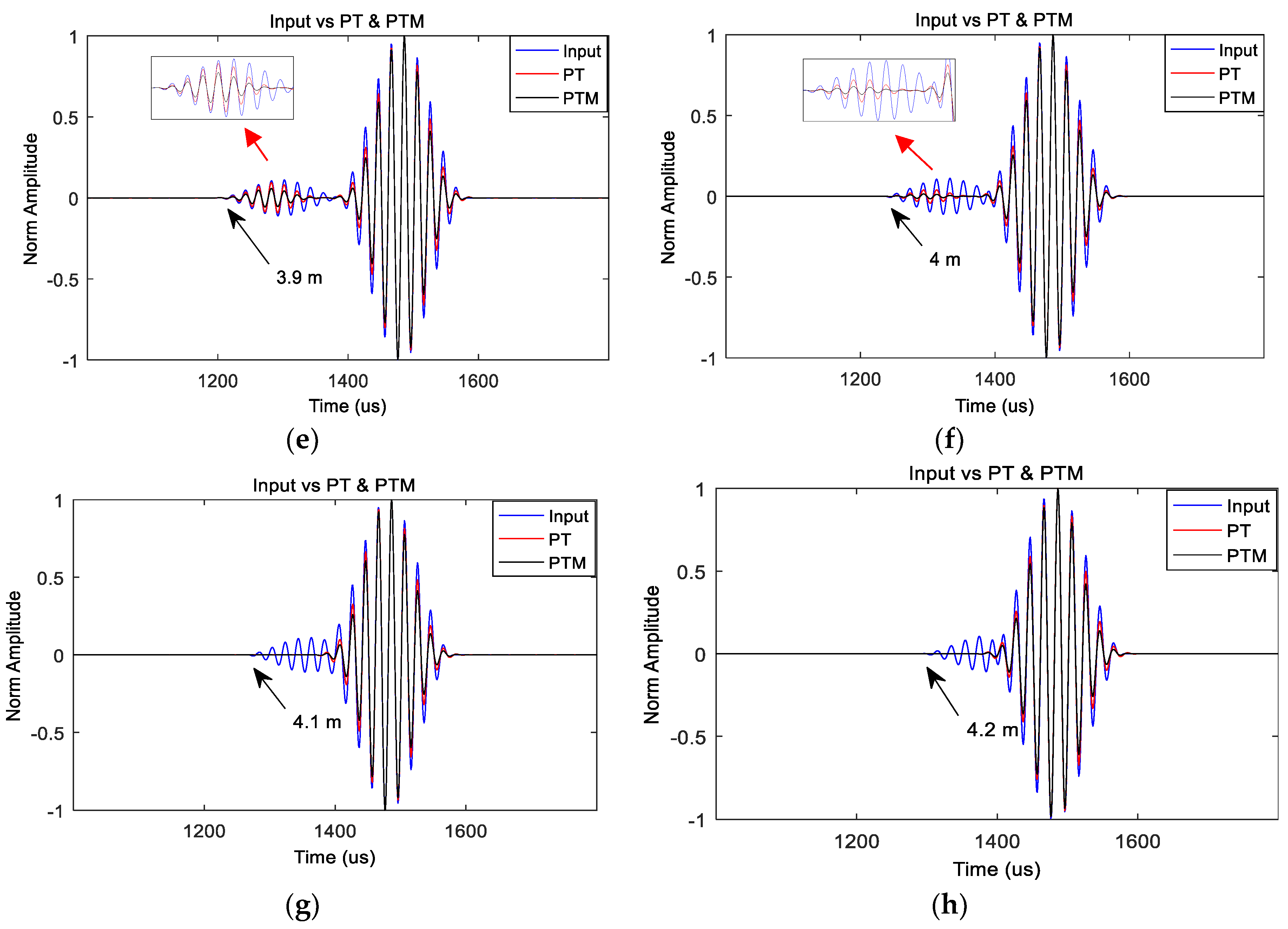
4.3. Discussion
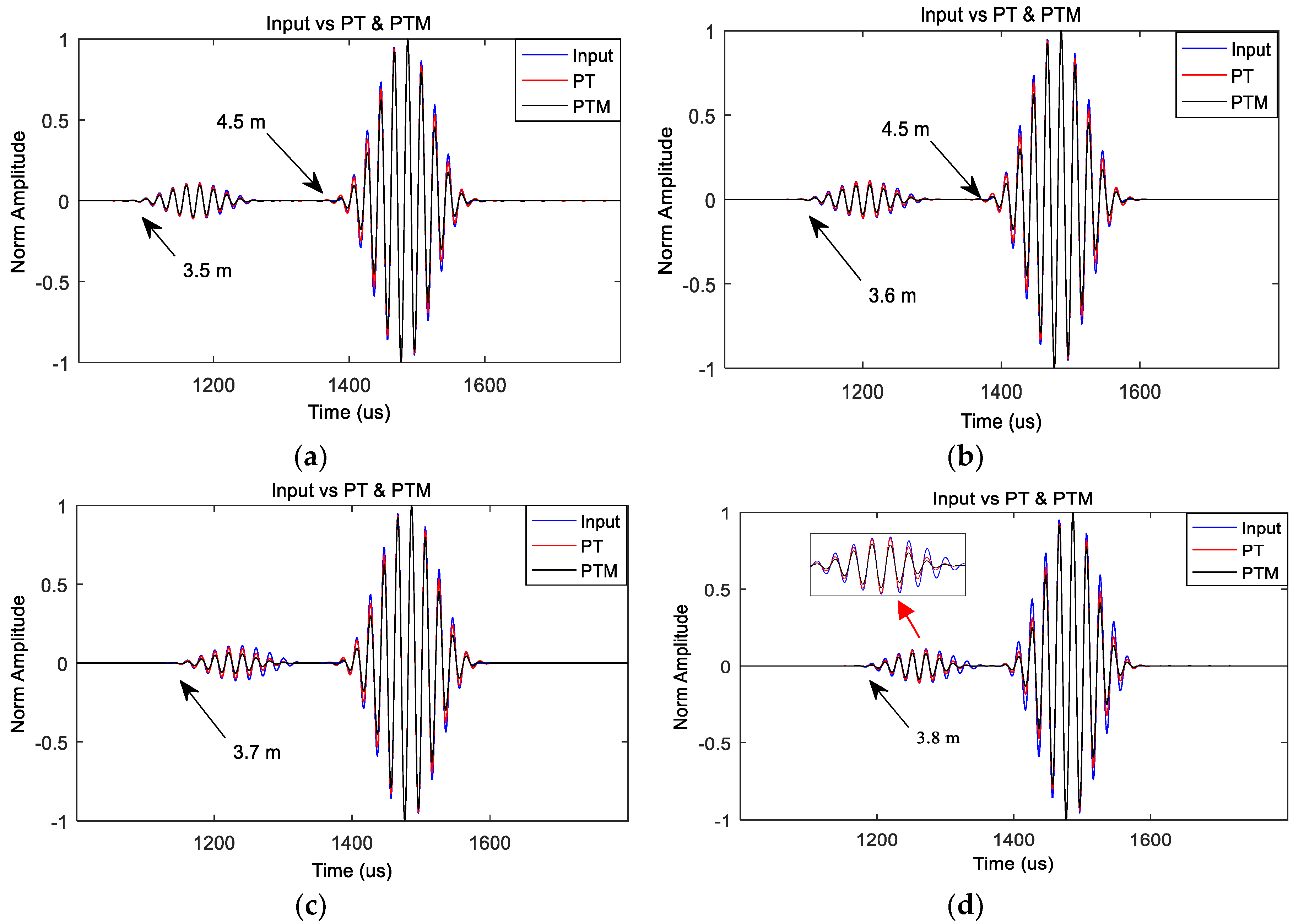
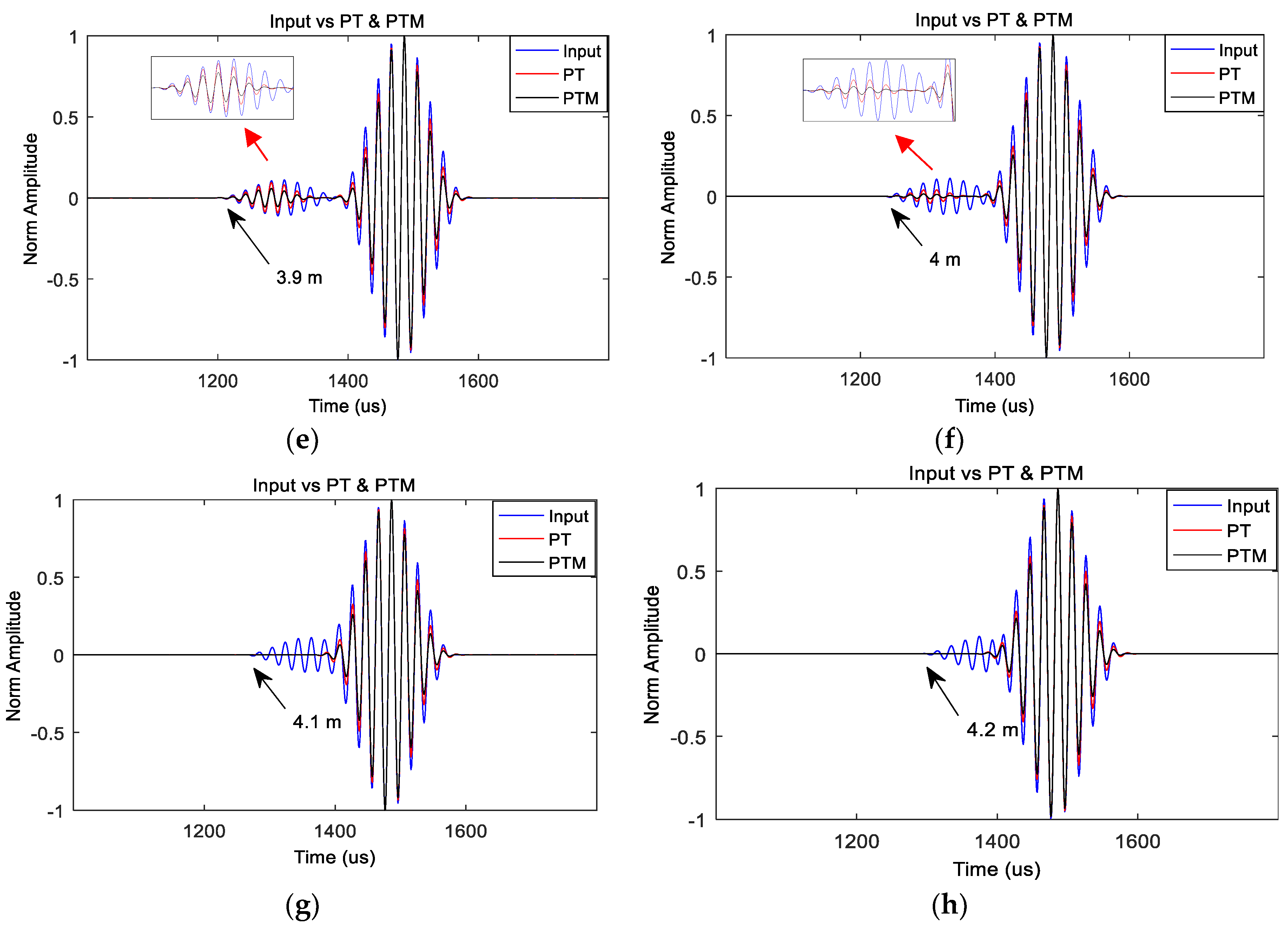
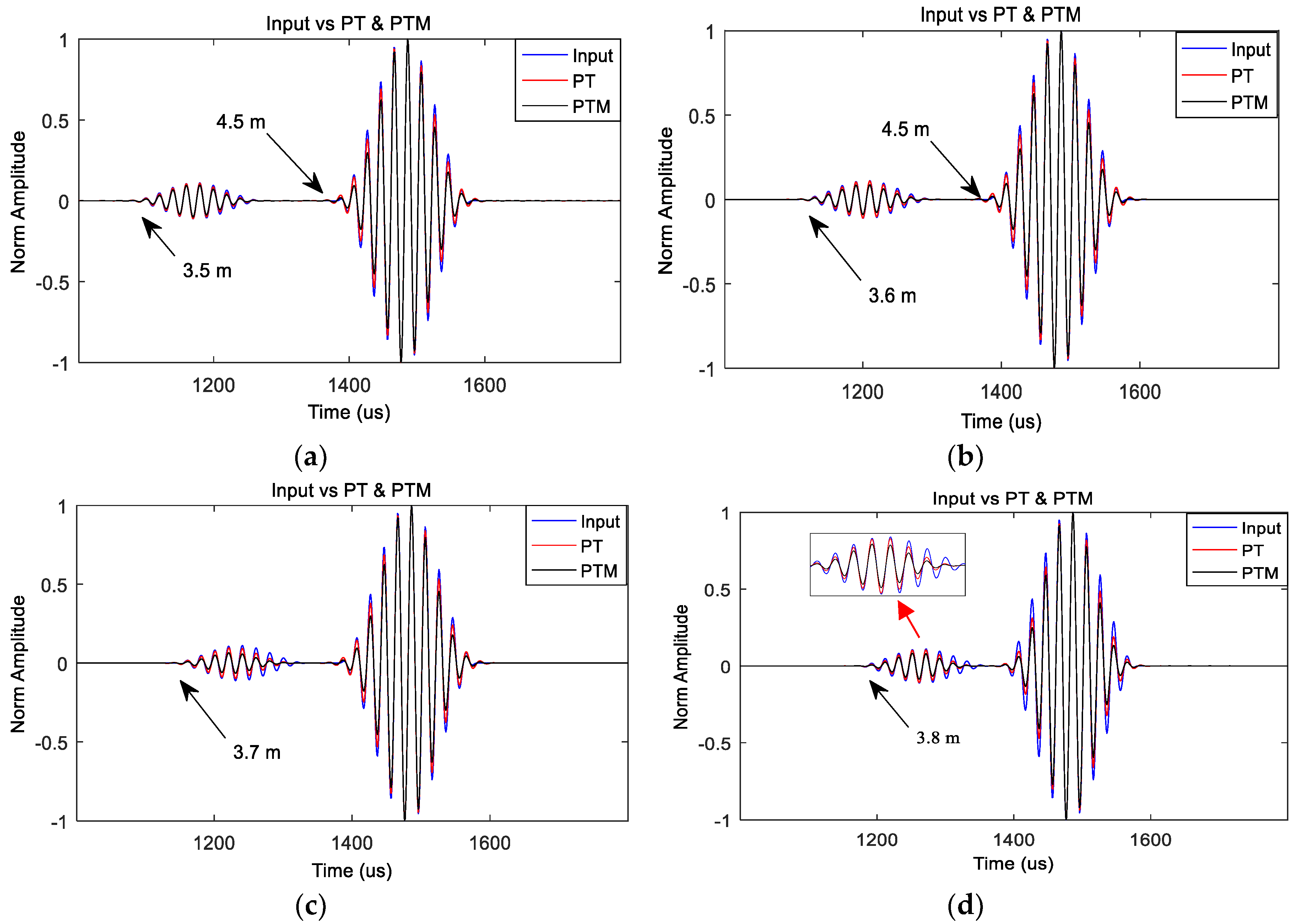
The limitations of SSP were first investigated for synthesised signals using the two most common SSP recombination algorithms, polarity thresholding (PT) and PT with minimisation (PTM). The synthesised signals were utilised to find the limitations of SSP by measuring the SNR and spatial resolution of the received signal. Results showed that the SSP with PT algorithm was able to identify defects down to 1% CSA, and stated that 50 cm is the minimum distance for the SSP to identify a defect next to the pipe end. Then, in order to validate the synthesised results, two experimental tests have been carried out in the lab on the same sized pipe.
