A Comparative Study on the Laser Welding of Ti6Al4V Alloy Sheets in Flat and Horizontal Positions

 ,
,
Abstract
:1. Introduction
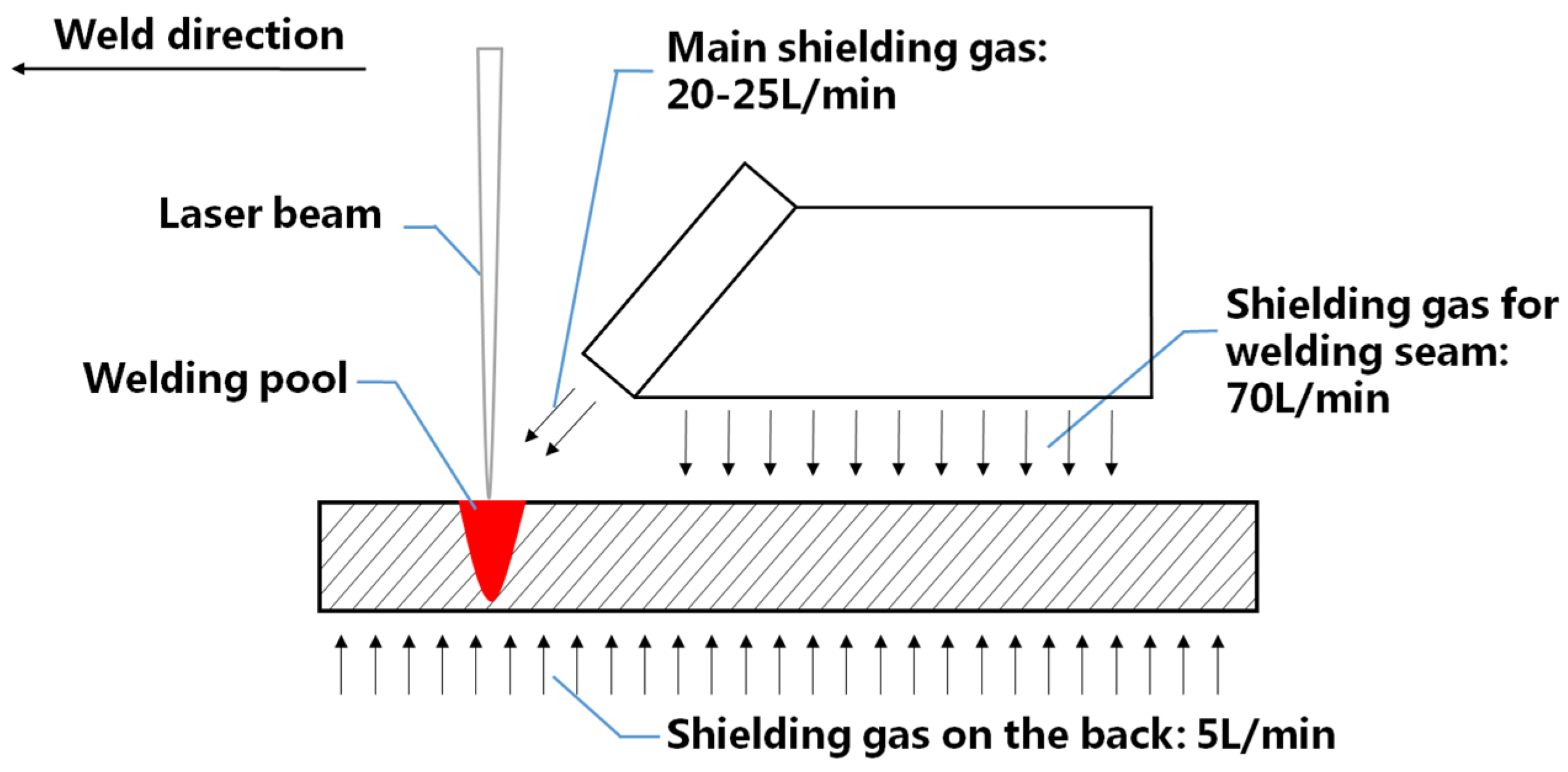
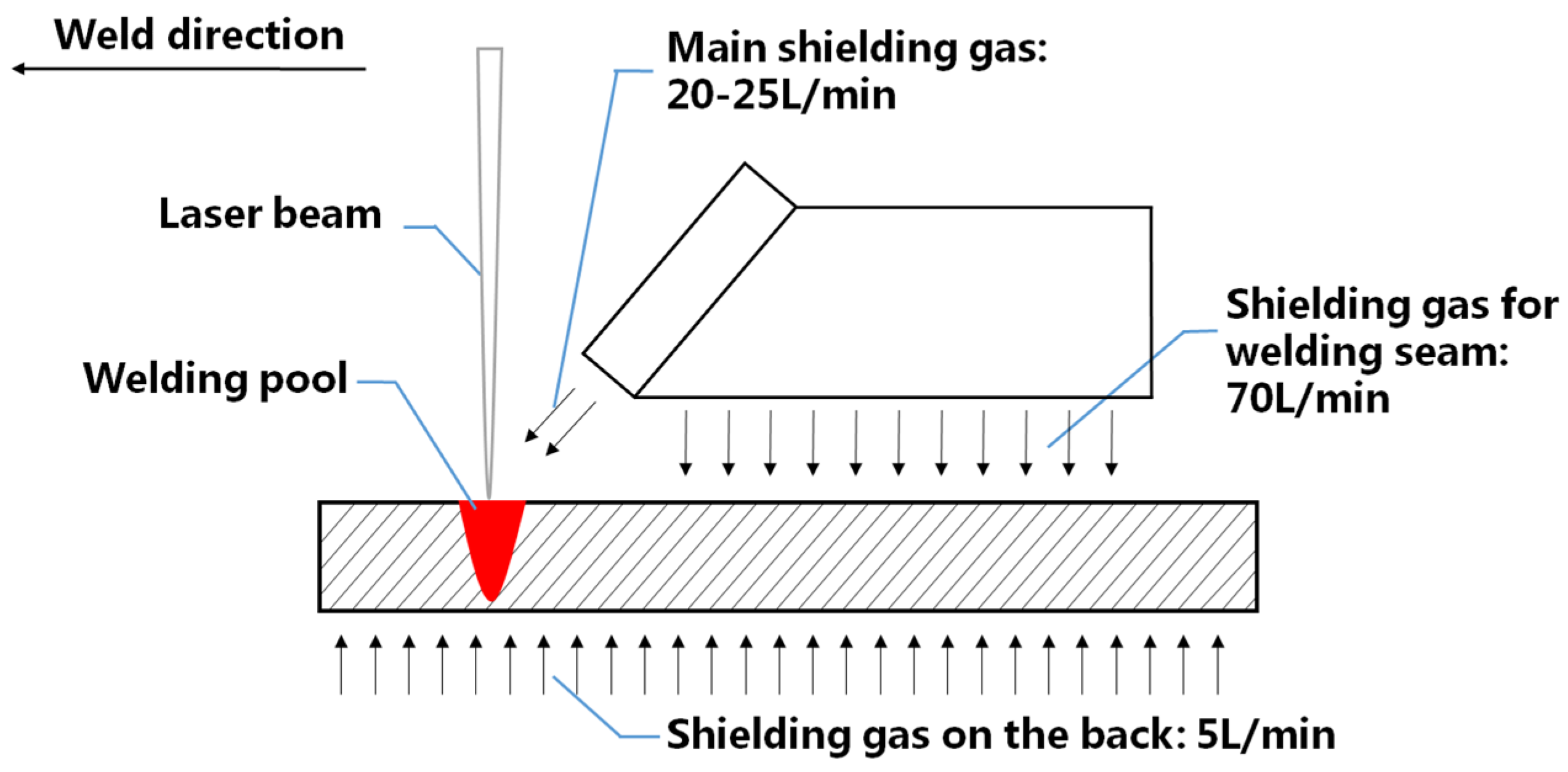
2. Experimental Procedures
3. Results
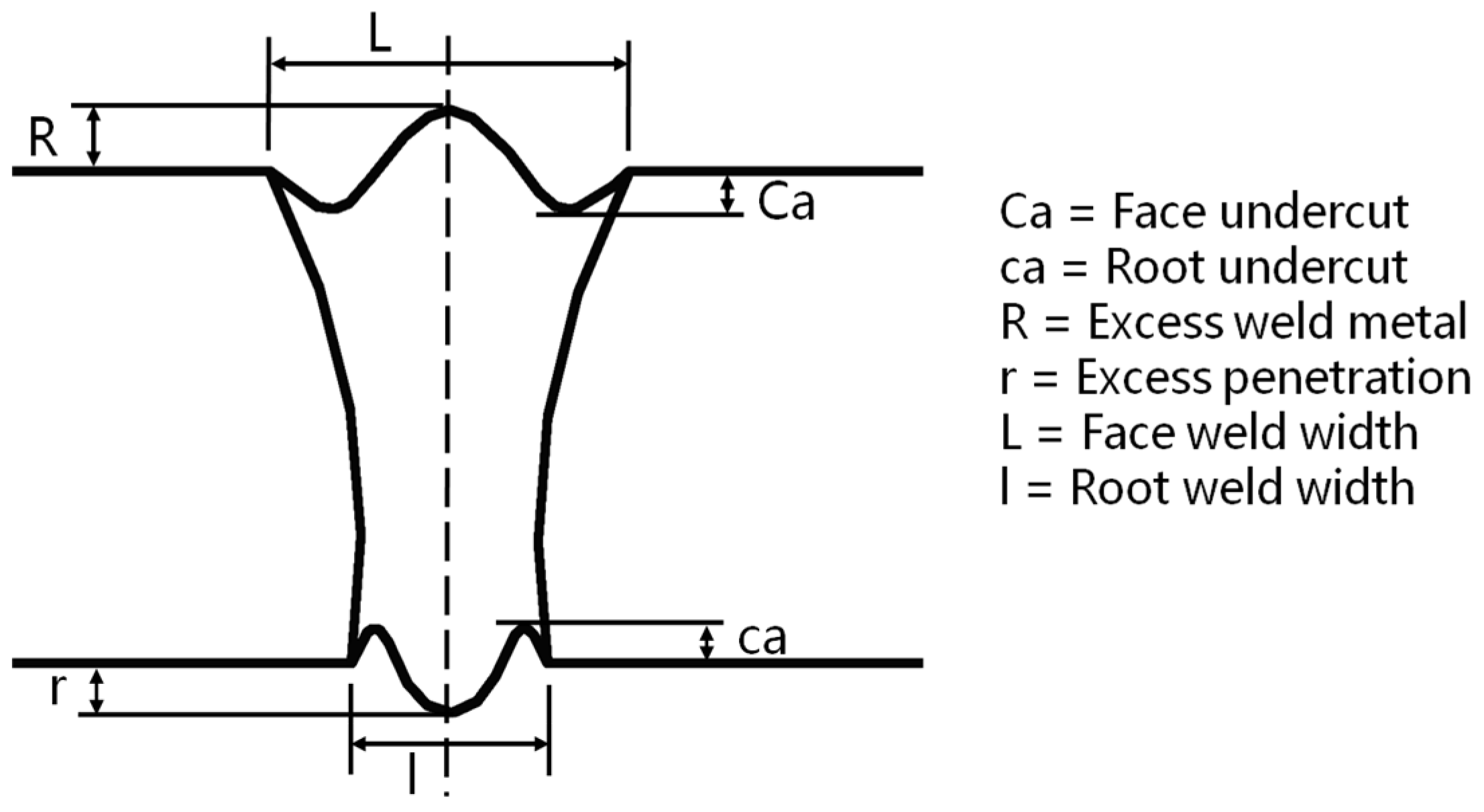
