


Influence of Printing Parameters on Microstructure and Mechanical Properties of EOS NickelAlloy HX Produced via Laser Powder Bed Fusion

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Powder Characterization
2.2. Printing Parameters
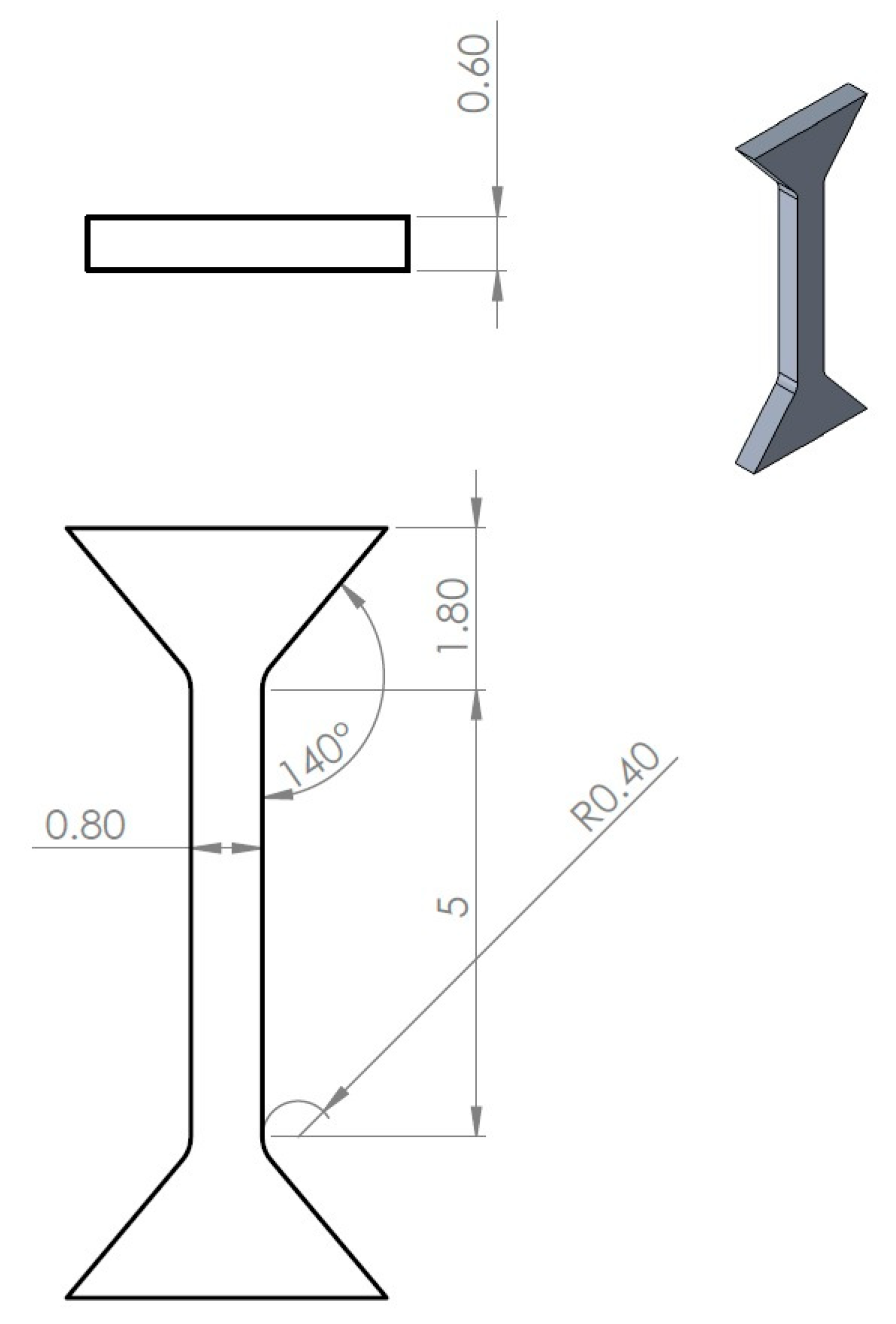
2.3. Specimen Machining
- Small specimens for tensile test (SSTT), according to specifications in Figure 2;
- Cubic specimens (5 × 5 × 3 mm) for microstructural analysis and hardness mapping.
