
Fatigue Resistance Improvement in Cold-Drawn NiTi Wires Treated with ALD: A Preliminary Investigation

 ,
,  ,
,  ,
,
Abstract
1. Introduction
1.1. NiTi Shape Memory Alloys and Their Applications
1.2. Cold-Drawn NiTi Wires
1.3. Atomic Layer Deposition
2. Experimental
2.1. NiTi Wire Samples
- (i)
- Cleaning in IPA (isopropyl alcohol) by sonication for 5 min,
- (ii)
- cleaning in DI (deionized) water by sonication for 5 min,
- (iii)
- cleaning in Ethyl alcohol by sonication for 5 min,
- (iv)
- cleaning in DI water by sonication for 5 min.
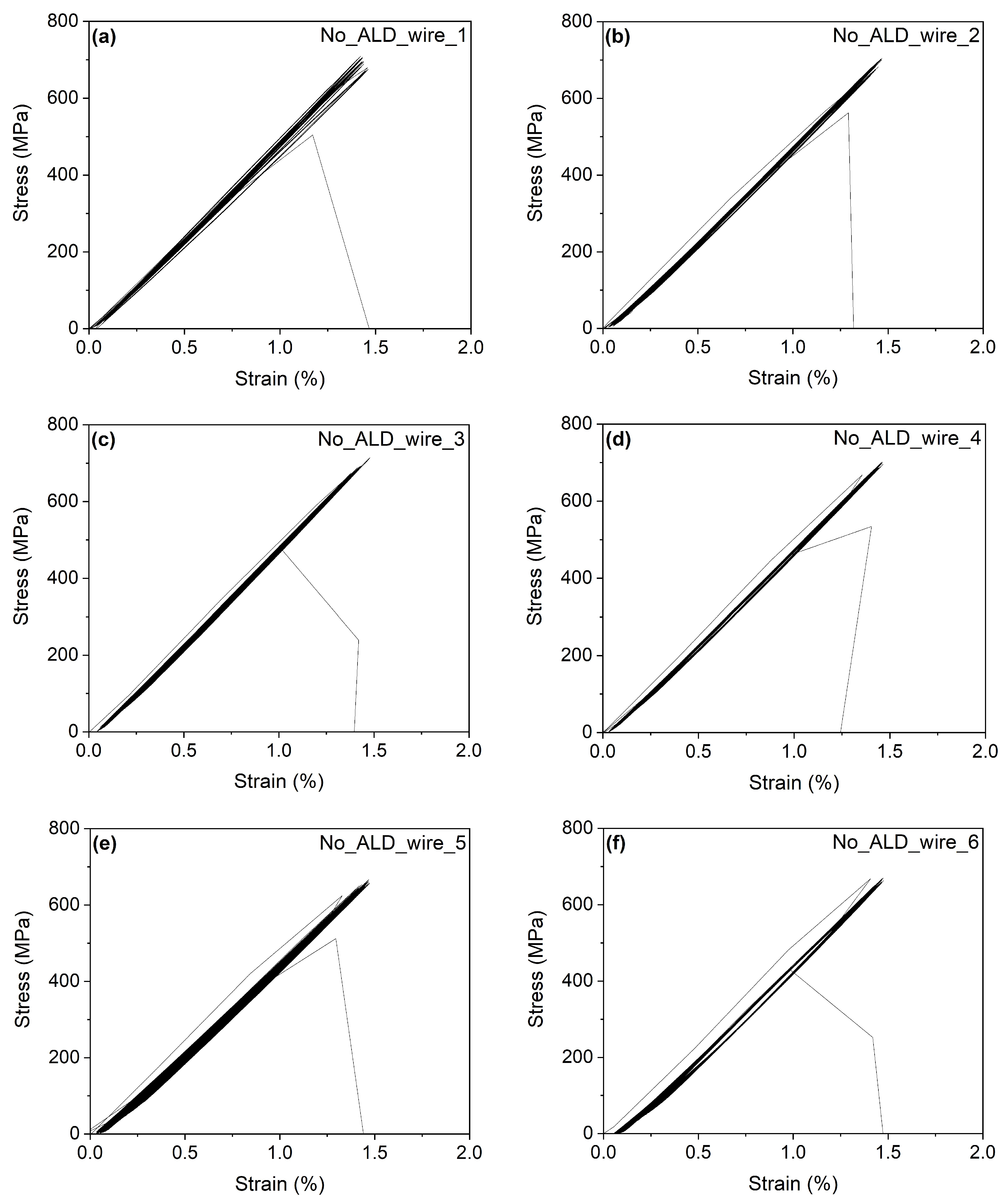
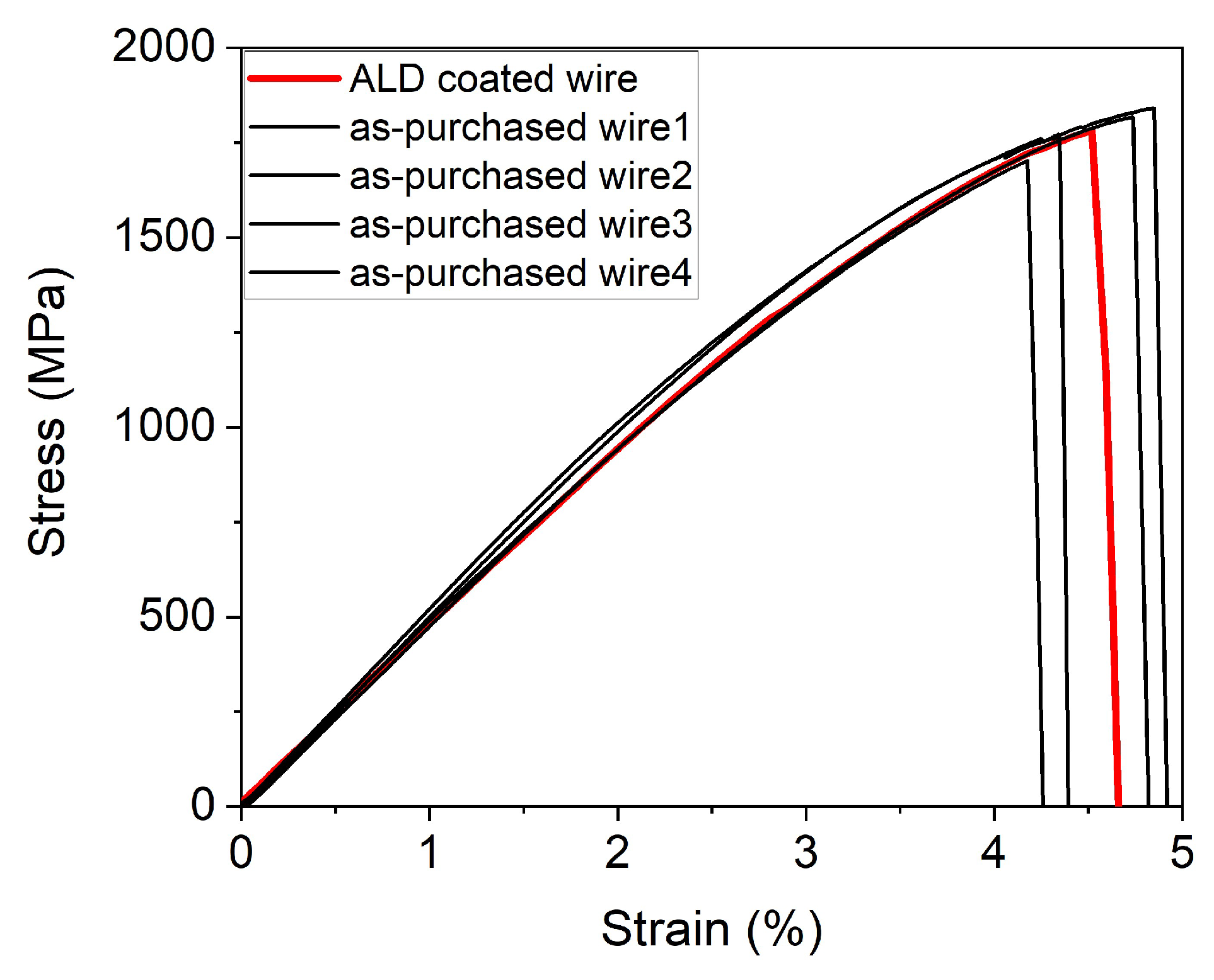
2.2. Fatigue Tests
2.3. The ALD Process
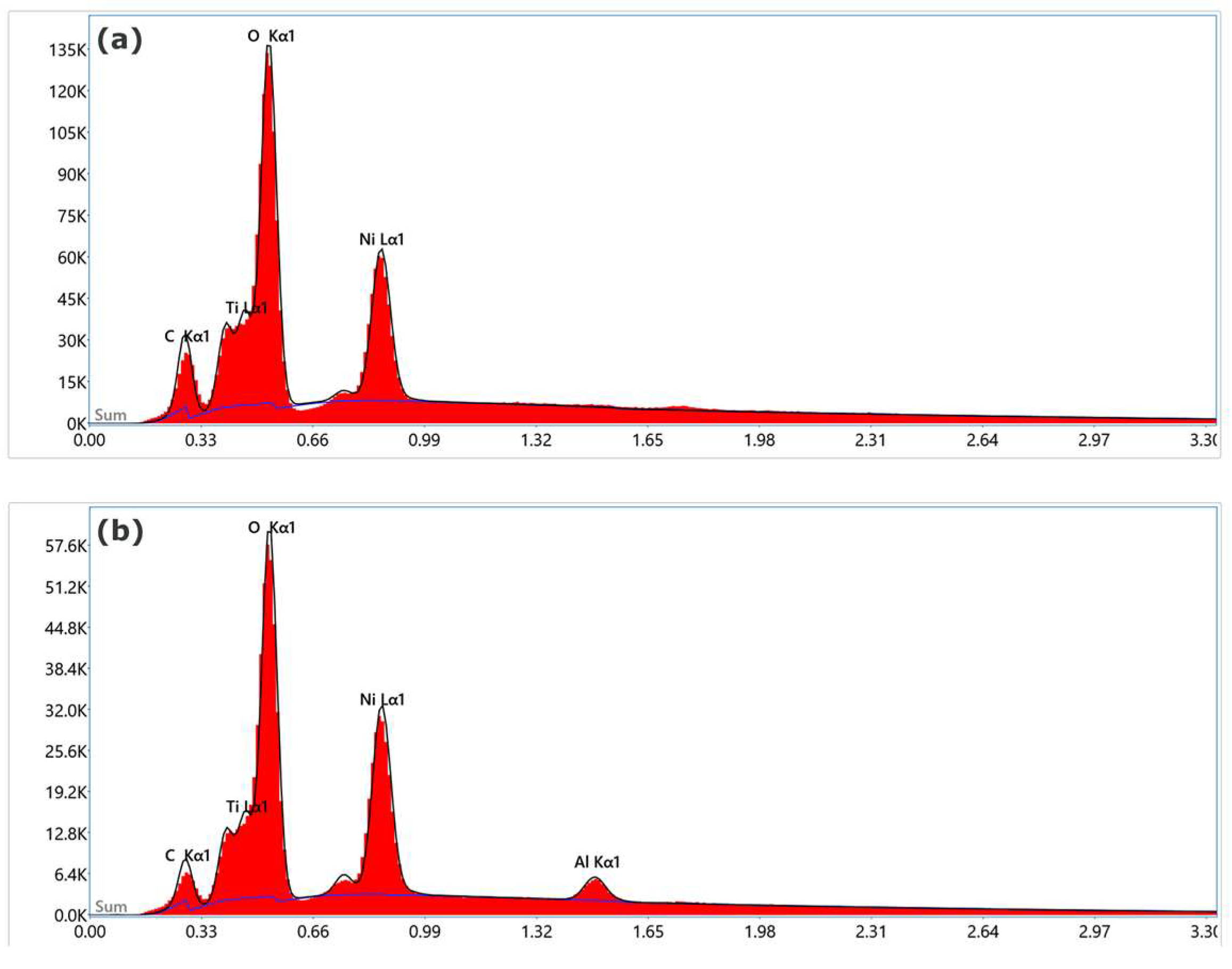
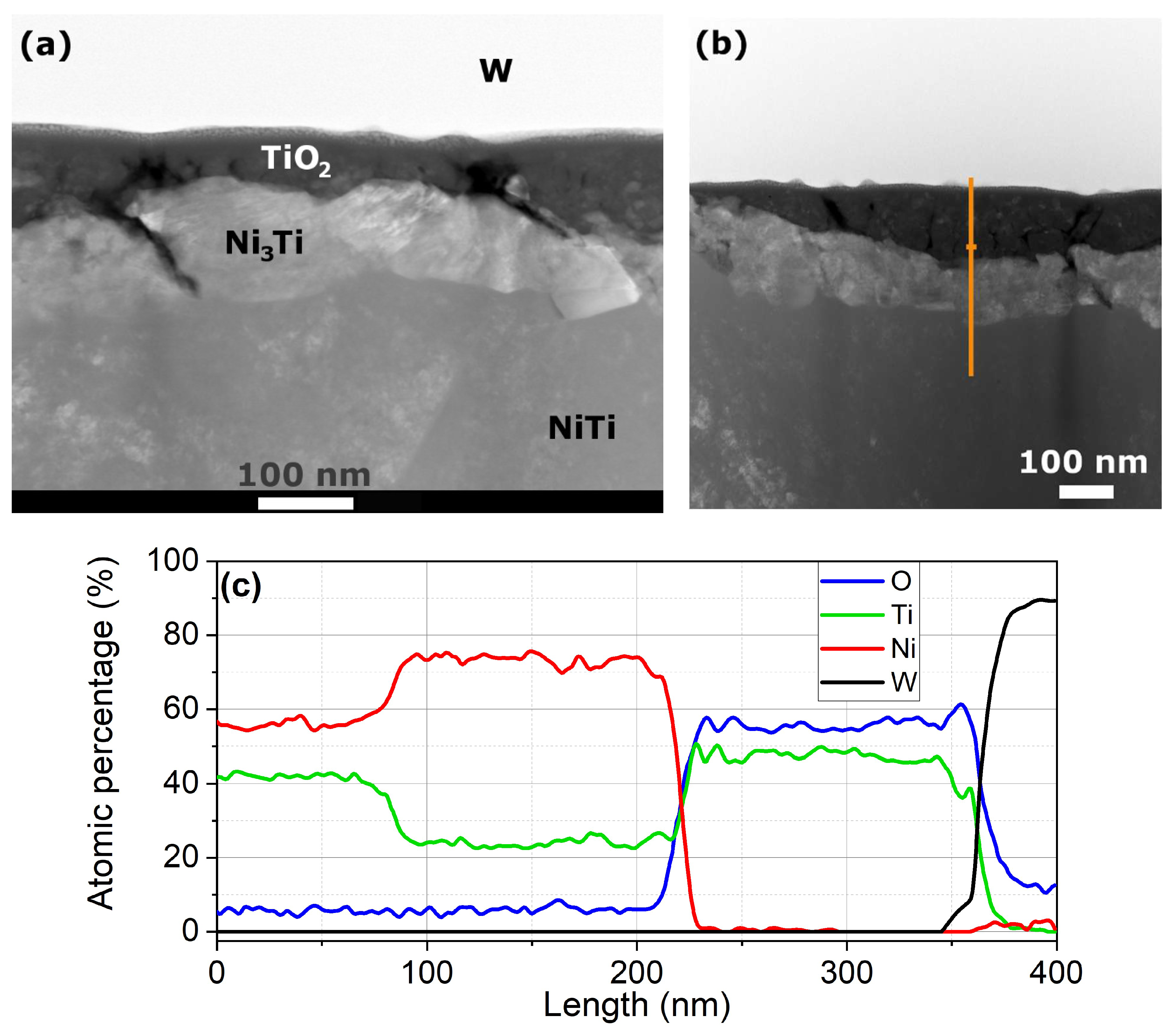
2.4. Analysis of NiTi Wire Samples Using Electron Microscopy
3. Results and Discussion
Alternative Mechanism for Improved Fatigue Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kauffman, G.B.; Mayo, I. The story of nitinol: The serendipitous discovery of the memory metal and its applications. Chem. Educ. 1997, 2, 1–21. [Google Scholar] [CrossRef]
- Perkins, J. (Ed.) Shape Memory Effects in Alloys; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Otsuka, K.; Ren, X. Recent developments in the research of shape memory alloys. Intermetallics 1999, 7, 511–528. [Google Scholar] [CrossRef]
- Van Humbeeck, J.; Stalmans, R. Thermomechanical Properties of SMA: Shape Memory Materials; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Bogue, R. Shape-memory materials: A review of technology and applications. Assem. Autom. 2009, 29, 214–219. [Google Scholar] [CrossRef]
