
Simulation and Experimental Research on the Sorting and Conveying of Step-by-Step Sugarcane Leaf Stripping Equipment

Abstract
1. Introduction
2. Materials and Methods
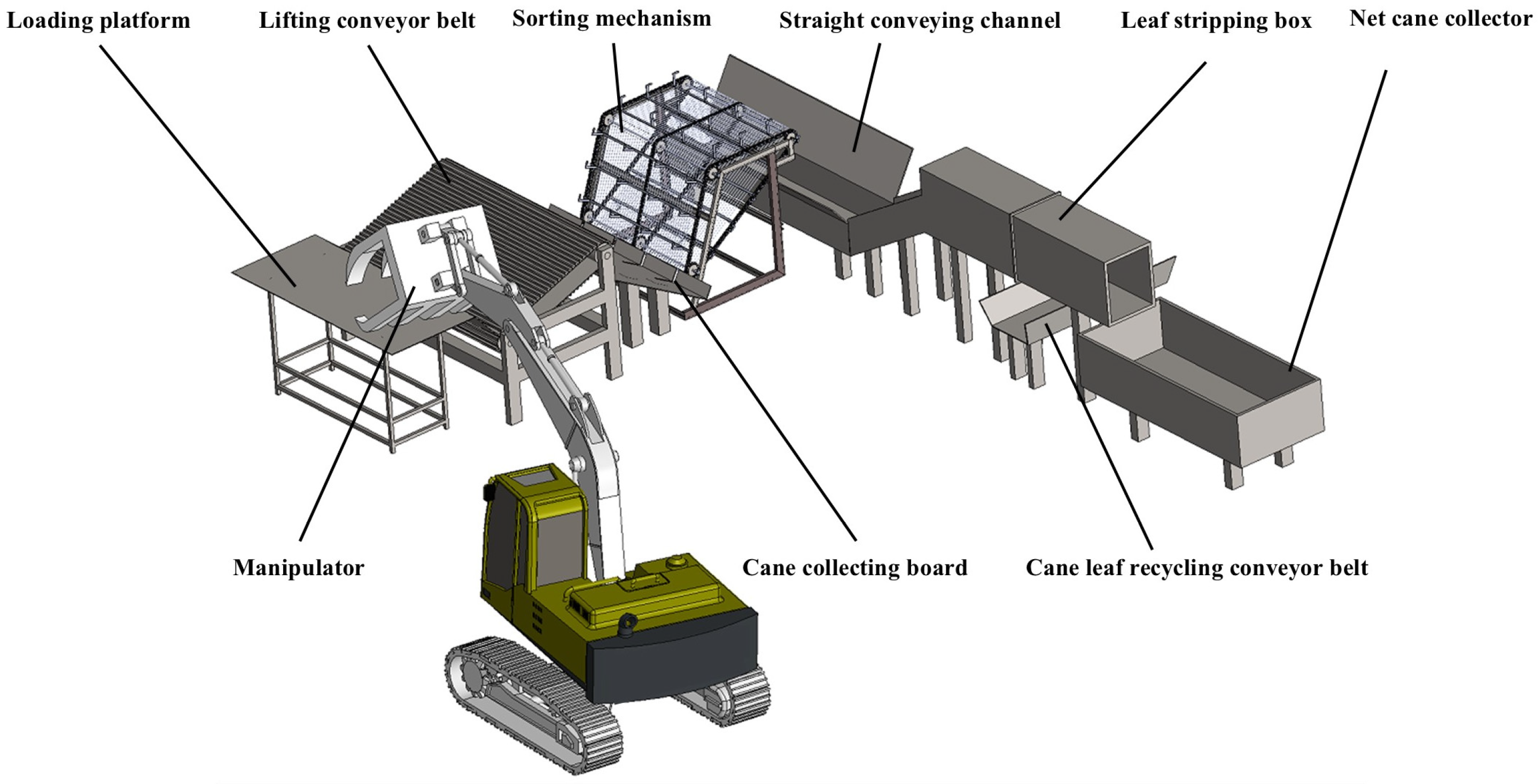
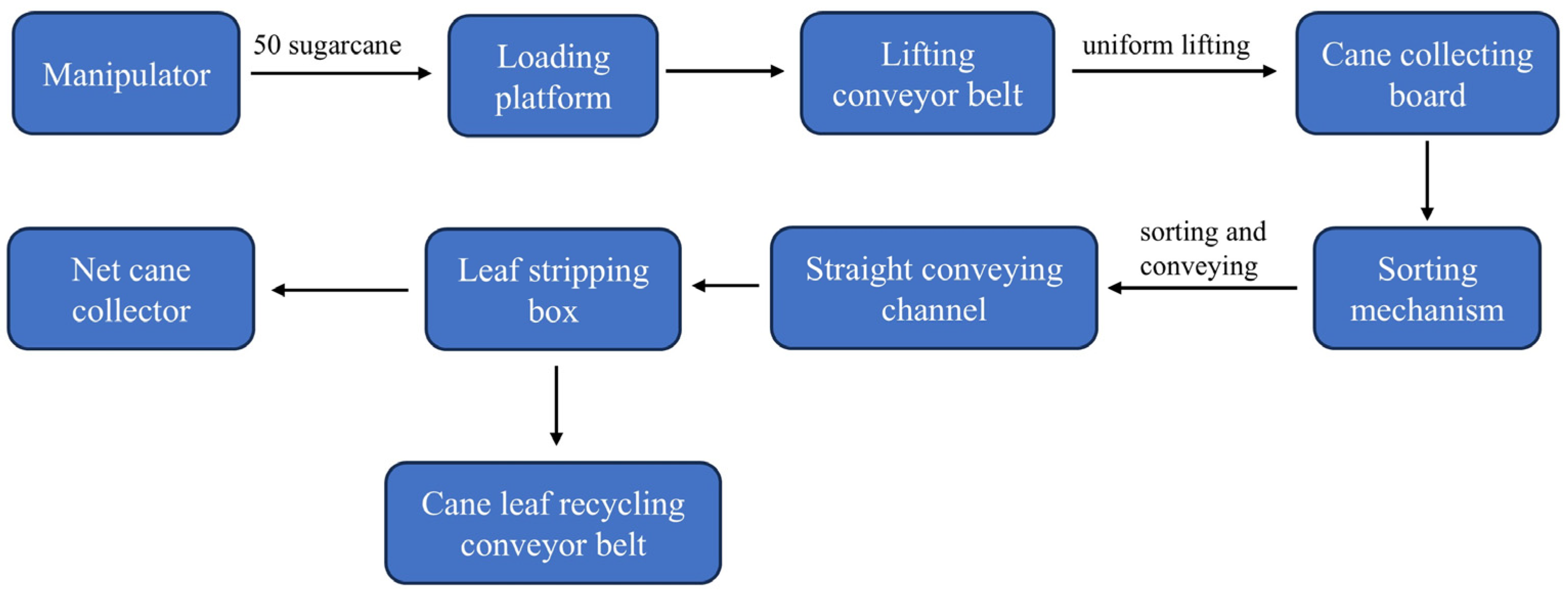
2.1. Overall Structure of Step-by-Step Sugarcane Leaf Stripping Equipment
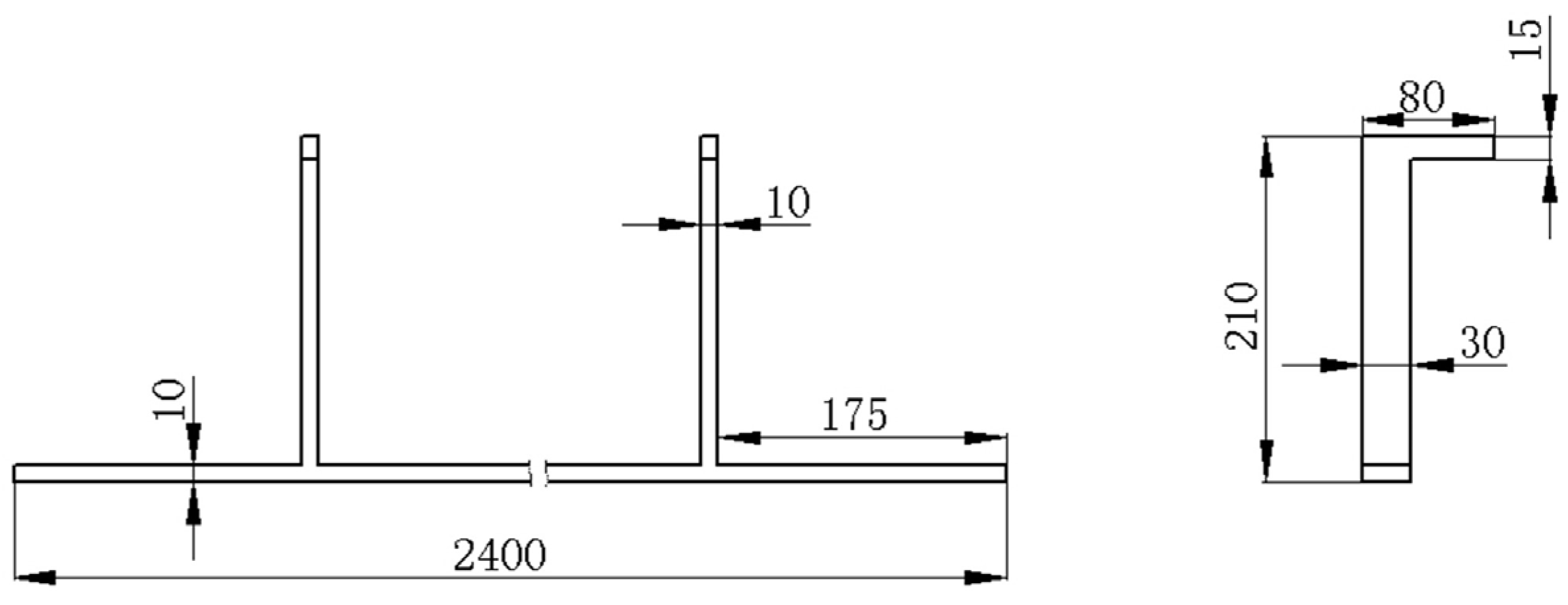
2.2. Design of Sorting and Conveying Mechanisms
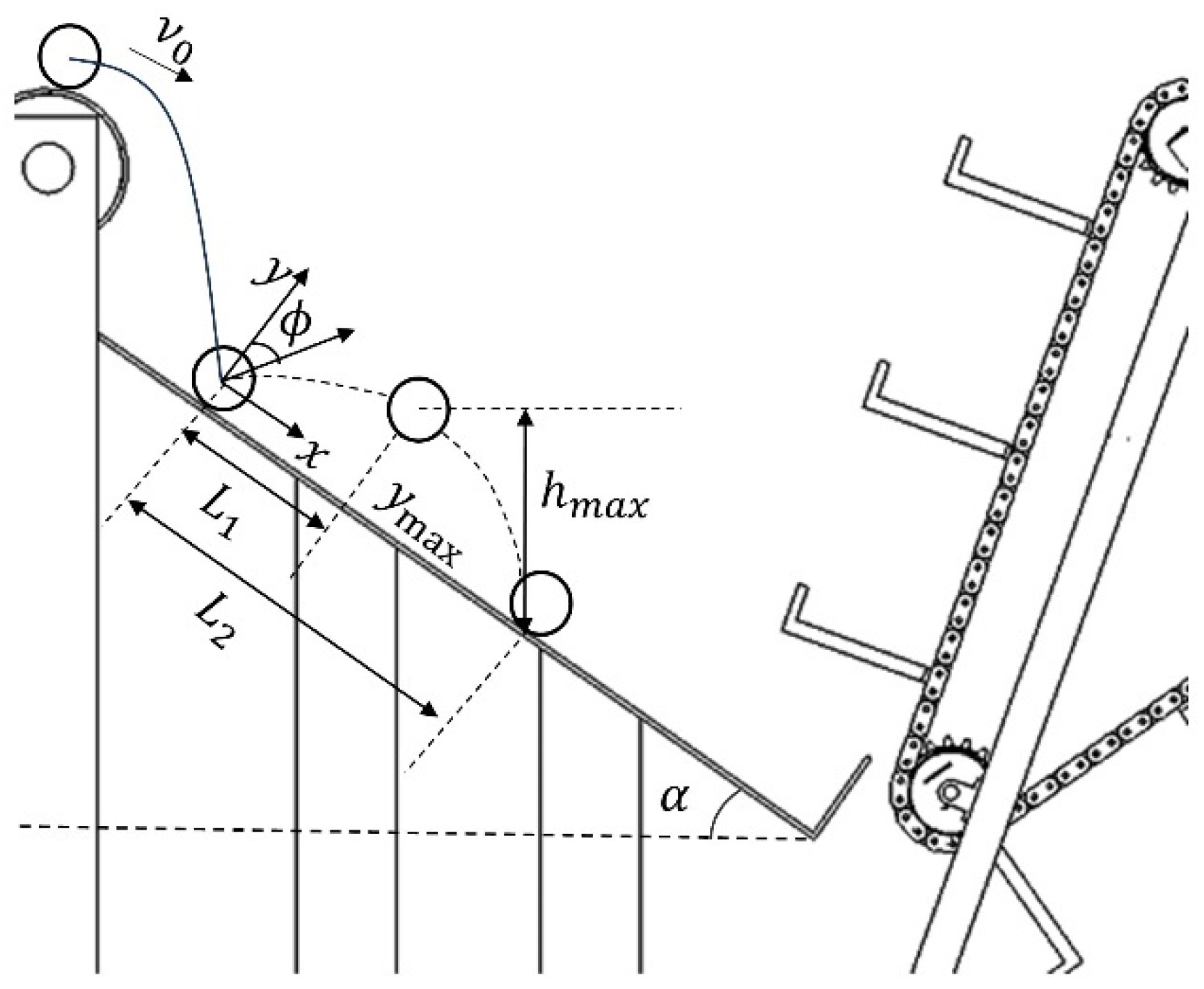
