
Femtosecond Laser Textured Surfaces for Radiative Cooling: Black Metals

 ,
,  , , , , and
, , , , and 
Abstract
1. Introduction
1.1. Direct Laser Writing (DLW): A Synthesis Tool for New Materials
1.2. Towards Large Area Patterning
2. Experimental: Materials and Methods
2.1. Femtosecond Machining Using Modular Station
2.2. Structural and Spectrum Characterizations
2.3. Elemental and Chemical Binding Analysis
3. Results and Discussion
3.1. Ablation with High-Intensity fs-Laser Pulses
3.2. Reflectivity of Laser Ablated Surfaces at IR Spectral Range
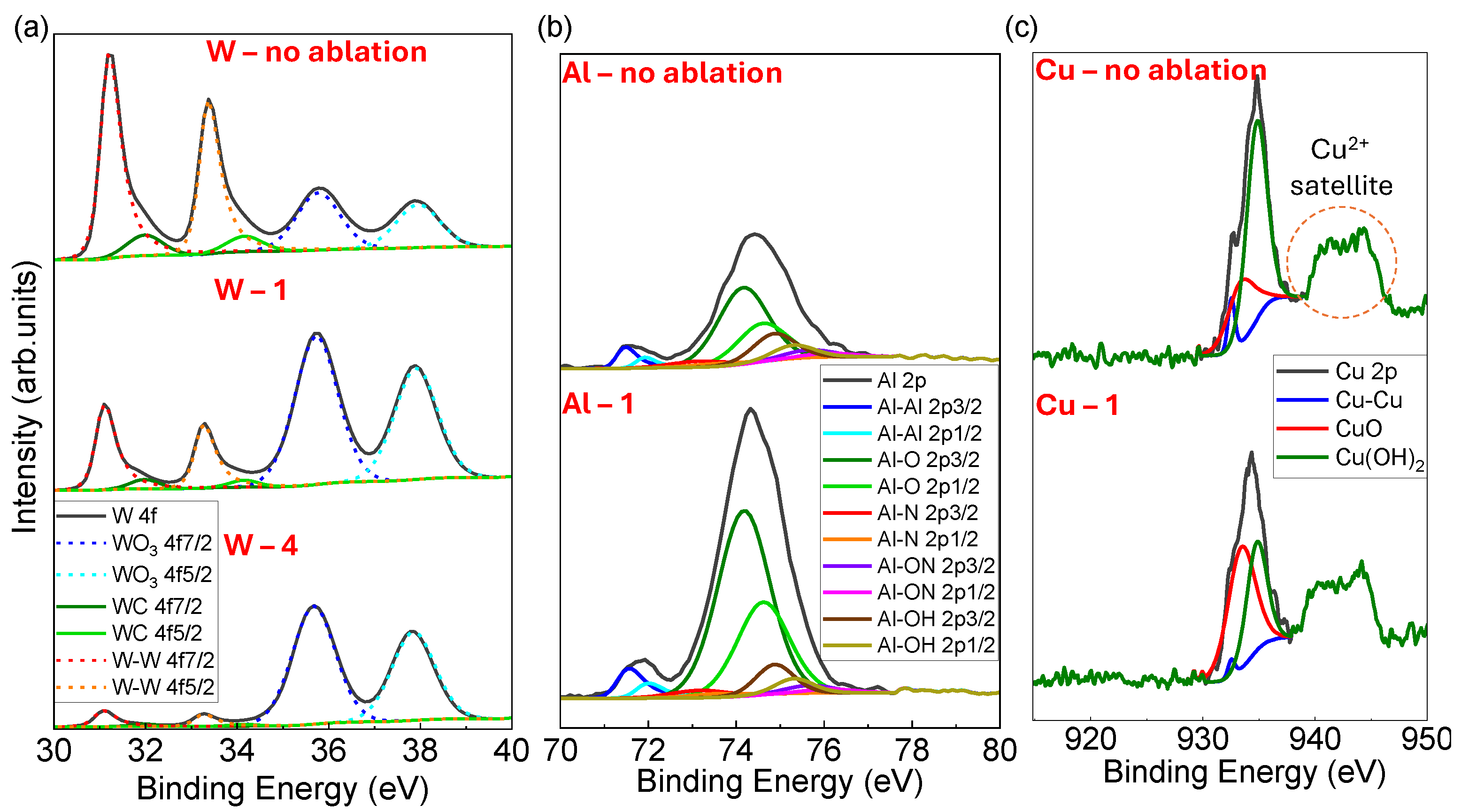
3.3. Surface Chemistry on Surfaces Ablated at Tens-of-TW/cm2 Fluence
3.4. Radiative Cooling Effect of Black Metals
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lundgaard, S.; Ng, S.H.; Nishijima, Y.; Mazilu, M.; Juodkazis, S. Black Metals: Optical Absorbers. Micromachines 2020, 11, 256. [Google Scholar] [CrossRef] [PubMed]
- Ivanova, E.P.; Hasan, J.; Webb, H.K.; Gervinskas, G.; Juodkazis, S.; Truong, V.K.; Wu, A.H.F.; Lamb, R.N.; Baulin, V.A.; Watson, G.S.; et al. Bactericidal activity of black silicon. Nat. Commun. 2013, 4, 2838. [Google Scholar] [CrossRef] [PubMed]
- Cunha, N.F.; AL-Rjoub, A.; Rebouta, L.; Vieira, L.G.; Lanceros-Mendez, S. Multilayer passive radiative selective cooling coating based on Al/SiO2/SiNx/SiO2/TiO2/SiO2 prepared by dc magnetron sputtering. Thin Solid Film. 2020, 694, 137736. [Google Scholar] [CrossRef]
- To, N.; Juodkazis, S.; Nishijima, Y. Detailed Experiment-Theory Comparison of Mid-Infrared Metasurface Perfect Absorbers. Micromachines 2020, 11, 409. [Google Scholar] [CrossRef] [PubMed]
- Liao, J.; Zhang, D.; Li, Z. Conceptional Pure-Tungsten Metasurfaces Based on Femtosecond Laser Nanomanufacturing. Engineering 2024, in press. [Google Scholar] [CrossRef]
- Xiao, W.; Dai, P.; Singh, H.J.; Ajia, I.A.; Yan, X.; Wiecha, P.R.; Huang, R.; de Groot, C.H.K.; Muskens, O.L.; Sun, K. Flexible thin film optical solar reflectors with Ta2O5-based multimaterial coatings for space radiative cooling. APL Photonics 2023, 8, 090802. [Google Scholar] [CrossRef]
- Tu, H.; Pan, L.; Qi, H.; Zhang, S.; Li, F.; Sun, C.; Wang, X.; Cui, T. Ultrafast dynamics under high-pressure. J. Phys. Condens. Matter 2023, 35, 253002. [Google Scholar] [CrossRef]
- Xu, L.; Tao, J.; Li, Z.; He, G.; Zhang, D. Femtosecond laser ultrafast photothermal exsolution. Int. J. Extrem. Manuf. 2024, 6, 055002. [Google Scholar] [CrossRef]
- Jiang, R.; Da, Y.; Han, X.; Chen, Y.; Deng, Y.; Hu, W. Ultrafast Synthesis for Functional Nanomaterials. Cell Rep. Phys. Sci. 2021, 2, 100302. [Google Scholar] [CrossRef]