2.4. Microstructural Characterization
2.5. Small Specimen Tensile Test (SSTT)
3. Results
3.1. Impact of Parameters
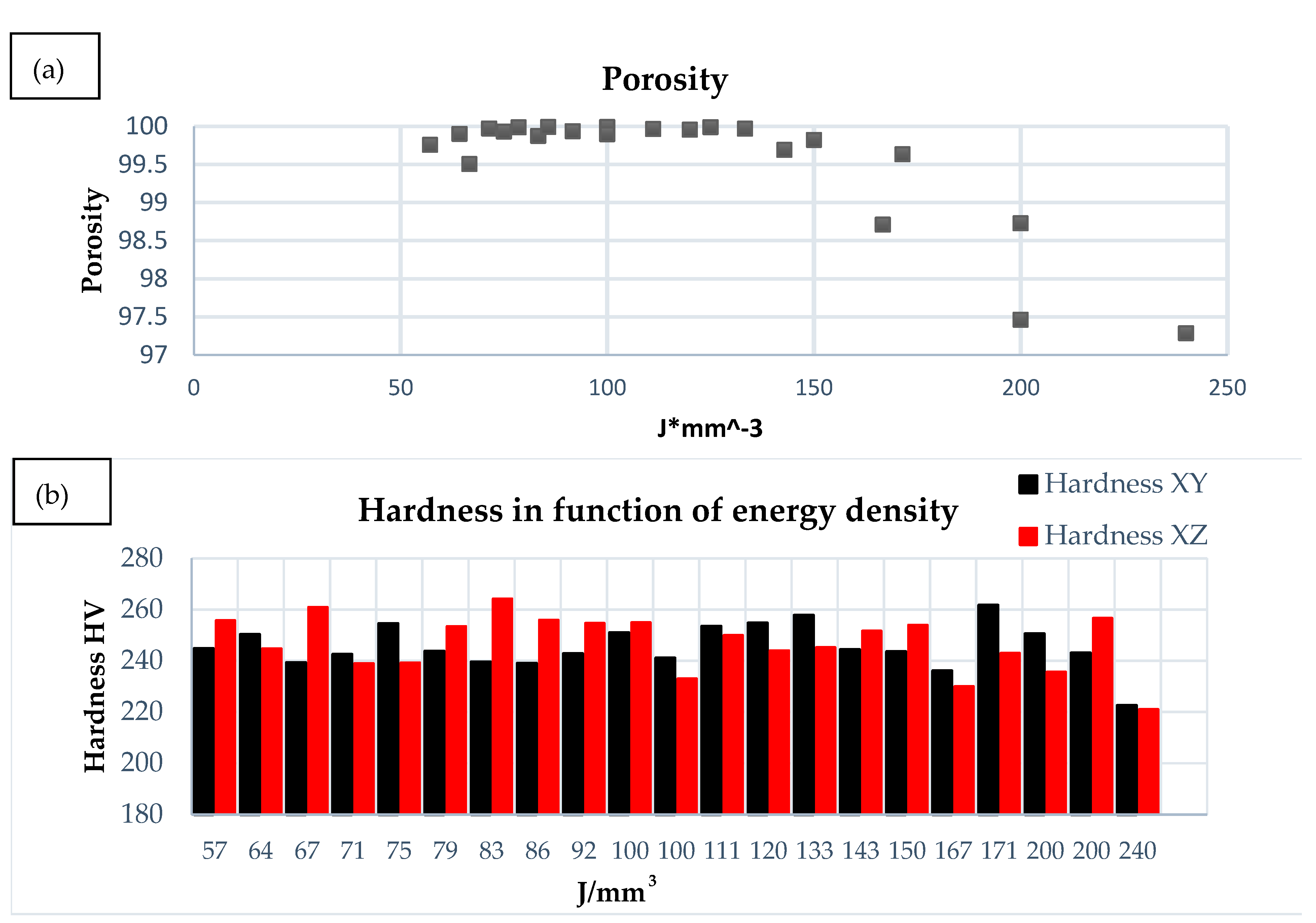
Porosity vs. Energy Density
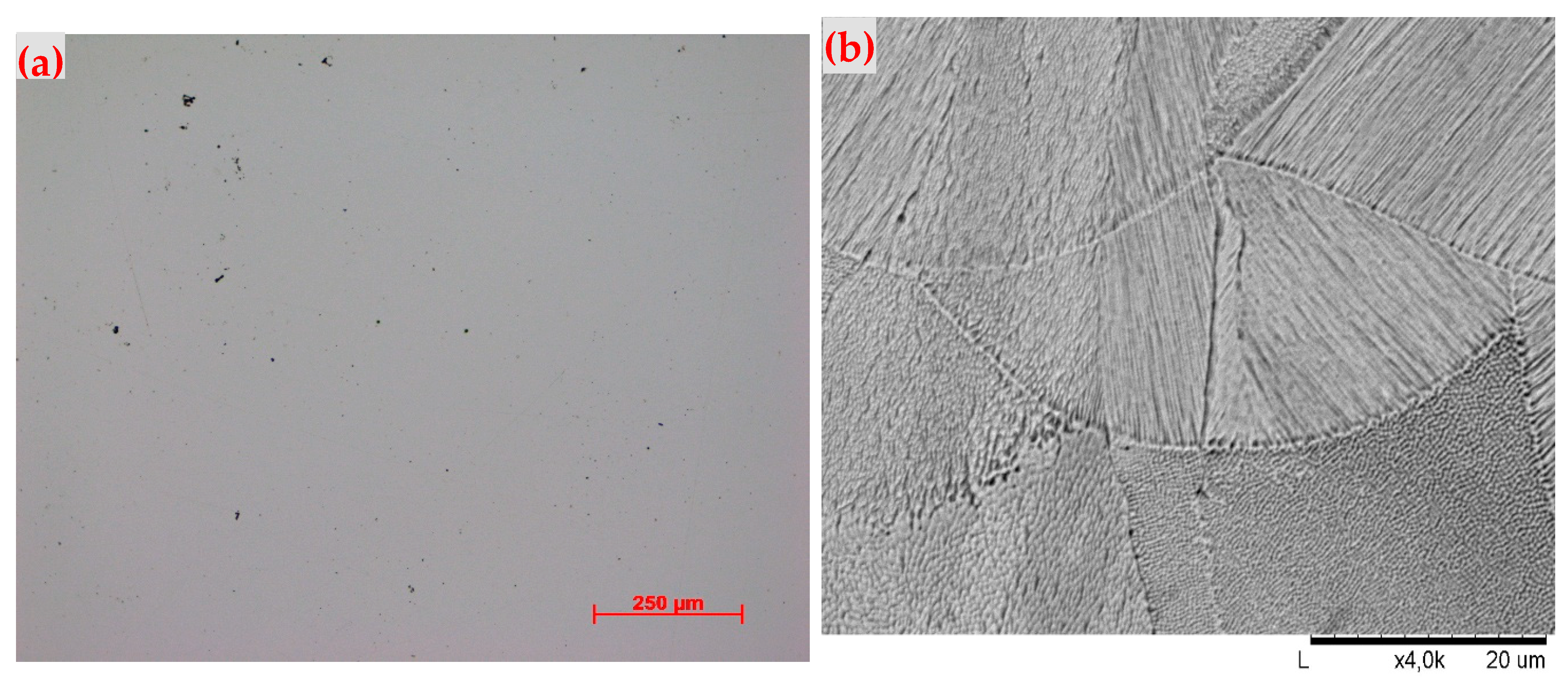
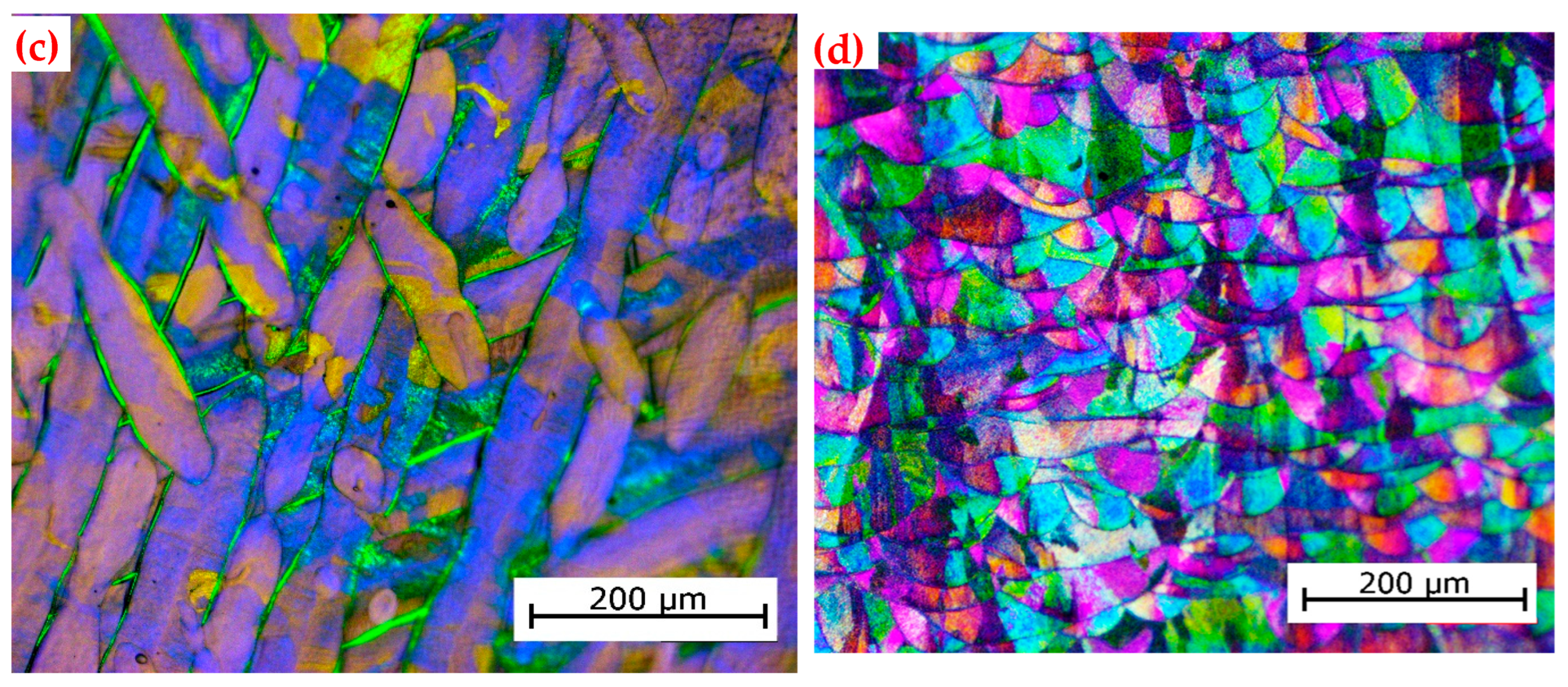
3.2. Microstructural Analysis
As-Printed Microstructure
3.3. Mechanical Properties
4. Discussion
4.1. Processing Parameter Optimization and Energy Density Effects

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Reference | Laser Power (W) | Scan Speed (mm/s) | Layer Thickness (μm) | Energy Density (J/mm3) | Relative Density (%) |
|---|---|---|---|---|---|---|
| EOS NickelAlloy HX | This study | 120 | 900 | 30 | 111 | 99.8 |
| Hastelloy X | [17] | 195 | 1200 | 30 | 103 | 99.2 |