- Wayman, C.M. Some applications of shape-memory alloys. JOM 1980, 32, 129–137. [Google Scholar] [CrossRef]
- Duerig, T.W.; Melton, K.N.; Stockel, D.; Wayman, C.M. Engineering Aspects of Shape Memory Alloys; Butterworth-Heinemann: London, UK, 1990. [Google Scholar]
- Fumagalli, L.; Butera, F.; Coda, A. SmartFlex® NiTi wires for shape memory actuators. J. Mater. Eng. Perform. 2009, 18, 691–695. [Google Scholar] [CrossRef]
- Stoeckel, D.; Waram, T. Use of Ni-Ti shape memory alloys for thermal sensor-actuators. In Active and Adaptive Optical Components; SPIE: Mancheste, UK, 1992; Volume 1543, pp. 382–387. [Google Scholar]
- Vokoun, D.; Sedlák, P.; Frost, M.; Pilch, J.; Majtás, D.; Šittner, P. Velcro-like fasteners based on NiTi micro-hook arrays. Smart Mater. Struct. 2011, 20, 085027. [Google Scholar] [CrossRef]
- Saadat, S.; Salichs, J.; Noori, M.; Hou, Z.; Davoodi, H.; Bar-On, I.; Suzuki, Y.; Masuda, A. An overview of vibration and seismic applications of NiTi shape memory alloy. Smart Mater. Struct. 2002, 11, 218. [Google Scholar] [CrossRef]
- Kudva, J.N. Overview of the DARPA smart wing project. J. Intell. Mater. Syst. Struct. 2004, 15, 261–267. [Google Scholar] [CrossRef]
- Baron, T.H.; Harewood, G.C. Enteral self-expandable stents. Gastrointest. Endosc. 2003, 58, 421–433. [Google Scholar] [CrossRef]
- Fischer, H.; Vogel, B.; Pfleging, W.; Besser, H. Flexible distal tip made of nitinol (NiTi) for a steerable endoscopic camera system. Mater. Sci. Eng. A 1999, 273, 780–783. [Google Scholar] [CrossRef]
