

Design and Calibration of a Sensory System of an Adaptive Gripper


Abstract
1. Introduction
2. Materials and Methods
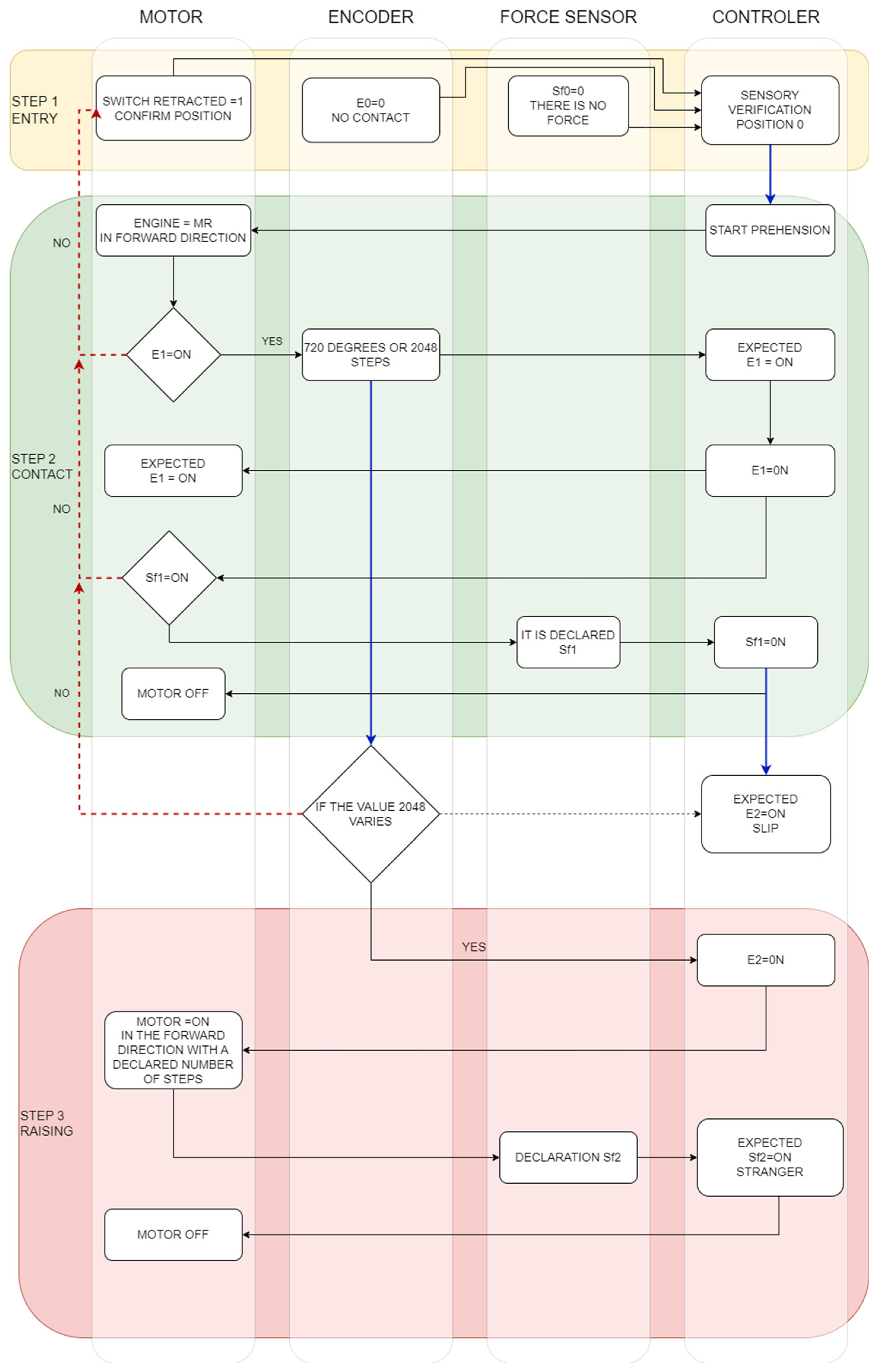
2.1. Logical Architecture of the Sensory System to Achieve Self-Adaptation
- -
- The force has exceeded the maximum limits;
- -
- The slip has reached its maximum point.
2.2. Sensory System Design
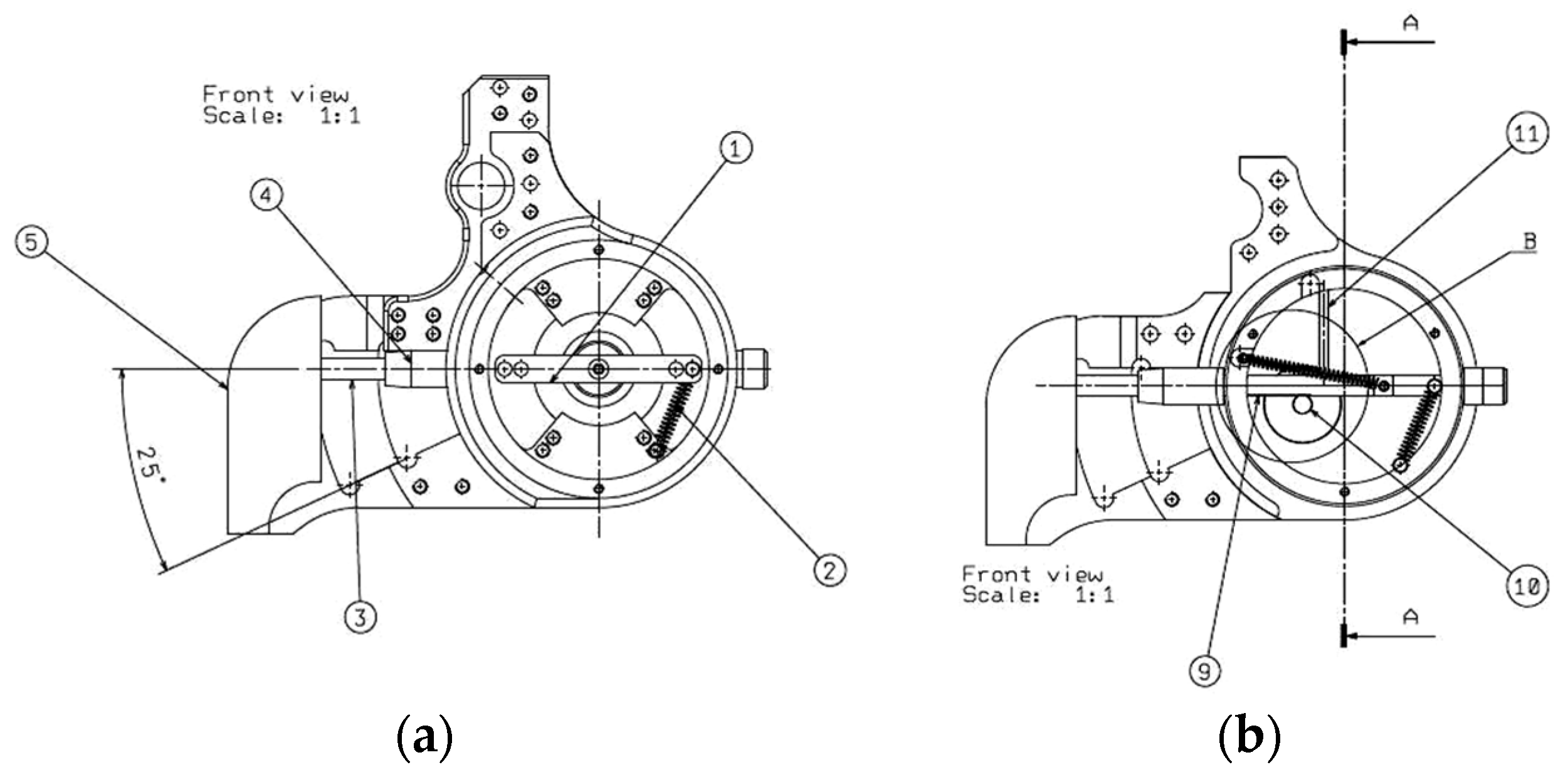
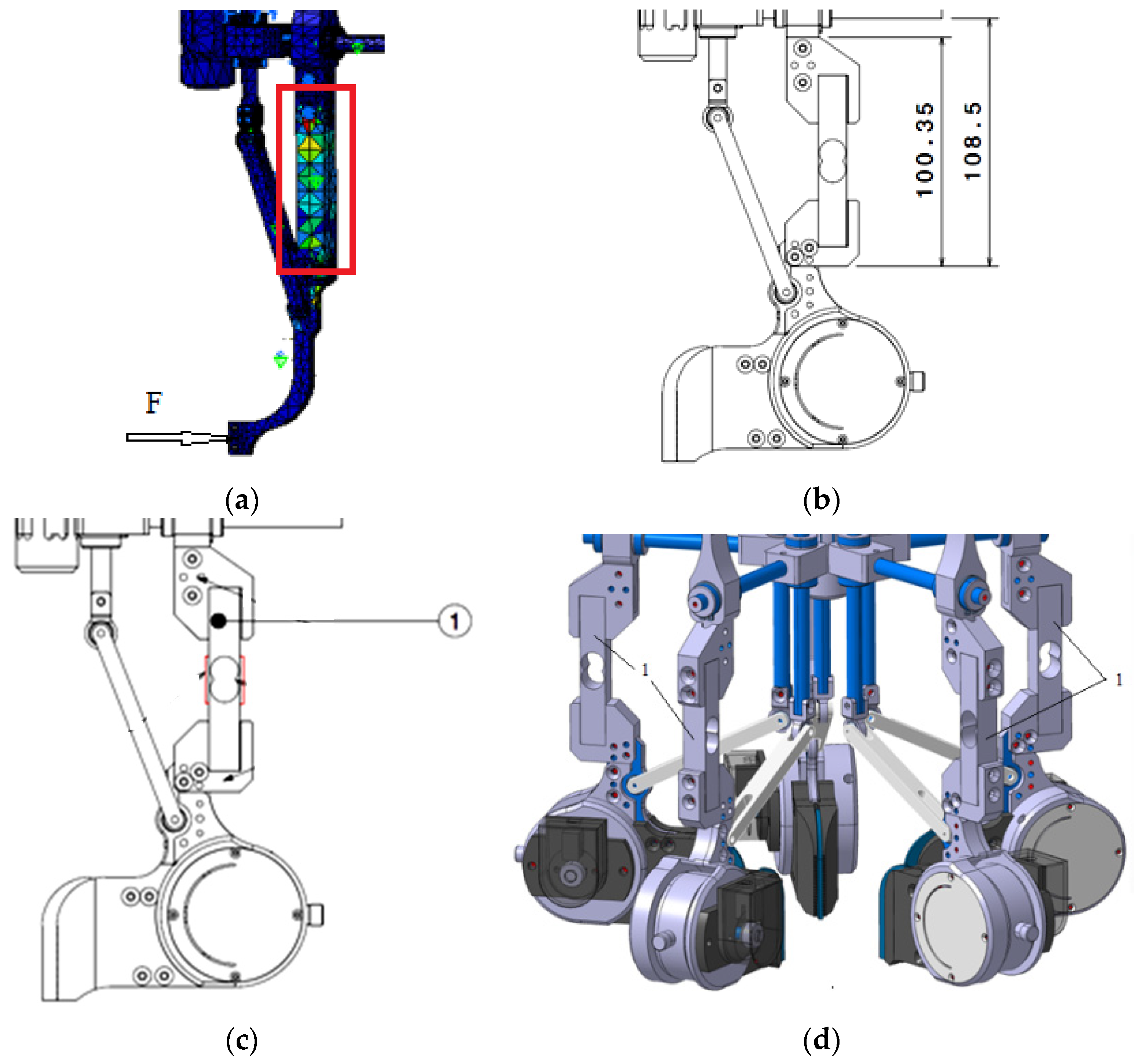
2.2.1. Slip Sensor Design
- -
- The detection system for determining the slip of the object must be capable of performing simultaneous translational and rotational movements.
- -
- For the accuracy and sensitivity of the slip determination, an incremental optical encoder with a resolution of 1024 must be used.
- -
- The mechanism must not generate negative forces on the slippage measurement system.
- -
- It must be integrated dimensionally into the entire grasping module.
- -
- It must respect the kinematic structure of the grasping module from a dimensional point of view.
