

PDDL Task Planning for Tunnel Spraying Based on a Multivariate Coating Accumulation Model


Abstract
1. Introduction
2. Methods
2.1. Hierarchical Planning of Spraying Tasks Based on over- and Under-Excavation Volume
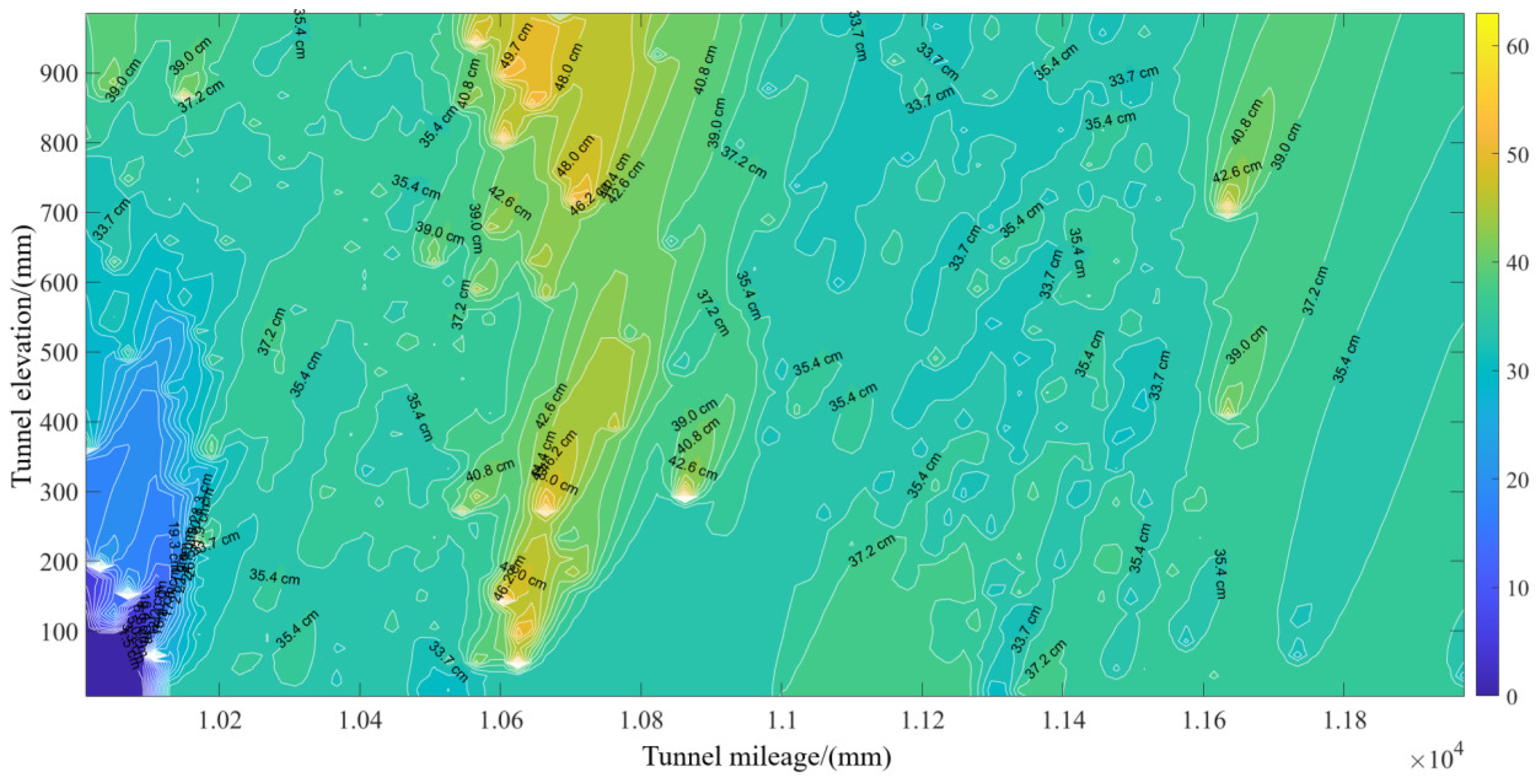
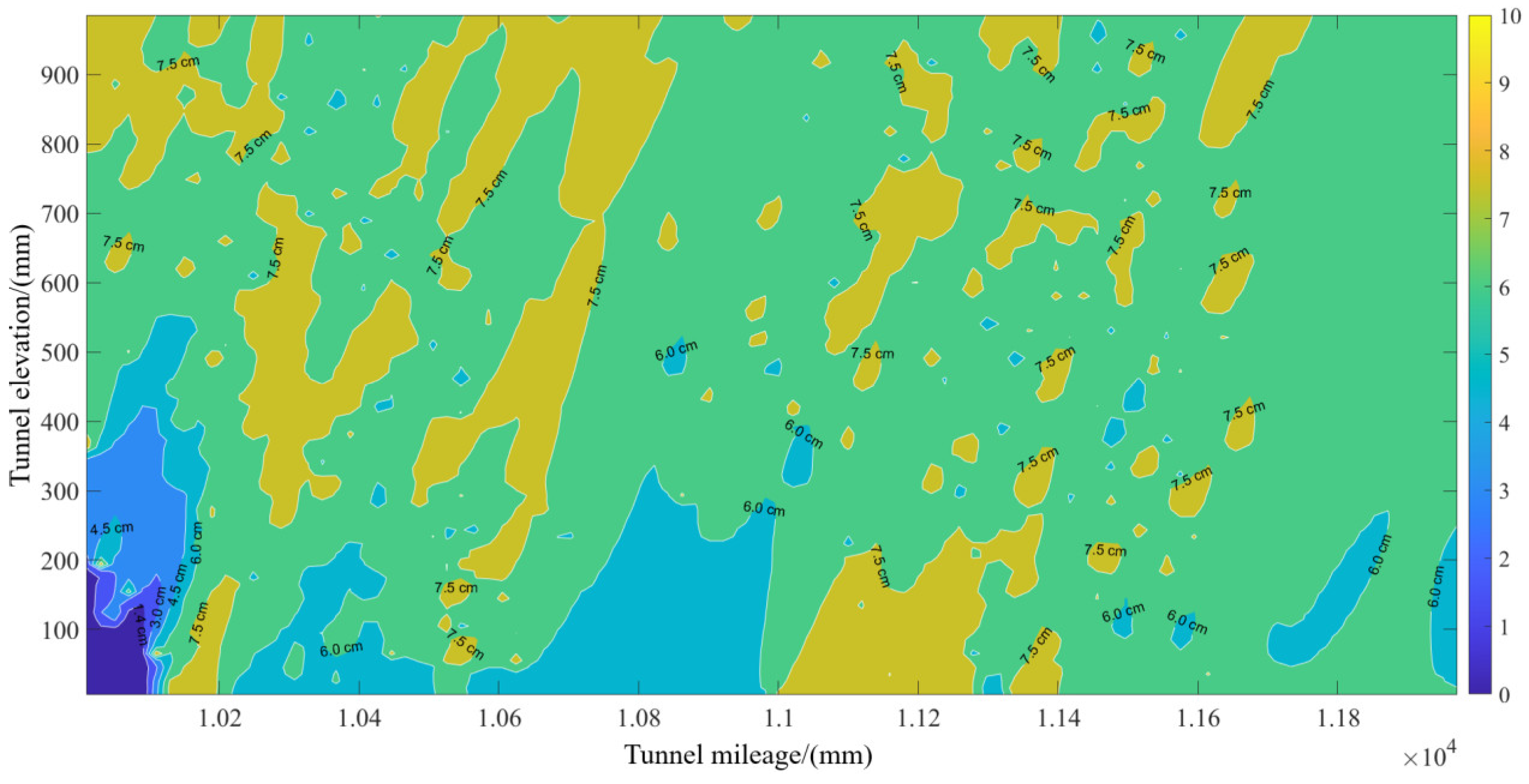
2.1.1. Estimation of Over-Excavation and Under-Excavation
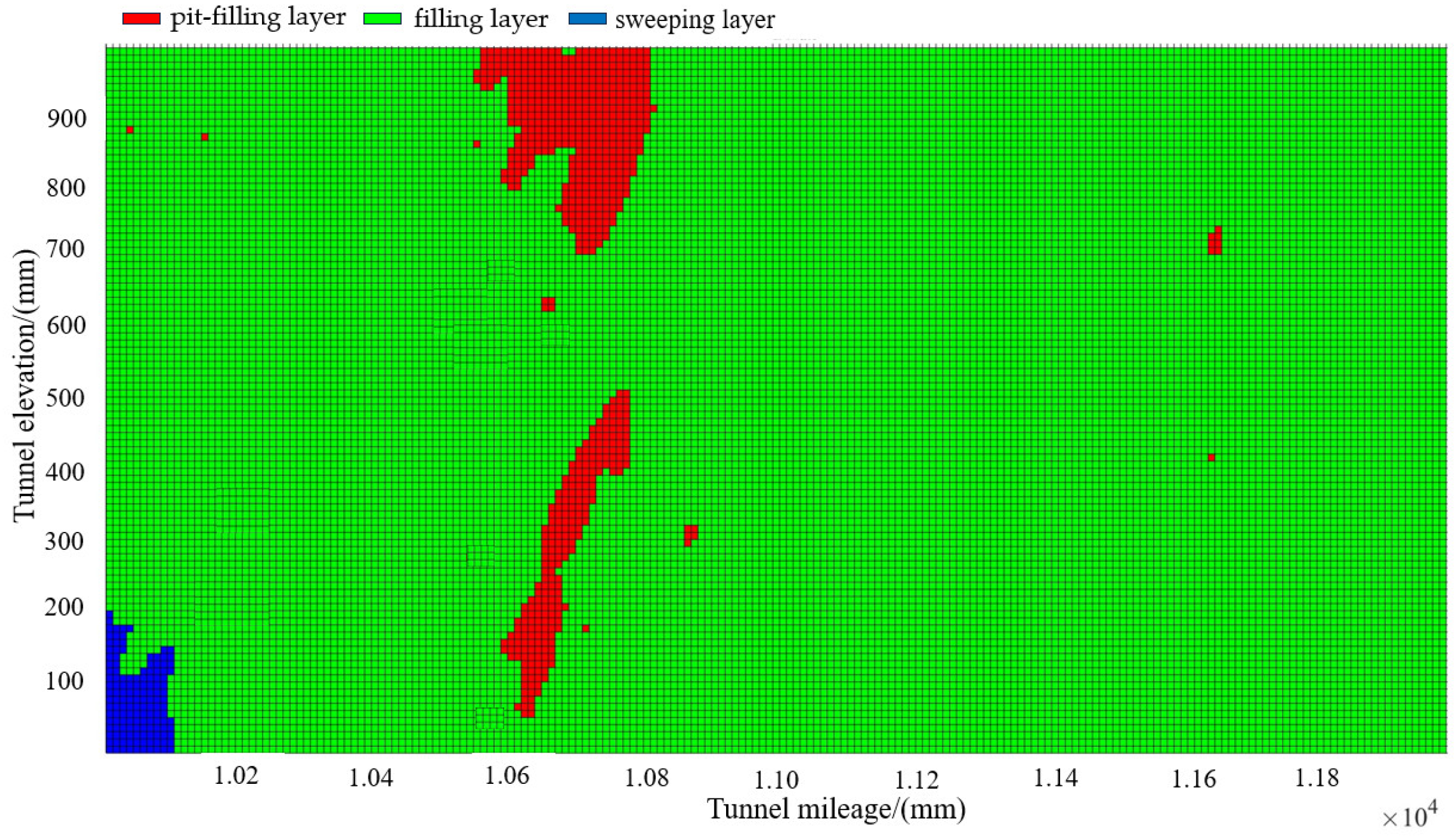
2.1.2. Spraying Task Hierarchical Planning
2.2. Operation Parameter Planning Based on Multi-Variable Spraying Layer Accumulation Model
2.2.1. Multi-Variable Spraying Layer Accumulation Model
2.2.2. Task Layer Parameter Planning
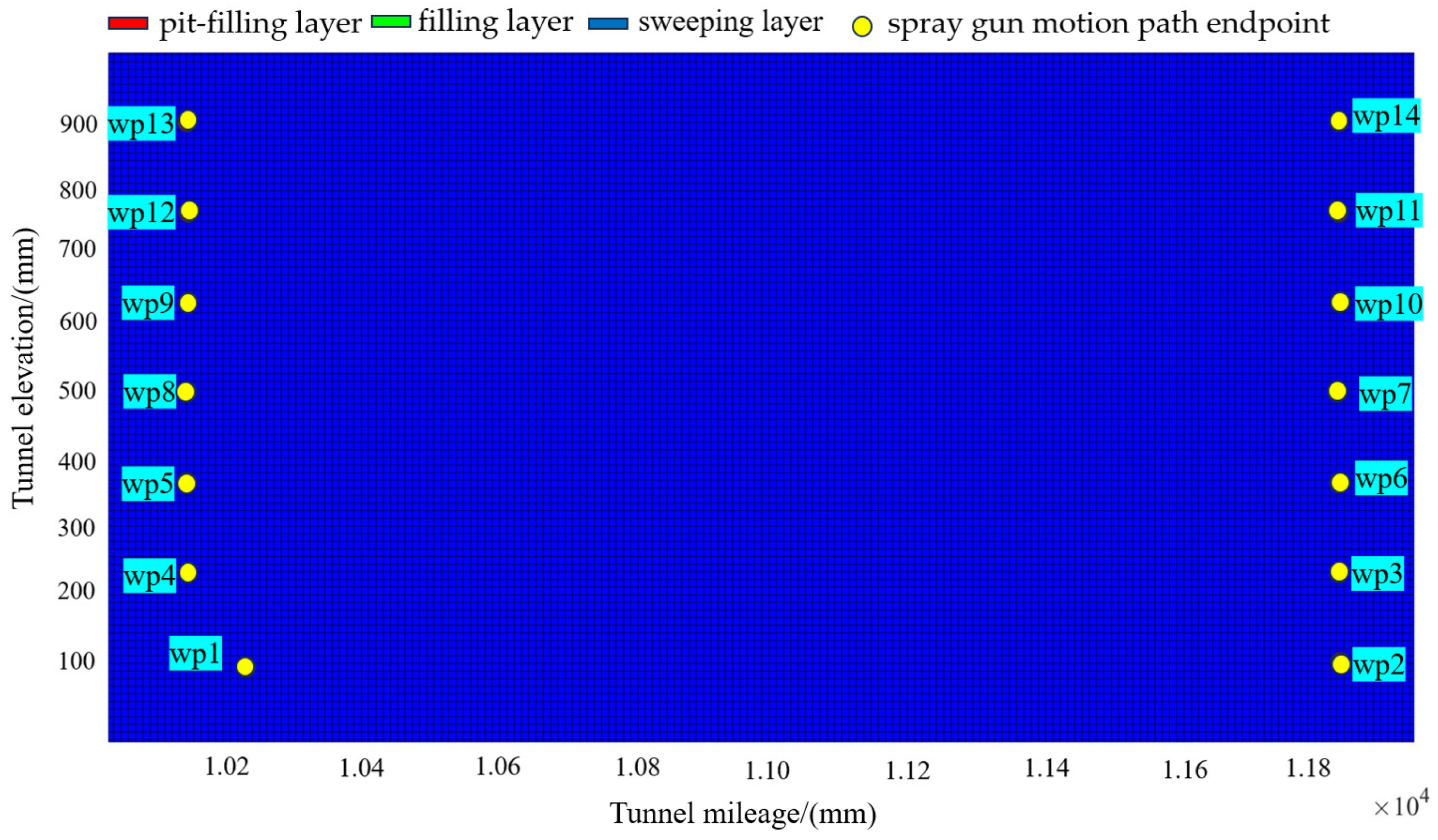
2.3. Spray Gun Action Sequence Planning
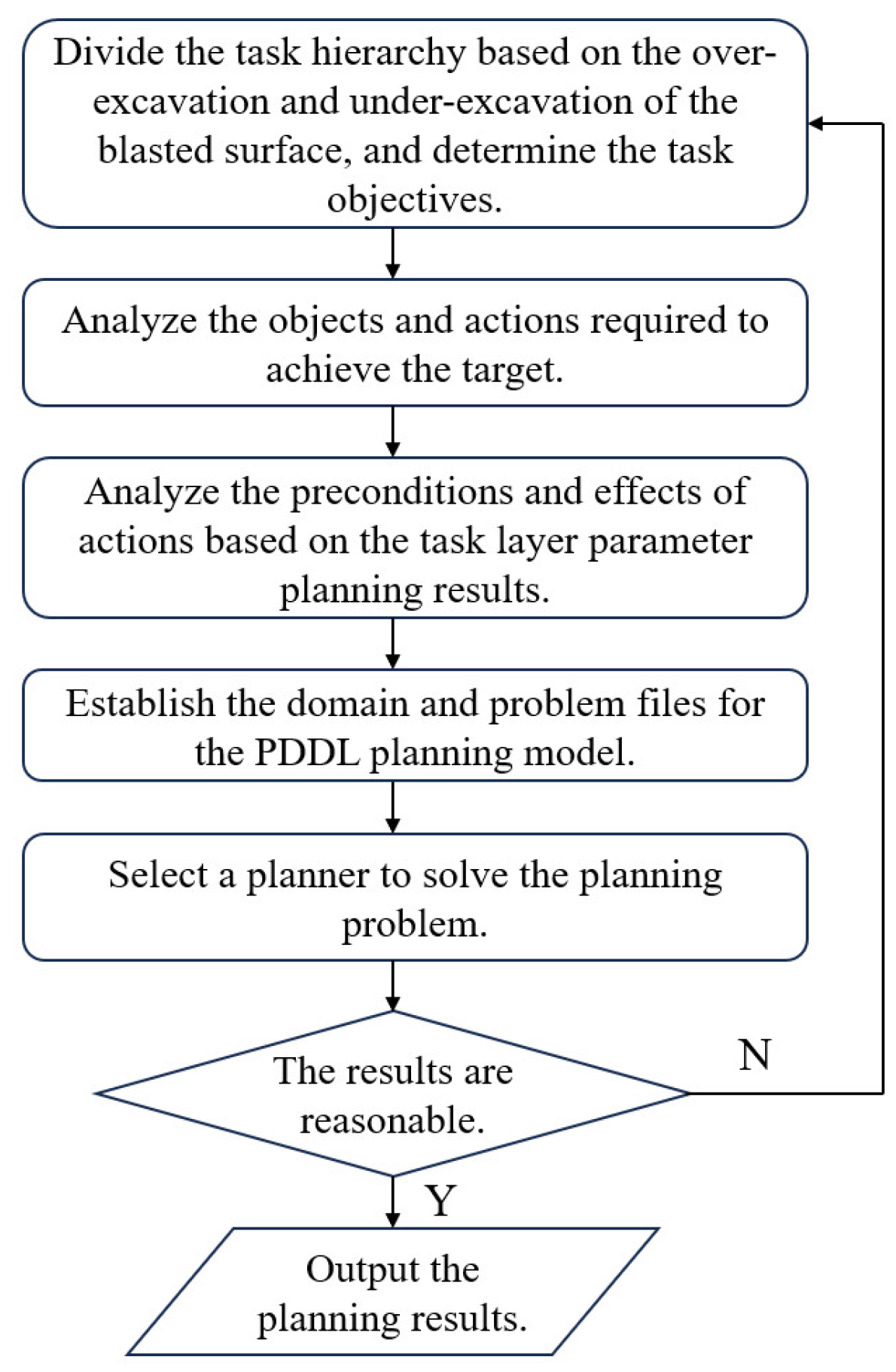
2.3.1. Tunnel Spraying Task Modeling Process
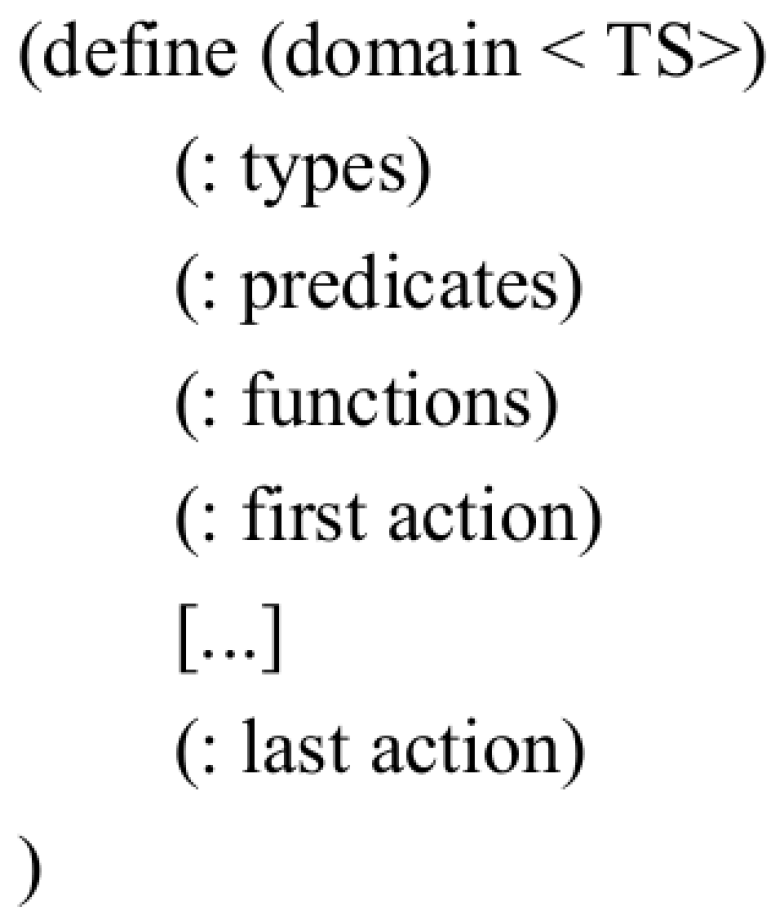
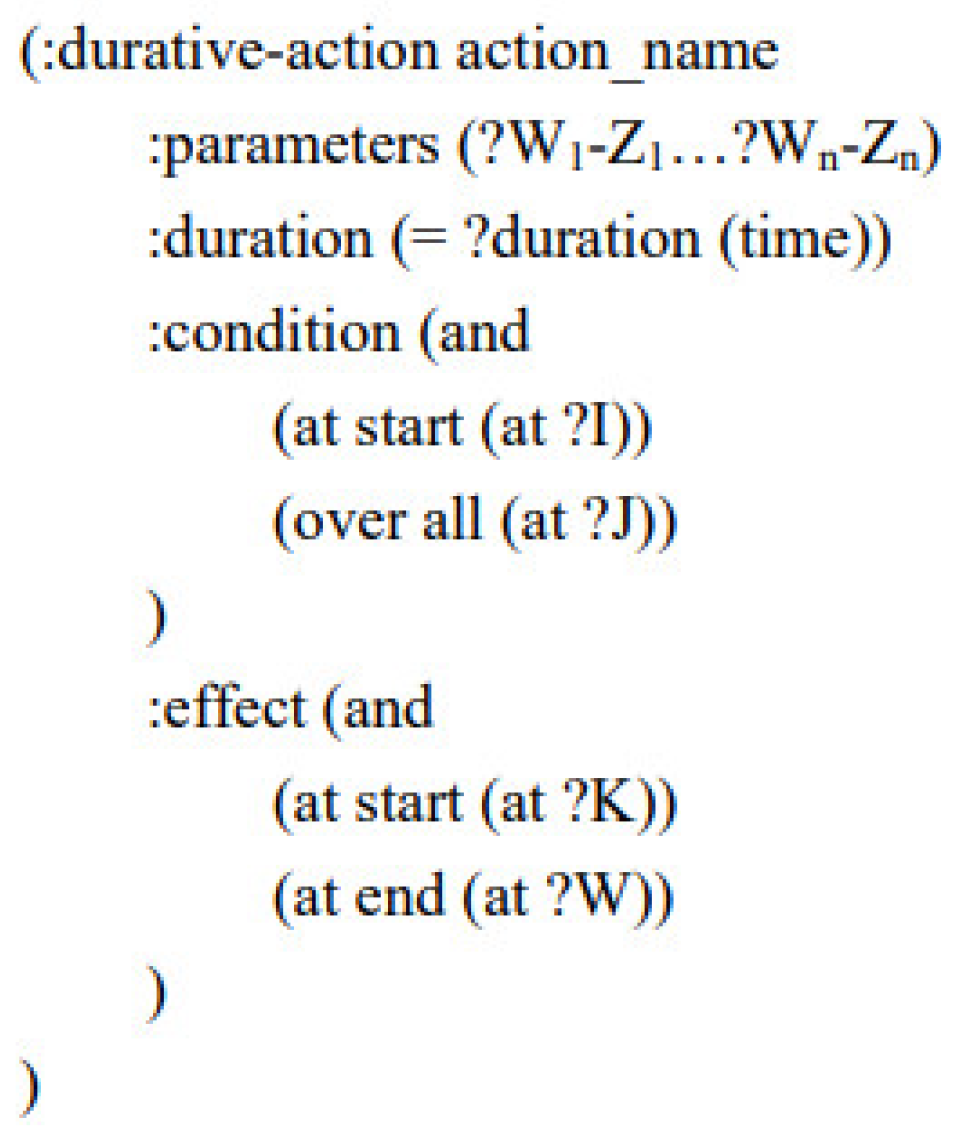