2.3. Analysis of the Motion of Sugarcane on a Cane Collection Plate
3. Simulation Test Analysis of Sorting and Conveying Process
3.1. Parameterization and Modeling for Simulations
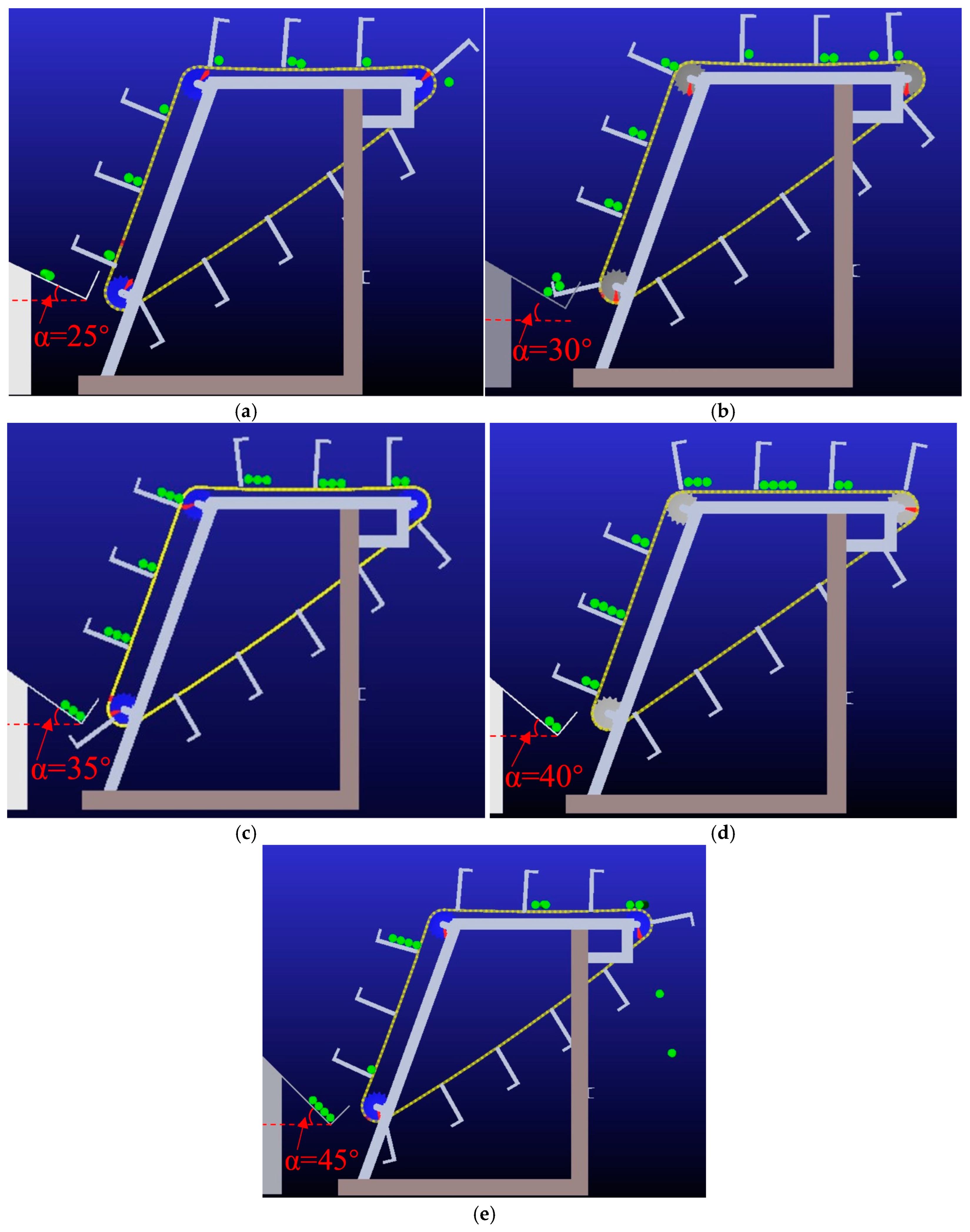
3.2. Single-Factor Simulation Experiments
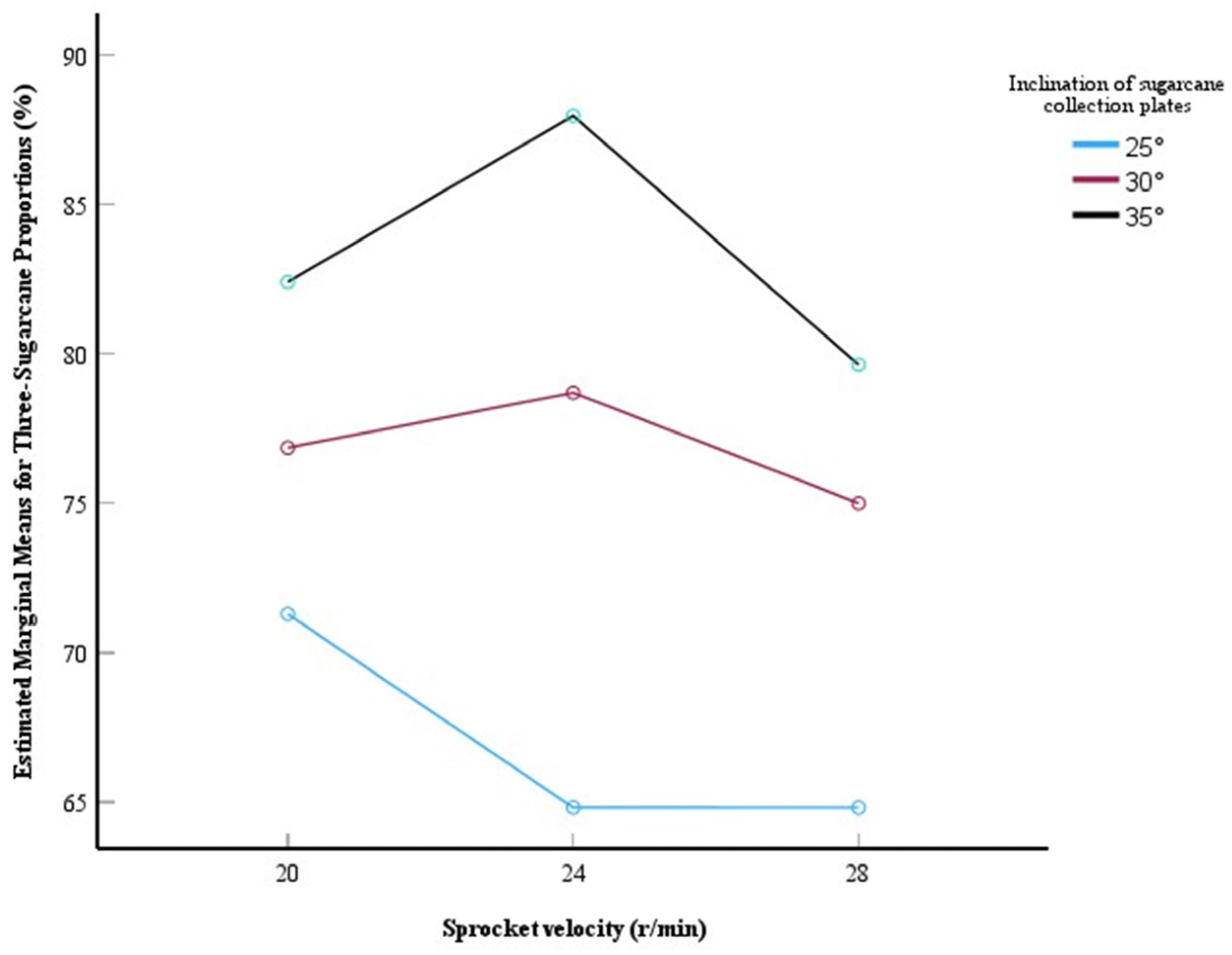
3.3. Analysis of Simulation Results
3.4. Two-Factor Level Test
4. Experiment and Analysis
4.1. Experimental Materials and Methods
4.2. Experimental Results and Analysis
5. Conclusions
- (1)
- In order to address the issues of step-by-step sugarcane harvesting and stripping equipment’s inability to efficiently sort and transport the sugarcane in the pile—which is prone to clogging, necessitates manual sorting, and fails to realize the entire mechanized operation, etc.—a sorting and transporting device comprising a lifting conveyor belt, a cane collecting plate, and a sorting mechanism has been designed. The collision process between the sugarcane and the collecting plate has been examined, and it has been found that the two variables influencing the sorting and transporting are the plate’s angle of inclination and the sprocket’s rotation speed (sorting speed)
- (2)
- Based on the ADAMS simulation, the influence mechanisms of the cane collecting plate inclination angle and sprocket rotational speed on the percentage of sorting three canes is studied. The simulation study shows that the percentage of sorting three canes is significantly impacted by the inclination angle of the cane collector plate, the sprocket wheel’s rotational speed, and the interaction between the sprocket wheel’s rotational speed and the cane collector plate’s inclination angle. After analyzing the interaction effect, it was determined that when the inclination angle of the cane collecting plate was 35° and the rotating speed of the sprocket wheel was 24 r/min, the sorting three cane percentage attained the ideal value of 87.96%.