- Porenta, L.; Kabirifar, P.; Žerovnik, A.; Čebron, M.; Žužek, B.; Dolenec, M.; Brojan, M.; Tušek, J. Thin-walled Ni-Ti tubes under compression: Ideal candidates for efficient and fatigue-resistant elastocaloric cooling. Appl. Mater. Today 2020, 20, 100712. [Google Scholar] [CrossRef]
- Pelton, A.R.; Schroeder, V.; Mitchell, M.R.; Gong, X.Y.; Barney, M.; Robertson, S.W. Fatigue and durability of Nitinol stents. J. Mech. Behav. Biomed. Mater. 2008, 1, 153–164. [Google Scholar] [CrossRef]
- Weaver, J.D.; Sena, G.M.; Aycock, K.I.; Roiko, A.; Falk, W.M.; Sivan, S.; Berg, B.T. Rotary bend fatigue of nitinol to one billion cycles. Shape Mem. Superelasticity 2023, 9, 50–73. [Google Scholar] [CrossRef]
- Luong, H.; Hill, M.R. The effects of laser peening and shot peening on high cycle fatigue in 7050-T7451 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 699–707. [Google Scholar] [CrossRef]
- Slawik, S.; Bernarding, S.; Lasagni, F.; Navarro, C.; Periñán, A.; Boby, F.; Migot-Choux, S.; Domínguez, J.; Mücklich, F. Microstructural analysis of selective laser melted Ti6Al4V modified by laser peening and shot peening for enhanced fatigue characteristics. Mater. Charact. 2021, 173, 110935. [Google Scholar] [CrossRef]
- Yan, K.; Wei, P.; Ren, F.; He, W.; Sun, Q. Enhance fatigue resistance of nanocrystalline NiTi by laser shock peening. Shape Mem. Superelasticity 2019, 5, 436–443. [Google Scholar] [CrossRef]
- Delville, R.; Malard, B.; Pilch, J.; Sittner, P.; Schryvers, D. Microstructure changes during non-conventional heat treatment of thin Ni–Ti wires by pulsed electric current studied by transmission electron microscopy. Acta Mater. 2010, 58, 4503–4515. [Google Scholar] [CrossRef]