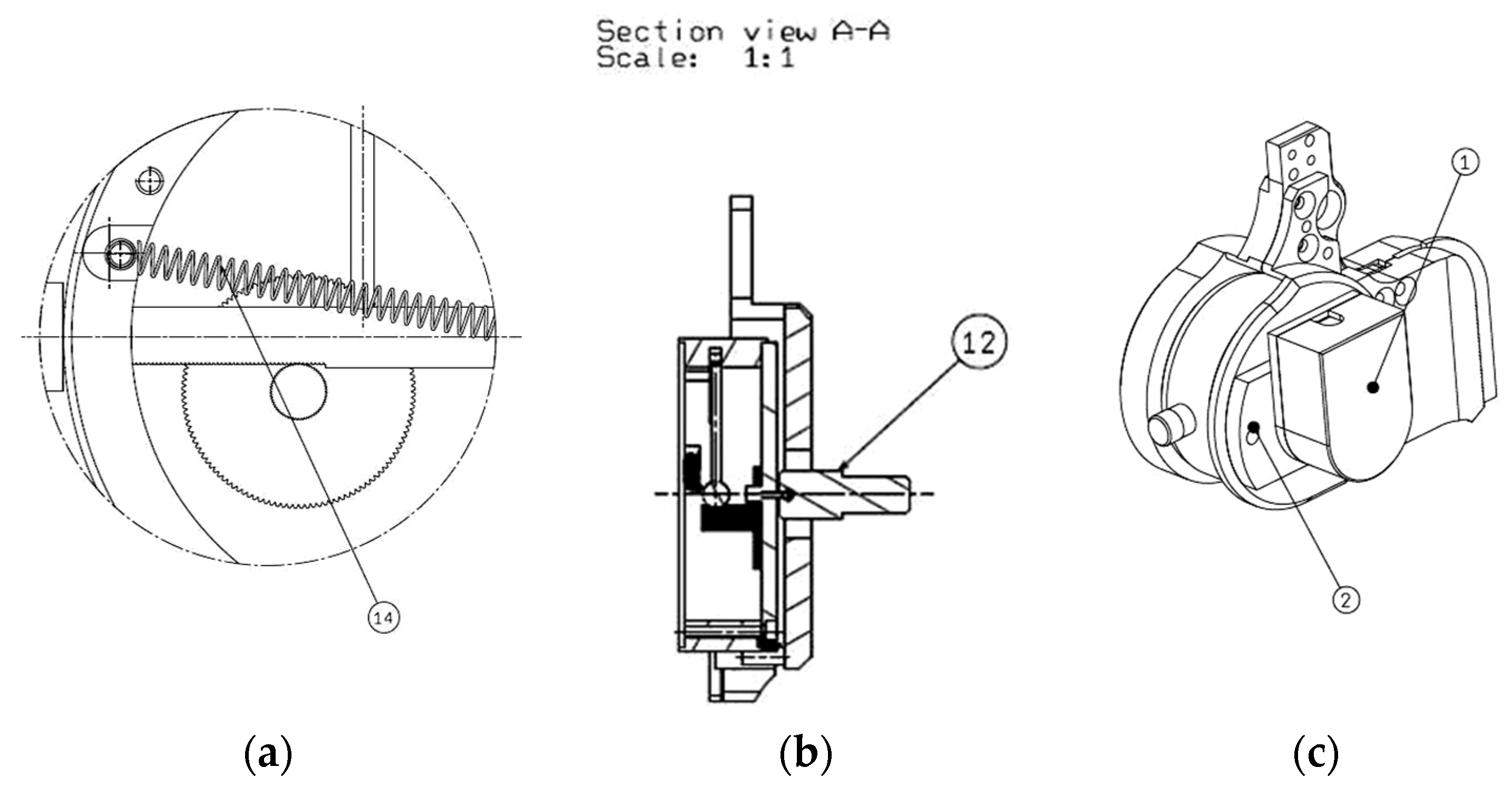
- Precise detection of slip: the combination of translational and rotational movements, amplified by the rack-and-pinion mechanism, increases the sensitivity of the sensor;
- High resolution: the 1024-pulse incremental optical encoder ensures precise detection of even the smallest movements;
- Optimal integration: the compact design and kinematic compatibility allow for easy integration into the gripping module.
2.2.2. Force Sensor Design
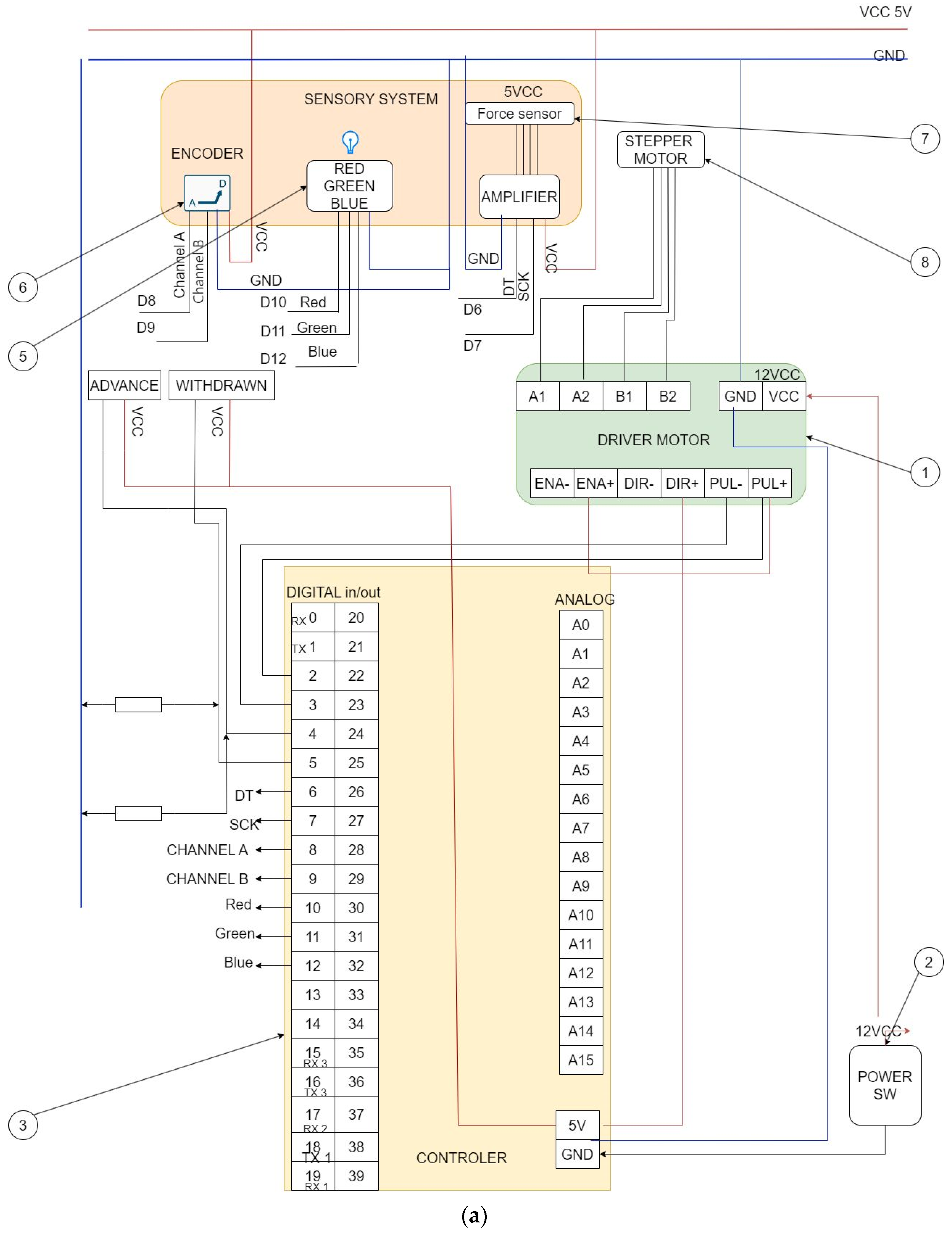
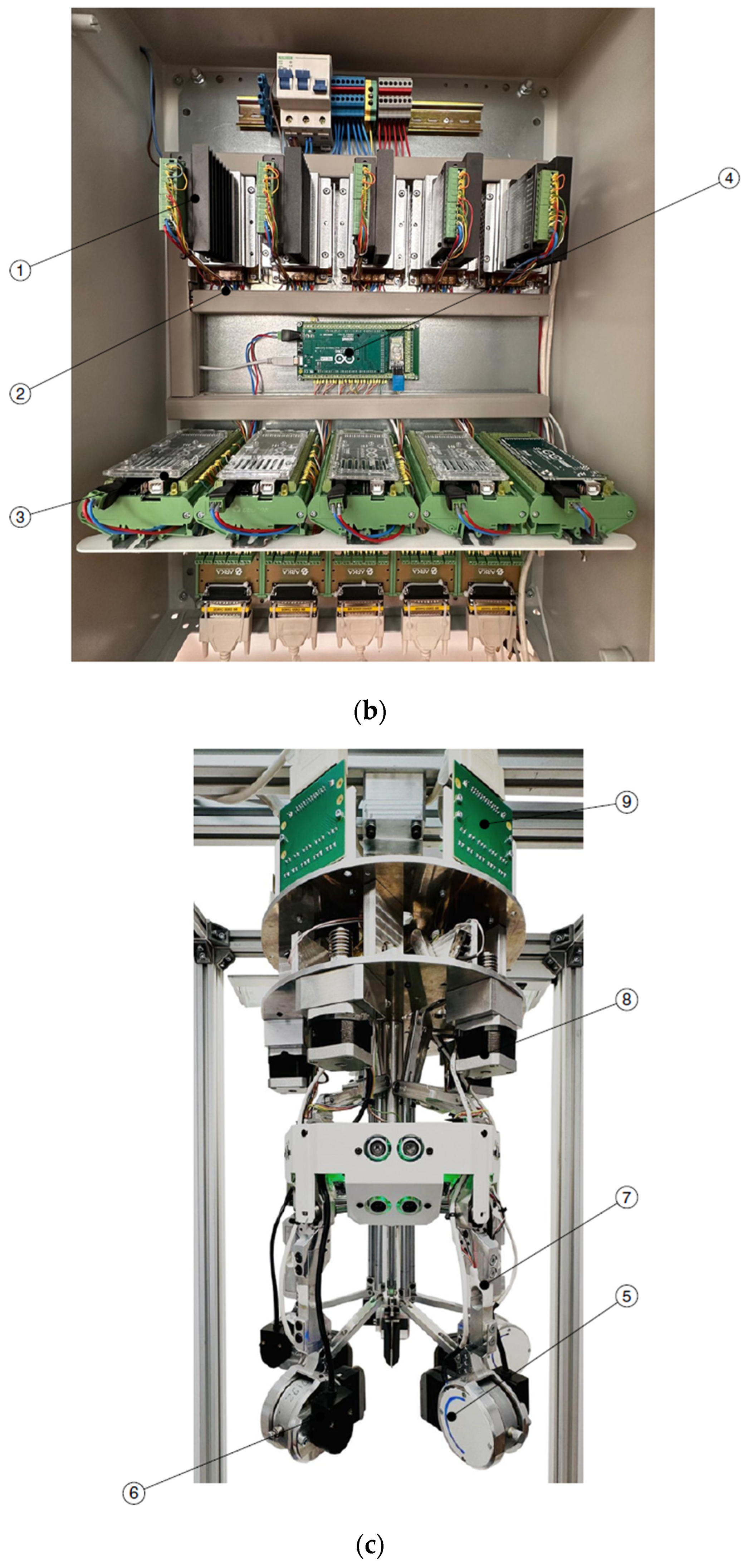
2.3. Design of the Electrical and Electronic Schematic of Each Gripping Module
- -
- Hardware interrupts: The code uses hardware interrupts (attachInterrupt) to continuously monitor signals from the incremental encoder. This method ensures rapid detection of any change in probe position, without the need for constant checking in the main loop (loop()), which significantly improves response time.
- -
- Efficient slip detection algorithm: The slip detection algorithm (although simplified in the provided code) quickly analyzes variations in the probe’s angular position. Comparing consecutive encoder values allows for the rapid detection of unexpected movement, indicating slip.
- -
- PID controller: The PID controller quickly calculates the necessary adjustments to the clamping force based on data from the force and slip sensors. The derivative component of the PID controller is crucial for rapid response to sudden changes in position (slip). The PID function is implemented directly in the main loop, ensuring a continuous and real-time response.
- -
- High sampling rate: The code reads data from the sensors at a high enough frequency (10 Hz for the slip sensor, depending on how fast the loop() loop for the force sensor executes) to quickly detect any changes.
- -
- Data acquisition from sensors: Each module (Slave) has its own set of sensors: a force sensor and a slip sensor (incremental encoder). The Slave controller collects data from these sensors locally, with a specified sampling frequency. The collected data are preprocessed locally (filtering, scaling) before being transmitted to the Master controller.
- -
- Communication with the Master controller: The Slave controllers transmit module status data to the Master controller via a digital communication channel using binary logic. This communication is bidirectional, allowing the Master controller to send commands to the Slave modules.