- (3)
- Based on the simulation’s optimal parameters, the sorting and conveying device’s physical prototype was tested and analyzed. The average percentage of sorting three sugarcane was 80.56%, which was lower than the simulation’s value of 87.96%; the relative error between the simulation and test values for the percentage of sorting three sugarcane was 8.4%, and the average percentage of sorting four sugarcane was 1.11%, which fell within a reasonable error range. These results showed that the sorting and conveying device was feasible and practical, and that it could sort sugarcane and avoid blockages. It demonstrates that this sorting and conveying mechanism can efficiently sort sugarcane while preventing blockages, which is both realistic and useful.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ikram, K.; Niaz, Y.; Mansha, M.Z.; Ghani, M.U.; Shabir, F.; Waqas, M.M.; Bodlah, M.A.; Nadeem, M.; Afzal, A.; Omer, M.M.; et al. Cleaning Material Arrangement Testing for Sugarcane Detrasher: A Simulation Approach. Big Data Agric. 2020, 2, 65–68. [Google Scholar] [CrossRef]
- Zhou, B.C.; Ma, S.C.; Li, W.Q.; Li, W.Z.; Pen, C. Study on the Influence Mechanism of Energy Consumption of Sugarcane Harvester Extractor by Fluid Simulation and Experiment. Agriculture 2023, 13, 1726. [Google Scholar] [CrossRef]
- Li, Z.; Lin, Z.L.; Li, S.Y.; Zhang, H. Optimization research on the working parameters of sugarcane harvester on the cutting time of stalks using virtual prototype technology. Sugar Tech 2023, 25, 41–56. [Google Scholar] [CrossRef]
- Singh, A.K.; Solomon, S. Development of a sugarcane detrasher. Sugar Tech 2015, 17, 189–194. [Google Scholar] [CrossRef]
- Xie, F.X.; Song, J.; Zhang, X.L.; Zhang, L. Analysis and experiment on sugarcane leaf isolation of whole-stalk sugarcane harvesters. Int. Agric. Eng. J. 2019, 28. [Google Scholar]
- Shang, J.D.; Wang, Z.; Hu, D.F. Research on the Leaf-Stripping Device of Whole Stalk and Small-Scale Sugarcane Combine Harvester. Appl. Mech. Mater. 2014, 488, 1181–1184. [Google Scholar] [CrossRef]
- Ma, S.; Karkee, M.; Scharf, P.A.; Zhang, Q. Sugarcane harvester technology: A critical overview. Appl. Eng. Agric. 2014, 30, 727–739. [Google Scholar]
- Chen, M.D.; Lu, J.P.; Lin, Y.D.; Feng, W.K.; Zhong, Y.L. Research on operation parameters of leaf cleaning element of pulling type sugarcane leaf-stripping machine. J. Chin. Agric. Mech. 2024, 45, 122–126. [Google Scholar]
- Mou, X.W.; Ou, Y.G.; Liu, Q.T.; Zeng, Z.Q. Analysis on leaf-stripping effect of sugarcane feeding way for centrifugal leaf-stripping machine. In Proceedings of the 2011 International Conference on New Technology of Agricultural, Zibo, China, 27–29 May 2011; pp. 19–23. [Google Scholar]
- Xie, L.; Wang, J.; Cheng, S.; Hu, J. Improved design and experiment of whole stalk operating system after sugar cane severing. In Proceedings of the 2016 ASABE American Society of Agricultural and Biological Engineers Annual International Meeting, Orlando, FL, USA, 17–20 July 2016; p. 1. [Google Scholar]
- Kent, G.A. Issues Associated with Using Trash as a Cogeneration Fuel. Sugar Tech 2014, 16, 227–234. [Google Scholar] [CrossRef]
- Patel, A.; Moses, S.C.; MD’Souza, P.; Alam, R.N. Design, fabrication and performance evaluation of tractor operated sugarcane leaf stripper for labour saving and cost reduction machinery in sugarcane. Pharma Innov. J. 2022, 11, 505–511. [Google Scholar]
- Ikram, K.; Ahmad, M.; Ghafoor, A.; Tanveer, A. Design, fabrication, and performance evaluation of indigenous sugarcane leaf stripping machine. Pak. J. Agric. Sci. 2019, 56, 451–457. [Google Scholar]
- Jadhav, U.; Khot, L.R.; Ehsani, R.; Jagdale, V.; Schueller, J.K. Volumetric mass flow sensor for citrus mechanical harvesting machines. Comput. Electron. Agric. 2014, 101, 93–101. [Google Scholar] [CrossRef]