- Hua, P.; Xia, M.; Onuki, Y.; Sun, Q. Nanocomposite NiTi shape memory alloy with high strength and fatigue resistance. Nat. Nanotechnol. 2021, 16, 409–413. [Google Scholar] [CrossRef] [PubMed]
- Schaffer, J.E.; Plumley, D.L. Fatigue performance of nitinol round wire with varying cold work reductions. J. Mater. Eng. Perform. 2009, 18, 563–568. [Google Scholar] [CrossRef]
- George, S.M. Atomic layer deposition: An overview. Chem. Rev. 2010, 110, 111–131. [Google Scholar] [CrossRef] [PubMed]
- Kei, C.C.; Yu, Y.S.; Racek, J.; Vokoun, D.; Šittner, P. Atomic layer-deposited Al2O3 coatings on NiTi alloy. J. Mater. Eng. Perform. 2014, 23, 2641–2649. [Google Scholar] [CrossRef]
- Vokoun, D.; Racek, J.; Kadeřávek, L.; Kei, C.C.; Yu, Y.S.; Klimša, L.; Šittner, P. Atomic layer-deposited TiO2 coatings on NiTi surface. J. Mater. Eng. Perform. 2018, 27, 572–579. [Google Scholar] [CrossRef]
- Li, X.; Zhang, K.; Jiang, X.; Wang, L.; Zhang, T.; Zhang, X.; Che, H. Experimental study of a heparin-coated venous stent fabricated by atomic layer deposition. J. Biomater. Appl. 2023, 37, 1124–1134. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, Y.; Chen, X.; Leng, B.; Guo, X.; Zhang, T. ALD mediated heparin grafting on nitinol for self-expanded carotid stents. Colloids Surf. B Biointerfaces 2016, 143, 390–398. [Google Scholar] [CrossRef] [PubMed]
