
Arc Shape Characteristics with Ultra-High-Frequency Pulsed Arc Welding



Abstract
:1. Introduction
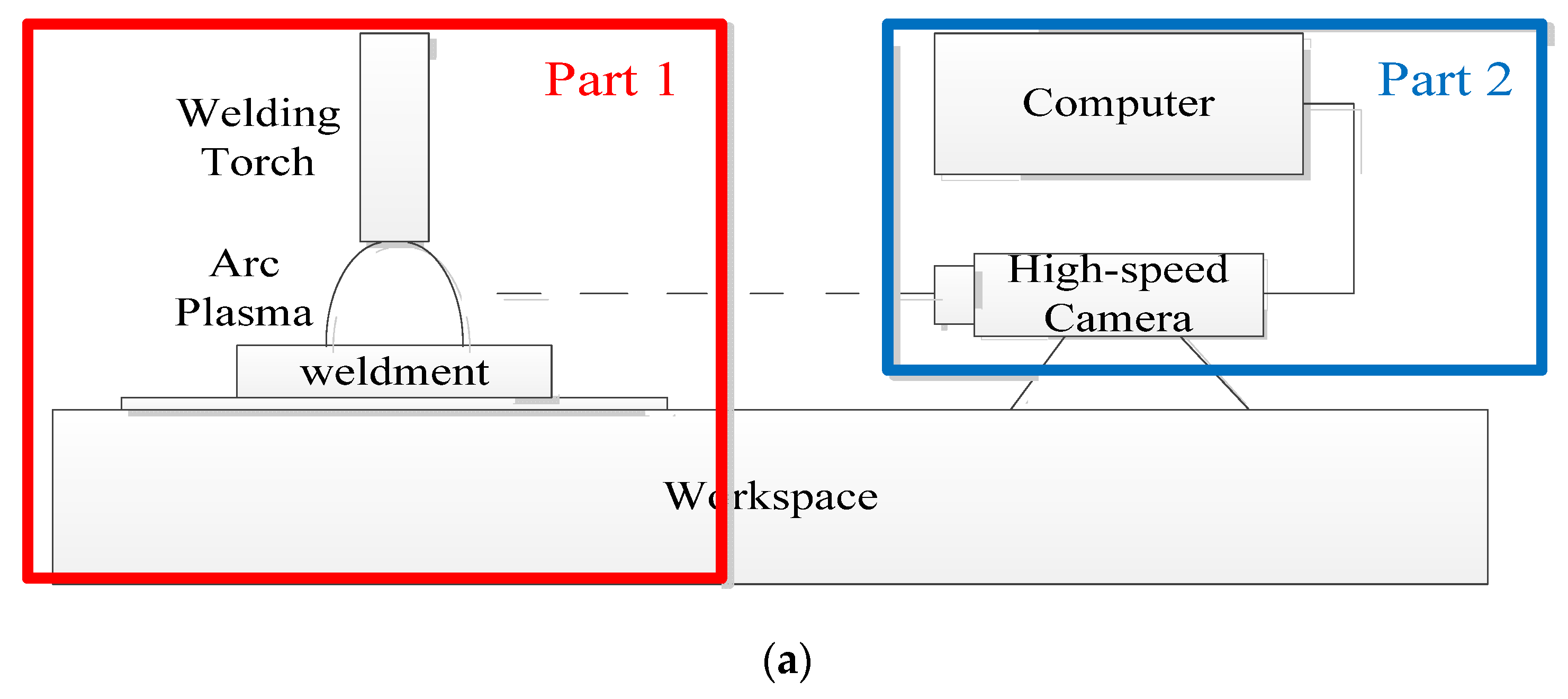
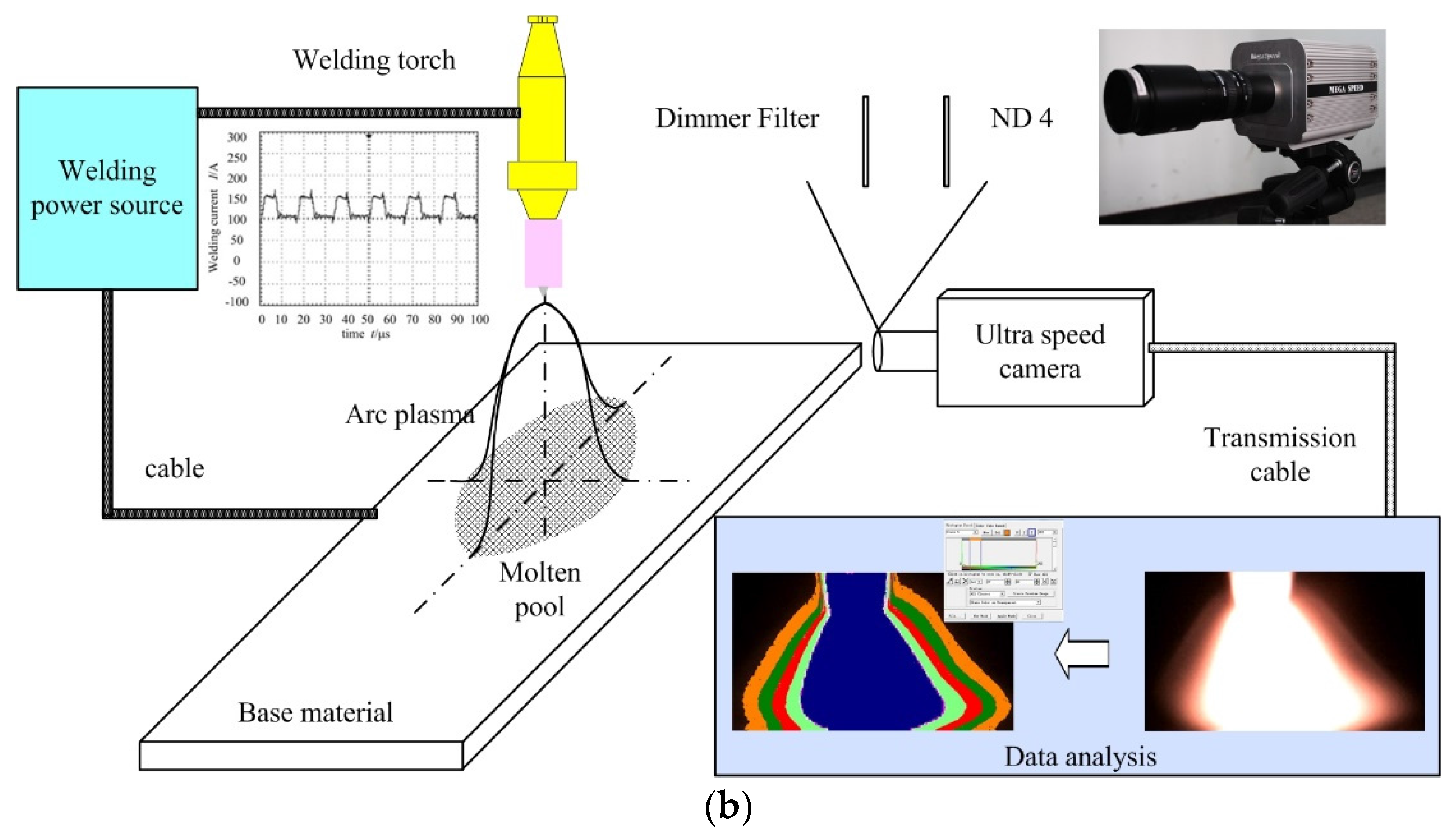
2. Methods
3. Results and Discussion
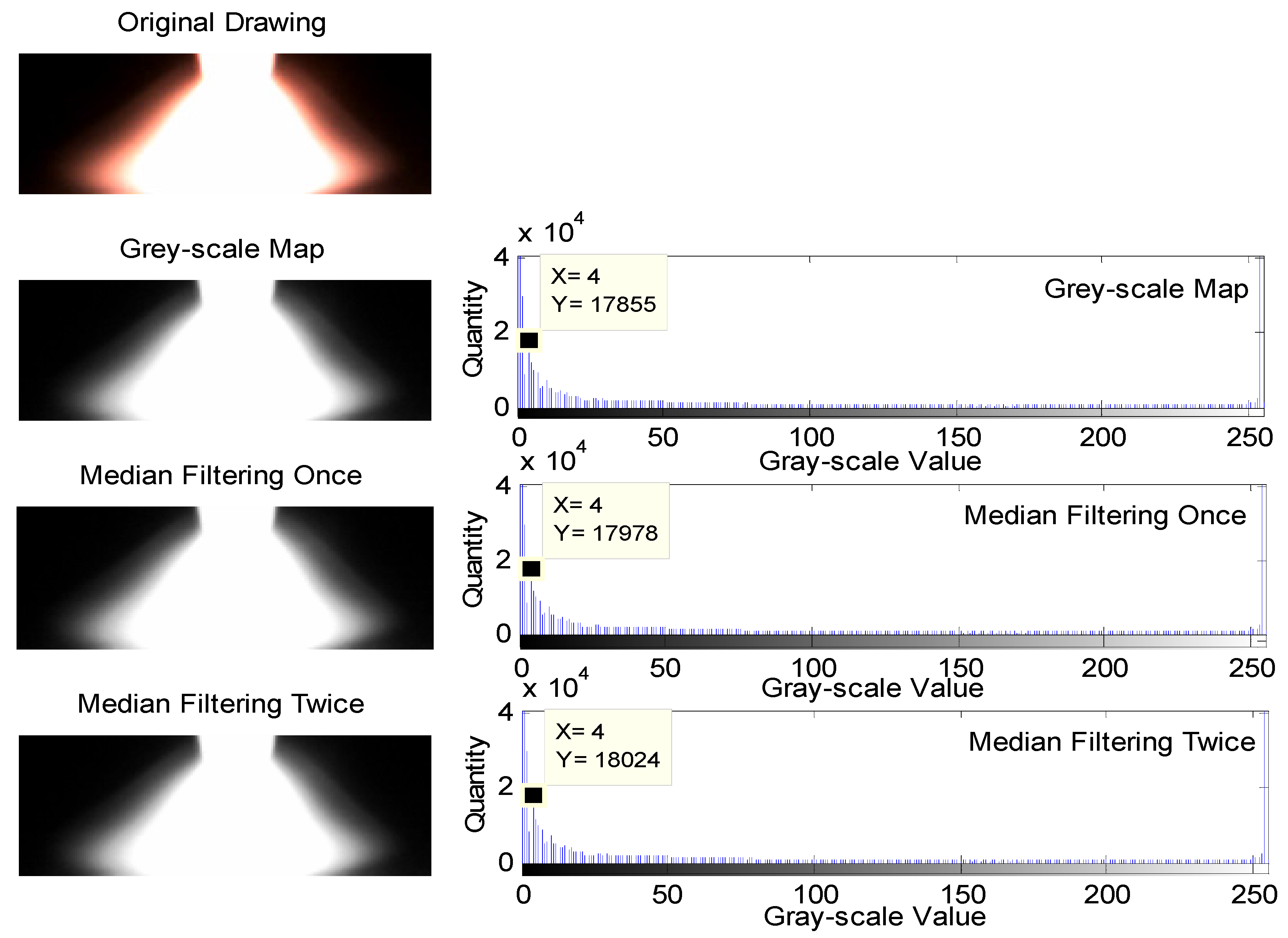
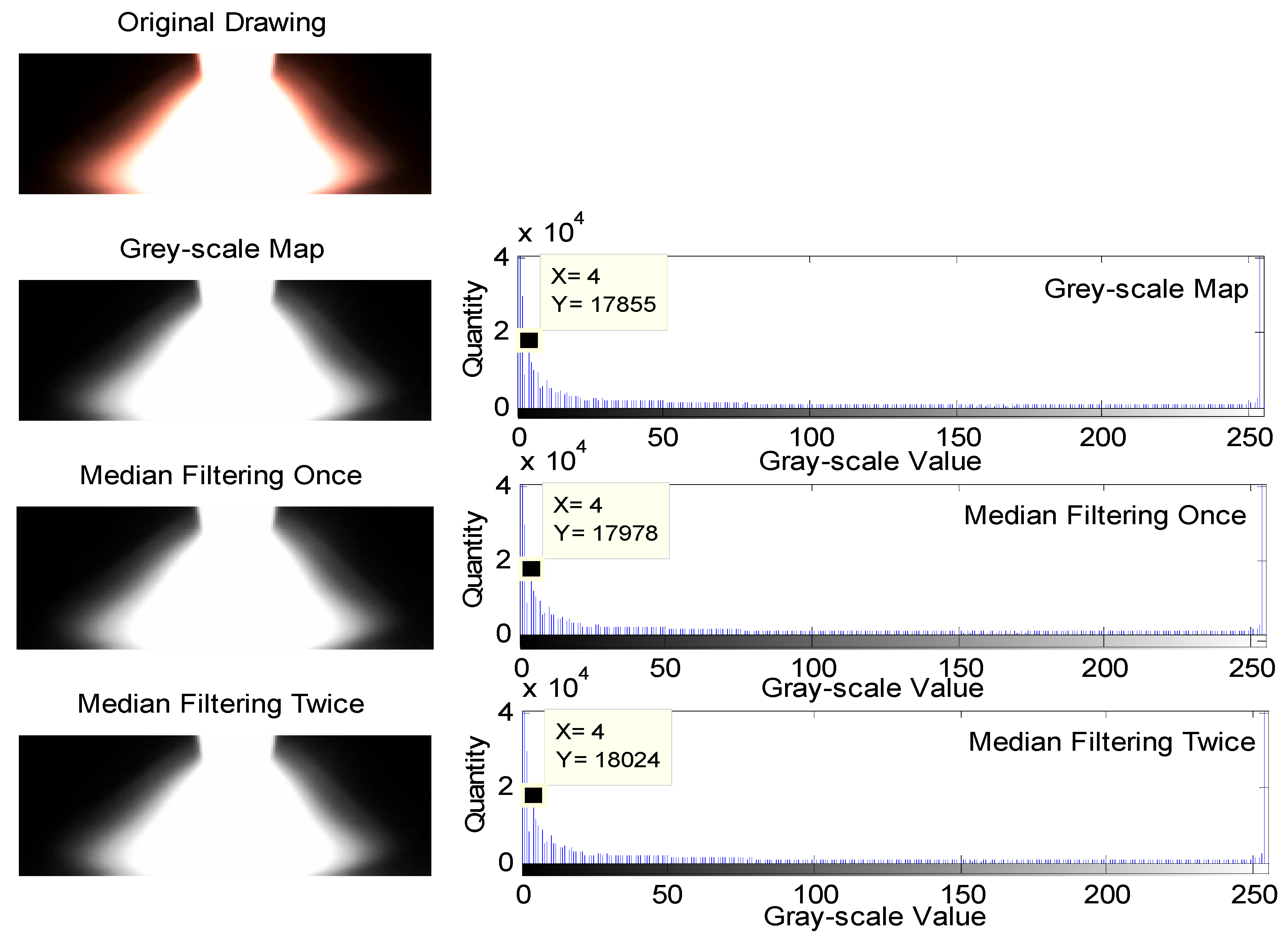
3.1. De-Noising Processing
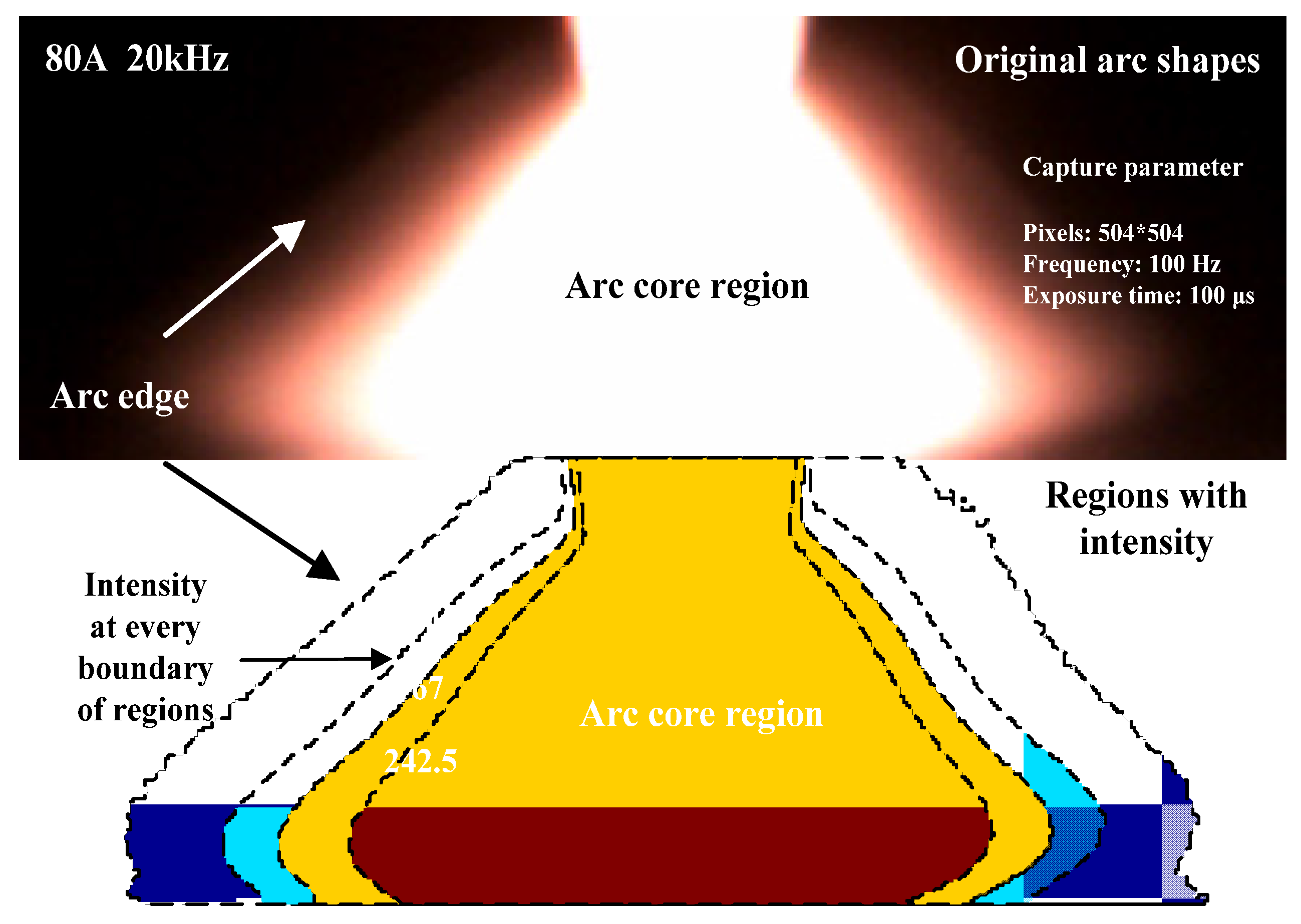
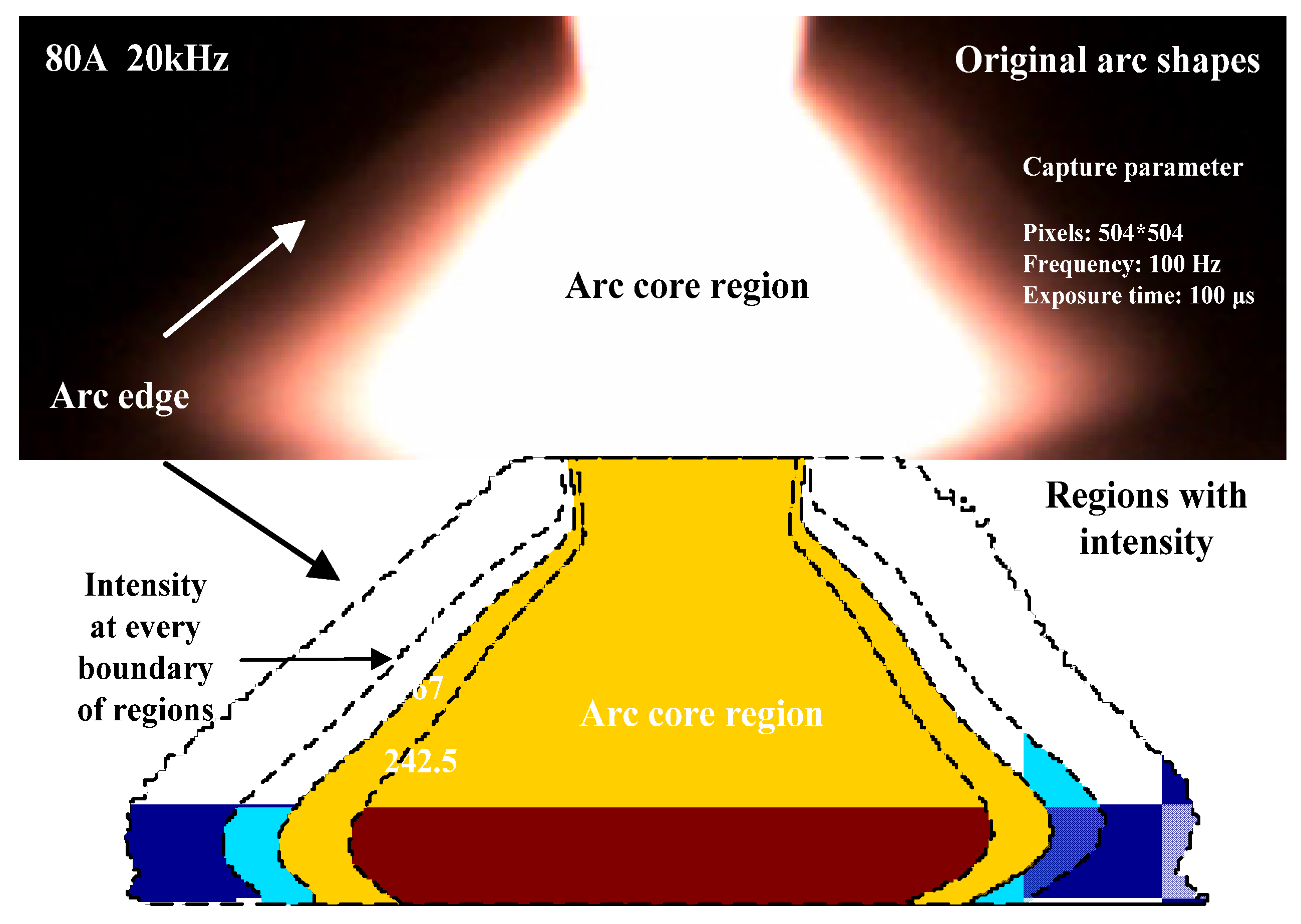
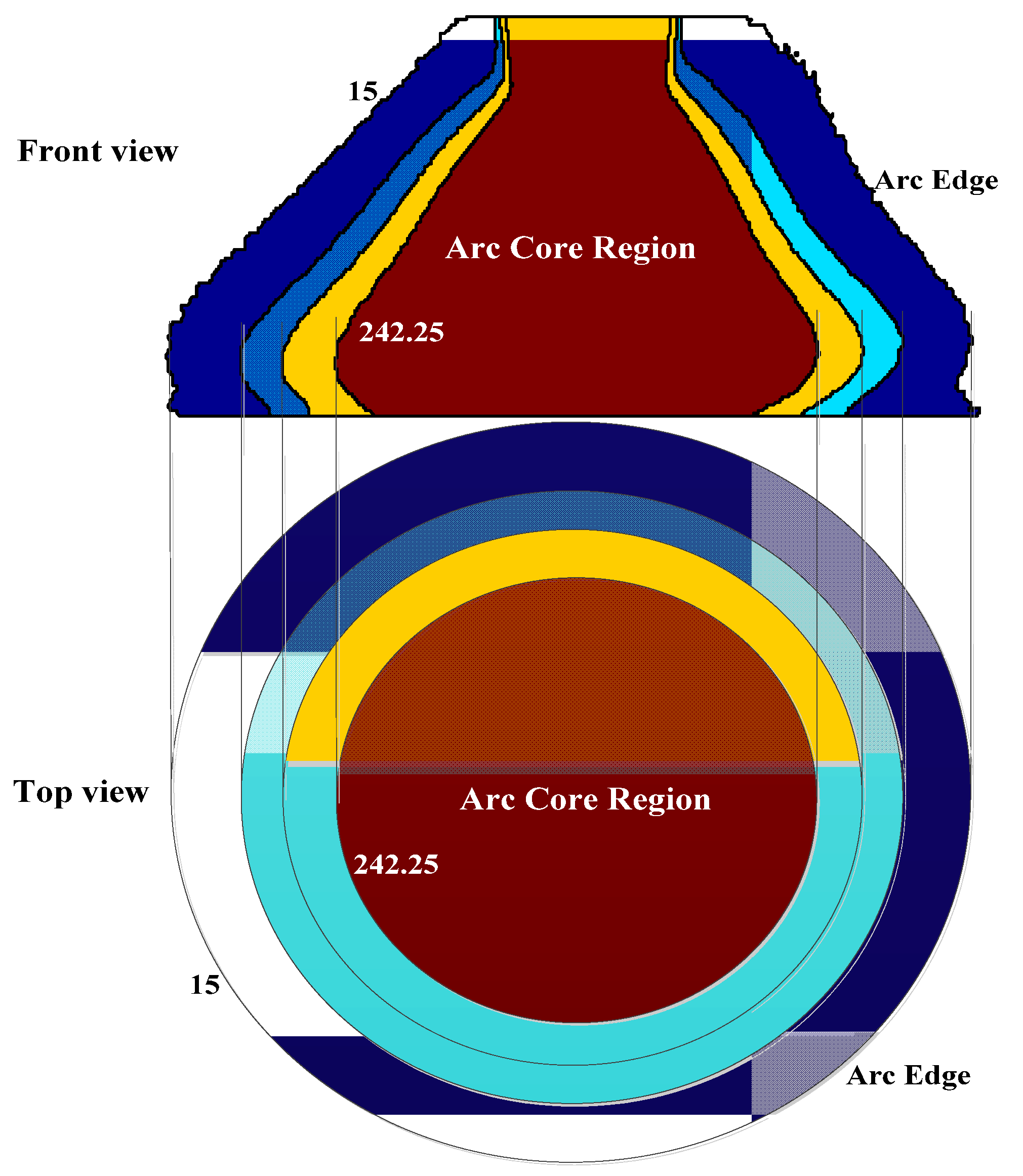
3.2. Arc Regionalization
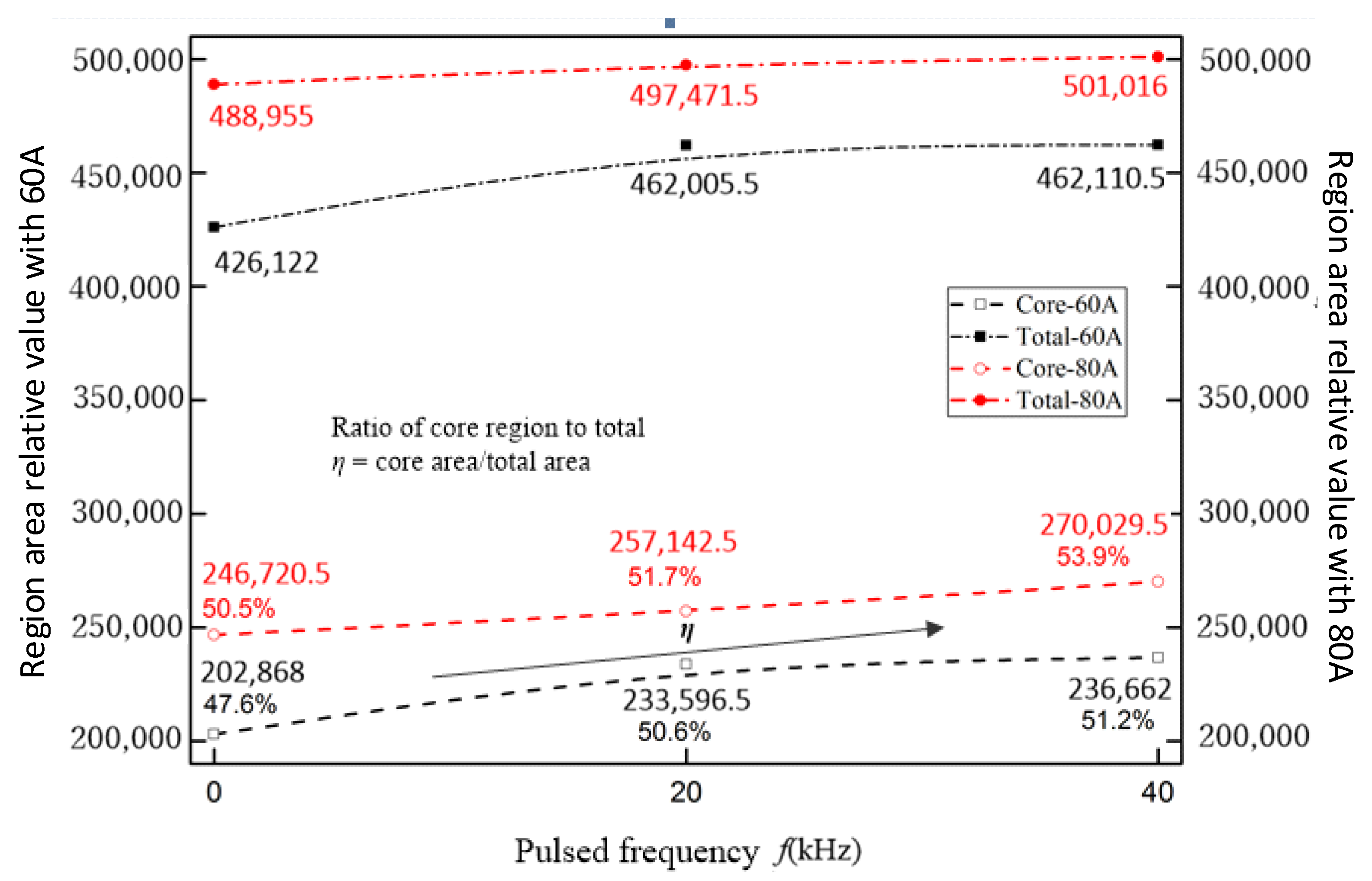
3.3. Arc Core Region, Total Area and the Ratio of the Core Region to the Total Area
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Xu, G.; Hu, J.; Tsai, H.L. Modeling 3D Plasma Arc in Gas Tungsten Arc Welding. ASME J. Manuf. Sci. Eng. 2012, 134, 031001. [Google Scholar] [CrossRef]