- Rezayat, M.; Roa, J.J.; Mateo, A. Effect of Laser Surface Texturing on Schmid Factor and Plastic Deformation Mechanisms on AISI 301LN Steel. Metals 2023, 13, 1789. [Google Scholar] [CrossRef]
- Morales, M.; Rezayat, M.; Mateo, A. Enhancing the corrosion resistance of 2205 duplex stainless steel in molten carbonate salts by laser-surface texturing. J. Energy Storage 2024, 78, 110053. [Google Scholar] [CrossRef]
- Rezayat, M.; Rovira, J.J.R.; García, A.M. Phase transformation and residual stresses after laser surface modification of metastable austenitic stainless steel. AIP Conf. Proc. 2023, 2848, 020005. [Google Scholar] [CrossRef]
- Juodkazis, S.; Nishimura, K.; Tanaka, S.; Misawa, H.; Gamaly, E.G.; Luther-Davies, B.; Hallo, L.; Nicolai, P.; Tikhonchuk, V.T. Laser-Induced Microexplosion Confined in the Bulk of a Sapphire Crystal: Evidence of Multimegabar Pressures. Phys. Rev. Lett. 2006, 96, 166101. [Google Scholar] [CrossRef] [PubMed]
- Rapp, L.; Haberl, B.; Pickard, C.; Bradby, J.; Gamaly, E.; Williams, J.; Rode, A. Experimental evidence of new tetragonal polymorphs of silicon formed through ultrafast laser-induced confined microexplosion. Nat Commun 2015, 6, 7555. [Google Scholar] [CrossRef] [PubMed]
- Rapp, L.; Matsuoka, T.; Firestein, K.L.; Sagae, D.; Habara, H.; Mukai, K.; Tanaka, K.A.; Gamaly, E.G.; Kodama, R.; Seto, Y.; et al. Observation of high-pressure polymorphs in bulk silicon formed at relativistic laser intensities. Phys. Rev. Res. 2024, 6, 023101. [Google Scholar] [CrossRef]
- Xu, K.M.; L, C.; Wang, L.; Pang, F.C.; Zhao, X.J.; Li, X.B.; Chen, Q.D.; Zhao, W.Q. Ultrafast laser-induced decomposition for selective activation of GaAs. Light. Adv. Manuf. 2024, 5, 241. [Google Scholar] [CrossRef]
- Maksimovic, J.; Mu, H.; Han, M.; Smith, D.; Katkus, T.; Anand, V.; Nishijima, Y.; Ng, S.H.; Juodkazis, S. Si-Cr Nano-Alloys Fabricated by Direct Femtosecond Laser Writing. Materials 2023, 16, 1917. [Google Scholar] [CrossRef]
- Maksimovic, J.; Hu, J.; Ng, S.; Katkus, T.; Seniutinas, G.; Pinedo Rivera, T.; Stuiber, M.; Nishijima, Y.; John, S.; Juodkazis, S. Beyond Lambertian light trapping for large-area silicon solar cells: Fabrication methods. Opto-Electron Adv 2022, 5, 210086. [Google Scholar] [CrossRef]
- Zograf, G.; Koshelev, K.; Zalogina, A.; Korolev, V.; Hollinger, R.; Choi, D.Y.; Zuerch, M.; Spielmann, C.; Luther-Davies, B.; Kartashov, D.; et al. High-Harmonic Generation from Resonant Dielectric Metasurfaces Empowered by Bound States in the Continuum. ACS Photonics 2022, 9, 567–574. [Google Scholar] [CrossRef]
- Ueno, K.; Juodkazis, S.; Shibuya, T.; Mizeikis, V.; Yokota, Y.; Misawa, H. Nanoparticle-Enhanced Photopolymerization. J. Phys. Chem. C 2009, 113, 11720–11724. [Google Scholar] [CrossRef]