- -
- Master-level data processing and control: The Master controller receives data from all five modules. It processes these data to assess the overall condition of the gripper and the object being handled. The PID-based control algorithm makes decisions based on these data, adapting the gripping force and movements of each module.
- -
- Slave-level local control: The Slave controller receives commands from the Master controller and executes them locally. Using the PID algorithm, each Slave controller adjusts the gripping force and jaw movement to reach the setpoint set by the Master controller and to compensate for any detected slippage.
3. Results
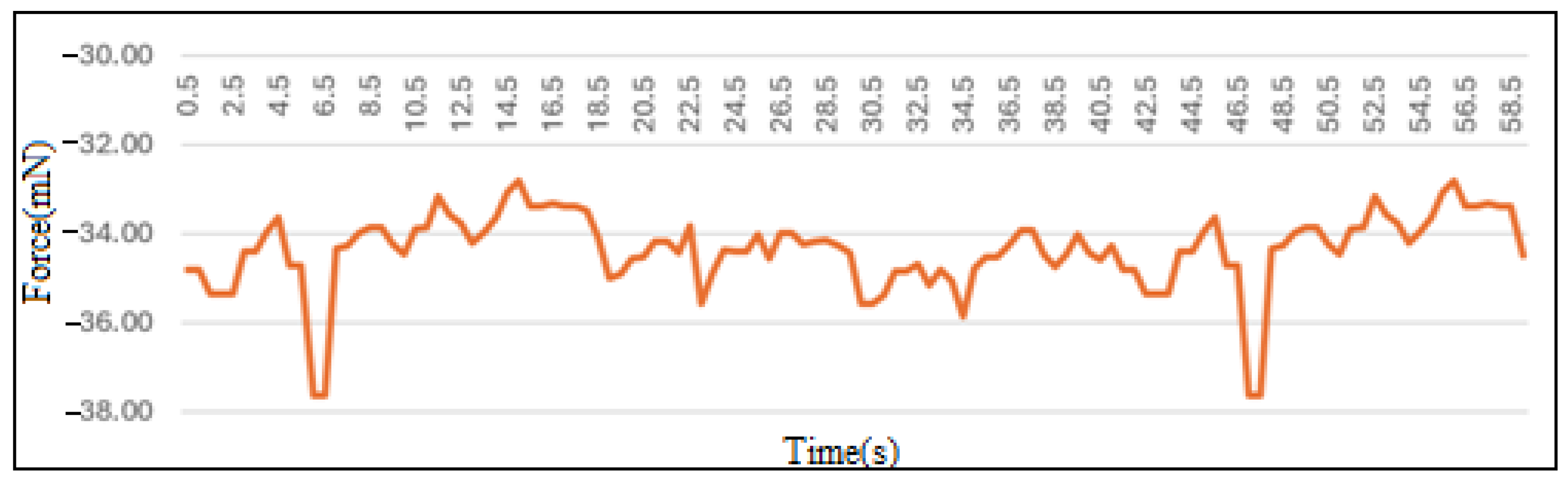
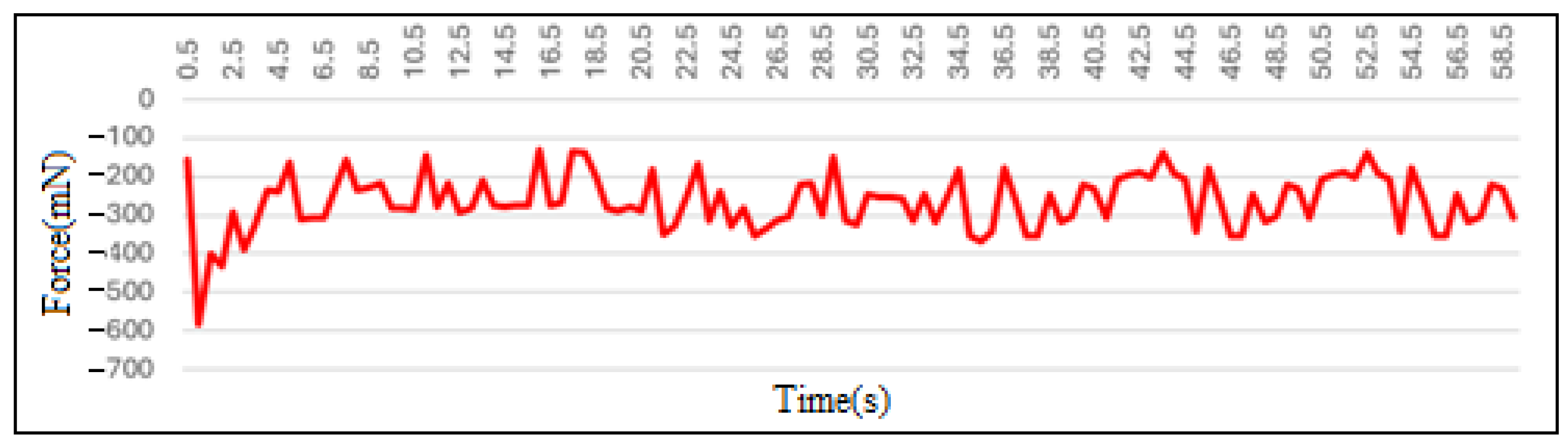
3.1. Calibrating the Force Sensor
- -
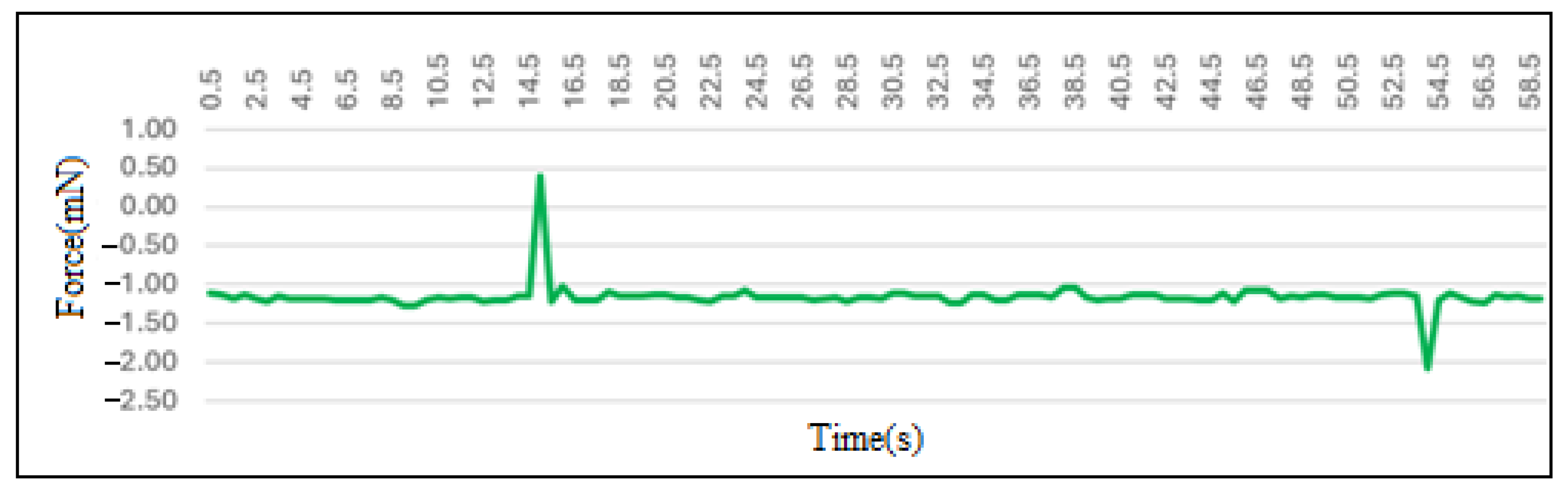
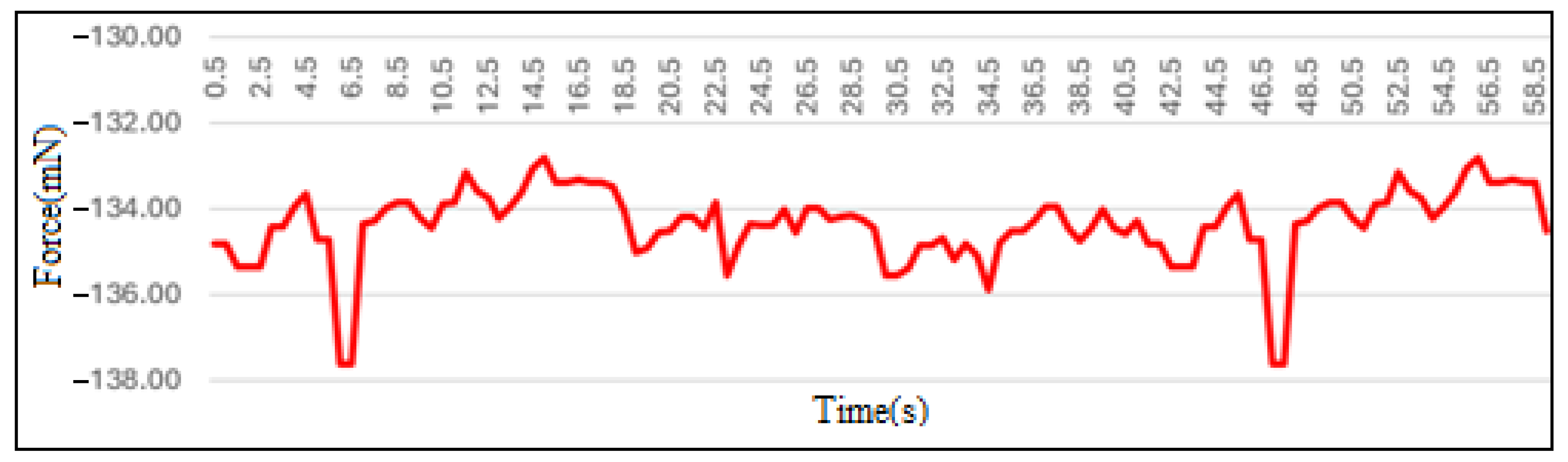
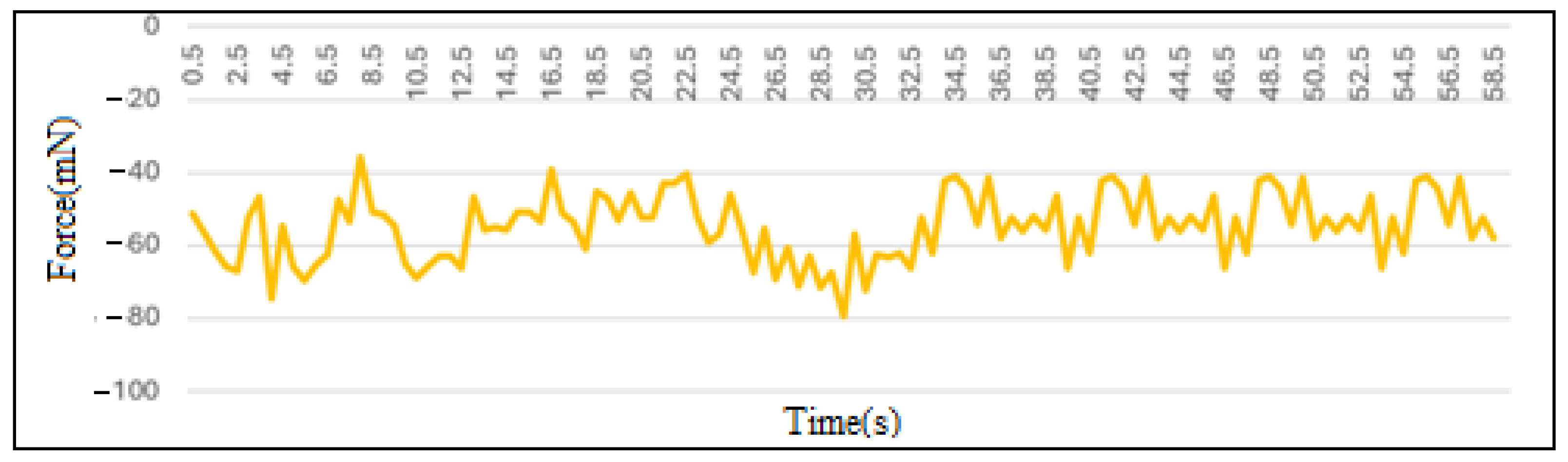
- Phase 1 (Quiet): The background noise of the sensors is measured, representing the voltage variations in the absence of any external force. This measurement is critical to determine the level of error inherent in the system and to establish a reference point for subsequent measurements.