- Nazarov, D.V.; Kozlova, L.A.; Yudintceva, N.M.; Ovcharenko, E.A.; Rudakova, A.V.; Kirichenko, S.O.; Rogacheva, E.V.; Kraeva, L.A.; Borisov, E.V.; Popovich, A.A.; et al. Atomic layer deposition of biocompatible multifunctional ZnO-TiO2 nanocoatings on the surface of additively manufactured nitinol. Appl. Surf. Sci. 2024, 675, 160974. [Google Scholar] [CrossRef]
- Sneh, O.; Clark-Phelps, R.B.; Londergan, A.R.; Winkler, J.; Seidel, T.E. Thin film atomic layer deposition equipment for semiconductor processing. Thin Solid Film. 2002, 402, 248–261. [Google Scholar] [CrossRef]
- Abbas, A.; Hung, H.Y.; Lin, P.C.; Yang, K.C.; Chen, M.C.; Lin, H.C.; Han, Y.Y. Atomic layer deposited TiO2 films on an equiatomic NiTi shape memory alloy for biomedical applications. J. Alloys Compd. 2021, 886, 161282. [Google Scholar] [CrossRef]
- Pilch, J.; Heller, L.; Sittner, P. Final thermomechanical treatment of thin NiTi filaments for textile applications by electric current. In Proceedings of the Esomat 2009: Proceedings of the 8th European Symposium on Martensitic Transformations, Prague, Czech Republic, 7–11 September 2009. [Google Scholar] [CrossRef]
- Kot, M.; Das, C.; Wang, Z.; Henkel, K.; Rouissi, Z.; Wojciechowski, K.; Snaith, H.J.; Schmeisser, D. Room-Temperature Atomic Layer Deposition of Al2O3: Impact on Efficiency, Stability and Surface Properties in Perovskite Solar Cells. ChemSusChem 2016, 9, 3401–3406. [Google Scholar] [CrossRef]
- Denes, E.; Barrière, G.; Poli, E.; Lévêque, G. Alumina biocompatibility. J. Long-Term Eff. Med. Implant. 2018, 28, 9–13. [Google Scholar] [CrossRef]