- Samsonas, D.; Skliutas, E.; Čiburys, A.; Kontenis, L.; Gailevičius, D.; Berzinš, J.; Narbutis, D.; Jukna, V.; Vengris, M.; Juodkazis, S.; et al. 3D nanopolymerization and damage threshold dependence on laser wavelength and pulse duration. Nanophotonics 2023, 12, 1537–1548. [Google Scholar] [CrossRef] [PubMed]
- Katkus, T.; Ng, S.H.; Mu, H.; Le, N.H.A.; Stonytė, D.; Khajehsaeidimahabadi, Z.; Seniutinas, G.; Baltrukonis, J.; Ulčinas, O.; Mikutis, M.; et al. Bessel-Beam Direct Write of the Etch Mask in a Nano-Film of Alumina for High-Efficiency Si Solar Cells. Adv. Eng. Mater. 2024, 26, 2400711. [Google Scholar] [CrossRef]
- Zhu, Z.; Wu, P.; Juodkazis, S.; Wang, J.; Yao, S.; Yao, J.; Zhang, W. Superhydrophobic and Anti-Icing Surface by Femtosecond Laser Direct Writing. Adv. Eng. Mater. 2023, 25, 2300575. [Google Scholar] [CrossRef]
- Myronyuk, O.; Baklan, D.; Rodin, A.M.; Vanagas, E.; Yong, Z. Owens–Wendt Characterization of Femtosecond-Laser-Textured Hydrophobic Aluminum Surfaces. Coatings 2023, 13, 1104. [Google Scholar] [CrossRef]
- Myronyuk, O.; Vanagas, E.; Rodin, A.M.; Wesolowski, M. Estimation of the Structure of Hydrophobic Surfaces Using the Cassie–Baxter Equation. Materials 2024, 17, 4322. [Google Scholar] [CrossRef]
- Kadys, A.; Mickevičius, J.; Badokas, K.; Strumskis, S.; Vanagas, E.; Podlipskas, v.; Ignatjev, I.; Malinauskas, T. Epitaxial Lateral Overgrowth of GaN on a Laser-Patterned Graphene Mask. Nanomaterials 2023, 13, 784. [Google Scholar] [CrossRef]
- Zheng, N.; Buividas, R.; Huang, H.H.; Stonytė, D.; Palanisamy, S.; Katkus, T.; Kretkowski, M.; Stoddart, P.R.; Juodkazis, S. Laser Machining at High ∼PW/cm2 Intensity and High Throughput. Photonics 2024, 11, 598. [Google Scholar] [CrossRef]
- Gorham, J. NIST X-Ray Photoelectron Spectroscopy Database—SRD 20; U. S. Department of Commerce: Washington, DC, USA, 2012. [CrossRef]
- Dallaev, R.; Sobola, D.; Tofel, P.; Škvarenina, L.; Sedlák, P. Aluminum Nitride Nanofilms by Atomic Layer Deposition Using Alternative Precursors Hydrazinium Chloride and Triisobutylaluminum. Coatings 2020, 10, 954. [Google Scholar] [CrossRef]
- Balchev, I.; Minkovski, N.; Marinova, T.; Shipochka, M.; Sabotinov, N. Composition and structure characterization of aluminum after laser ablation. Mater. Sci. Eng. B 2006, 135, 108–112. [Google Scholar] [CrossRef]
- Xu, R.; Xie, Y.; Li, R.; Zhang, J.; Zhou, T. Direct Bonding of Polymer and Metal with an Ultrahigh Strength: Laser Treatment and Mechanical Interlocking. Adv. Eng. Mater. 2021, 23, 2001288. [Google Scholar] [CrossRef]