- -
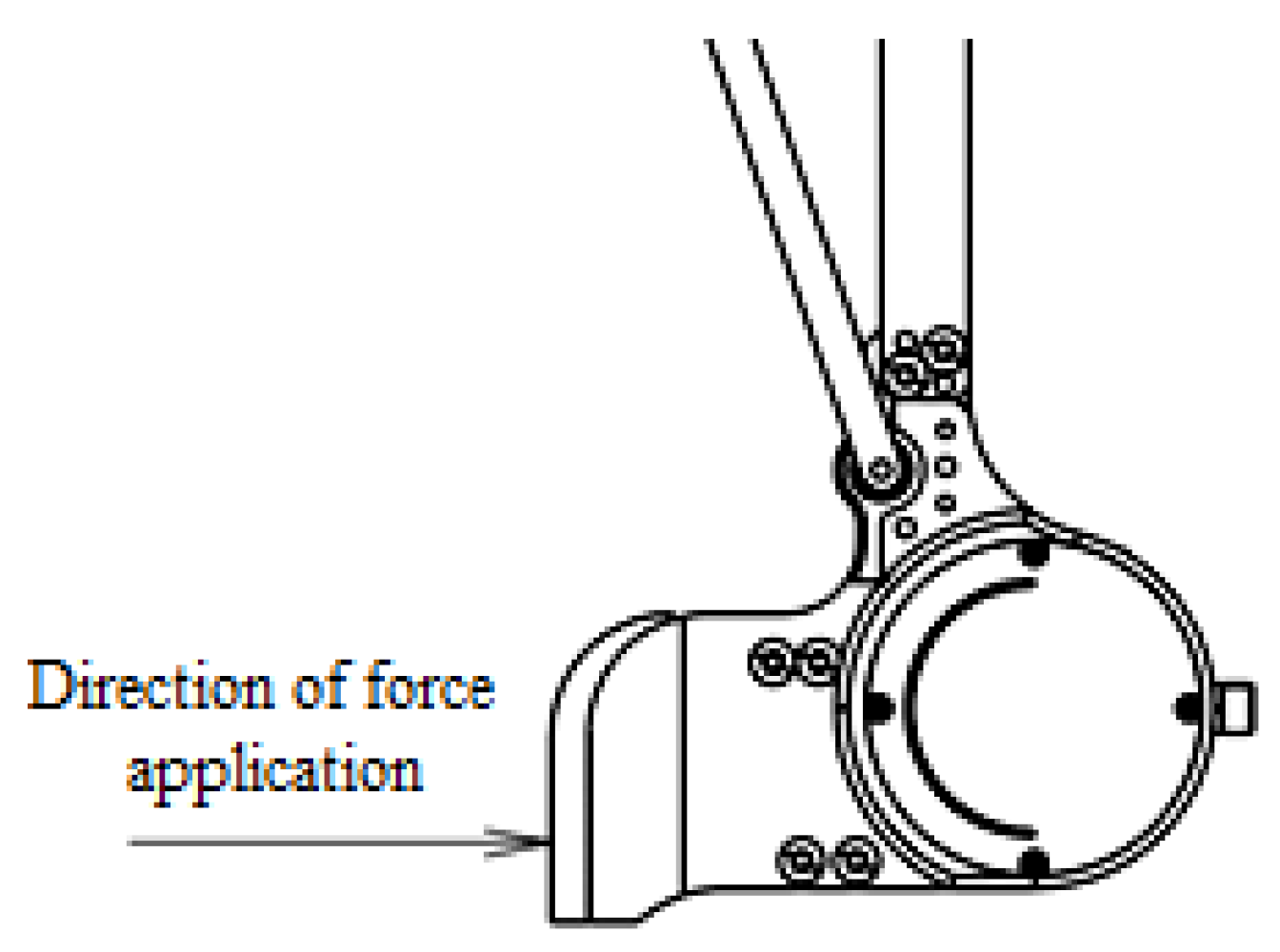
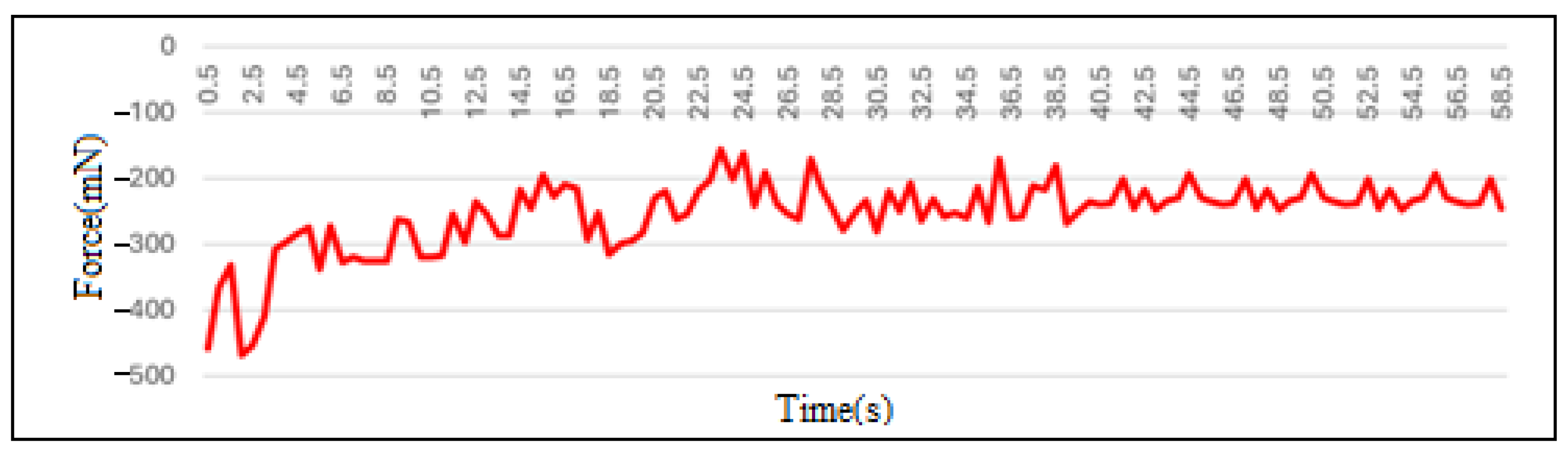
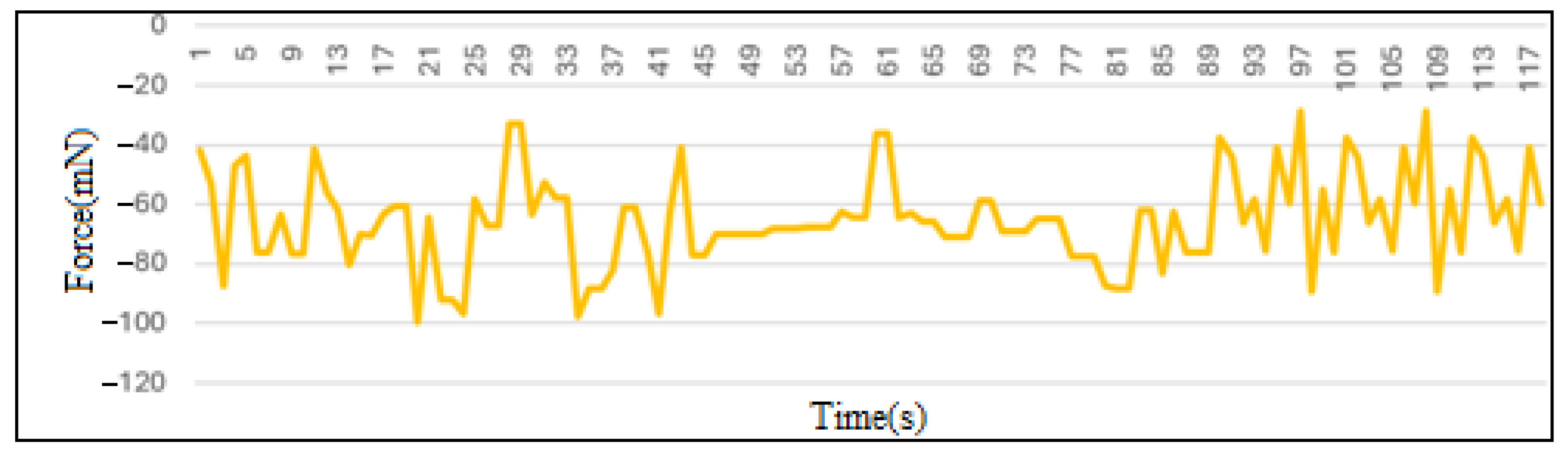
- Phase 2 (Contact): A minimal force is applied, perpendicular to the force cell, simulating the initial contact with the object (Figure 7). The data collected allow the establishment of a threshold for detecting contact.
- -
- Phase 3 (Clamping): An increasing force is applied, perpendicular to the force cell, to calibrate the sensor’s response to force variations. This phase determines the direct relationship between the applied force and the value read by the sensor.
- Electronic noise: Electrical interference in the measurement circuits of each module can cause signal variations. These variations can be different for each module due to differences in wiring, cable lengths, or the quality of the electronic components.
- Mechanical noise: Mechanical vibrations in the system can influence the sensor readings. Differences in sensor mounting, structural rigidity, or the presence of mechanical play can contribute to variations in the vibration level and, implicitly, the measured noise.
- Manufacturing tolerances: Subtle differences in the manufacturing of the mechanical components of each module can influence the rigidity of the structure and the sensitivity of the sensors. Even small variations in size or material can produce differences in the vibration response.
- Calibration: Differences can also come from errors in the process of calibrating the individual force sensors of each module. The initial sensor offset, calibration procedure, or scaling factor may vary slightly between modules.
3.2. Calibrating the Slip Sensor
- I.
- Development of software for determining angular values
- -
- setup() function:
- -
- loop() function:
- -
- updateEncoder() function:
- II.