- Palani, P.K.; Murugan, N. Selection of parameters of pulsed current gas metal arc welding. J. Mater. Process. Technol. 2006, 172, 1–10. [Google Scholar] [CrossRef]
- Yang, X.; Hu, J.; Pallis, J. Simulation of Gas Tungsten Arc Welding Arc in COMSOL. In Proceedings of the ASME-IMECE, Houston, TX, USA, 9–15 November 2012.
- Murphy, A.B.; Tanaka, M.; Yamamoto, K.; Tashiro, S.; Sato, T.; Lowke, J.J. Modelling of thermal plasmas for arc welding: The role of the shielding gas properties and of metal vapour. J. Phys. D Appl. Phys. 2009, 42, 194006. [Google Scholar] [CrossRef]
- Fujii, H.; Sumi, Y.; Tanaka, M. Effect of gravity on arc shape in GTA welding. J. Mater. Sci. Technol. 2003, 19, 209–211. [Google Scholar]
- Zhang, S.S.; Cao, M.Q.; Wu, D.T.; Zou, Z.D. Effects of process parameters on arc shape and penetration in twin-wire indirect arc welding. Front. Mater. Sci. China 2009, 3, 212–217. [Google Scholar] [CrossRef]
- Cook, G.E.; El-deam, H.; Eassa, E.H. The effect of high frequency pulsing of a welding arc. IEEE Trans. Ind. Appl. 1985, 21, 1294–1299. [Google Scholar] [CrossRef]
- Zhao, J.R.; Sun, D.; Hu, S.S. Arc behavior of high frequency pulse TIG welding arc. Trans. China Weld. Inst. 1992, 13, 59–66. [Google Scholar]
- Murphy, A.B. The effect of metal vapour in arc welding. J. Phys. D Appl. Phys. 2010, 43, 434001. [Google Scholar] [CrossRef]
- Jin, O.; Yoshisa, A.; Masayasu, N.; Mitsuo, K.; Onuma, A.; Funamoto, T. Development of a new high-frequency, high-peak current power source for high constricted arc formation. Jpn. J. Appl. Phys. 2002, 41, 5821–5826. [Google Scholar]