- Ardelean, H.; Petit, S.; Laurens, P.; Marcus, P.; Arefi-Khonsari, F. Effects of different laser and plasma treatments on the interface and adherence between evaporated aluminium and polyethylene terephthalate films: X-ray photoemission, and adhesion studies. Appl. Surf. Sci. 2005, 243, 304–318. [Google Scholar] [CrossRef]
- Lizarbe, A.J.; Major, G.H.; Fernandez, V.; Fairley, N.; Linford, M.R. Insight note: X-ray photoelectron spectroscopy (XPS) peak fitting of the Al 2p peak from electrically isolated aluminum foil with an oxide layer. Surf. Interface Anal. 2023, 55, 651–657. [Google Scholar] [CrossRef]
- Biesinger, M.C. Advanced analysis of copper X-ray photoelectron spectra. Surf. Interface Anal. 2017, 49, 1325–1334. [Google Scholar] [CrossRef]
- Biesinger, M.C.; Lau, L.W.M.; Gerson, A.R.; Smart, R.S.C. Resolving surface chemical states in XPS analysis of first row transition metals, oxides and hydroxides: Sc, Ti, V, Cu and Zn. Appl. Surf. Sci. 2010, 257, 887–898. [Google Scholar] [CrossRef]
- Stefanov, P.; Minkovski, N.; Balchev, I.; Avramova, I.; Sabotinov, N.; Marinova, T. XPS studies of short pulse laser interaction with copper. Appl. Surf. Sci. 2006, 253, 1046–1050. [Google Scholar] [CrossRef]
- Gamaly, E.G.; Rode, A.V.; Luther-Davies, B. Ablation of solids by femtosecond lasers: Ablation mechanism and ablation thresholds for metals and dielectrics. Phys. Plasmas 2002, 18, 949–957. [Google Scholar] [CrossRef]
- Rimkus, L.; Stasevičius, I.; Barkauskas, M.; Giniūnas, L.; Barkauskas, V.; Butkus, S.; Vengris, M. Compact high-flux X-ray source based on irradiation of solid targets by gigahertz and megahertz bursts of femtosecond laser pulses. Opt. Contin. 2022, 1, 1819–1836. [Google Scholar] [CrossRef]
- Schille, J.; Kraft, S.; Pflug, T.; Scholz, C.; Clair, M.; Horn, A.; Loeschner, U. Study on X-ray Emission Using Ultrashort Pulsed Lasers in Materials Processing. Materials 2021, 14, 4537. [Google Scholar] [CrossRef]
- Jalil, S.A.; Lai, B.; ElKabbash, M.; Zhang, J.; Garcell, E.M.; Singh, S.; Guo, C. Spectral absorption control of femtosecond laser-treated metals and application in solar-thermal devices. Light. Sci. Appl. 2020, 9, 14. [Google Scholar] [CrossRef]
- Kozyrev, N.V.; Gordeev, V.V. Thermodynamic Properties and Equation of State for Tungsten. Crystals 2023, 13, 1470. [Google Scholar] [CrossRef]
- Atanasov, P.; Dikovska, A.; Nikov, R.; Atanasova, G.; Grochowska, K.; Karczewski, J.; Fukata, N.; Jevasuwan, W.; Nedyalkov, N. Surface-Enhanced Raman Spectroscopy of Ammonium Nitrate Using Al Structures, Fabricated by Laser Processing of AlN Ceramic. Materials 2024, 17, 2254. [Google Scholar] [CrossRef] [PubMed]
- Coker, E.N.; Donaldson, B.; Gill, W.; Yilmaz, N.; Vigil, F.M. The Isothermal Oxidation of High-Purity Aluminum at High Temperature. Appl. Sci. 2023, 13, 229. [Google Scholar] [CrossRef]