| Hastelloy X | [18] | 180 | 800 | 40 | 117 | 98.8 |
| Hastelloy X | [20] | 150 | 1000 | 30 | 125 | 99.1 |
| Inconel 718 | [19] | 285 | 960 | 40 | 175 | 99.4 |
| Inconel 718 | [21] | 195 | 1200 | 25 | 129 | 99.6 |
| Inconel 625 | [16] | 195 | 650 | 30 | 167 | 99.3 |
| CM247LC | [22] | 200 | 400 | 30 | 397 | 98.5 |
4.2. Microstructural Evolution and Grain Morphology
Mechanical Properties Enhancement and Performance Analysis
4.3. Microstructural Analysis and Grain Structure Effects
4.4. Quality Assessment and Defect Analysis Comparison
5. Conclusions
- Effect of LPBF Process Parameters on Material Density and MicrostructureThe proper selection of LPBF processing parameters, particularly a volumetric energy density of 111 J/mm3 (P = 200 W, v = 900 mm/s, hatch spacing = 0.1 mm, layer thickness = 0.02 mm), enabled the production of samples with very high density—up to 99.96%. Higher scanning speeds (≥900 mm/s), when combined with proportionally increased laser power, led to improved material quality compared to low-speed strategies. Regardless of the applied parameters, all samples exhibited a fine cellular–dendritic microstructure (0.5–1.5 µm) within the columnar grains, resulting from extremely high cooling rates (105–106 K/s). Moreover, a clear transition from columnar to equiaxed grains was observed depending on the sample orientation (XZ vs. XY), which had a direct impact on the mechanical properties of the material.