- Implementation and collection of read values
- II.1
- Determining errors for each module (Sequence 1)
- II.2
- Contact angle determination for each module (Sequence 2)
- II.3
- Determining the angular values indicating the sliding of the grasped object (Sequence 3)
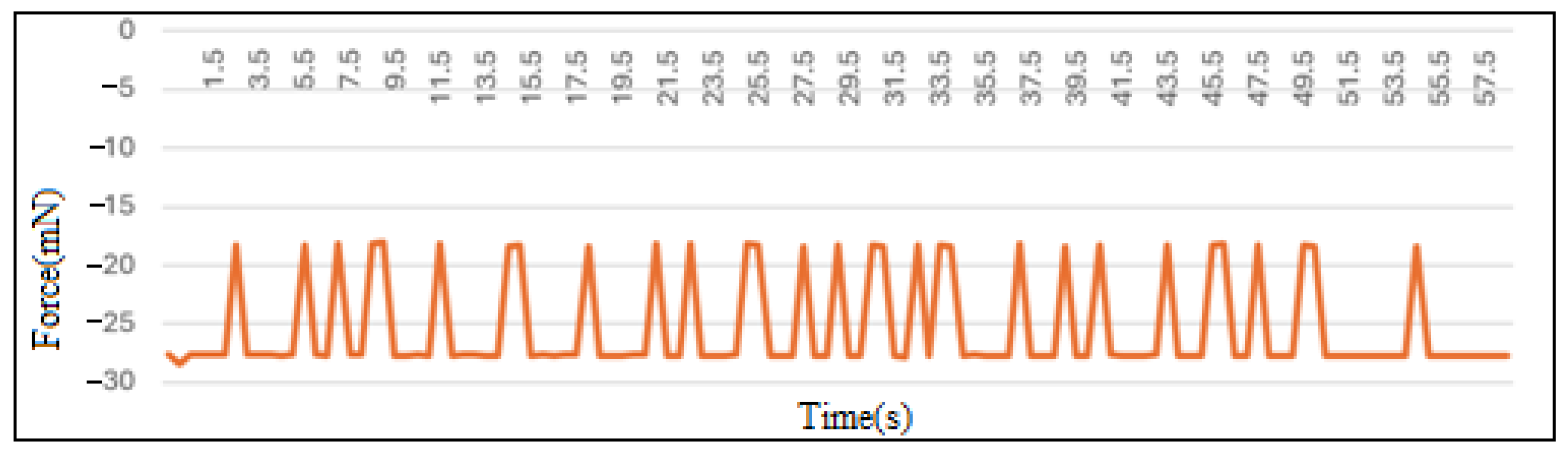
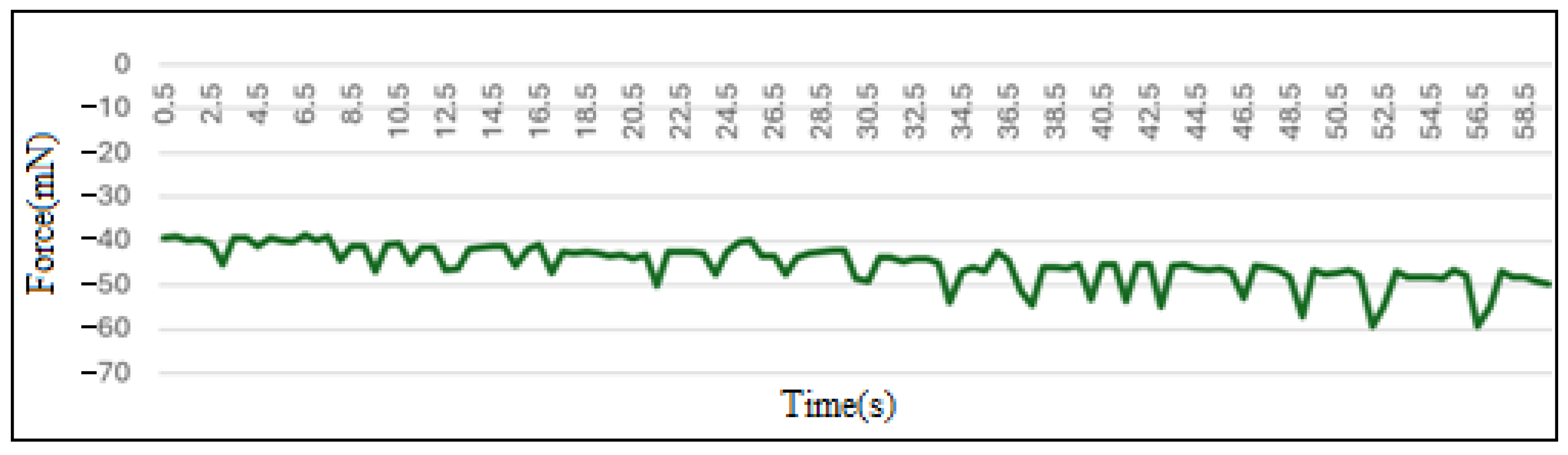
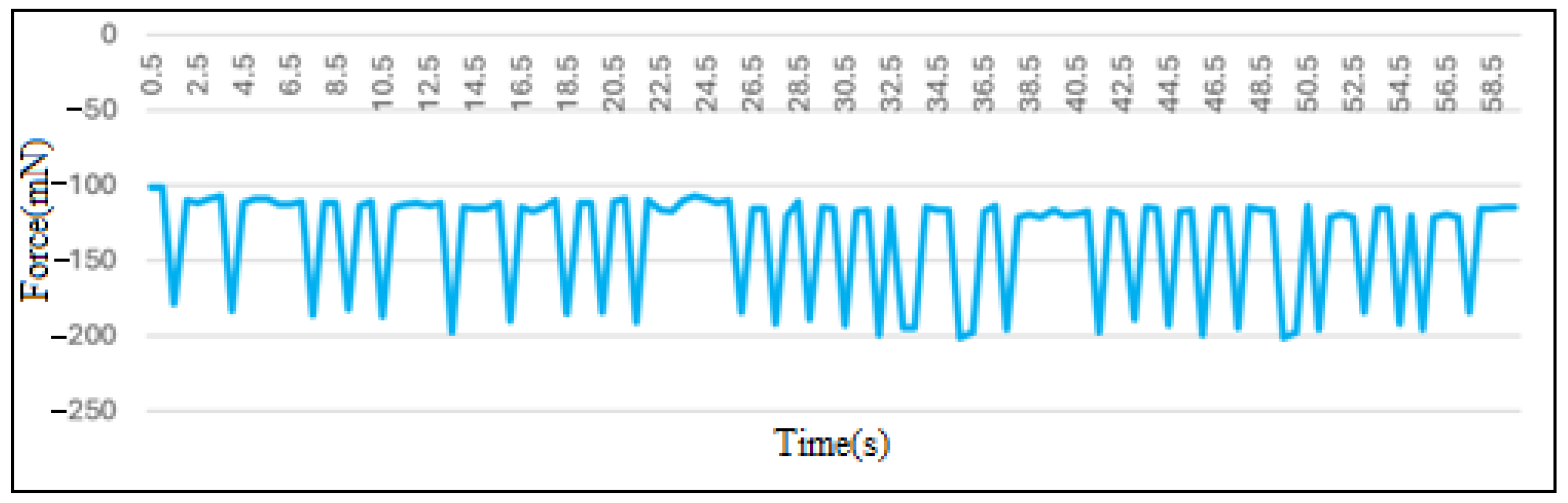
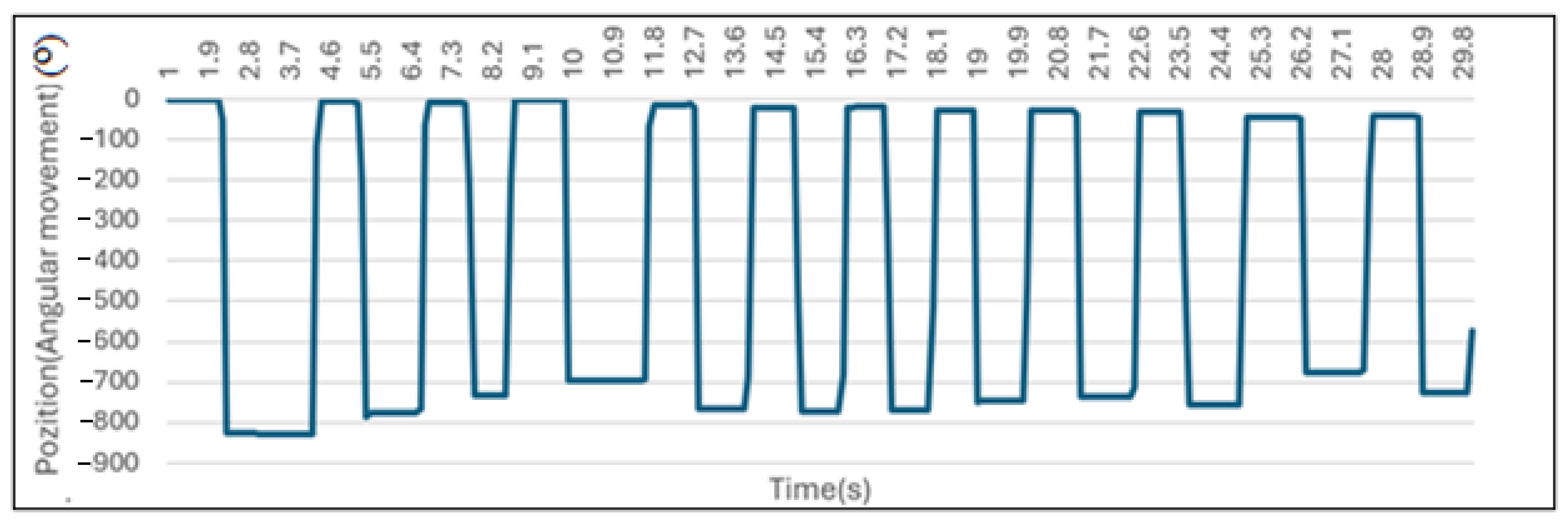
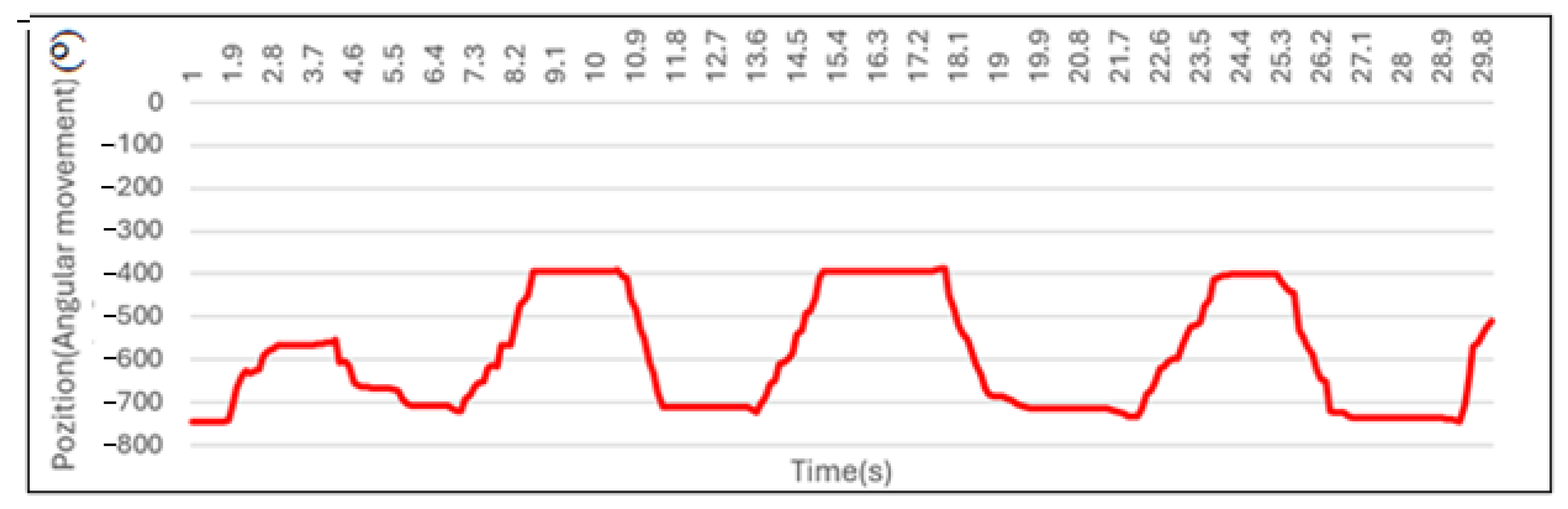
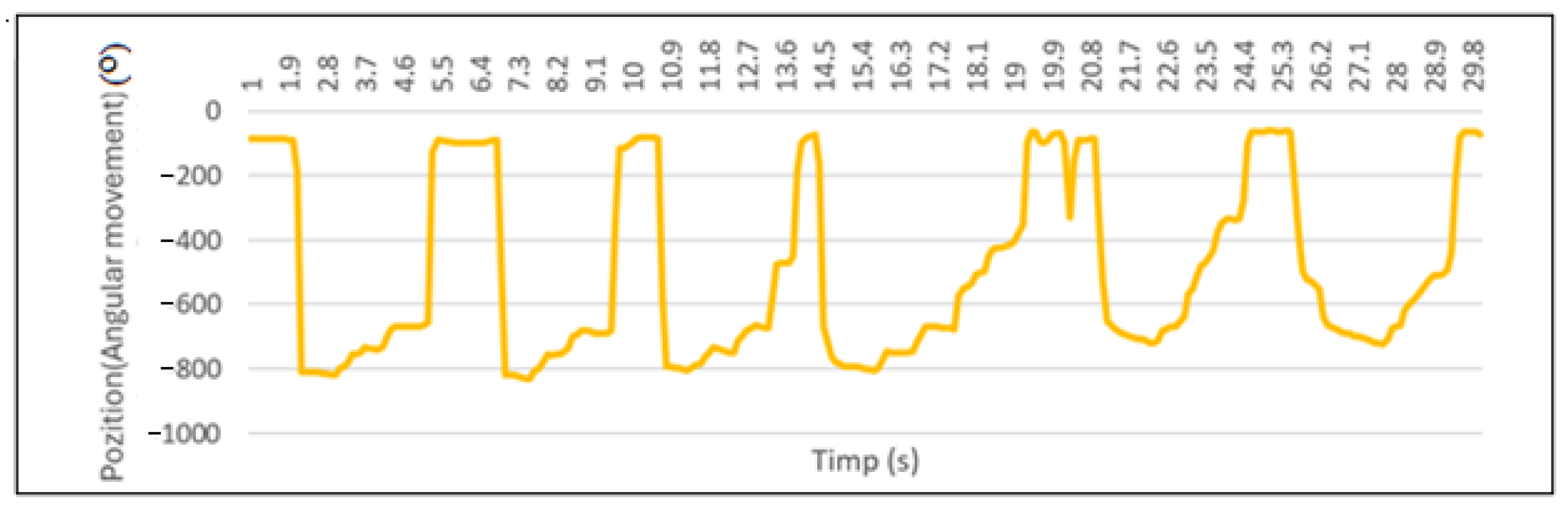
- Rest phase: The probe is maintained in a relatively stable position, around −750 degrees. This represents the initial position of the sensor, before the simulation;
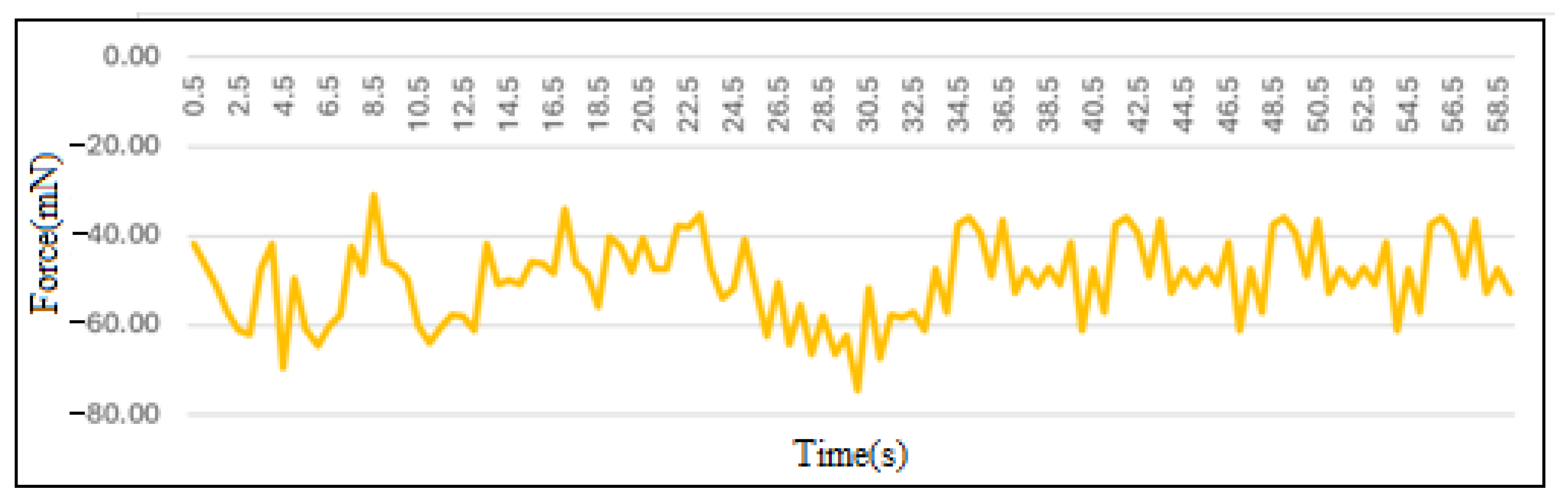
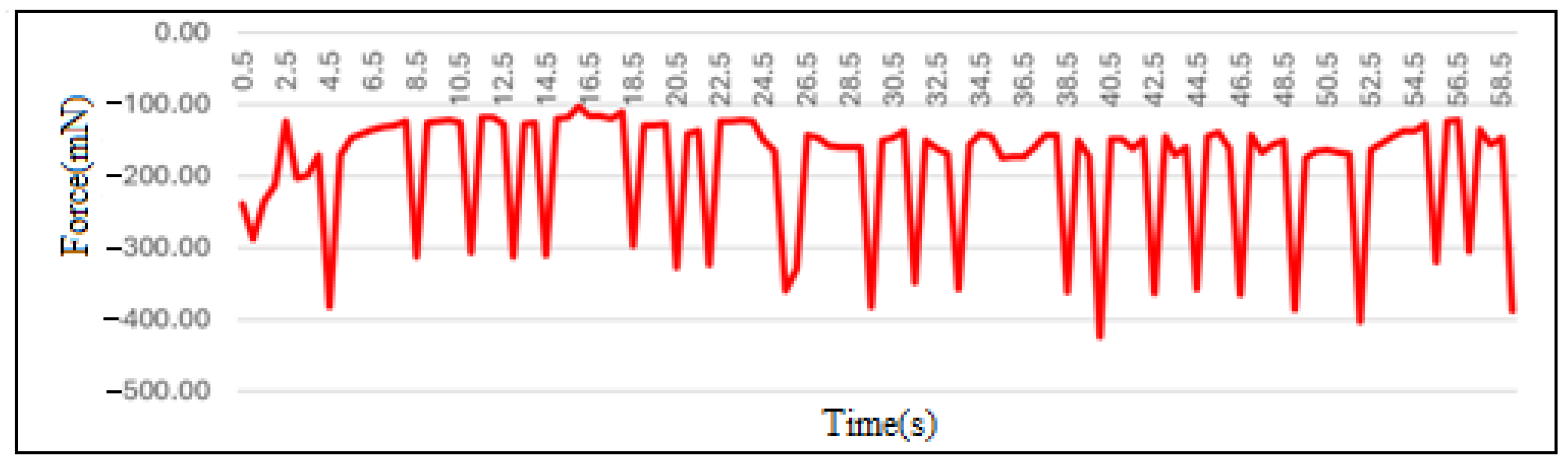
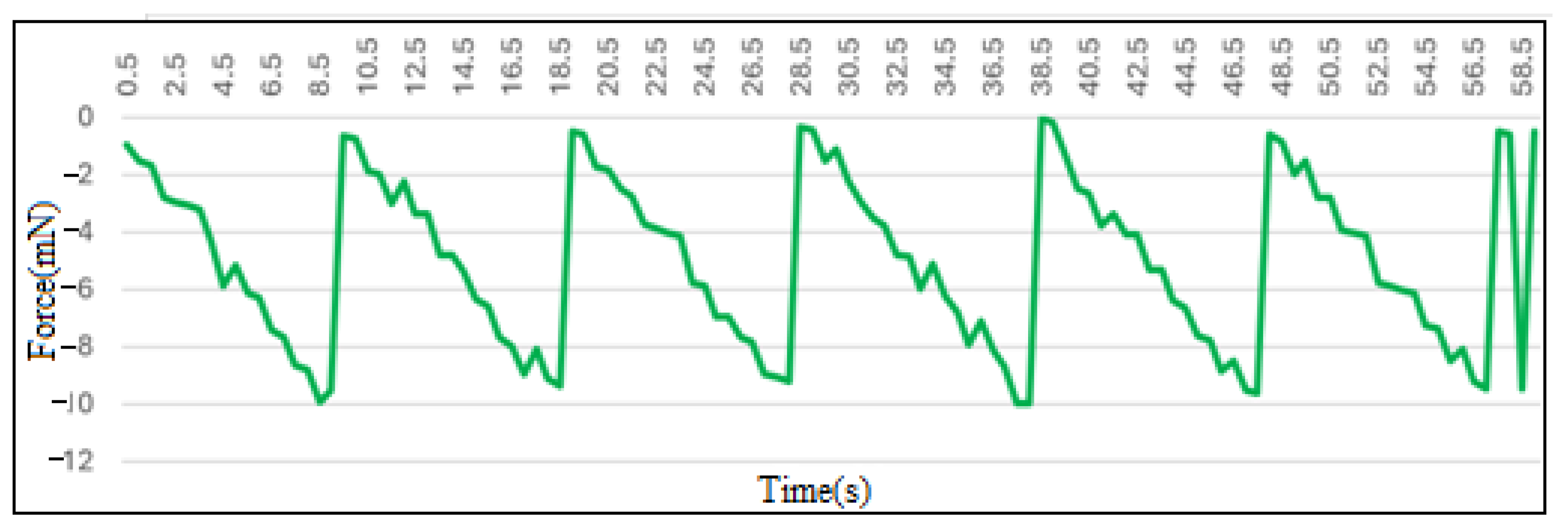
- Sliding phase: A sudden decrease in the angular position of the probe is observed, indicating a relatively rapid movement of the object. This represents the simulation of the object sliding. The amplitude of the decrease is variable from one cycle to another, probably due to variations in the friction force or other factors.