- Taghanaki, S.A.; Zheng, Y.; Zhou, S.K.; Georgescu, B.; Sharma, P.; Xu, D.; Comaniciu, D.; Hamarneh, G. Combo loss: Handling input and output imbalance in multi-organ segmentation. Comput. Med. Imaging Graph. 2019, 75, 24–33. [Google Scholar] [CrossRef]
- Szegedy, C.; Vanhoucke, V.; Ioffe, S.; Shlens, J.; Wojna, Z. Rethinking the inception architecture for computer vision. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016; pp. 2818–2826. [Google Scholar]
- Yamada, T.; Mizuhara, N.; Yamamoto, H.; Matsui, M. A performance evaluation of disassembly systems with reverse blocking. Comput. Ind. Eng. 2009, 56, 1113–1125. [Google Scholar] [CrossRef]
- Xu, H.; Wu, T.; Liu, Q.; Zhang, Z.; Gan, X.; Liang, X. Investigation of the trajectory of expelled billets from the chopping rollers of a sugarcane harvester. Sugar Tech 2020, 22, 896–910. [Google Scholar] [CrossRef]
- Li, L. The logistics characteristics analysis on flexible conveying device of mini-type sugarcane harvester. Appl. Mech. Mater. 2013, 321, 201–204. [Google Scholar] [CrossRef]
- Shen, Z.H.; Li, S.P.; Ma, F.L.; Gao, J.L. Simulation and Experiment on Feed Ability of Small Sugarcane Harvester. Trans. Chin. Soc. Agric. Mach. 2014, 45, 117–123. [Google Scholar]
- Lai, X.; Chen, P.Z.; Li, S.P.; Wang, M.M.; Cheng, J.H.; Huang, H.R. Conveyor control system design and testing for sugarcane harvesters with complete stalks. Trans. Chin. Soc. Agric. Mach. 2023, 54, 121–128. [Google Scholar]
- Zhou, S.P.; Liu, Q.T.; Yang, T.D.; Huang, M.; He, T.F.; Huang, Z. Design and test of vertical clamping conveyor channel leaf stripping device for sugarcane. J. South China Agric. Univ. 2019, 40, 117–124. [Google Scholar]
- Luo, J.C.; Wen, S.; Li, H.G.; Liu, Q.T. Analysis of sugarcane tailstock’s Poisson’s ratio by experimentation. J. South China Agric. Univ. 2017, 38, 118–124. [Google Scholar]
- Ye, Z.L.; Wang, Y.X.; Tang, Y.Q.; Qiu, Z.G.; Luo, W.H.; Ren, G.F.; Zhao, Q.X. Dynamic Simulation Analysis of the Working Process of the Picking Mechanism of a Sugarcane Leaf Cutting and Returning Machine. Appl. Sci. 2023, 13, 1620. [Google Scholar] [CrossRef]
- Tan, J.Y.; Sha, J.L.; Zhang, W.Y. A study of the effect of Adams contact parameters on post-crash velocity. Low Carbon World 2017, 18, 283–284. [Google Scholar]
- Khemili, I.; Romdhane, L. Dynamic analysis of a flexible slider–crank mechanism with clearance. Eur. J. Mech. A/Solids 2008, 27, 882–898. [Google Scholar] [CrossRef]
- Yang, J.; Wang, X.J. Kinematics Simulation Based on ADAMS Belt Conveyor Rollers. Adv. Mater. Res. 2014, 3227, 666–669. [Google Scholar] [CrossRef]
- Hu, Y.H.; Feng, J.Z.; Qiao, Y.C.; Yu, C.H.; Luo, W.K.; Zhang, K.L.; Liu, R.F.; Han, R.Z. Research and Validation of Vibratory Harvesting Device for Red Jujube Based on ADAMS and ANSYS. Agriculture 2023, 13, 1334. [Google Scholar] [CrossRef]
- Pei, W.C.; Li, Y.G.; Li, Y.H. Modeling impact forces with ADAMS virtual prototyping technology. J. North China Univ. Sci. Technol. (Nat. Sci. Ed.) 2008, 4, 59–63. [Google Scholar]
- Wu, T.; Li, F.; Liu, Q.; Ren, J.; Huang, J.; Qin, Z. Numerical Simulation and Analysis of the Impurity Removal Process of a Sugarcane Chopper Harvester Based on a CFD–DEM Model. Agriculture 2024, 14, 1392. [Google Scholar] [CrossRef]
- Ma, F.L.; Teng, X.; Li, K.; Li, S.P.; Wu, F. Simulation Analysis of Roller Rake Structure of Replanting Device for Sugarcane Horizontal Planter. J. Agric. Mech. Res. 2024, 46, 48–52. [Google Scholar]
- Xie, L.X.; Wang, J.; Cheng, S.M.; Zeng, B.S.; Yang, Z.Z. Optimisation and dynamic simulation of a conveying and top breaking system for whole-stalk sugarcane harvesters. Biosyst. Eng. 2020, 197, 156–169. [Google Scholar] [CrossRef]
- Ma, F.L.; Li, J.H.; Duan, R.G.; Chen, B.; Chen, J.S. Experimental Study on the Interconnection of Seed Supply and Seeding System of Sugarcane Planters. J. Agric. Mech. Res. 2024, 46, 153–161. [Google Scholar]