- Ghosh, P.K.; Dorn, L.; Hübner, M.; Goyal, V.K. Arc characteristics and behavior of metal transfer in pulsed current GMA welding of aluminum alloy. J. Mater. Process. Technol. 2007, 209, 163–175. [Google Scholar] [CrossRef]
- Yang, M.X.; Qi, B.J.; Cong, B.Q.; Liu, F.J.; Yang, Z.; Chu, P.K. Study on electromagnetic force of arc plasma with by ultrahigh frequency pulsed GTAW of Ti-6Al-4V. IEEE Trans. Plasma Sci. 2013, 41, 2561–2568. [Google Scholar] [CrossRef]
- Li, M.Q.; Wang, X.H.; Zou, Z.D.; Wu, J. Effect of activating flux on arc shape and arc voltage in tungsten inert gas welding. Trans. Nonferr. Met. Soc. China 2007, 17, 486–490. [Google Scholar] [CrossRef]
- Howse, D.S.; Lucas, W. Investigation into arc constriction by active fluxes for tungsten inert gas welding. Sci. Technol. Weld. Join. 2000, 5, 189–193. [Google Scholar] [CrossRef]
- Balasubramanian, M.; Jayabalan, V.; Balasubramanian, V. Effect of process parameters of pulsed current tungsten inert gas welding on weld pool geometry of titanium welds. Acta Metall. Sin. 2010, 23, 312–320. [Google Scholar]
- Qi, B.J.; Yang, M.X.; Cong, B.Q.; Liu, F.J. The effect of arc behavior on weld geometry by high frequency pulse GTAW process with 0Cr18Ni9Ti stainless steel. Int. J. Adv. Manuf. Technol. 2013, 66, 1545–1553. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Effects of Welding Current on Droplet Generation and Arc Plasma in Gas Metal Arc Welding. J. Appl. Phys. 2006, 100, 053304. [Google Scholar] [CrossRef]
- Pierce, S.W.; Burgardt, P.; Olson, D.L. Thermocapillary and arc phenomena in stainless steel welding. Weld. J. 1999, 78, 45s–52s. [Google Scholar]