- Nayar, P.; Khanna, A.; Kabiraj, D.; Abhilash, S.R.; Beake, B.D.; Losset, Y.; Chen, B. Structural, optical and mechanical properties of amorphous and crystalline alumina thin films. Thin Solid Films 2014, 568, 19–24. [Google Scholar] [CrossRef]
- Aarik, L.; Mändar, H.; Tarre, A.; Piirsoo, H.M.; Aarik, J. Mechanical properties of crystalline and amorphous aluminum oxide thin films grown by atomic layer deposition. Surf. Coat. Technol. 2022, 438, 128409. [Google Scholar] [CrossRef]
- Mayer, T.M.; Elam, J.W.; George, S.M.; Kotula, P.G.; Goeke, R.S. Atomic-layer deposition of wear-resistant coatings for microelectromechanical devices. Appl. Phys. Lett. 2003, 82, 2883–2885. [Google Scholar] [CrossRef]
- Novák, V.; Šittner, P.; Dayananda, G.N.; Braz-Fernandes, F.M.; Mahesh, K.K. Electric resistance variation of NiTi shape memory alloy wires in thermomechanical tests: Experiments and simulation. Mater. Sci. Eng. A 2008, 481, 127–133. [Google Scholar] [CrossRef]
- Wu, Z.; Mahmud, A.; Zhang, J.; Liu, Y.; Yang, H. Surface oxidation of NiTi during thermal exposure in flowing argon environment. Mater. Des. 2018, 140, 123–133. [Google Scholar] [CrossRef]
- Šittner, P.; Pilch, J.; Malard, B. Low Temperature Shape Setting of NiTi Filaments for Smart Textiles; ESFR: Grenoble, France, 2011. [Google Scholar]
- Šittner, P.; Sedlák, P.; Seiner, H.; Sedmák, P.; Pilch, J.; Delville, R.; Heller, L.; Kadeřávek, L. On the coupling between martensitic transformation and plasticity in NiTi: Experiments and continuum based modelling. Prog. Mater. Sci. 2018, 98, 249–298. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NiTi Sample ID | Nf | Nf_mean | SD |
|---|---|---|---|
