
The Impact of Pitch Error on the Dynamics and Transmission Error of Gear Drives


Abstract
1. Introduction
1.1. Research Gap and Objective
- Ideal geometry;
- Measured microgeometry only;
- Pitch error only.
1.2. Contributions
- Quantitative evidence of the non-linear coupling between pitch error and measured microgeometry under realistic loading.
- Methodological workflow for importing tooth-by-tooth scans and calibrated pitch tables into an MBD environment.
- Design guidance indicating why indexing CpK targets should accompany profile relief optimization in low-noise e-drive gears.
2. Materials and Methods
2.1. Tooth-Resolved Measurement and Pitch Table Preparation
2.2. Multibody Model and Solver Settings
2.3. Simulation Setup and Parameter-Configuration
2.4. Simulation Scenarios
3. Results
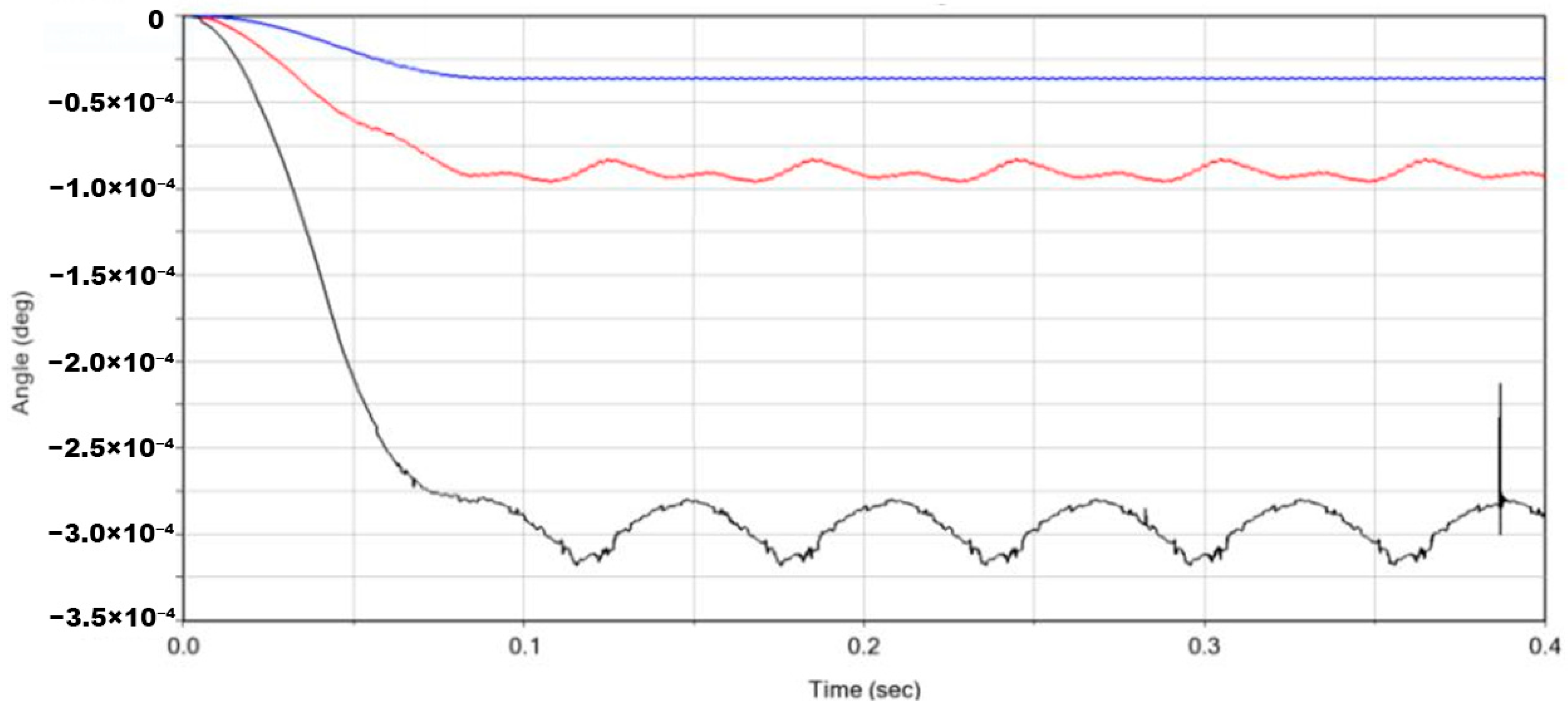
3.1. Time–Domain Transmission Error
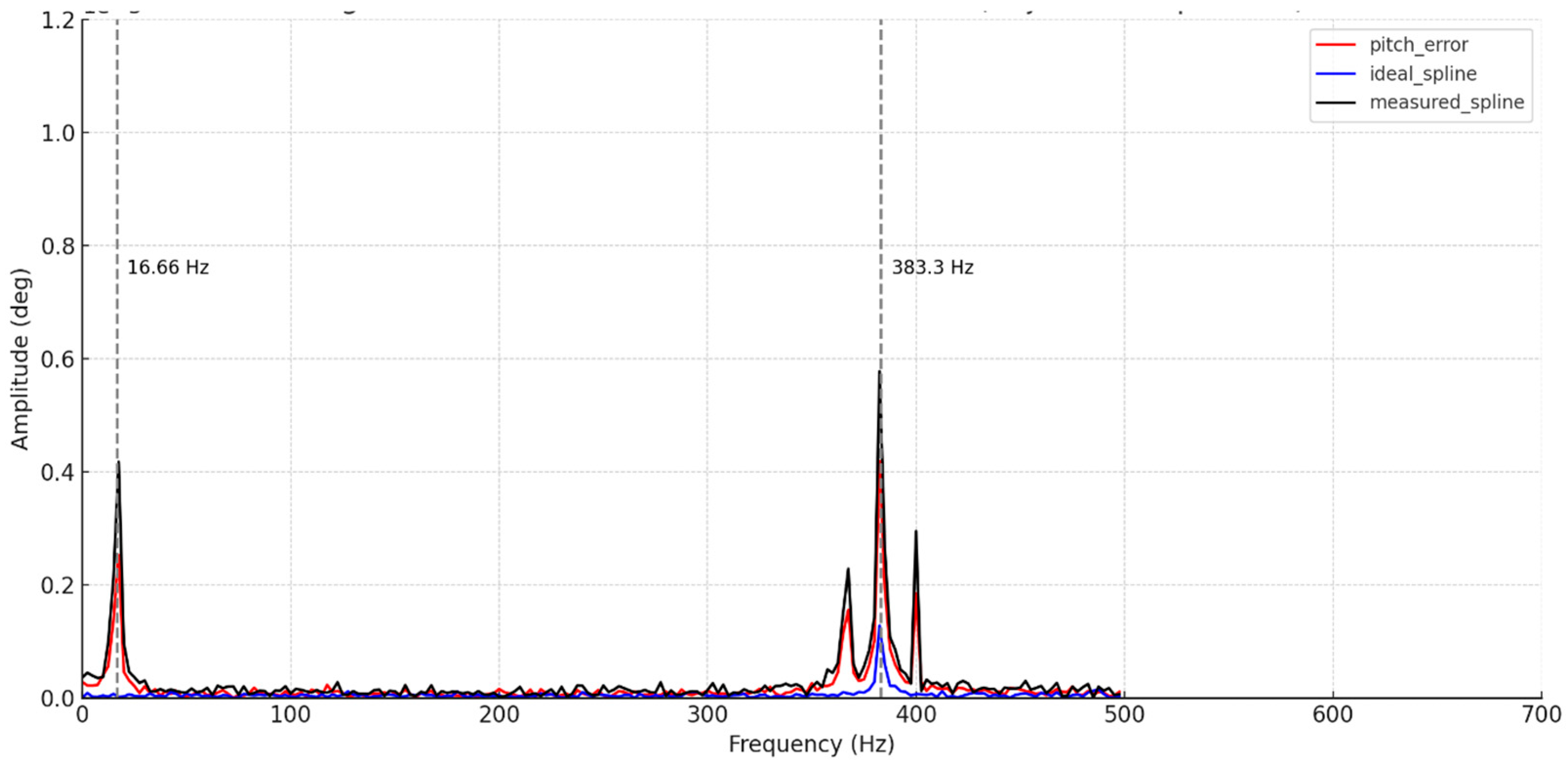
3.2. Frequency Domain Response
3.3. Observations
- Pitch error alone increases the magnitude of the mean TE by ~80%—from −5 × 10−5 deg in the baseline to −9 × 10−5 deg—and generates the shaft order tone, confirming that pitch error is a principal source of low-frequency torque ripple [17].