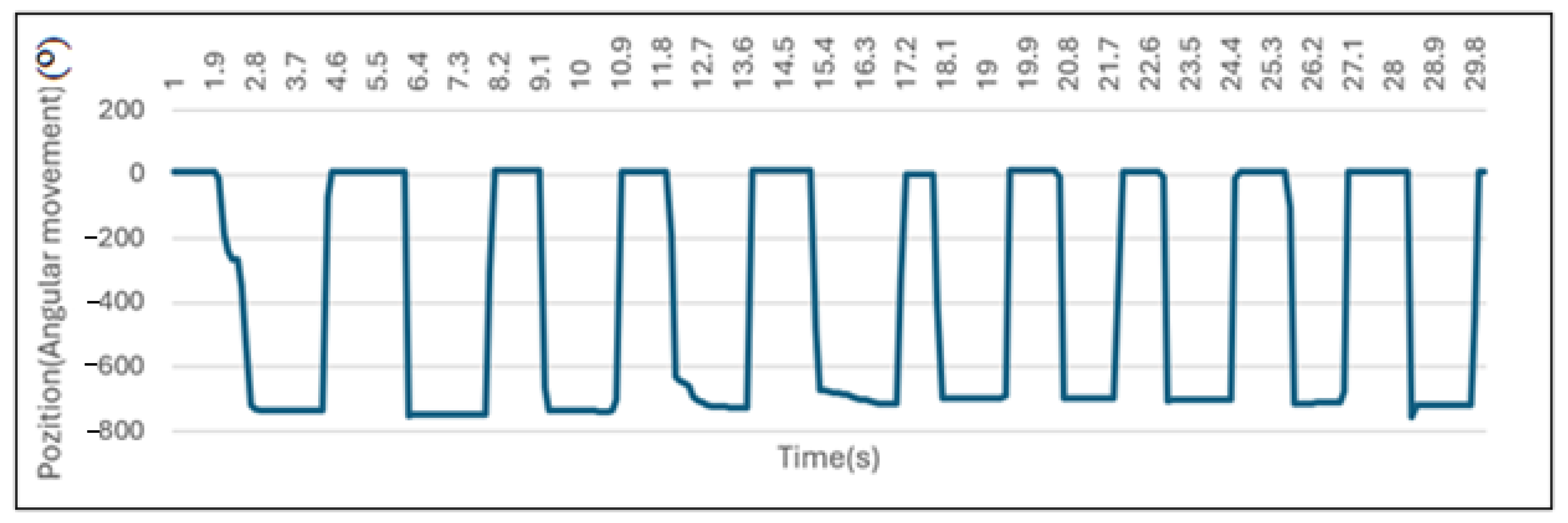
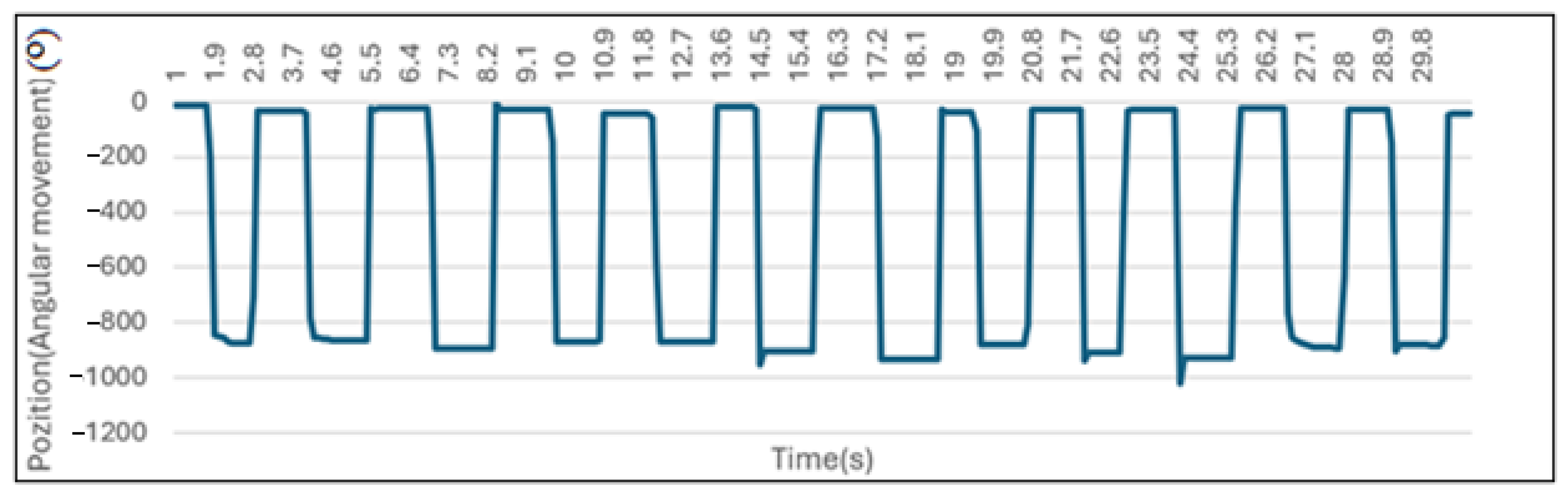
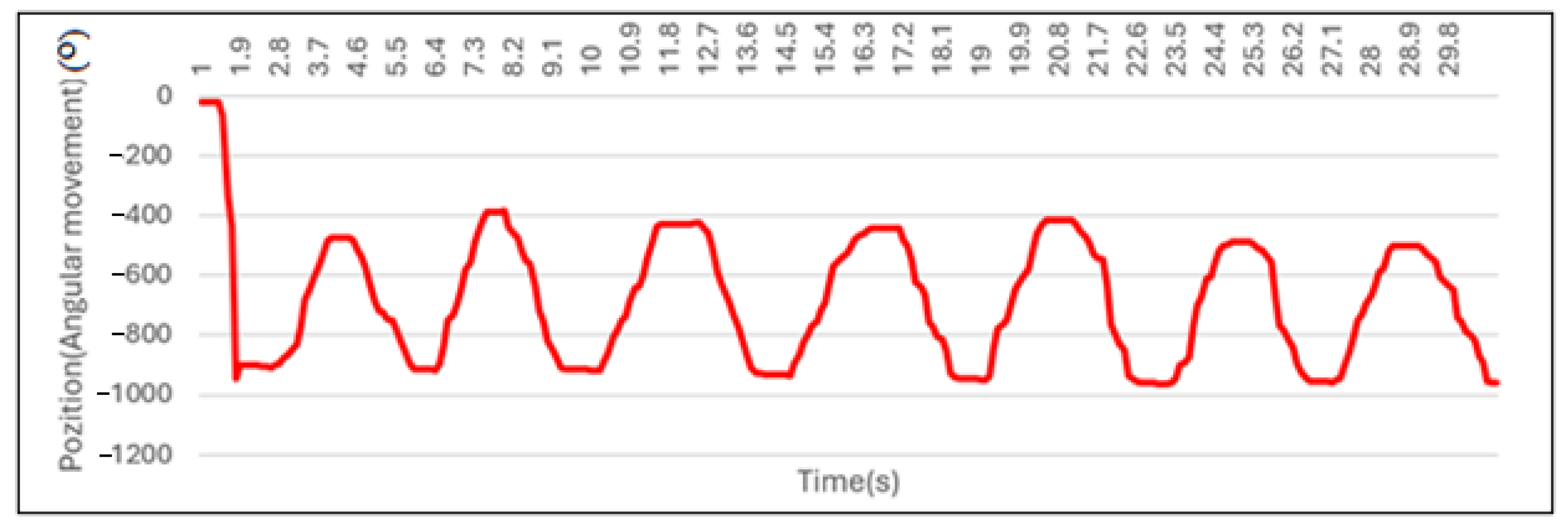
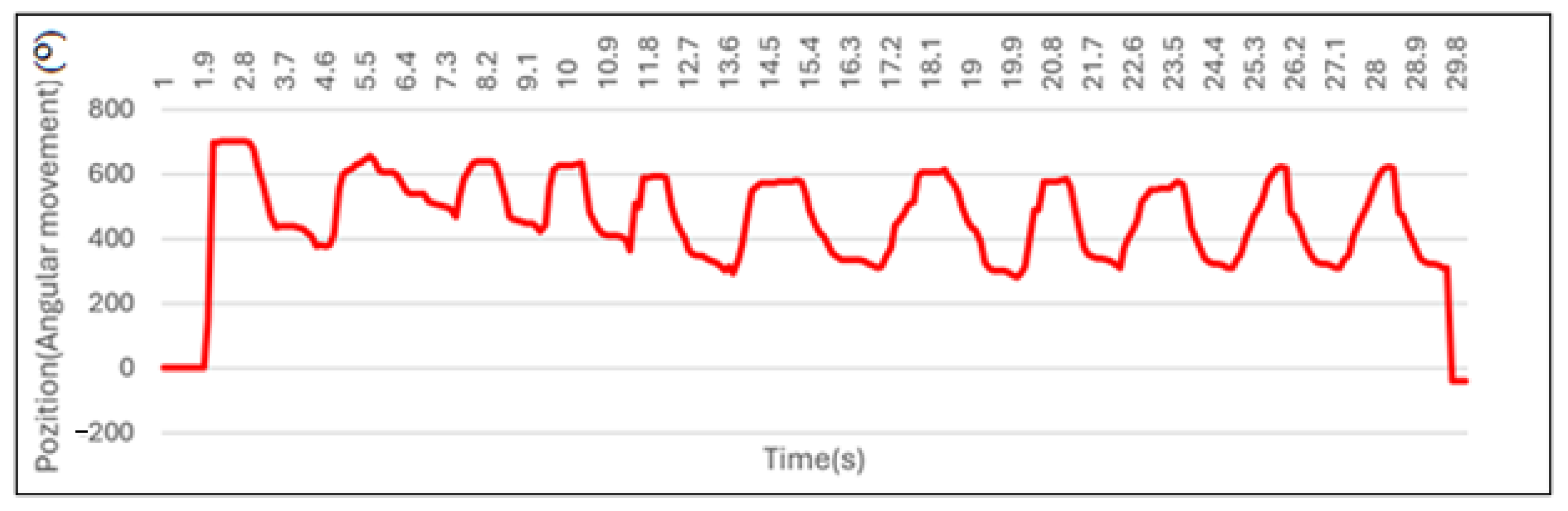
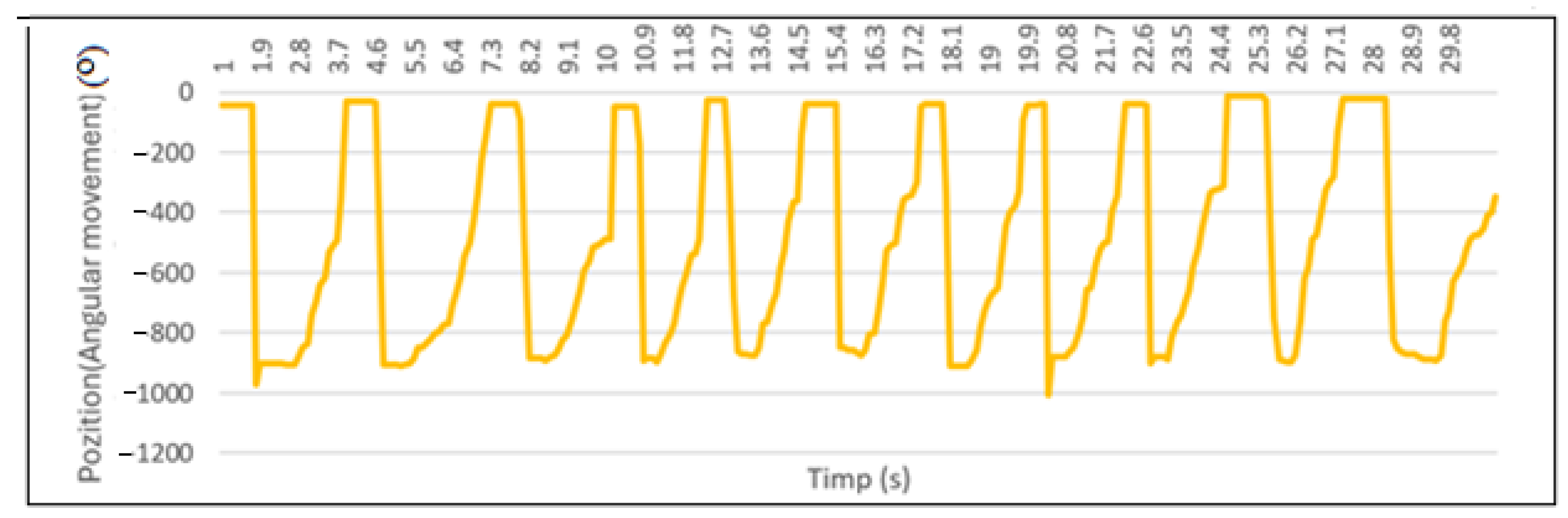
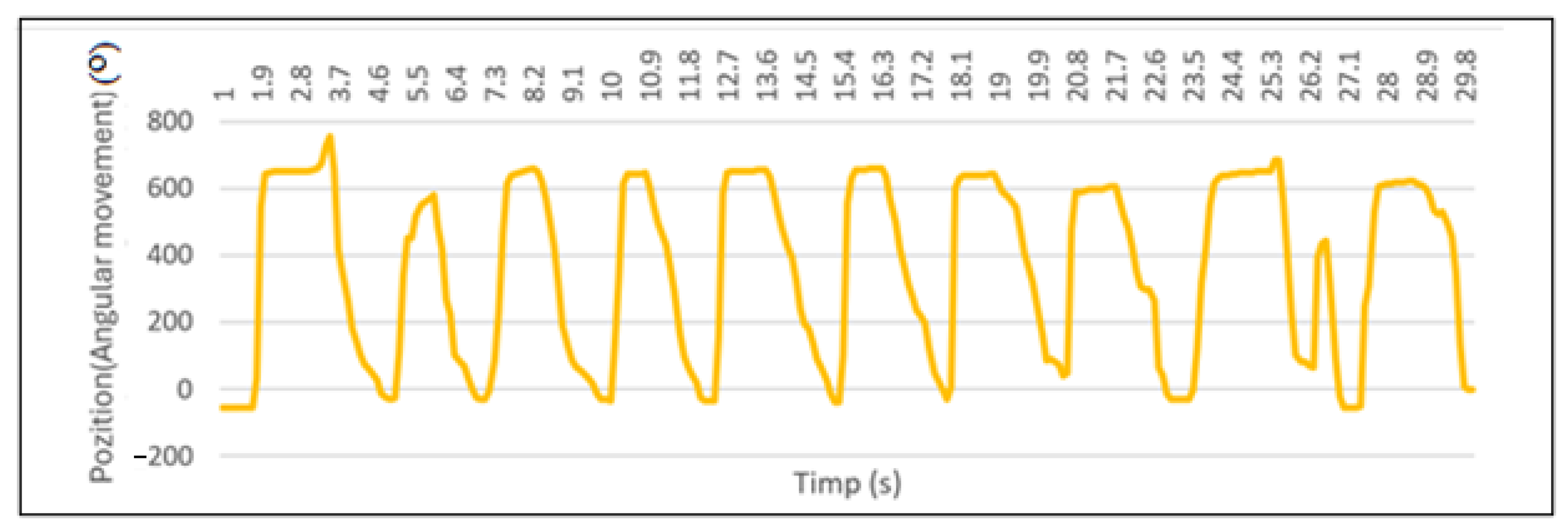
- Recovery phase: After the slip, the probe returns to its initial position (−750 degrees), but not necessarily to the same position as at the beginning of the cycle. The sudden decrease in the angular position of the probe indicates a relative movement between the probe and the object, representing the object slipping. The amplitude of this decrease is an indicator of the magnitude of the slip. Variability in amplitude from one cycle to another suggests that either the sliding force or the friction conditions varied during the simulation. For example, if the object has a rougher surface, the slip will be smaller. To evaluate the slip values, the probe was kept in constant contact, and the slip was simulated manually, moving in the gravitational direction, without the object detaching from the sensor jaws. Measurements were performed over a period of 30 s, during which various slips were simulated to establish a specific range in which the slip occurs for each grip module. The simulation of the slip of Module 1 corresponds to the data presented in the graph in Figure 29. During the slip, it is observed that, from the contact position of −750, the value decreases to −400. This difference represents the maximum slip allowed for sensor 1. The slip range for sensor 1 is between −750 and −400. The simulation of the sliding of Module 2 corresponds to the data shown in the graph in Figure 30. During the sliding, it is observed that, from the contact position of −900, the value decreases to −400. This difference represents the maximum allowed sliding for sensor 2. The sliding range for sensor 2 is between −900 and −350. The simulation of the sliding of Module 3 corresponds to the data shown in the graph in Figure 31.