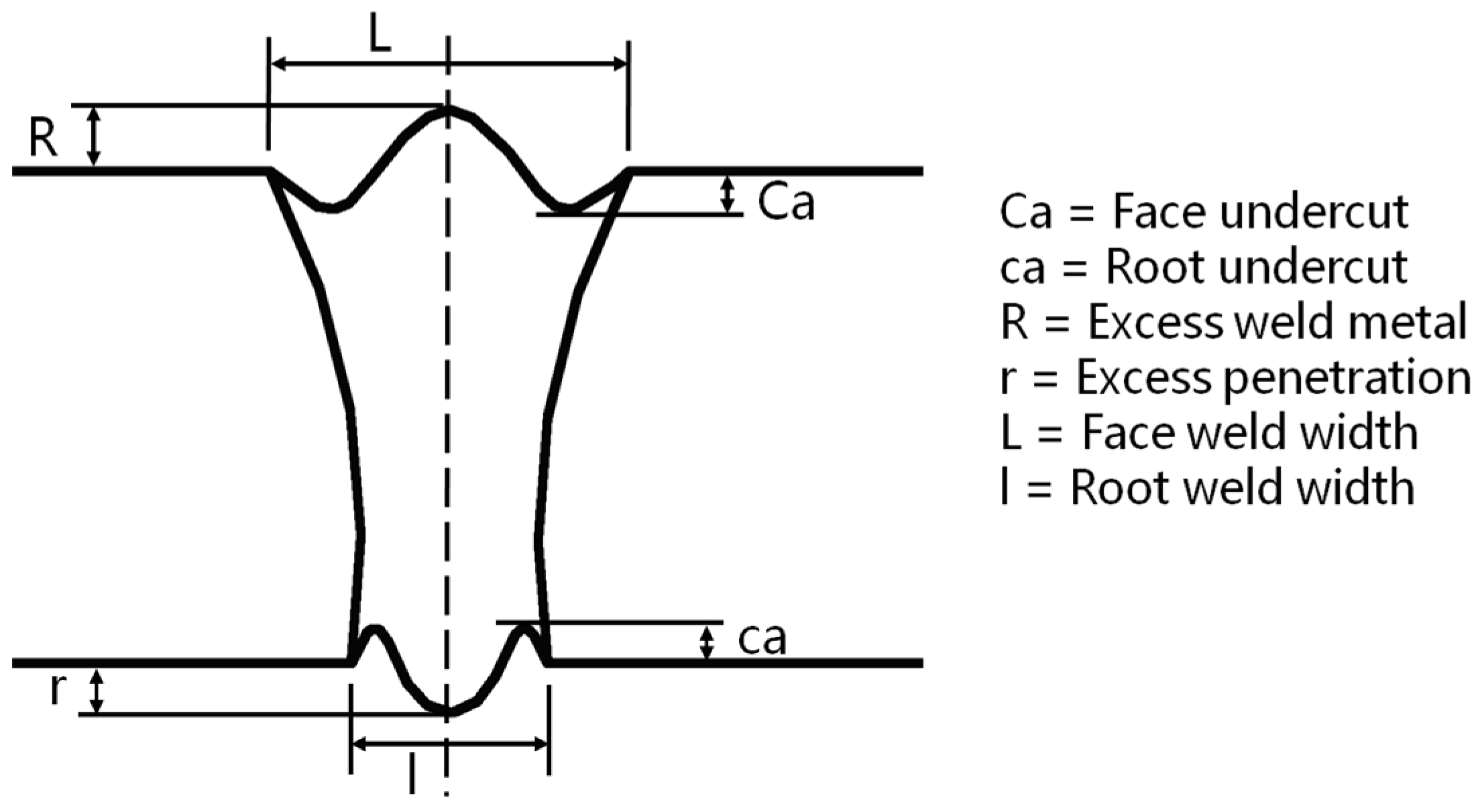
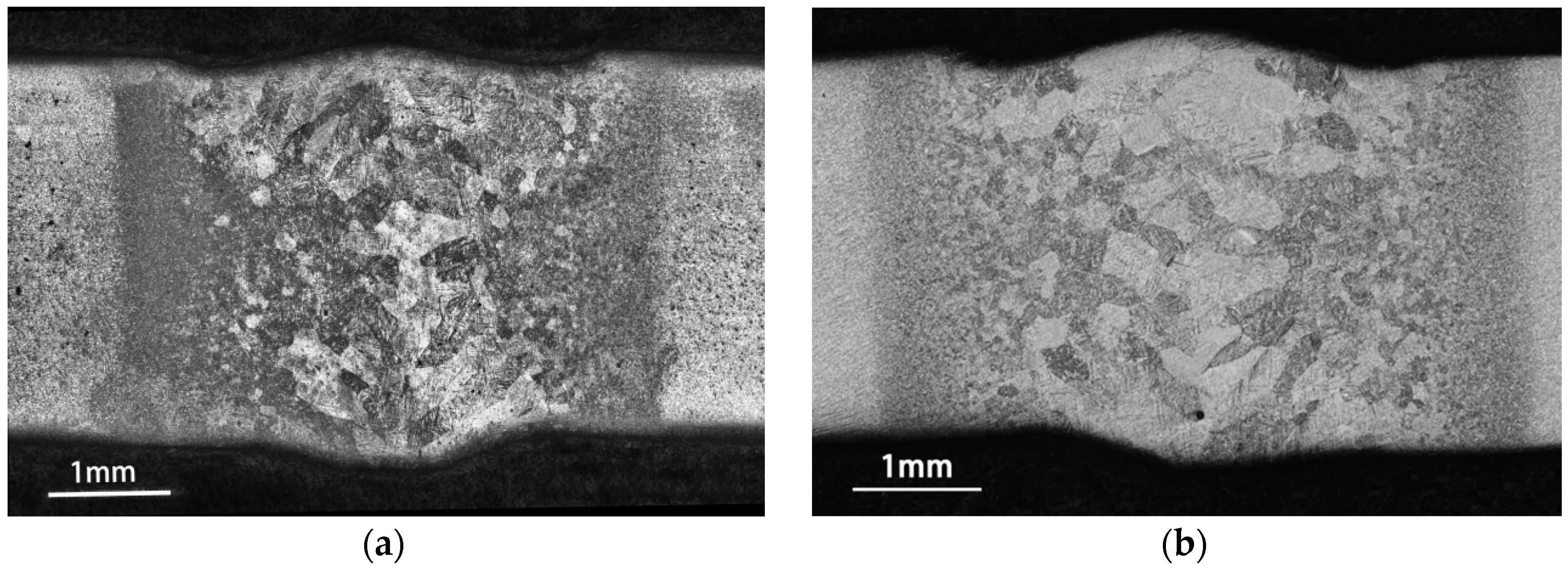
3.1. Weld Profile Defects
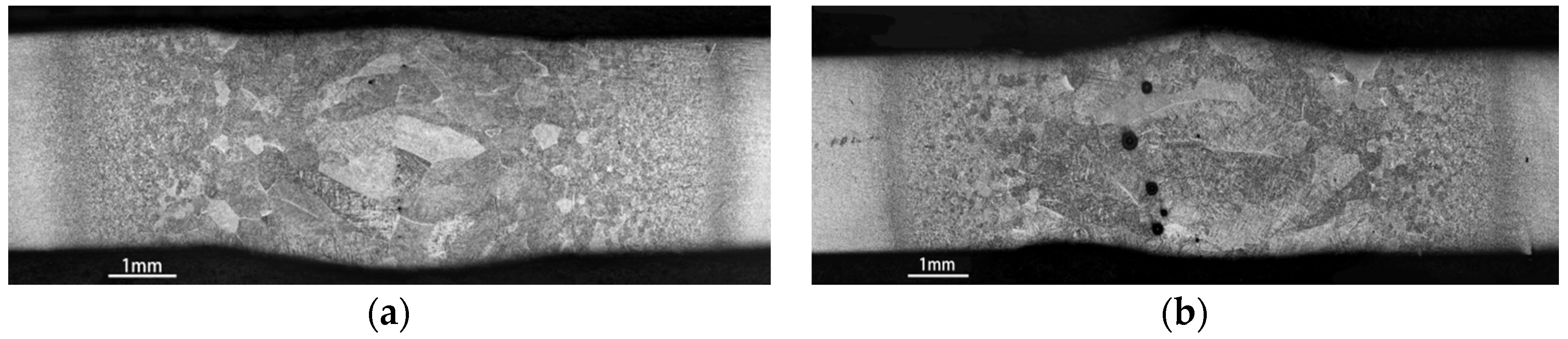
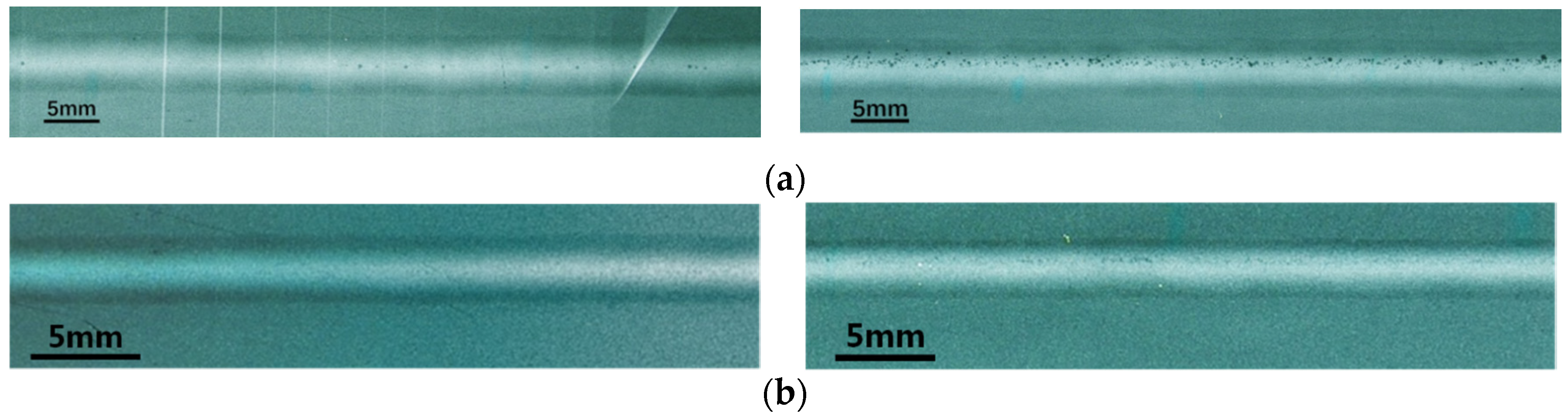
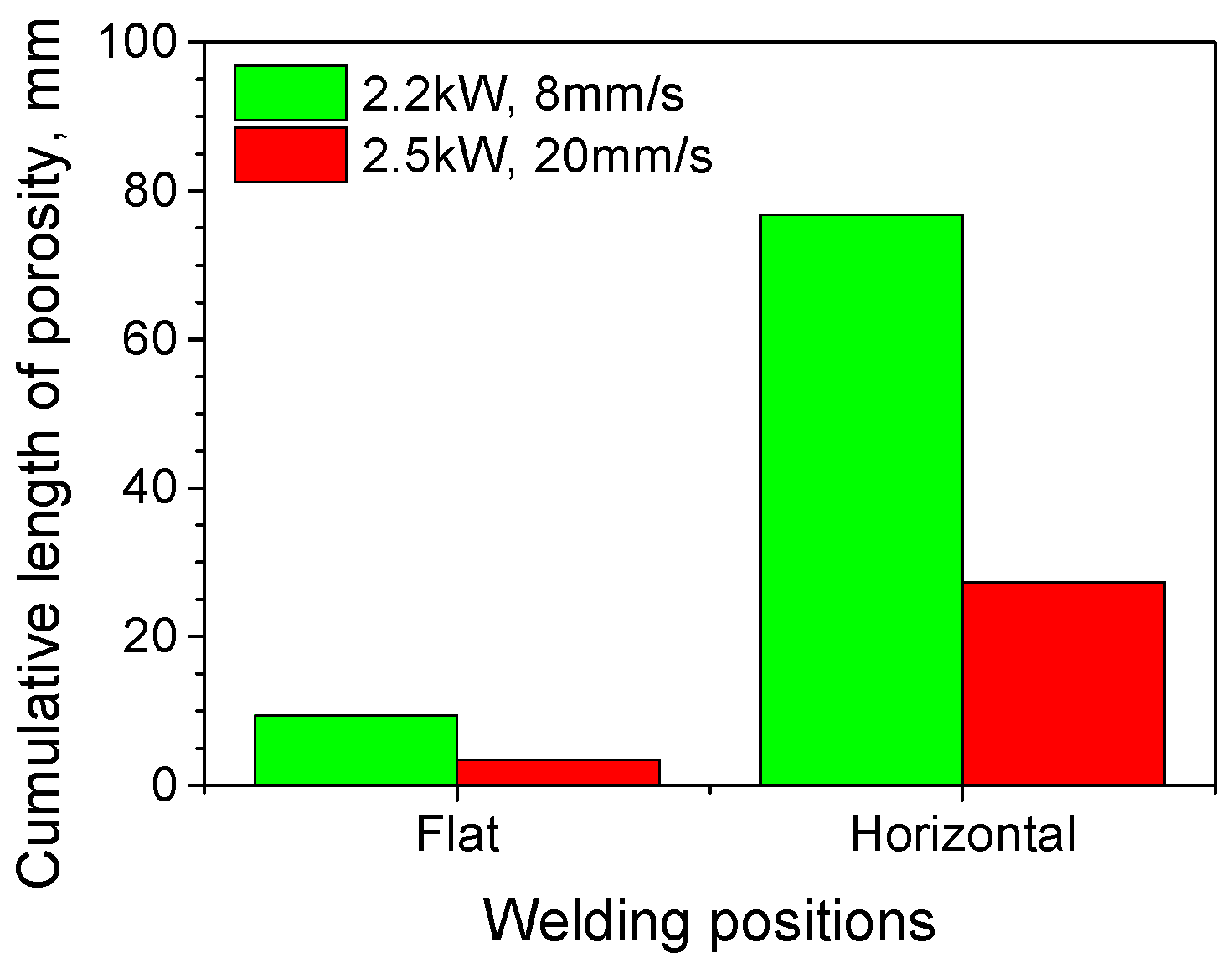
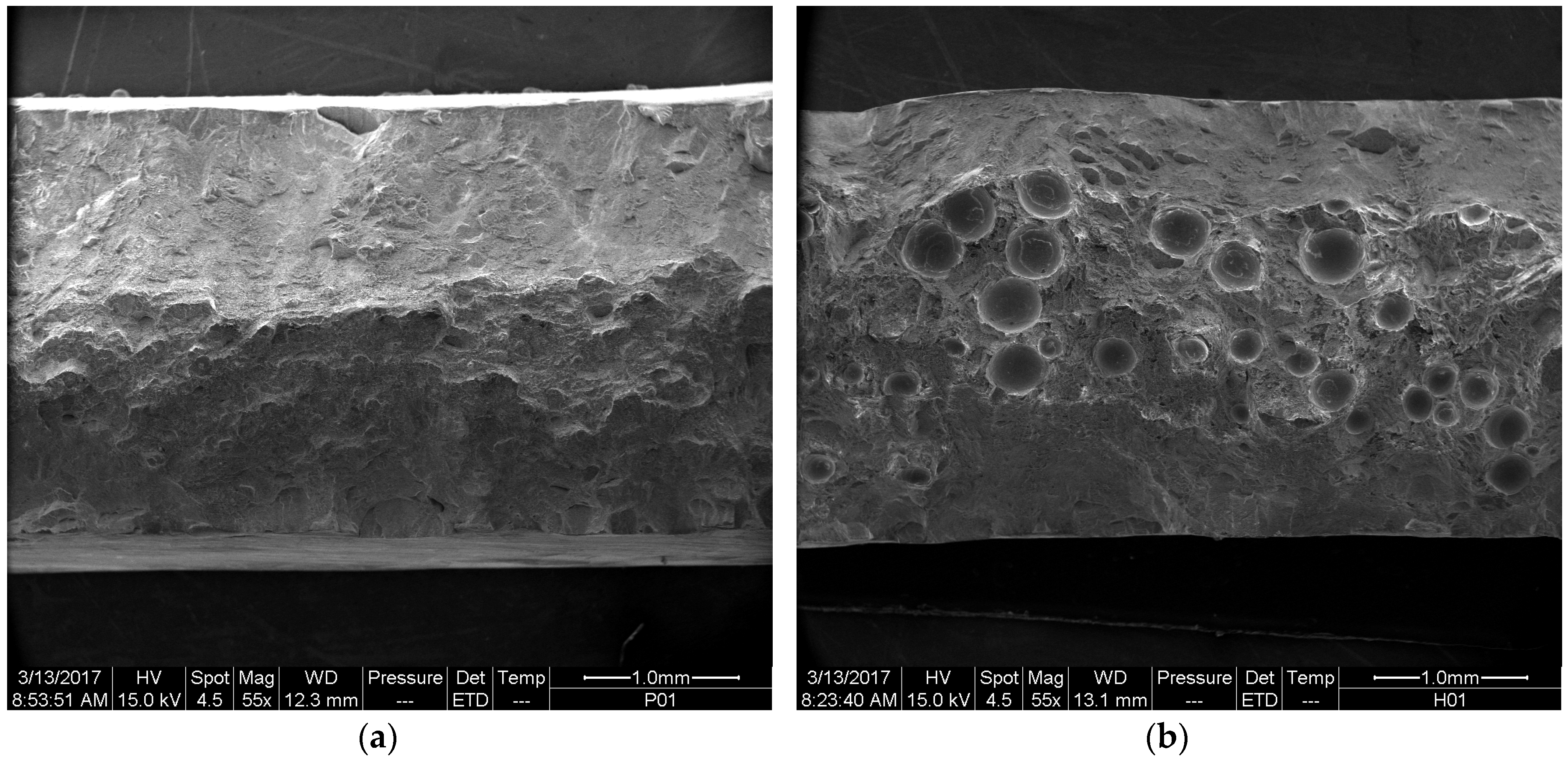
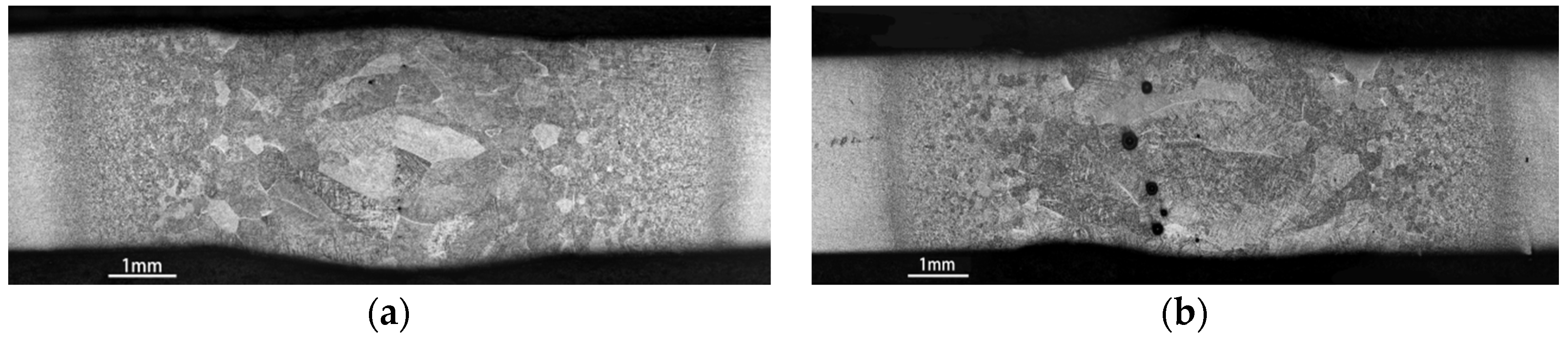