- Zong, R.; Chen, J.; Wu, C.; Padhy, G.K. Influence of shielding gas on undercutting formation in gas metal arc welding. J. Mater. Process. Technol. 2016, 234, 169–176. [Google Scholar] [CrossRef]
- Faragallah, O.S.; Ibrahemb, H.M. Adaptive switching weighted median filter framework for suppressing salt-and-pepper noise. Int. J. Electron. Commun. 2016, 70, 1034–1040. [Google Scholar] [CrossRef]
- Hasan, S.M.A.; Ko, K. Depth edge detection by image-based smoothing and morphological operations. J. Comput. Des. Eng. 2016, 3, 191–197. [Google Scholar]
- Xiao, T. A Study on Conductive Mechanism of TIG Welding Arc and Its Energy Distribution. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 8 June 2013. [Google Scholar]
- Xiao, X.; Xueming, H.; Yixiong, W. Comparison of temperature and composition measurement by spectroscopic methods for argon–helium arc plasma. Opt. Laser Technol. 2015, 66, 138–145. [Google Scholar] [CrossRef]
- Zhenbo, Z.; Jianchao, G.; Jinlong, L.; Liangxian, C.; Ruihua, Z.; Xiongbo, Y.; Junjun, W.; Lifu, H.; Chengming, L. Effect of area arc distribution on diamond nucleation. J. Synth. Cryst. 2014, 43, 2515–2521. [Google Scholar]
- Wei, Y.; Hua, Z.; Zhigang, J.; Hon, K.K.B. Multi-objective optimization of arc welding parameters: The trade-offs between energy and thermal efficiency. J. Clean. Prod. 2016, in press. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current | 60 A | 80 A | |||||
|---|---|---|---|---|---|---|---|
| Frequency | Core Area | Total Area | Core/Total | Core Area | Total Area | Core/Total | |
| 40 kHz | 236,662 | 462,110.5 | 0.51213 | 270,029.5 | 501,016 | 0.53896 | |
| 20 kHz | 233,596.5 | 462,005.5 | 0.50562 | 257,142.5 | 497,471.5 | 0.51691 | |
| C-DC | 202,868 | 426,122 | 0.47609 | 246,720.5 | 488,955 | 0.50458 | |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, M.; Zheng, H.; Li, L. Arc Shape Characteristics with Ultra-High-Frequency Pulsed Arc Welding. Appl. Sci. 2017, 7, 45. https://doi.org/10.3390/app7010045
Yang M, Zheng H, Li L. Arc Shape Characteristics with Ultra-High-Frequency Pulsed Arc Welding. Applied Sciences. 2017; 7(1):45. https://doi.org/10.3390/app7010045
Chicago/Turabian StyleYang, Mingxuan, Hao Zheng, and Ling Li. 2017. "Arc Shape Characteristics with Ultra-High-Frequency Pulsed Arc Welding" Applied Sciences 7, no. 1: 45. https://doi.org/10.3390/app7010045
APA StyleYang, M., Zheng, H., & Li, L. (2017). Arc Shape Characteristics with Ultra-High-Frequency Pulsed Arc Welding. Applied Sciences, 7(1), 45. https://doi.org/10.3390/app7010045