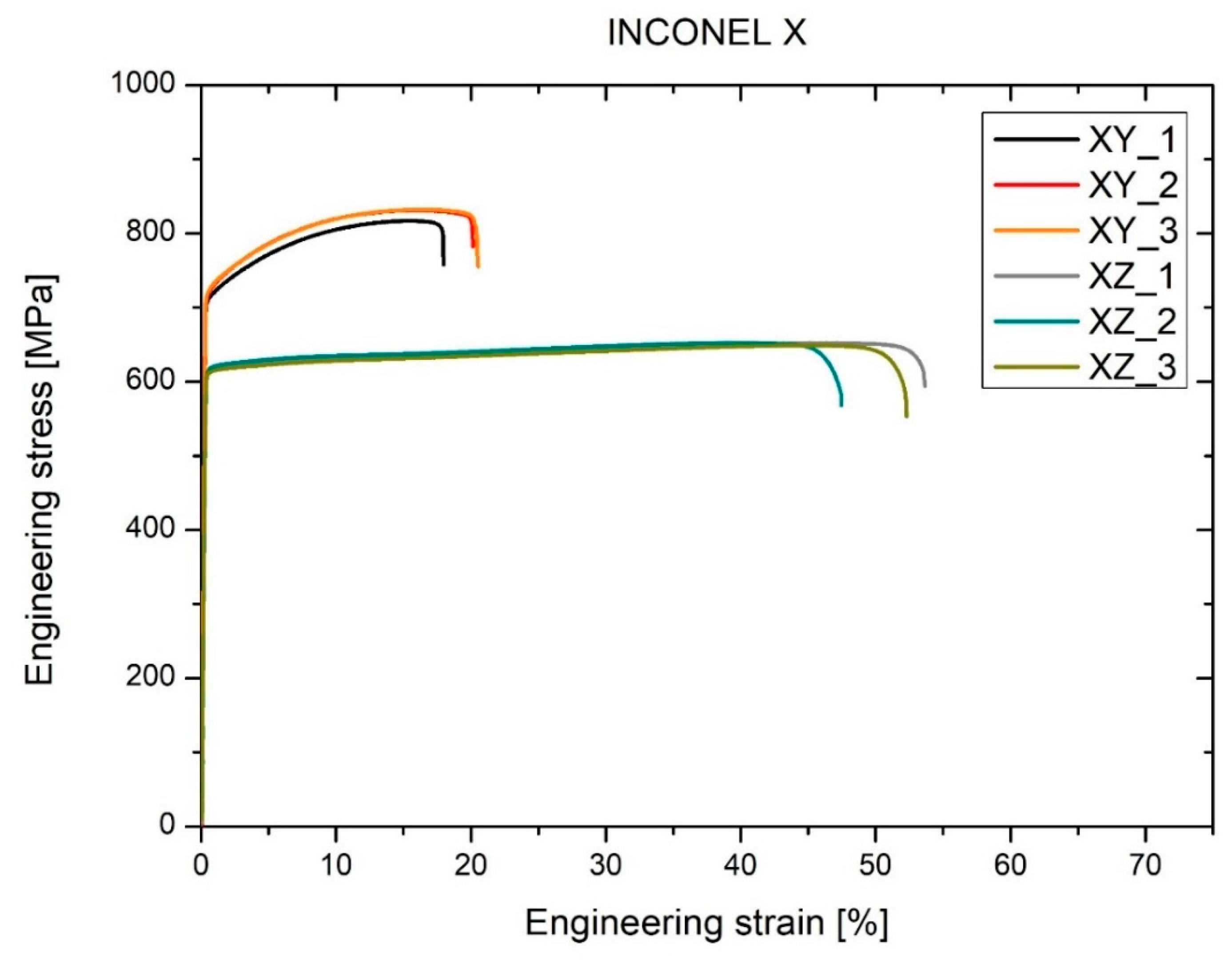
- Anisotropy of Mechanical PropertiesThe fabricated samples showed a distinct anisotropy of mechanical properties depending on the build orientation. In the XY orientation, a higher ultimate tensile strength was recorded (UTS= 827 ± 7 MPa), but with lower elongation (A = 19.2 ± 1.1%), whereas in the XZ orientation, lower strength (UTS = 651 ± 2 MPa) was accompanied by significantly higher ductility (A = 50.8 ± 2.6%). These differences clearly confirm the substantial influence of build direction in LPBF technology on the strength characteristics of the alloy.
- Comparison with Conventionally Processed MaterialThe mechanical properties of samples produced via LPBF (yield strength in the range of 580–698 MPa) significantly exceed those of conventionally cast or rolled Nickel Alloy HX (YS = 350–400 MPa, A ≈ 35%). This advantage results from the fine-grained microstructure and the ability to precisely control process parameters, allowing for optimized tailoring of the material’s properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies, 3rd ed.; Springer: Cham, Switzerland, 2021. [Google Scholar]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure and properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Rapid fabrication of bulk-form TiB2/316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloys Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Marchese, G.; Garmendia Colera, X.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and comparison of Inconel 625 processed by selective laser melting and laser metal deposition. Adv. Eng. Mater. 2017, 19, 1600635. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Tomus, D.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Effect of minor alloying elements on the mechanical properties of Hastelloy X fabricated by selective laser melting. Addit. Manuf. 2017, 16, 65–72. [Google Scholar]
- Esmaeilizadeh, R.; Keshavarzkermani, A.; Ali, U.; Mahmoodkhani, Y.; Behravesh, B.; Jahed, H.; Bonakdar, A.; Toyserkani, E. Customizing Mechanical Properties of Additively Manufactured Hastelloy X Parts by Adjusting Laser Scanning Speed. J. Alloys Compd. 2020, 812, 152097. [Google Scholar] [CrossRef]