2.3.2. Domain File Creation
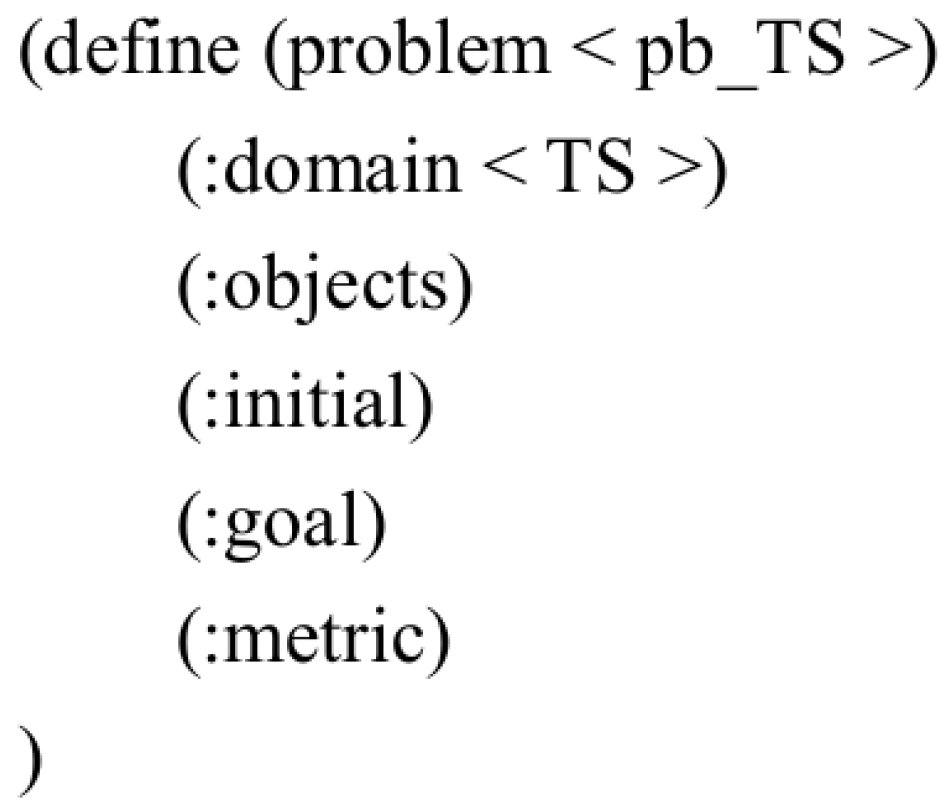
2.3.3. Problem File Creation
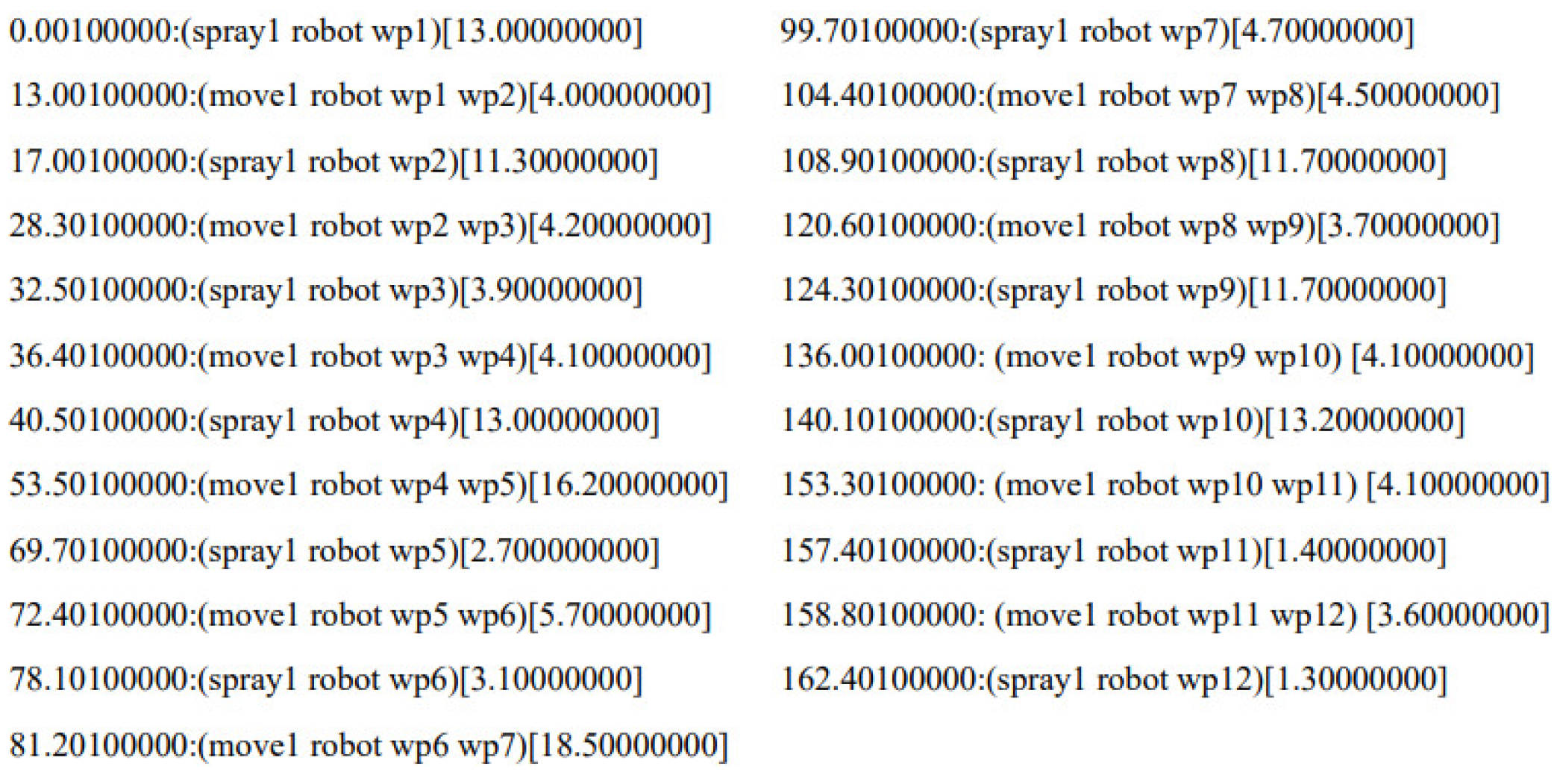
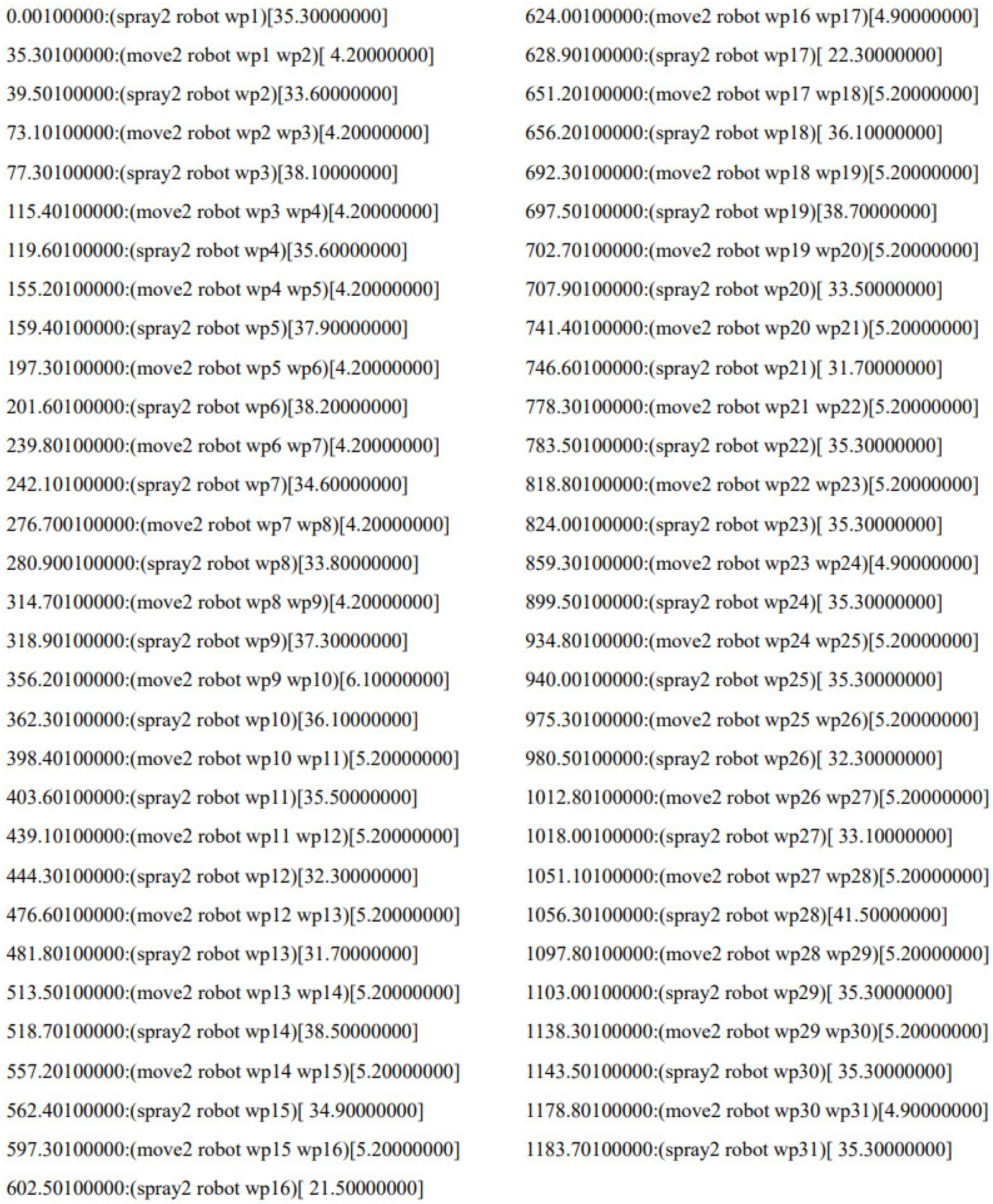
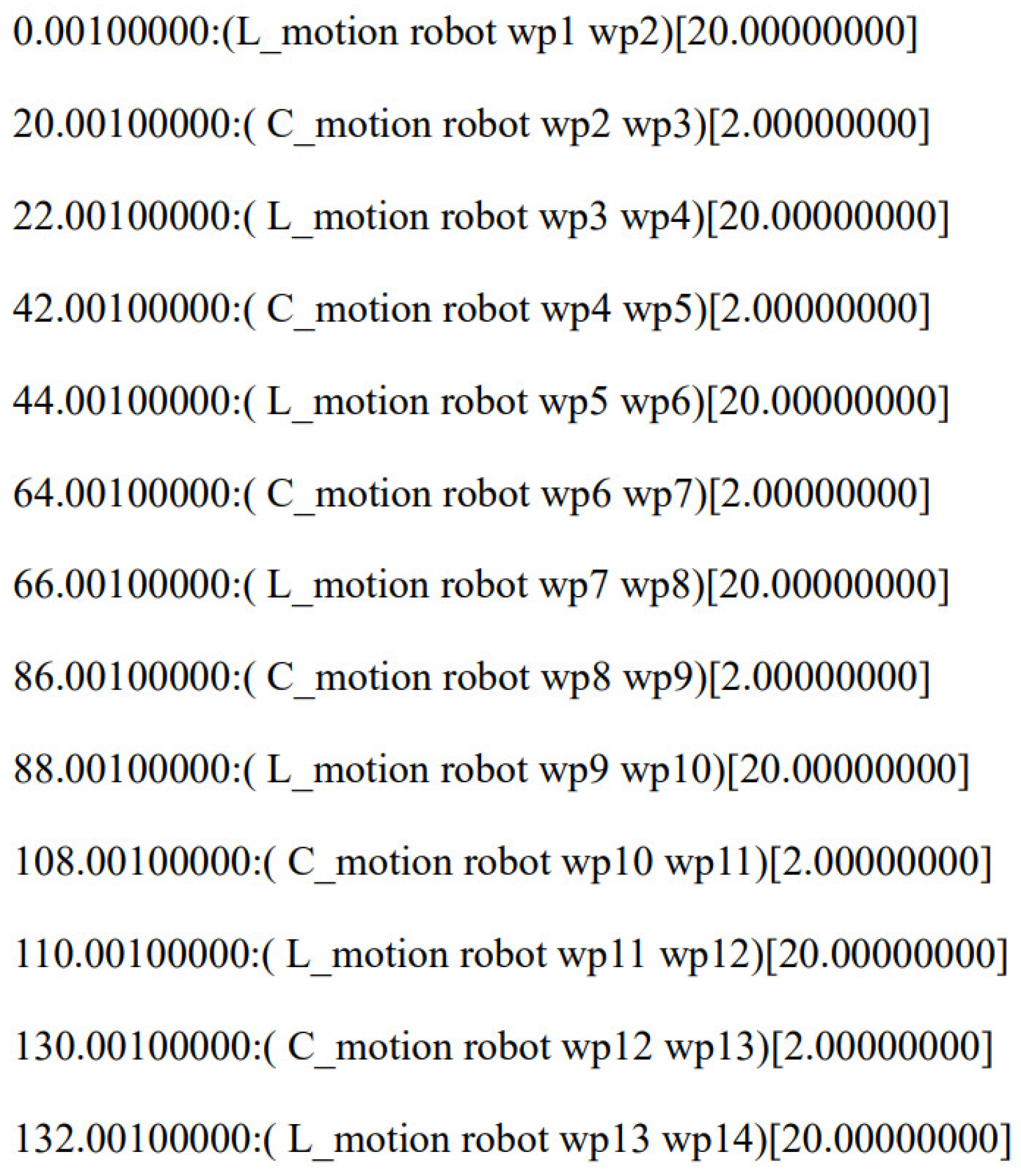
2.3.4. Planning Solution
3. Experiments and Results
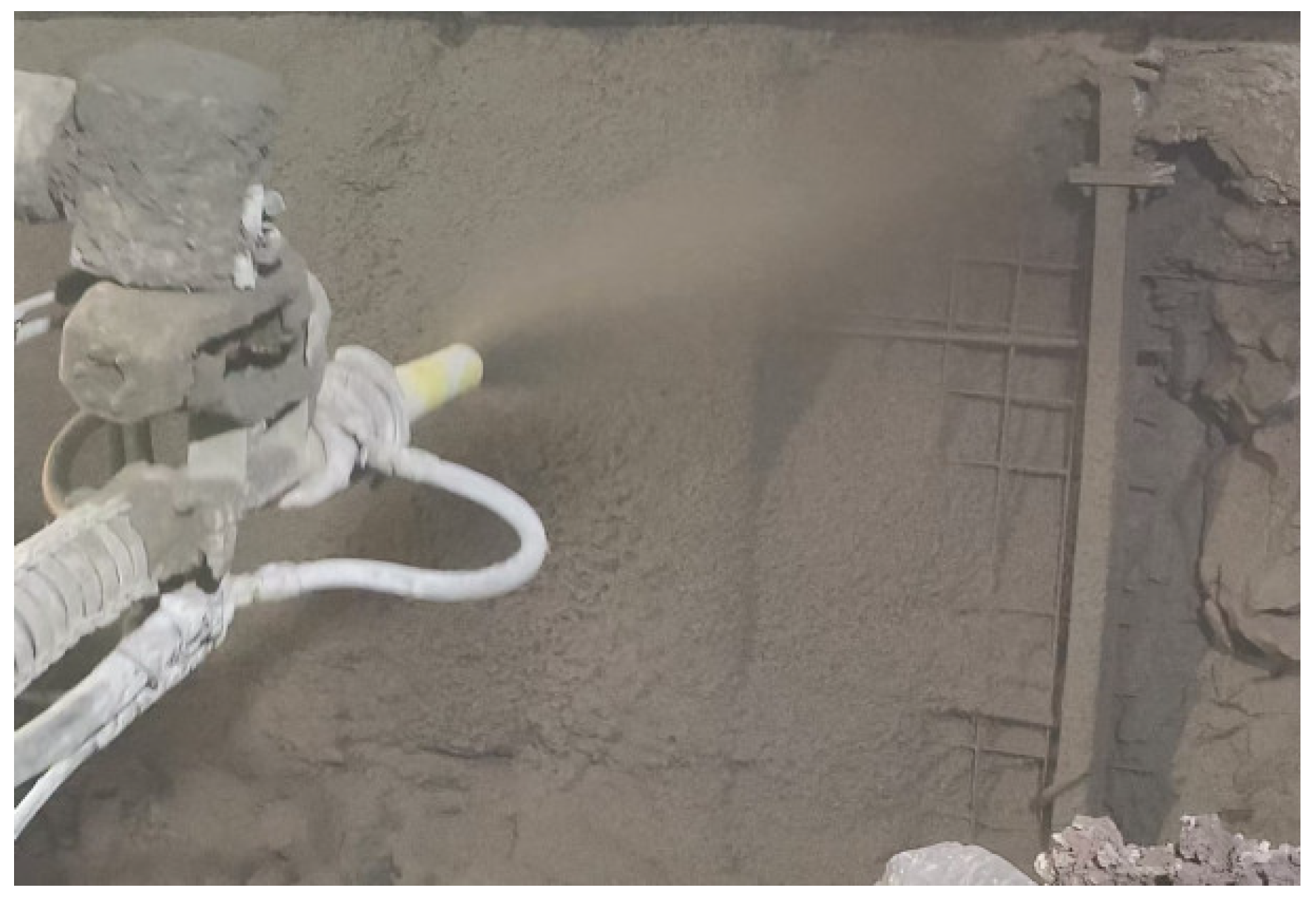
3.1. Experimental Steps
3.2. Experimentals
3.2.1. Patching Layer Spraying Experiment
3.2.2. Filling Layer Spraying Experiment
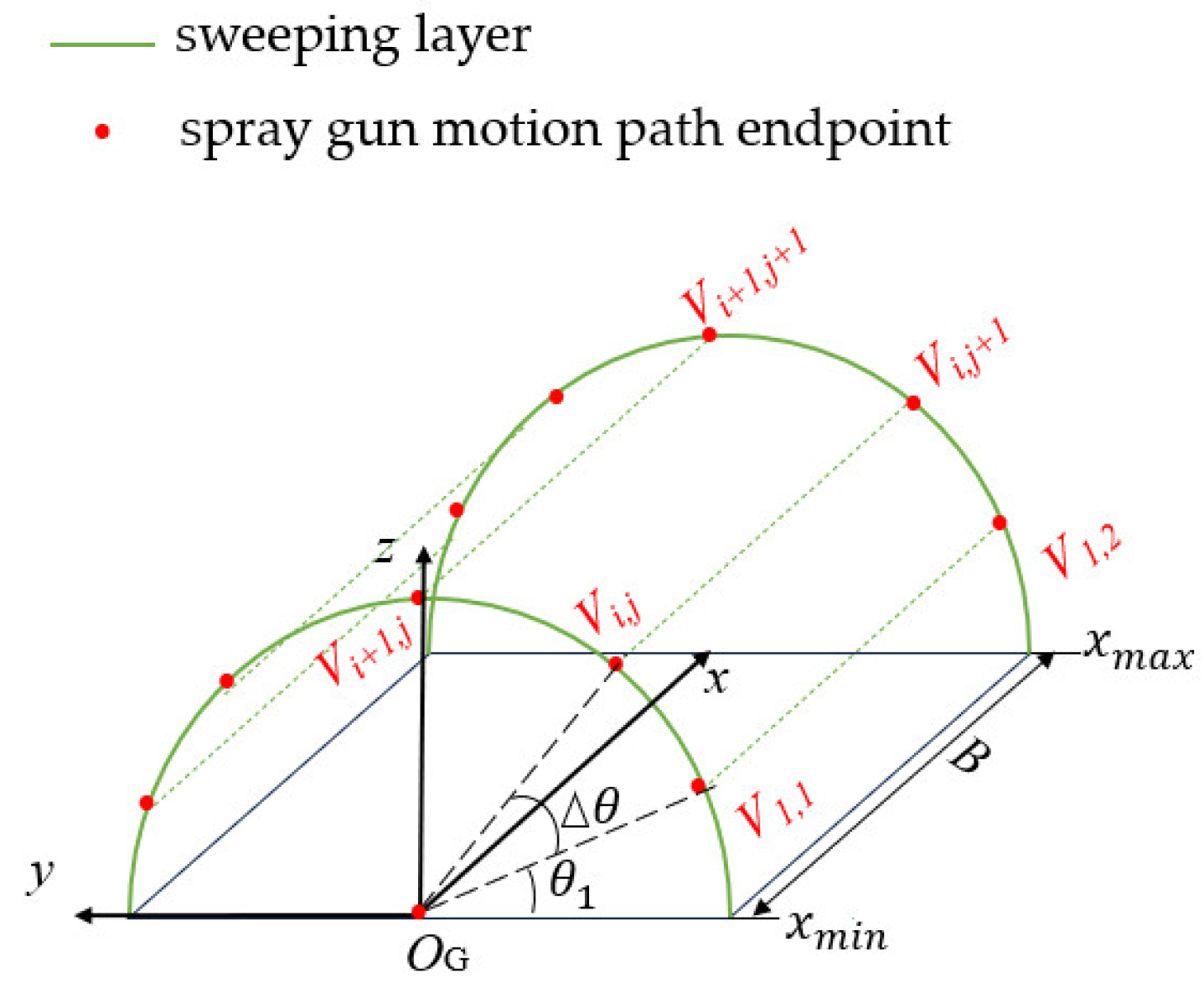
3.2.3. Sweeping Layer Spraying Experiment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, Y.; Zuo, H.; Chen, X.; Zhu, J.; Ji, C.; Chen, Z. A Combinational Optimization Algorithm for Inverse Kinematics of an 8-DOF Redundant Manipulators. In Proceedings of the International Conference on Mechanism and Machine Science, Yantai, China, 30 July—1 August 2022; Springer: Berlin/Heidelberg, Germany, 2022; pp. 1089–1104. [Google Scholar]