Two experiments were carried out on an eight inch pipe, 6 m long, with a wall thickness of 8.28 mm and an outer diameter of 219.08 mm, using a pulse-echo technique. The Teletest system was utilised to transmit a 10-cycle Hann window-modulated tone burst of T(0,1) with a centre frequency of 44 kHz. In the first experiment, a saw cut defect was created 1.5 m from the far pipe-end. Nine saw cut defects were created, the sizes of which gradually increased from 0.5% CSA to 8% CSA. The results demonstrate that the SNR was improved by approximately 30 dB compared to the unprocessed signal. The results indicated that defects smaller than 2% CSA cannot be identified both before and after SSP. This is due to the sensitivity of the system. Therefore, the investigation and comparison were conducted only when the defect size was greater than 2% CSA. It was shown that the 2% CSA defect’s reflection was almost masked by the coherent noise level, and that the identification of responses using conventional signal interpretations was not feasible. However, SSP removed all the surrounding coherent noise but the defect’s reflection. Therefore, this provided a good evidence that SSP has the potential to identify defects down to 2% CSA, and to enhance the spatial resolution.
In the second experiment, a new saw cut defect was created, which varied in size from 1% CSA to 8% CSA in each test, in addition to the already existing 8% CSA defect. The aim was to validate the distance limitation that was observed for the synthesised exercise. Therefore, the defects were created 48 cm from the far pipe-end. The results illustrated that defects up to 4% CSA were detectable with the same filter bank parameters as those used for the previous scenarios. However, in terms of identifying smaller defects, the parameters needed to be modified, and this was undertaken using a brute force search algorithm. As a result, new filter bank parameters were introduced to identify defects down to 2% CSA. However, this was achieved at the cost of reducing the SNR enhancement.
The above algorithm and methodology explain a means of identifying potentially reusable parameters of SPP for the application of suppressing dispersive wave modes in GWT. It should be noted that pipes of the similar geometry and material share the same guided wave characteristics. The relative rates of dispersion between the desired/undesired wave modes will be the same for equivalent pipes. Regulation in the oil and gas sectors means that pipelines are manufactured from a limited set of standard geometries and materials. Hence, equivalent pipes are commonplace. Therefore, it is anticipated that once the set of parameters have been identified for a specific pipe, they can be reused effectively for similar or slightly different pipes. This would mean it would not be required to run the brute force search algorithm for every inspection. However, the proposed technique was tested in a limited trial, and in order to build a signal processing toolbox (automated), more field data analysis is required to be investigated.
5. Conclusions
A novel solution based on signal processing is proposed in this work to address the problem of coherent noise in guided wave testing using the SSP technique. The main concern was to identify the limitations of SSP in terms of sensitivity and resolution when two features are close to each other.
Therefore, a synthesised signal has been created to identify the limitations of SSP in terms of establishing the smallest defect that can be detected, and to establish the resolution limitation when the location of a defect is close to a dominant feature. It was demonstrated that the SSP technique with optimum parameters successfully identified defects down to 2% CSA, and enhanced the SNR of the received signal. In addition, a threshold of 50 cm has been defined, below which the temporal resolution will be significantly reduced. The outcome was then experimentally validated for an eight-inch pipe containing two saw cut defects using the Teletest system, where it achieved a comparable result. To sum up, it is demonstrated throughout this work that the proposed method using a polarity thresholding algorithm has the potential to improve the sensitivity and spatial resolution of GWT in terms of SNR (by up to 30 dB), by detecting smaller defects (down to 2% CSA) with a resolution threshold of 50 cm between the two features. Thus, this work shows that SSP, as implemented here, could be applied for pipeline inspection using the GWT technique.
Further work on this subject should focus on validation of this technique with field data, which are usually more complex and contain different types of defects. Furthermore, the sensitivity of this algorithm could be investigated for coated and buried pipelines, where the attenuation rates are sufficiently high that they cause a major reduction in guided wave test capability.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}