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloys Compd. 2012, 513, 518–523. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Ali, U.; Enrique, P.D.; Mahmoodkhani, Y.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Controlling mechanical properties of additively manufactured hastelloy X by altering solidification pattern during laser powder-bed fusion. Mater. Sci. Eng. A 2019, 762, 138081. [Google Scholar] [CrossRef]
- Popovich, V.; Borisov, E.; Popovich, A.; Sufiiarov, V.; Masaylo, D.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Munoz-Moreno, R.; Divya, V.; Driver, S.; Messé, O.; Illston, T.; Baker, S.; Carpenter, M.; Stone, H. Effect of heat treatment on the microstructure, texture and elastic anisotropy of the nickel-based superalloy CM247LC processed by selective laser melting. Mater. Sci. Eng. A 2016, 674, 529–539. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Gribbin, S.; Bicknell, J.; Jorgensen, L.; Tsukrov, I.; Knezevic, M. Low cycle fatigue behavior of direct metal laser sintered Inconel alloy 718. Int. J. Fatigue 2016, 93, 156–167. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Amato, K.N.; Gaytan, S.M.; Murr, L.E.; Martinez, E.; Shindo, P.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Wang, P. Defect formation mechanisms in powder bed fusion additive manufacturing: A review. Chin. J. Mech. Eng. 2020, 33, 15. [Google Scholar]
- Park, J.; Lee, J.; Kim, K.; Kim, D. Effect of post-processing heat treatment on microstructure and mechanical properties of additively manufactured Inconel 718. Mater. Sci. Eng. A 2021, 815, 141248. [Google Scholar]

| Ni | Cr | Fe | Mo | Mg | Si | W | Co | Al | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Rest | 20.5–23 | 17–20 | 8–10 | 0.2–1 | 1 max | 0.2–1 | 0.5–2.5 | 0.5 max | 0.15 max |
| Process | Parameters | Power | Hatch Distance | Layer Height | Energy Density | Density [%] | Hardnes | ||
|---|---|---|---|---|---|---|---|---|---|
| V [mm/s] | P [W] | d [mm] | h [mm] | J [J·mm-3] | d = 0.06 | XY | XZ | Difference XYXZ | |
| Preheating | 1000 | 40 | 0.04 | 0.02 | 50 | ||||
| 1 | 1000 | 80 | 0.07 | 0.02 | 57 | 99.76 | 245 | 256 | 11 |