- Gasparetto, A.; Vidoni, R.; Pillan, D.; Saccavini, E. Automatic Path and Trajectory Planning for Robotic Spray Painting. In Proceedings of the ROBOTIK 2012, 7th German Conference on Robotics, VDE, Munich, Germany, 21–22 May 2012; pp. 1–6. [Google Scholar]
- Liu, G.; Sun, X.; Liu, Y.; Liu, T.; Li, C.; Zhang, X. Automatic Spraying Motion Planning of a Shotcrete Manipulator. Intell. Serv. Robot. 2022, 15, 115–128. [Google Scholar] [CrossRef]
- Zaizheng, L.; Nianwen, Q.; Qingjian, Z.; Jianhua, L. Research on Intelligent Control System and Spray Path Planning Design of Spraying Manipulator. Tunn Construction. (Chin. Engl.) 2018, 38, 1391–1396. [Google Scholar]
- Xianchao, S. Research on Automated Operation Strategy and Trajectory Planning of Wet Spray Robotic Arm; Harbin Institute of Technology: Harbin, China, 2021. [Google Scholar]
- Antonio, J.K. Optimal Trajectory Planning for Spray Coating. In Proceedings of the 1994 IEEE International Conference on Robotics and Automation, San Diego, CA, USA, 8–13 May 1994; IEEE: New York, NY, USA, 1994; pp. 2570–2577. [Google Scholar]
- Freund, E.; Rokossa, D.; Roßmann, J. Process-Oriented Approach to an Efficient off-Line Programming of Industrial Robots. In Proceedings of the IECON’98, 24th Annual Conference of the IEEE Industrial Electronics Society (Cat. No. 98CH36200), Aachen, Germany, 31 August 1998; IEEE: New York, NY, USA, 1998; Volume 1, pp. 208–213. [Google Scholar]
- Arikan, M.S.; Balkan, T. Process Simulation and Paint Thickness Measurement for Robotic Spray Painting. CIRP Ann. 2001, 50, 291–294. [Google Scholar] [CrossRef]
- Yonggui, Z.; Yumei, H. New Model for Air Spray Gun of Robotic Spray-Painting. J. Mech. Eng. 2006, 42, 226–233. [Google Scholar]