3.2. Porosity in Welds
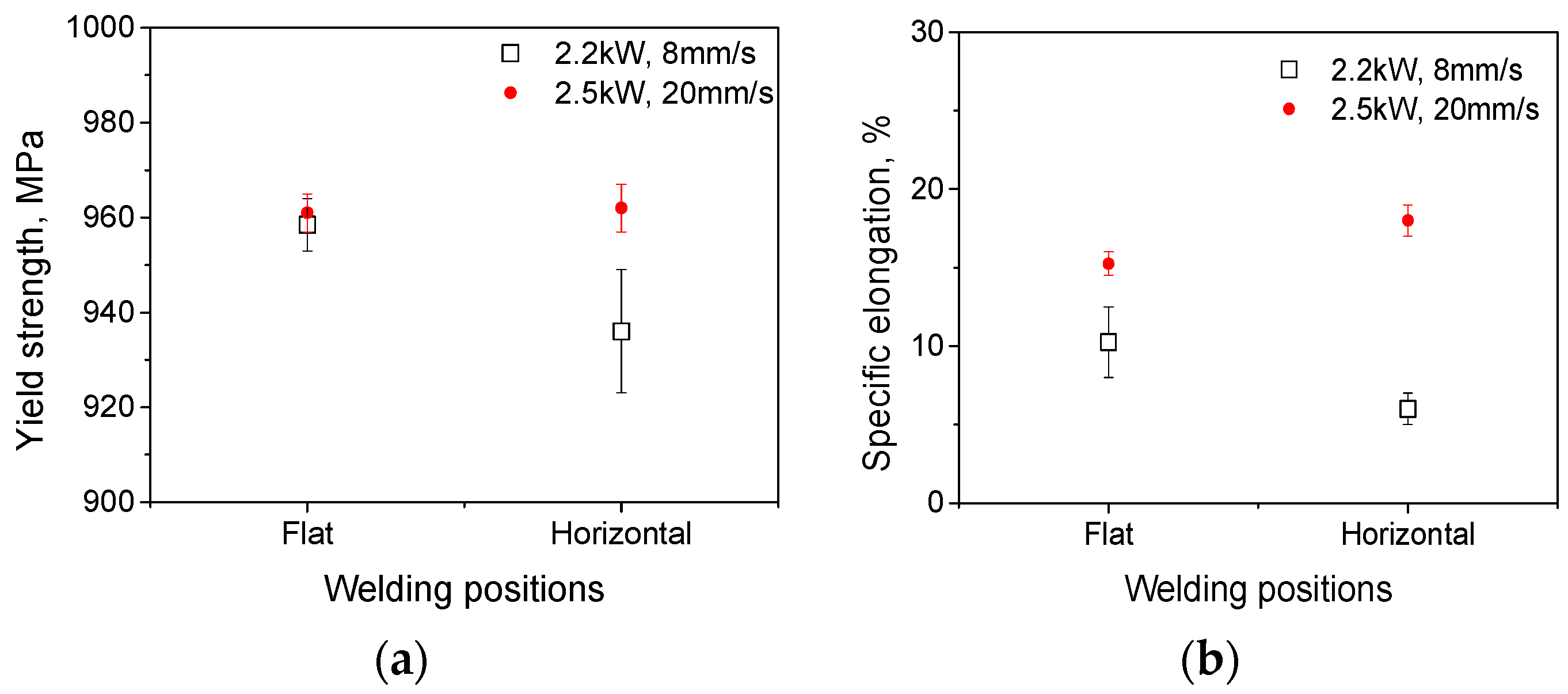
3.3. Mechanical Behavior
4. Discussion
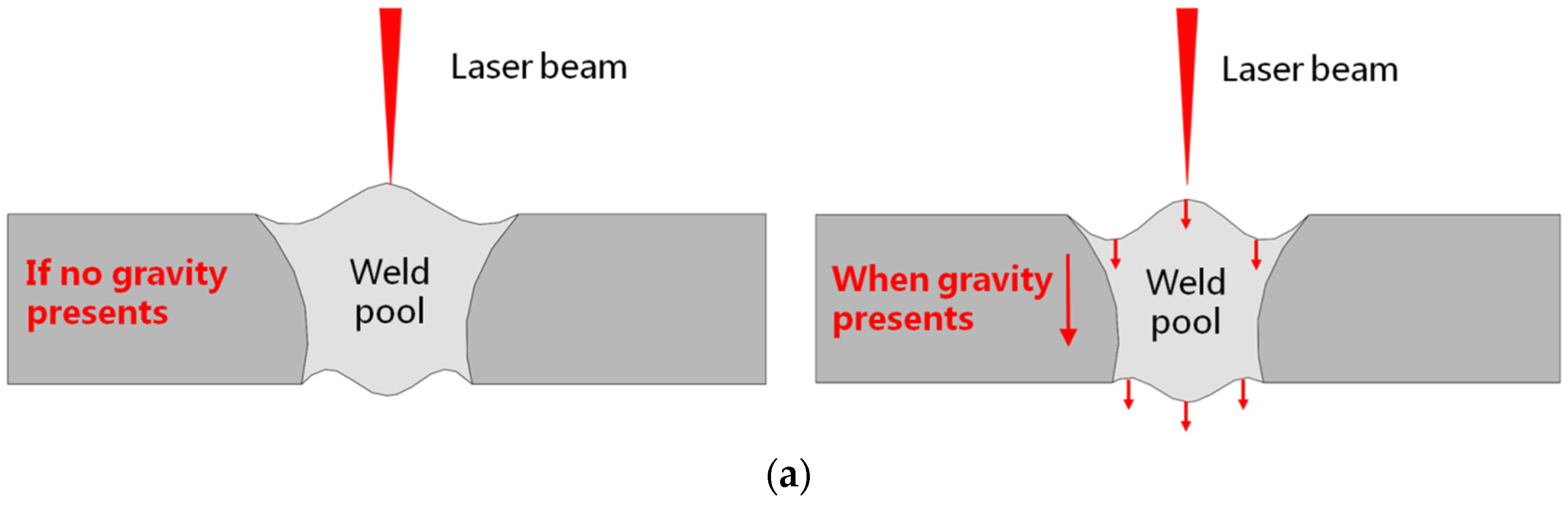
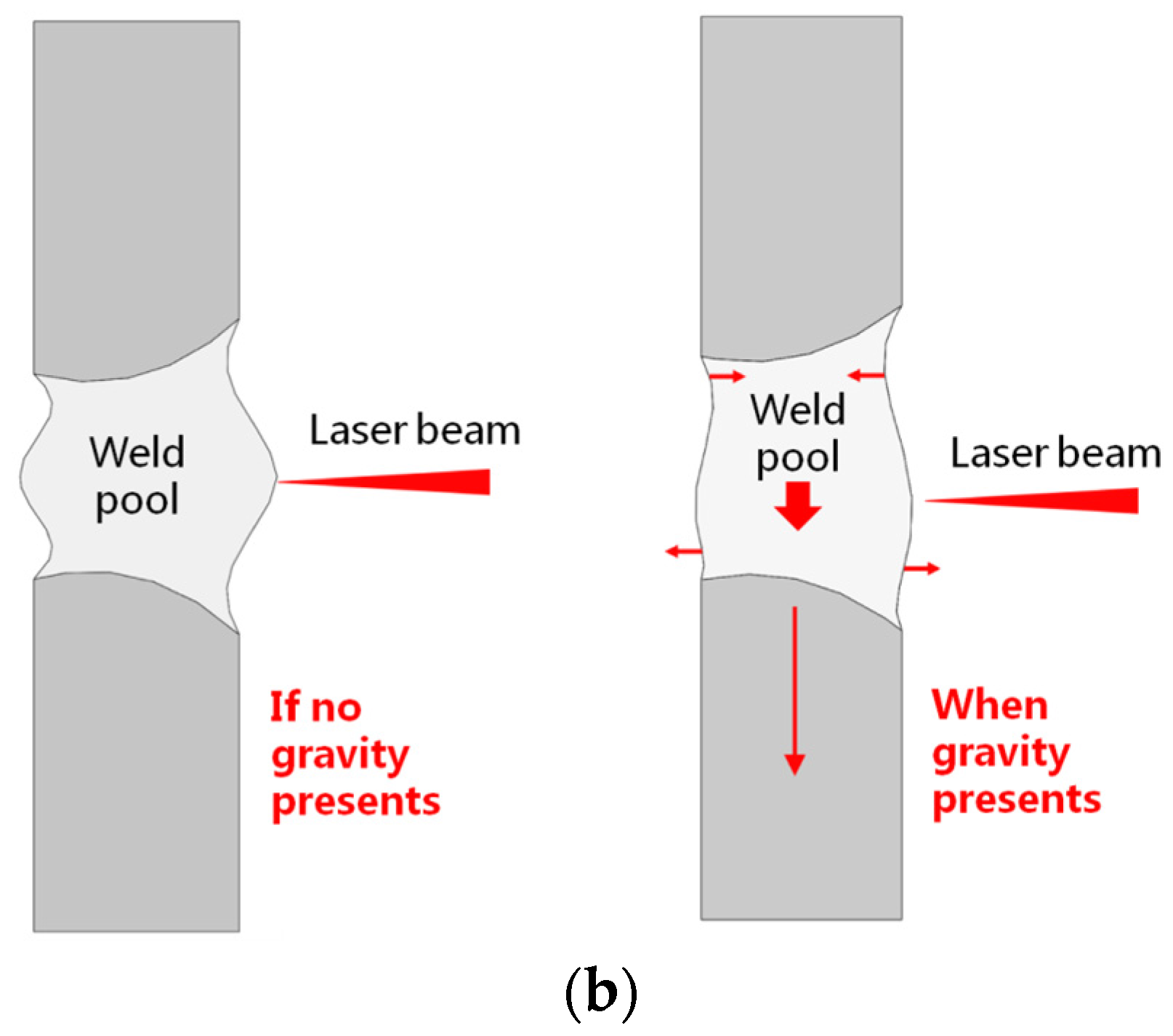
4.1. Effects of Gravity on Weld Profile
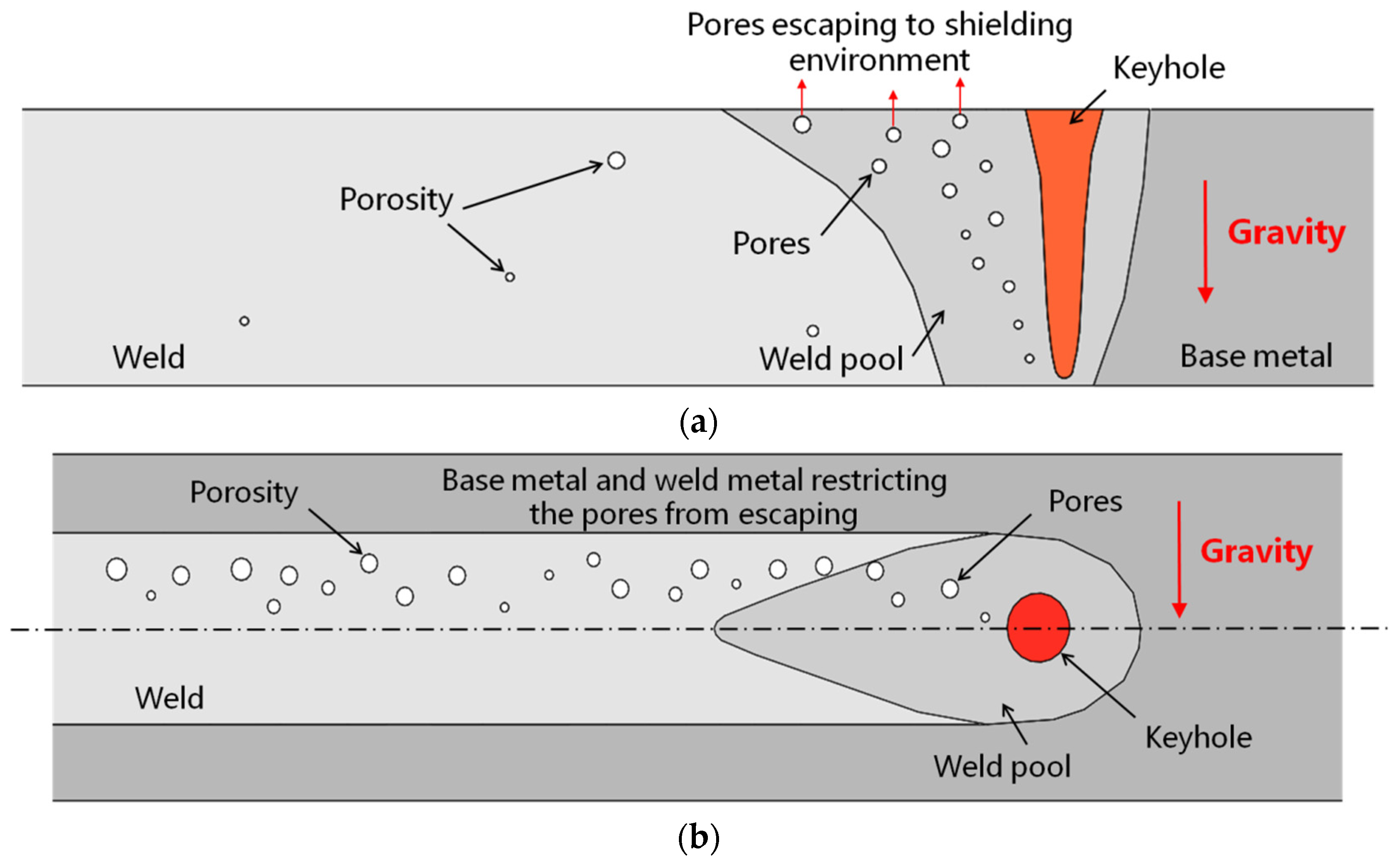
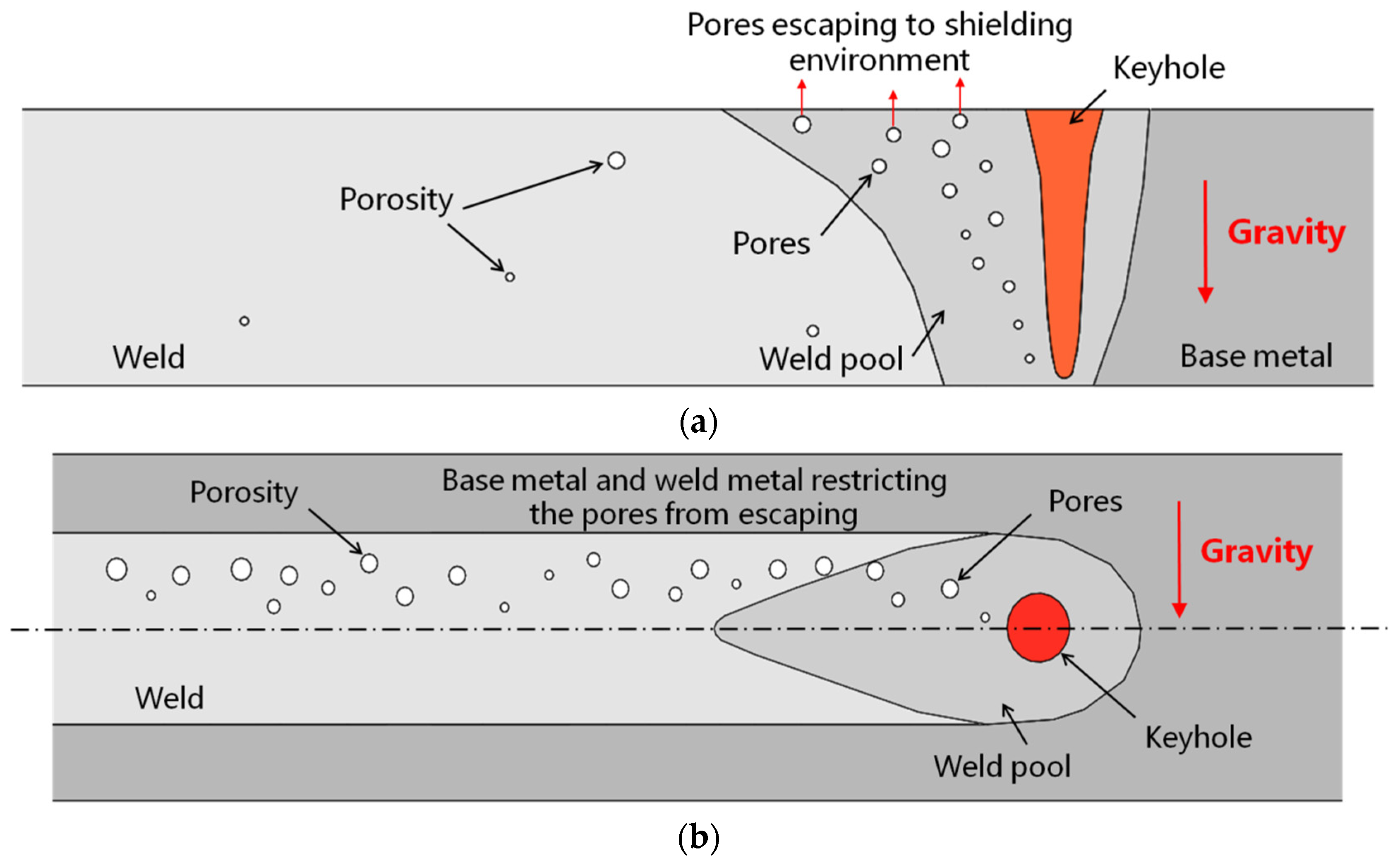
4.2. Effects of Gravity on Porosity
4.3. Effects of Welding Position on Static Tensile Properties
5. Conclusions
- (1)
- For flat welds, face undercut was larger than root undercut; for horizontal welds, the undercut on the left side (top side during welding) side was larger than that on the right side (bottom side during welding).
- (2)
- The excess penetration was greater than the excess weld metal for the flat welds, while for the horizontal welds, the excess penetration was smaller than the excess weld metal. For the same laser welding parameters, the horizontal welds were wider than the flat welds.
- (3)
- The horizontal welding position resulted in higher weld metal porosity contents than the flat welding position, because there were fewer routes for pores to escape from the weld pool during horizontal welding. The pores were located in the center plane of the flat welds, and above the center plane of the horizontal welds.
- (4)
- In the welds investigated, the undercuts did not show an association with the fracture positions nor the strengths in static tensile testing, although excessive porosity in laser welds did lead to significant decreases in their strength and specific elongation.