| 2 | 1000 | 90 | 0.07 | 0.02 | 64 | 99.90 | 250 | 245 | 6 |
| 3 | 1000 | 80 | 0.06 | 0.02 | 67 | 99.51 | 239 | 261 | 22 |
| 4 | 1000 | 100 | 0.07 | 0.02 | 71 | 99.97 | 243 | 239 | 4 |
| 5 | 1000 | 90 | 0.06 | 0.02 | 75 | 99.93 | 255 | 239 | 15 |
| 6 | 1000 | 110 | 0.07 | 0.02 | 79 | 99.99 | 244 | 254 | 10 |
| 7 | 1000 | 100 | 0.06 | 0.02 | 83 | 99.87 | 240 | 264 | 25 |
| 8 | 1000 | 120 | 0.07 | 0.02 | 86 | 99.99 | 239 | 256 | 17 |
| 9 | 1000 | 110 | 0.06 | 0.02 | 92 | 99.94 | 243 | 255 | 12 |
| 10 | 1000 | 120 | 0.06 | 0.02 | 100 | 99.99 | 251 | 255 | 4 |
| 11 | 1000 | 120 | 0.06 | 0.02 | 100 | 99.90 | 241 | 233 | 8 |
| 12 | 900 | 120 | 0.06 | 0.02 | 111 | 99.96 | 254 | 250 | 4 |
| 13 | 1000 | 120 | 0.05 | 0.02 | 120 | 99.96 | 255 | 244 | 11 |
| 14 | 800 | 120 | 0.06 | 0.02 | 125 | 99.99 | 248 | 244 | |
| 15 | 900 | 120 | 0.05 | 0.02 | 133 | 99.97 | 258 | 245 | 13 |
| 16 | 700 | 120 | 0.06 | 0.02 | 143 | 99.69 | 244 | 252 | 7 |
| 17 | 800 | 120 | 0.05 | 0.02 | 150 | 99.82 | 244 | 254 | 11 |
| 18 | 600 | 120 | 0.06 | 0.02 | 167 | 98.71 | 236 | 230 | 6 |
| 19 | 700 | 120 | 0.05 | 0.02 | 171 | 99.63 | 262 | 243 | 19 |
| 20 | 500 | 120 | 0.06 | 0.02 | 200 | 97.46 | 251 | 236 | 15 |
| 21 | 600 | 120 | 0.05 | 0.02 | 200 | 98.73 | 243 | 257 | 14 |
| 22 | 500 | 120 | 0.05 | 0.02 | 240 | 97.29 | 223 | 221 | 2 |
| Direction | Specimen | Proof Stress at 0.2% R0.2 [MPa} | Ultimate Tensile Stress Rm [MPA] | Uniform Strain Ag [%] | Strain to Rapture A [%] | |
|---|---|---|---|---|---|---|
| XY | XY_1 | 709 | 817 | 14.8 | 17.6 | |
| XY_2 | 718 | 831 | 15.2 | 19.8 | ||
| XY_3 | 722 | 832 | 16.3 | 20.2 | ||
| average | 716 | 827 | 15.5 | 19.2 | ||
| std. deviation | 5 | 7 | 0.6 | 1.1 | ||
| XZ | XZ_1 | 613 | 652 | 44.8 | 53.3 | |
| XZ_2 | 616 | 652 | 39.5 | 47.2 | ||
| XZ_3 | 611 | 649 | 44.1 | 52.0 | ||
| average | 613 | 651 | 42.8 | 50.8 | ||
| std. deviation | 2 | 2 | 2.3 | 2.6 | ||
| Material | Reference | Build Orientation | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| EOS NickelAlloy HX | This study | XY | 716 ± 5 | 827 ± 7 | 19.2 ± 1.1 |
| Hastelloy X | [18] | Z | 480 ± 10 | 620 ± 15 | 40.0 ± 2.0 |