- Sheng, W.; Chen, H.; Xi, N.; Chen, Y. Tool Path Planning for Compound Surfaces in Spray Forming Processes. IEEE Trans. Autom. Sci. Eng. 2005, 2, 240–249. [Google Scholar] [CrossRef]
- Guolei, W.; Qiang, Y.; Dongjing, M.; Ken, C.; Liqiang, W. Multivariable Coating Thickness Distribution Model for Robotic Spray Painting. J. Tsinghua Univ. (Sci. Technol.) 2017, 57, 324–330. [Google Scholar]
- Qi, S.; Jiang, D.; Sun, Y.; Xiong, T.; Wei, Y.; Xu, Z. IMPSO-Based Trajectory Optimization and Control of Liquid Apply Sound Deadener Spraying Robot for High-Speed Train. IEEE Access 2024, 12, 127149–127164. [Google Scholar] [CrossRef]
- Yu, X.; Cheng, Z.; Zhang, Y.; Ou, L. Point Cloud Modeling and Slicing Algorithm for Trajectory Planning of Spray Painting Robot. Robotica 2021, 39, 2246–2267. [Google Scholar] [CrossRef]
- Ji, J.; Xu, J. Coating Thickness Distribution Model with Variable Velocity for Super-Large Plane Robot Spraying. Mach. Tool Hydraul. 2023, 51, 35–41. [Google Scholar]