- Martinez-Calderon, M.; Groussin, B.; Bjelland, V.; Chevallay, E.; Fedosseev, V.N.; Himmerlich, M.; Lorenz, P.; Manjavacas, A.; Marsh, B.A.; Neupert, H.; et al. Hot electron enhanced photoemission from laser fabricated plasmonic photocathodes. Nanophotonics 2024, 13, 1975–1983. [Google Scholar] [CrossRef] [PubMed]
- Parris, G.; Goel, S.; Nguyen, D.T.; Buckeridge, J.; Zhou, X. A critical review of the developments in molecular dynamics simulations to study femtosecond laser ablation. Mater. Today Proc. 2022, 64, 1339–1348. [Google Scholar] [CrossRef]
- Qi, J.Y.; Liu, X.Q.; Liu, Z.J.; Zhang, X.; Li, C.; Chen, Q.D.; Wang, L.; Sun, H.B. Ultrawide Spectrum Metallic Plane Blackbody with Extremely High Absorption from 0.2 to 25 μm. Adv. Sci. 2025, 12, 2411448. [Google Scholar] [CrossRef]
- Chen, Z.; Zhu, L.; Raman, A.; Fan, S. Radiative cooling to deep sub-freezing temperatures through a 24-h day–night cycle. Nat. Commun. 2016, 7, 13729. [Google Scholar] [CrossRef] [PubMed]
- Aili, A.; Jiang, T.; Chen, J.; Wen, Y.; Yang, R.; Yin, X.; Tan, G. Passive daytime radiative cooling: Moving beyond materials towards real-world applications. Next Energy 2024, 3, 100121. [Google Scholar] [CrossRef]
- Zhou, L.; Rada, J.; Tian, Y.; Han, Y.; Lai, Z.; McCabe, M.F.; Gan, Q. Radiative cooling for energy sustainability: Materials, systems, and applications. Phys. Rev. Mater. 2022, 6, 090201. [Google Scholar] [CrossRef]
- Ventola, L.; Robotti, F.; Dialameh, M.; Calignano, F.; Manfredi, D.; Chiavazzo, E.; Asinari, P. Rough surfaces with enhanced heat transfer for electronics cooling by direct metal laser sintering. Int. J. Heat Mass Transf. 2014, 75, 58–74. [Google Scholar] [CrossRef]
- Zhou, F.; DeMoulin, G.W.; Geb, D.J.; Catton, I. Closure for a plane fin heat sink with scale-roughened surfaces for volume averaging theory (VAT) based modeling. Int. J. Heat Mass Transf. 2012, 55, 7677–7685. [Google Scholar] [CrossRef]
- Suryawanshi, C.N.; Lin, C.T. Radiative Cooling: Lattice Quantization and Surface Emissivity in Thin Coatings. ACS Appl. Mater. Interfaces 2009, 1, 1334–1338. [Google Scholar] [CrossRef] [PubMed]
- Sciti, D.; Trucchi, D.M.; Bellucci, A.; Orlando, S.; Zoli, L.; Sani, E. Effect of surface texturing by femtosecond laser on tantalum carbide ceramics for solar receiver applications. Sol. Energy Mater. Sol. Cells 2017, 161, 1–6. [Google Scholar] [CrossRef]
- Linklater, D.P.; Haydous, F.; Xi, C.; Pergolesi, D.; Hu, J.; Ivanova, E.P.; Juodkazis, S.; Lippert, T.; Juodkazytė, J. Black-Si as a Photoelectrode. Nanomaterials 2020, 10, 873. [Google Scholar] [CrossRef] [PubMed]