| No_ALD_wire_1 | 2772 | 7535 | 6219 |
| No_ALD_wire_2 | 12,860 | ||
| No_ALD_wire_3 | 1262 | ||
| No_ALD_wire_4 | 10,925 | ||
| No_ALD_wire_5 | 15,360 | ||
| No_ALD_wire_6 | 2032 |
| NiTi Sample ID | Load Applied During ALD (kg) | Stress Corresponding to Applied Load (MPa) | Nf_ald | Nf_ald_mean | SD_ald |
|---|---|---|---|---|---|
| ALD_wire_1 | 1.7 | 1359 | 5302 | 293,875 | 476,896 |
| ALD_wire_2 | 2.2 | 1759 | 320,024 | ||
| ALD_wire_3 | 2.2 | 1759 | 30,417 | ||
| ALD_wire_4 | 1.7 | 1359 | 752 | ||
| ALD_wire_5 | 2.8 | 2238 | 1,112,882 * |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vokoun, D.; Tyc, O.; Samal, S.M.; Stachiv, I.; Yu, Y.; Kei, C. Fatigue Resistance Improvement in Cold-Drawn NiTi Wires Treated with ALD: A Preliminary Investigation. Appl. Sci. 2025, 15, 1823. https://doi.org/10.3390/app15041823
Vokoun D, Tyc O, Samal SM, Stachiv I, Yu Y, Kei C. Fatigue Resistance Improvement in Cold-Drawn NiTi Wires Treated with ALD: A Preliminary Investigation. Applied Sciences. 2025; 15(4):1823. https://doi.org/10.3390/app15041823
Chicago/Turabian StyleVokoun, David, Ondřej Tyc, Sneha Manjaree Samal, Ivo Stachiv, Yoshane Yu, and Chichung Kei. 2025. "Fatigue Resistance Improvement in Cold-Drawn NiTi Wires Treated with ALD: A Preliminary Investigation" Applied Sciences 15, no. 4: 1823. https://doi.org/10.3390/app15041823
APA StyleVokoun, D., Tyc, O., Samal, S. M., Stachiv, I., Yu, Y., & Kei, C. (2025). Fatigue Resistance Improvement in Cold-Drawn NiTi Wires Treated with ALD: A Preliminary Investigation. Applied Sciences, 15(4), 1823. https://doi.org/10.3390/app15041823