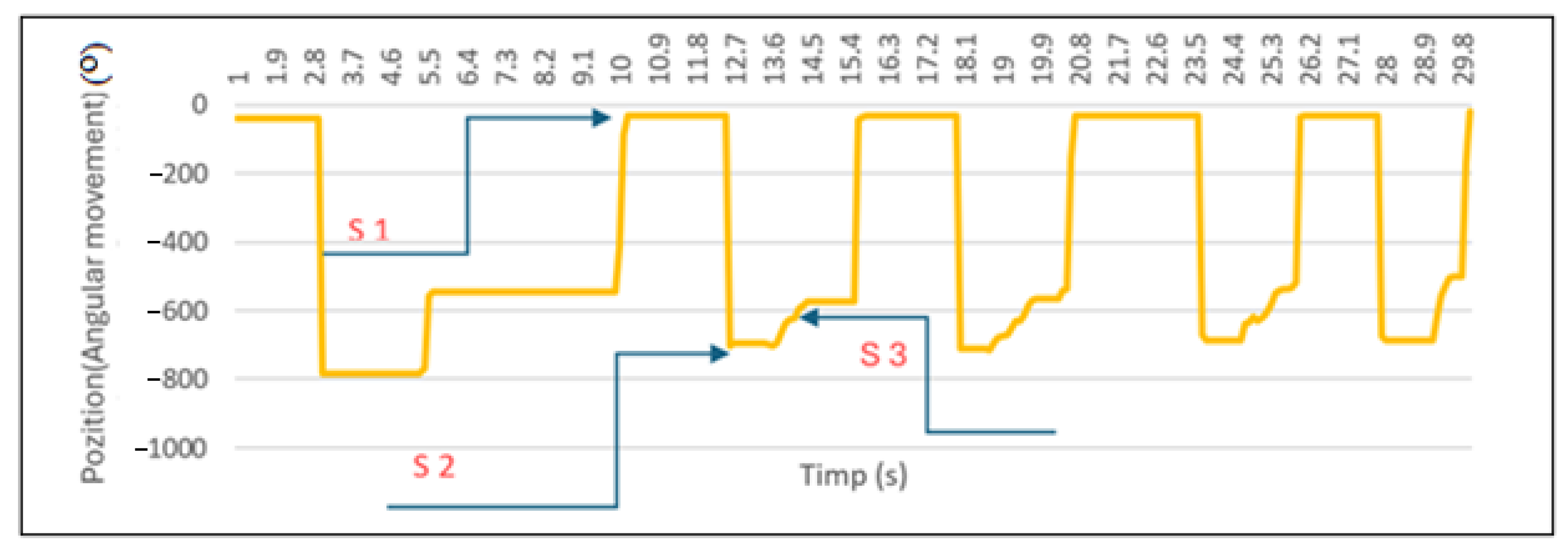
- II.4
- Determining the angular values for a complete sequence at the slip sensor
3.3. Testing the Grip for Implementation in Real Operations
- Individual module control (each module has its own force sensor and its own PID controller). This allows for independent adaptation to the shape of the object. The modules adjust individually to conform to the contour of the object, ensuring multiple contact and uniform distribution of gripping force;
- Slip detection and compensation: Slip sensors instantly detect any unexpected movement of the object. The PID controller reacts immediately by adjusting the gripping force to prevent slipping.
4. Conclusions
5. Future Works
- -
- Improving data processing algorithms: Implementing more sophisticated digital filtering techniques (e.g., Kalman filters, weighted moving average filters) to reduce noise in sensory data and improve measurement accuracy; combining data from different sensors (force, slip, computer vision) to obtain a more complete picture of the system state and improve the accuracy and reliability of slip detection.
- -
- Implementing machine learning (AI) algorithms: Training a machine learning model by imitating the movements of a human operator manipulating objects. The model will learn to adapt the gripping force and movements depending on the shape and texture of the object; Using reinforcement learning techniques to optimize the parameters of the control algorithm and improve the performance of the gripper in various situations. The algorithm will learn to adjust the gripping force and movements based on feedback from the environment; Using shape classification techniques to automatically identify the shape of the object and adapt the gripping strategy. Computer vision is essential for this functionality; Training a machine learning model to predict slippage before it occurs, allowing for a preventive reaction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Available online: https://robotiq.com/ (accessed on 14 October 2024).
- Manz, M.; Bartsch, S.; Simnofske, M.; Kirchner, F. Development of a Self-Adaptive Gripper and Implementation of a Gripping Reflex to Increase the Dynamic Payload Capacity. In Proceedings of the ISR 2016, 47st International Symposium on Robotics, Munich, Germany, 21–22 June 2016; pp. 56–62. [Google Scholar]
- Ceccarelli, M.; Figliolini, G.; Ottaviano, E.; Mata, A.S.; Criado, E.J. Designing a robotic gripper for harvesting horticulture products. Robotica 2000, 18, 105–111. [Google Scholar] [CrossRef]
- Carbone, G.; Ceccarelli, M. Design of LARM hand: Problems and solutions. Control. Eng. Appl. Inform. 2008, 10, 39–46. [Google Scholar]
- Backus, B.S.; Dollar, M.A. An Adaptive Three-Fingered Prismatic Gripper With Passive Rotational Joints. IEEE Robot. Autom. Lett. 2016, 1, 668–675. [Google Scholar] [CrossRef]
- Tang, S.; Yu, Y.; Sun, S.; Li, Z.; Sarkodie-Gyan, T.; Li, W. Design and experimental evaluation of a new modular underactuated multi-fingered robot hand. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 3709–3724. [Google Scholar] [CrossRef]
- Chapman, J.; Gorjup, G.; Dwivedi, A.; Matsunaga, S.; Mariyama, T.; MacDonald, B.; Liarokapis, M. A Locally-Adaptive, Parallel-Jaw Gripper with Clamping and Rolling Capable, Soft Fingertips for Fine Manipulation of Flexible Flat Cables. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Xi’an, China, 18 October 2021; pp. 6941–6947. [Google Scholar] [CrossRef]
- Wan, W.; Harada, K.; Kanehiro, F. Planning Grasps With Suction Cups and Parallel Grippers Using Superimposed Segmentation of Object Meshes. IEEE Trans. Robot. 2021, 37, 166–184. [Google Scholar] [CrossRef]
- Parada Puig, J.E.; Nava Rodriguez, N.E.; Ceccarelli, M. A Methodology for the Design of Robotic Hands with Multiple Fingers. Int. J. Adv. Robot. Syst. 2008, 5, 177–184. [Google Scholar]
- Costanzo, M.; De Maria, G.; Natale, C.; Pirozzi, S. Design and Calibration of a Force/Tactile Sensor for Dexterous Manipulation. Sensors 2019, 19, 966. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Jing, B.; Chirikjian, G. Design, Calibration, and Control of Compliant Force-sensing Gripping Pads for Humanoid Robots. J. Mech. Robot. 2023, 15, 031010. [Google Scholar] [CrossRef]
- Cortinovis, S.; Vitrani, G.; Maggiali, M.; Romeo, R.A. Control Methodologies for Robotic Grippers: A Review. Actuators 2023, 12, 332. [Google Scholar] [CrossRef]
- Romeo, R.; Zollo, L. Methods and Sensors for Slip Detection in Robotics: A Survey. IEEE Access 2020, 8, 73027–73050. [Google Scholar] [CrossRef]
- De Clercq, T.; Sianov, A.A.; Crevecoeur, G. A Soft Barometric Tactile Sensor to Simultaneously Localize Contact and Estimate Normal Force with Validation to Detect Slip in a Robotic Gripper. IEEE Robot. Autom. Lett. 2022, 7, 11767–11774. [Google Scholar] [CrossRef]
- Itu, A.; Staretu, I.; Danciu, G. Automatic Grasp Planning Using Grasping Strategies. In Proceedings of the 4-th International Conference on Robotics-Robotica, Guangzhou, China, 17–19 November 2008; pp. 407–412. [Google Scholar]
- Itu, A.; Staretu, I.; Danciu, G. Developing a Control Interface for a Three Fingered Gripper. In Proceedings of the 4-th International Conference on Robotics-Robotica 2008, Pasadena, CA, USA, 19–23 May 2008; pp. 412–416. [Google Scholar]
- Kim, D.; Park, S. Software Architecture-based Approach to Self-adaptive Function for Intelligent Robots. IFAC 2008, 41, 5297–5302. [Google Scholar] [CrossRef]
- Cheng, L.-W.; Liu, S.-W.; Chang, J.-Y. Design of an Eye-in-Hand Smart Gripper for Visual and Mechanical Adaptation in Grasping. Appl. Sci. 2022, 12, 5024. [Google Scholar] [CrossRef]
- Kakani, V.; Cui, X.; Ma, M.; Kim, H. Vision-Based Tactile Sensor Mechanism for the Estimation of Contact Position and Force Distribution Using Deep Learning. Sensors 2021, 21, 1920. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Kumar, A.L.; Aravindan, V.; Arunachallam, R. Robotic Gripper With Force Feedback System. IOP Conf. Ser. Mater. Sci. Eng. 2020, 912, 032049. [Google Scholar] [CrossRef]
- Kuang, L.; Lou, Y.; Song, S. Design and Fabrication of a Novel Force Sensor for Robot Grippers. IEEE Sens. J. 2018, 18, 1410–1418. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, H.; Yuan, H.; Liang, B. A Compliant Adaptive Gripper and Its Intrinsic Force Sensing Method. IEEE Trans. Robot. 2021, 37, 1584–1603. [Google Scholar] [CrossRef]
- Veeramuthu, L.; Weng, R.J.; Chiang, W.H.; Pandiyan, A.; Liu, F.J.; Liang, F.C.; Kumar, G.R.; Hsu, H.-Y.; Chen, Y.-C.; Lin, W.-Y.; et al. Bio-inspired sustainable electrospun quantum nanostructures for high quality factor enabled face masks and self-powered intelligent theranostics. Chem. Eng. J. 2024, 502, 157752. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Measurement Details |
|---|---|
| 1 | 17:56:04.534 → Weight: −27.62 unity |
| 2 | 17:56:05.045 → Weight: −18.34 unity |
| 3 | 17:56:05.557 → Weight: −27.65 unity |
| 4 | 17:56:06.115 → Weight: −27.66 unity |
| 5 | 17:56:06.627 → Weight: −27.63 unity |
| 6 | 17:56:07.182 → Weight: −27.74 unity |
| 7 | 17:56:07.695 → Weight: −27.65 uniiy |
| 8 | 17:56:08.209 → Weight: −18.25 unity |
| 9 | 17:56:08.720 → Weight: −27.67 unity |
| 10 | 17:56:09.279 → Weight: −27.68 unity |
| 11 | 17:56:09.792 → Weight: −18.24 unity |
| 12 | 17:56:10.305 → Weight: −27.65 unity |
| 13 | 17:56:10.822 → Weight: −27.65 unity |
| 14 | 17:56:11.376 → Weight: −18.15 unity |
| 15 | 17:56:11.884 → Weight: −18.09 unity |
| Time (s) | Angular Position (°) |
|---|---|
| 0 | Position: 1 |
| 0.1 | Position: 1 |
| 0.2 | Position: 1 |
| 0.3 | Position: 1 |
| 0.4 | Position: 1 |
| 0.5 | Position: 1 |
| 0.6 | Position: 1 |
| 0.7 | Position: 1 |
| 0.8 | Position: 1 |
| 0.9 | Position: 1 |
| 1 | Position: 1 |
| Time (s) | Angular Position (°) |
|---|---|
| 0 | Position: −2 |
| 0.1 | Position: −2 |
| 0.2 | Position: −2 |
| 0.3 | Position: −2 |
| 0.4 | Position: −2 |
| 0.5 | Position: −2 |
| 0.6 | Position: −2 |
| 0.7 | Position: −2 |
| 0.8 | Position: −2 |
| 0.9 | Position: −2 |
| Time (s) | Angular Position (°) |
|---|---|
| 0 | Position: 7 |
| 0.1 | Position: 7 |
| 0.2 | Position: 7 |
| 0.3 | Position: 7 |
| 0.4 | Position: 7 |
| 0.5 | Position: 7 |
| 0.6 | Position: 7 |
| 0.7 | Position: 7 |
| 0.8 | Position: 7 |
| 0.9 | Position: 7 |
| Time (s) | Angular Position (°) |
|---|---|
| 0 | Position: −5 |
| 0.1 | Position: −5 |
| 0.2 | Position: −5 |
| 0.3 | Position: −5 |
| 0.4 | Position: −5 |
| 0.5 | Position: −5 |
| 0.6 | Position: −5 |
| 0.7 | Position: −5 |
| 0.8 | Position: −5 |
| 0.9 | Position: −5 |
| Time (s) | Angular Position (°) |
|---|---|
| 0 | Position: −1 |
| 0.1 | Position: −1 |
| 0.2 | Position: −1 |
| 0.3 | Position: −1 |
| 0.4 | Position: −1 |
| 0.5 | Position: −1 |
| 0.6 | Position: −1 |
| 0.7 | Position: −1 |
| 0.8 | Position: −1 |
| 0.9 | Position: −1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frincu, C.; Stroe, I.; Vlase, S.; Staretu, I. Design and Calibration of a Sensory System of an Adaptive Gripper. Appl. Sci. 2025, 15, 3098. https://doi.org/10.3390/app15063098
Frincu C, Stroe I, Vlase S, Staretu I. Design and Calibration of a Sensory System of an Adaptive Gripper. Applied Sciences. 2025; 15(6):3098. https://doi.org/10.3390/app15063098
Chicago/Turabian StyleFrincu, Cezar, Ioan Stroe, Sorin Vlase, and Ionel Staretu. 2025. "Design and Calibration of a Sensory System of an Adaptive Gripper" Applied Sciences 15, no. 6: 3098. https://doi.org/10.3390/app15063098
APA StyleFrincu, C., Stroe, I., Vlase, S., & Staretu, I. (2025). Design and Calibration of a Sensory System of an Adaptive Gripper. Applied Sciences, 15(6), 3098. https://doi.org/10.3390/app15063098