| Hastelloy X | [17] | Z | 792 ± 1 | 923 ± 9 | 12.0 ± 0.5 |
| Hastelloy X | [18] | XY | 663 ± 12 | 773 ± 9 | 22.4 ± 1.5 |
| Inconel 718 | [19] | Z | 559 ± 15 | 782 ± 18 | 31.0 ± 2.1 |
| Inconel 718 | [21] | XY | 1211 ± 24 | 1406 ± 21 | 13.6 ± 4 |
| Inconel 625 | [16] | XY | 559 ± 20 | 894 ± 25 | 30.0 ± 3.2 |
| CM247LC | [22] | Z | 690 ± 25 | 791 ± 18 | 1.15 ± 0.2 |
| Material | Reference | Relative Density (%) | Primary Defect Type | Porosity Size (μm) | Defect Density (Defects/mm2) | Microhardness (HV) |
|---|---|---|---|---|---|---|
| NickelAlloy HX | This study | 99.8 | Minimal spherical | <10 | <5 | 285 ± 8 |
| Hastelloy X | [17] | 99.2 | Lack of fusion | 15–50 | 15–25 | 265 ± 12 |
| Hastelloy X | [18] | 98.8 | Gas porosity | 5–25 | 20–35 | 248 ± 15 |
| Inconel 718 | [19] | 99.4 | Spherical pores | 10–40 | 8–15 | 310 ± 18 |
| Inconel 718 | [21] | 99.6 | Minimal defects | <15 | <8 | 295 ± 22 |
| Inconel 625 | [16] | 99.3 | Gas porosity | 8–30 | 12–20 | 245 ± 14 |
| CM247LC | [22] | 98.5 | Microcracks | 20–80 | 50–120 | 420 ± 35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maj, P.; Jonak, K.; Molak, R.; Sitek, R.; Mizera, J. Influence of Printing Parameters on Microstructure and Mechanical Properties of EOS NickelAlloy HX Produced via Laser Powder Bed Fusion. Appl. Sci. 2025, 15, 8011. https://doi.org/10.3390/app15148011
Maj P, Jonak K, Molak R, Sitek R, Mizera J. Influence of Printing Parameters on Microstructure and Mechanical Properties of EOS NickelAlloy HX Produced via Laser Powder Bed Fusion. Applied Sciences. 2025; 15(14):8011. https://doi.org/10.3390/app15148011
Chicago/Turabian StyleMaj, Piotr, Konstanty Jonak, Rafał Molak, Ryszard Sitek, and Jarosław Mizera. 2025. "Influence of Printing Parameters on Microstructure and Mechanical Properties of EOS NickelAlloy HX Produced via Laser Powder Bed Fusion" Applied Sciences 15, no. 14: 8011. https://doi.org/10.3390/app15148011
APA StyleMaj, P., Jonak, K., Molak, R., Sitek, R., & Mizera, J. (2025). Influence of Printing Parameters on Microstructure and Mechanical Properties of EOS NickelAlloy HX Produced via Laser Powder Bed Fusion. Applied Sciences, 15(14), 8011. https://doi.org/10.3390/app15148011