- Ma, F.L.; Liu, T.X.; Li, S.P.; Luo, X.H.; Wu, F.; Wang, Y.F. Design and test of transverse transplanter for pre-cut sugarcane. Trans. Chin. Soc. Agric. Mach. 2020, 5, 7. [Google Scholar]
- Lai, X.; Chen, S.; Chen, P.Z.; Chen, D.J. Simulation and Experiment of Blockage of Conveyor System of Sugarcane Harvester. J. Agric. Mech. Res. 2025, 1–9. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Inclination angle of lifting conveyor belt (°) | 30 |
| Diameter of belt pulley (mm) | 250 |
| Speed of lifting conveyor belt (m/s) | 0.2 |
| Inclination angle of cane collecting board (°) | 35 |
| Diameter of sprocket wheel (mm) | 198 |
| Length of chain (m) | 5.75 |
| Number of sorting rakes | 12 |
| Length of hooks (mm) | 200 |
| Type of Contact | Coefficient of Stiffness (N/mm) | Factor of Damping (N·s/mm) | Index of Stiffness Contribution | Penetration Depth (mm) | Kinetic Friction Coefficient | Static Friction Coefficient |
|---|---|---|---|---|---|---|
| cane-lifting conveyor belt | 3000 | 3 | 2.2 | 0.1 | 0.6 | 0.5 |
| cane-collector plate | 4500 | 5 | 2 | 0.1 | 0.26 | 0.18 |
| cane-sorting claw | 4500 | 5 | 2 | 0.1 | 0.26 | 0.18 |
| cane–cane | 3000 | 3 | 2.2 | 0.1 | 0.5 | 0.45 |
| chain-link | 1,000,000 | 50 | 1.5 | 0.1 | 0.08 | 0.05 |
| Levels | Test Factors | |
|---|---|---|
| Inclination Angle of Cane Collection Plate A/(°) | Sprocket Speed B/(r/min) | |
| 1 | 25 | 20 |
| 2 | 30 | 24 |
| 3 | 35 | 28 |
| Treatment | Percentage of Three Canes/(%) | |||
|---|---|---|---|---|
| A/(°) | B/(r/min) | Repeat 1 | Repeat 2 | Repeat 3 |
| 25 | 20 | 69.44 | 72.22 | 72.22 |
| 24 | 63.89 | 66.67 | 63.89 | |
| 28 | 61.11 | 63.89 | 69.44 | |
| 30 | 20 | 77.78 | 75 | 77.78 |
| 24 | 80.56 | 72.22 | 83.33 | |
| 28 | 75 | 72.22 | 77.78 | |
| 35 | 20 | 83.33 | 80.56 | 83.33 |
| 24 | 88.89 | 86.11 | 88.89 | |
| 28 | 80.56 | 77.78 | 80.56 | |
| Source of Variance | Sum of Squares | Degrees of Freedom | Mean Square | F | p |
|---|---|---|---|---|---|
| A | 1221.718 | 2 | 610.859 | 73.699 | <0.0001 ** |
| B | 89.701 | 2 | 4.851 | 5.411 | 0.014 * |
| AB | 122.765 | 4 | 30.691 | 3.703 | 0.023 * |
| Residual | 149.194 | 18 | 8.289 | ||
| Sum | 1583.378 | 26 |
| Grouping | 0 Cane as a Proportion (%) | 1 Cane as a Proportion (%) | 2 Cane as a Proportion (%) | 3 Cane as a Proportion (%) | 4 Cane as a Proportion (%) |
|---|---|---|---|---|---|
| 1 | 8.33 | 8.33 | 16.67 | 66.67 | 0 |
| 2 | 0 | 8.33 | 8.33 | 83.33 | 0 |
| 3 | 0 | 8.33 | 0 | 91.6 | 0 |
| 4 | 0 | 0 | 8.33 | 83.33 | 8.33 |
| 5 | 8.33 | 16.67 | 0 | 75.00 | 0 |
| 6 | 0 | 0 | 16.67 | 83.33 | 0 |
| 7 | 16.67 | 8.33 | 0 | 75.00 | 0 |
| 8 | 0 | 0 | 8.33 | 91.6 | 0 |
| 9 | 0 | 0 | 0 | 100 | 0 |
| 10 | 0 | 0 | 8.33 | 91.6 | 0 |
| average amount | 3.33 | 5.00 | 6.67 | 84.15 | 0.83 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, J.; Zhang, Y.; Feng, W. Simulation and Experimental Research on the Sorting and Conveying of Step-by-Step Sugarcane Leaf Stripping Equipment. Appl. Sci. 2025, 15, 4811. https://doi.org/10.3390/app15094811
Lu J, Zhang Y, Feng W. Simulation and Experimental Research on the Sorting and Conveying of Step-by-Step Sugarcane Leaf Stripping Equipment. Applied Sciences. 2025; 15(9):4811. https://doi.org/10.3390/app15094811
Chicago/Turabian StyleLu, Jingping, Yongxu Zhang, and Wukai Feng. 2025. "Simulation and Experimental Research on the Sorting and Conveying of Step-by-Step Sugarcane Leaf Stripping Equipment" Applied Sciences 15, no. 9: 4811. https://doi.org/10.3390/app15094811
APA StyleLu, J., Zhang, Y., & Feng, W. (2025). Simulation and Experimental Research on the Sorting and Conveying of Step-by-Step Sugarcane Leaf Stripping Equipment. Applied Sciences, 15(9), 4811. https://doi.org/10.3390/app15094811