- (5)
- Compared with a horizontal welding position, the flat welding position led to better weld formation, less porosity, and higher tensile strength. For both flat and horizontal welding positions, it is recommended to use higher laser powers and welding speeds to reduce weld porosity and improve the mechanical properties of laser welds in Ti6Al4V alloys.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Chang, B.; Blackburn, J.; Allen, C.; Hilton, P. Studies on the spatter behaviour when welding AA5083 with a Yb-fibre laser. Int. J. Adv. Manuf. Technol. 2016, 84, 1769–1776. [Google Scholar] [CrossRef]
- Guo, W.; Liu, Q.; Francis, J.A.; Crowther, D.; Thompson, A.; Liu, Z. Comparison of laser welds in thick section S700 high-strength steel manufactured in flat (1G) and horizontal (2G) positions. CIRP Ann. Manuf. Technol. 2015, 64, 197–200. [Google Scholar] [CrossRef]
- Shen, X.; Li, L.; Guo, W.; Teng, W.; He, W. Comparison of processing window and porosity distribution in laser welding of 10 mm thick 30CrMnSiA ultrahigh strength between flat (1G) and horizontal (2G) positions. J. Laser Appl. 2016, 28. [Google Scholar] [CrossRef]
- Sohail, M.; Han, S.-W.; Na, S.-J.; Gumenyuk, A.; Rethmeier, M. Numerical investigation of energy input characteristics for high-power fiber laser welding at different positions. Int. J. Adv. Manuf. Technol. 2015, 80, 931–946. [Google Scholar] [CrossRef]
- Kumar, A.; Debroy, T. Heat transfer and fluid flow during gas-metal-arc fillet welding for various joint configurations and welding positions. Metall. Mater. Trans. A 2007, 38, 506–519. [Google Scholar] [CrossRef]
- Cho, D.W.; Na, S.J.; Cho, M.H.; Lee, J.S. A study on V-groove GMAW for various welding positions. J. Mater. Process. Technol. 2013, 213, 1640–1652. [Google Scholar] [CrossRef]
- Cai, X.Y.; Fan, C.L.; Lin, S.B.; Yang, C.L.; Bai, J.Y. Molten pool behaviors and weld forming characteristics of all-position tandem narrow gap GMAW. Int. J. Adv. Manuf. Technol. 2016, 87, 2437–2444. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Yang, C.L. Prediction and optimization of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2015, 79, 183–196. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Zhuo, X.Q.; Yang, C.L. Statistical modelling of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2014, 72, 1705–1716. [Google Scholar] [CrossRef]
- Chen, Y.B.; Feng, J.C.; Li, L.Q.; Li, Y.; Chang, S. Effects of welding positions on droplet transfer in CO2 laser-MAG hybrid welding. Int. J. Adv. Manuf. Technol. 2013, 68, 1351–1359. [Google Scholar] [CrossRef]
- Koga, S.; Inuzuka, M.; Nagatani, H.; Iwase, T.; Masuda, H.; Ushio, M. Study of all position electron beam welding process for pipeline joints. Sci. Technol. Weld. Join. 2000, 5, 105–112. [Google Scholar] [CrossRef]
- Katayama, S.; Mizutani, M.; Matsunawa, A. Development of porosity prevention procedures during laser welding. Proc. SPIE 2003, 4831, 281–288. [Google Scholar]
- Katayama, S.; Seto, N.; Mizutani, M.; Matsunawa, A. Formation mechanism of porosity in high power YAG laser welding. In Laser Materials Processing, ICALEO 2000 Proceedings; Taylor & Francis: Abingdon, UK, 2000; Volume 89, pp. 16–25. [Google Scholar]
- Chang, B.; Allen, C.; Blackburn, J.; Hilton, P.; Du, D. Fluid flow characteristics and porosity behavior in full penetration laser welding of a titanium alloy. Metall. Mater. Trans B 2015, 46, 906–918. [Google Scholar] [CrossRef]
- Yang, J.; Cheng, D.; Huang, J.; Zhang, H.; Zhao, X.; Guo, H. Microstructure and mechanical properties of Ti-6AL-4V joints by laser beam welding. Rare Metal Mater. Eng. 2009, 38, 259–262. (In Chinese) [Google Scholar]
- Mazumder, J.; Steen, W.M. Microstructure and mechanical properties of laser welded titanium 6AI-4V. Metall. Trans. A 1982, 13A, 865–871. [Google Scholar] [CrossRef]
- Squillace, A.; Prisco, U.; Ciliberto, S.; Astarita, A. Effect of welding parameters on morphology and mechanical properties of Ti-6Al-4V laser beam welded butt joints. J. Mater. Process. Technol. 2012, 212, 427–436. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, J. Microstructural evolution and mechanical properties in laser beam welds of Ti–2Al–1.5Mn titanium alloy with transversal pre-extrusion load. Int. J. Adv. Manuf. Technol. 2016, 85, 337–343. [Google Scholar] [CrossRef]
- Junaida, M.; Baigb, M.N.; Shamirc, M.; Khand, F.N.; Rehmana, K.; Haiderea, J. A comparative study of pulsed laser and pulsed TIG welding ofTi-5Al-2.5Sn titanium alloy sheet. J. Mater. Process. Technol. 2017, 242, 24–38. [Google Scholar] [CrossRef]
- Hong, K.-M.; Shin, Y. C. Analysis of microstructure and mechanical properties change in laser welding of Ti6Al4V with a multiphysics prediction model. J. Mater. Process. Technol. 2016, 237, 420–429. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Fomichev, V.; Fomin, F.; Riekehr, S. Effect of Nd:YAG laser beam welding on weld morphology and mechanical properties of Ti-6Al-4V butt joints and T-joints. Opt. Lasers Eng. 2016, 86, 172–180. [Google Scholar] [CrossRef]
- Zhang, K.; Ni, L.; Lei, Z.; Chen, Y.; Hu, X. Microstructure and tensile properties of laser welded dissimilar Ti-22Al-27Nb and TA15 joints. Int. J. Adv. Manuf. Technol. 2016, 87, 1685–1692. [Google Scholar] [CrossRef]
- Zhang, Y.; Huo, L.; Jing, H.; Pan, R. The effects of porosities and slag inclusions on mechanical properties of welded joint. Press. Vessels 1996, 13, 34–38. (In Chinese) [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|
| Contents, wt % | 5.8 | 4.0 | 0.2 | 0.05 | 0.03 | 0.011 | 0.19 | Balance |
| Parameter | Value |
|---|---|
| Delivery fiber core diameter, mm | 0.2 |
| Beam parameter product, mm·mrad | 6 |
| Collimating unit focal length, mm | 100 |
| Focusing unit focal length, mm | 300 |
| Beam width, mm | 0.6 |
| Rayleigh length, mm | 0.94 |
| Welding Positions | Butt Weld Identity | Laser Power, (kW) | Welding Speed, (mm/s) | Heat Input (J/mm) |
|---|---|---|---|---|
| Flat | F01 | 2.2 | 8 | 275 |
| F02 | 2.5 | 20 | 125 | |
| Horizontal | H01 | 2.2 | 8 | 275 |
| H02 | 2.5 | 20 | 125 |
| Welding Position | Butt Weld Identity | Face Undercut | Root Undercut | Sum of Face and Root Undercuts | |||
|---|---|---|---|---|---|---|---|
| Left Side | Right Side | Left Side | Right Side | Left Side | Right Side | ||
| Flat | F01 | 71.1 | 75.8 | 0 | 0 | 71.1 | 75.8 |
| F02 | 116.1 | 101.9 | 0 | 23.7 | 116.1 | 125.6 | |
| Horizontal | H01 | 81.0 | 0 | 111.9 | 25.0 | 192.9 | 25 |
| H02 | 116.0 | 32.9 | 46.5 | 0 | 162.5 | 32.9 | |
| Welding Position | Butt Weld Identity | Excess Weld Metal | Excess Penetration | Face Weld Width | Root Weld Width |
|---|---|---|---|---|---|
| Flat | F01 | 11.8 | 252.4 | 6194.3 | 6111.4 |
| F02 | 86.1 | 314.0 | 3784.4 | 3265.4 | |
| Horizontal | H01 | 255.8 | 100.3 | 6546.6 | 6339.7 |
| H02 | 199.1 | 173.8 | 4169.0 | 3470.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, B.; Yuan, Z.; Pu, H.; Li, H.; Cheng, H.; Du, D.; Shan, J. A Comparative Study on the Laser Welding of Ti6Al4V Alloy Sheets in Flat and Horizontal Positions. Appl. Sci. 2017, 7, 376. https://doi.org/10.3390/app7040376
Chang B, Yuan Z, Pu H, Li H, Cheng H, Du D, Shan J. A Comparative Study on the Laser Welding of Ti6Al4V Alloy Sheets in Flat and Horizontal Positions. Applied Sciences. 2017; 7(4):376. https://doi.org/10.3390/app7040376
Chicago/Turabian StyleChang, Baohua, Zhang Yuan, Haitao Pu, Haigang Li, Hao Cheng, Dong Du, and Jiguo Shan. 2017. "A Comparative Study on the Laser Welding of Ti6Al4V Alloy Sheets in Flat and Horizontal Positions" Applied Sciences 7, no. 4: 376. https://doi.org/10.3390/app7040376
APA StyleChang, B., Yuan, Z., Pu, H., Li, H., Cheng, H., Du, D., & Shan, J. (2017). A Comparative Study on the Laser Welding of Ti6Al4V Alloy Sheets in Flat and Horizontal Positions. Applied Sciences, 7(4), 376. https://doi.org/10.3390/app7040376