- Nishijima, Y.; Sudo, T.; Matsuo, Y.; Juodkazis, S. Noble metal high entropy alloy for mid infrared metasurfaces. ChemRxiv 2023, preprint. [Google Scholar] [CrossRef]
- Han, M.; Meghwal, A.; Ng, S.H.; Smith, D.; Mu, H.; Katkus, T.; Zhu, D.M.; Mukhlis, R.; Vongsvivut, J.; Berndt, C.C.; et al. Microparticles of High Entropy Alloys Made by Laser-Induced Forward Transfer. Materials 2022, 15, 8063. [Google Scholar] [CrossRef]
- Buddhiraju, S.; Santhanam, P.; Fan, S. Thermodynamic limits of energy harvesting from outgoing thermal radiation. Proc. Natl. Acad. Sci. USA 2018, 115, E3609–E3615. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | WO3 | WC | W–Metal |
|---|---|---|---|
| W – no ablation | 30.22 | 8.78 | 61.00 |
| W – 1 | 72.98 | 3.04 | 23.98 |
| W – 4 | 91.22 | 1.20 | 7.59 |
| Sample | Al–Metal | Al–O | Al–N | Al–ON | Al–OH |
|---|---|---|---|---|---|
| Al – no ablation | 8.94 | 61.46 | 5.44 | 6.16 | 18.01 |
| Al – 1 | 8.19 | 76.80 | 3.28 | 2.90 | 8.84 |
| Sample | Cu–Metal | CuO | Cu(OH)2 |
|---|---|---|---|
| Cu – no ablation | 5.93 | 27.57 | 66.50 |
| Cu – 1 | 2.10 | 58.80 | 39.10 |
| Sample | Metal Atomic Percentage | Non-Metal Atomic Percentage |
|---|---|---|
| W – no ablation | W: 100.00% | O: 0% |
| W – 4 | W: 70.57% | O: 29.43% |
| Al – no ablation | Al: 93.09% | O: 6.47% |
| Al – 1 | Al: 52.92% | O: 46.2% |
| Cu – no ablation | Cu: 38.63% | O: 8.68% C: 38.63% |
| Cu – 1 | Cu: 72.22% | O: 27.28% C: 0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, N.; Buividas, R.; Huang, H.-H.; Stonytė, D.; Palanisamy, S.; Zhu, D.M.; Katkus, T.; Kretkowski, M.; Nishijima, Y.; Grineviciute, L.; et al. Femtosecond Laser Textured Surfaces for Radiative Cooling: Black Metals. Appl. Sci. 2025, 15, 2076. https://doi.org/10.3390/app15042076
Zheng N, Buividas R, Huang H-H, Stonytė D, Palanisamy S, Zhu DM, Katkus T, Kretkowski M, Nishijima Y, Grineviciute L, et al. Femtosecond Laser Textured Surfaces for Radiative Cooling: Black Metals. Applied Sciences. 2025; 15(4):2076. https://doi.org/10.3390/app15042076
Chicago/Turabian StyleZheng, Nan, Ričardas Buividas, Hsin-Hui Huang, Dominyka Stonytė, Suresh Palanisamy, De Ming Zhu, Tomas Katkus, Maciej Kretkowski, Yoshiaki Nishijima, Lina Grineviciute, and et al. 2025. "Femtosecond Laser Textured Surfaces for Radiative Cooling: Black Metals" Applied Sciences 15, no. 4: 2076. https://doi.org/10.3390/app15042076
APA StyleZheng, N., Buividas, R., Huang, H.-H., Stonytė, D., Palanisamy, S., Zhu, D. M., Katkus, T., Kretkowski, M., Nishijima, Y., Grineviciute, L., Stoddart, P. R., & Juodkazis, S. (2025). Femtosecond Laser Textured Surfaces for Radiative Cooling: Black Metals. Applied Sciences, 15(4), 2076. https://doi.org/10.3390/app15042076