- Dai, Y.; Xiang, C.; Zhang, Y.; Jiang, Y.; Qu, W.; Zhang, Q. A Review of Spatial Robotic Arm Trajectory Planning. Aerospace 2022, 9, 361. [Google Scholar] [CrossRef]
- Fikes, R.E.; Nilsson, N.J. STRIPS: A new approach to the application of theorem proving to problem solving. Artif. Intell. 1971, 2, 189–208. [Google Scholar] [CrossRef]
- Erol, K.; Hendler, J.A.; Nau, D.S. Semantics for Hierarchical Task-Network Planning; Citeseer: State College, PA, USA, 1994. [Google Scholar]
- Aeronautiques, C.; Howe, A.; Knoblock, C.; McDermott, I.D.; Ram, A.; Veloso, M.; Weld, D.; Sri, D.W.; Barrett, A.; Christianson, D.; et al. Pddl|The Planning Domain Definition Language; Technical Report; Yale University: New Haven, CT, USA, 1998. [Google Scholar]
- Jiang, Y.; Zhang, S.; Khandelwal, P.; Stone, P. Task Planning in Robotics: An Empirical Comparison of Pddl-and Asp-Based Systems. Front. Inf. Technol. Electron. Eng. 2019, 20, 363–373. [Google Scholar] [CrossRef]
- Yuhui, G.; Ming, S.; Dunbo, C.; Gong, Z. Research of a General Teleoperation Task Intelligent Planning Method. J. Deep. Space Explor. 2021, 8, 140–146. [Google Scholar]
- Vallati, M.; Chrpa, L.; McCluskey, T.L.; Hutter, F. On the Importance of Domain Model Configuration for Automated Planning Engines. J. Autom. Reason. 2021, 65, 727–773. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Predicates | Functions | Action |
|---|---|---|---|
| patching fill surface—wp | at ?robot | distance ?wp1 ?wp2 | move1 |
| Lm Cm—surface | next-to ?wp1 ?wp2 | robot_speed ?robot | spray1 |
| robot | visited ?wp | T ?wp | move2 |
| unvisited ?wp | spray2 | ||
| is-fill ?wp | L_motion | ||
| is-unfill ?wp | C_motion |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Shi, W.; Sui, X.; Liu, C.; Xu, K. PDDL Task Planning for Tunnel Spraying Based on a Multivariate Coating Accumulation Model. Appl. Sci. 2025, 15, 5187. https://doi.org/10.3390/app15095187
Huang Y, Shi W, Sui X, Liu C, Xu K. PDDL Task Planning for Tunnel Spraying Based on a Multivariate Coating Accumulation Model. Applied Sciences. 2025; 15(9):5187. https://doi.org/10.3390/app15095187
Chicago/Turabian StyleHuang, Yan, Wenzheng Shi, Xin Sui, Chunyang Liu, and Kai Xu. 2025. "PDDL Task Planning for Tunnel Spraying Based on a Multivariate Coating Accumulation Model" Applied Sciences 15, no. 9: 5187. https://doi.org/10.3390/app15095187
APA StyleHuang, Y., Shi, W., Sui, X., Liu, C., & Xu, K. (2025). PDDL Task Planning for Tunnel Spraying Based on a Multivariate Coating Accumulation Model. Applied Sciences, 15(9), 5187. https://doi.org/10.3390/app15095187