- Measured microgeometry increases the peak-to-peak TE by nearly twenty times compared to the pitch error case—rising from 1.6 × 10−5 deg to 3.1 × 10−4 deg—and retains the shaft order tone. This confirms that local flank shape interacts with spacing deviation in a reinforcing, non-linear way rather than canceling it.
- The appearance of mesh side-bands supports the analytical predictions that pitch-induced phase modulation spreads energy around the fundamental mesh frequency [17].
4. Discussion
4.1. How Pitch Errors Reshape Transmission-Error Behaviour
4.2. Design Implications for High-Speed E-Drive Gears
- Pitch tolerances are as critical as flank form CpK. Even a few micrometers of spacing error generated a shaft order tone that masks any benefit of ideal flank design.
- Digital twins must capture both micro-geometry and pitch deviation; omitting the latter underpredicts peak-to-peak TE by roughly a factor of two, as shown in Figure 1. Mesh side-bands offer a rapid audit metric; the ± 16.66 Hz skirts around the 383 Hz mesh-frequency line, as shown in Figure 2, and can be monitored during production tests to flag excessive pitch error [11].
4.3. Methodological Limitations
- Speed sensitivity of the shaft order tone remains unquantified [20];
- Local compliance effects are approximated by generic stiffness functions;
- Statistical dispersion in pitch error is not propagated;
- Lifecycle changes (wear, thermal growth) are neglected.
4.4. Comparison with Previous Models
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbols | Description | Unit |
| Symbol | ||
| A | amplitude of base excitation | m |
| E | Young’s modulus | GPa |
| f_m | gear-mesh frequency | Hz |
| I_zz | polar mass moment of inertia about z-axis | kg·mm2 |
| j_n | backlash in the normal plane | mm |
| m_i | mass of the i-th component | kg |
| n | rotational speed | r·min−1 |
| t | time | s |
| Δt_max | maximum integration time step | s |
| TE | transmission error | rad |
| TE_ideal | ideal transmission error | rad |
| TE_micro | microgeometry transmission error | rad |
| Greek symbols | ||
| α | HHT-α algorithm parameter | – |
| β | helix angle | ° |
| δ_p | single-pitch error | µm |
| λ | sampling ratio | – |
| Abbreviations | ||
| Acronym | Meaning | |
| CMM | coordinate-measuring machine | |
| FFT | fast Fourier transform | |
| FEM | finite element method | |
| HHT | Hilber–Hughes–Taylor implicit integrator | |
| r.p.m. | revolutions per minute (r·min−1) | |
References
- Siemens PLM Software. Transmission Error: The Metric for Gearbox NVH Quality. White Paper 2014. Available online: https://www.plm.automation.siemens.com/en_us/Images/Transmission_error_the_metric_for_gearbox_NVH_quality_tcm1023-220935.pdf (accessed on 16 May 2025).
- Velex, P. On the modelling of spur and helical gear dynamic behaviour. In Mechanical Engineering; IntechOpen: London, UK, 2012; pp. 75–106. [Google Scholar] [CrossRef]
- Czakó, A.; Řehák, K.; Prokop, A.; Ranjan, V. Determination of static transmission error of helical gears using finite element analysis. J. Meas. Eng. 2020, 8, 167–181. [Google Scholar] [CrossRef]
- Im, D.; Chung, W.-J.; Lee, H.; Lee, Y.-J.; Sung, H.; Lee, M.; Park, Y.-J. Analysis of gear transmission error in helical gear using enhanced tooth contact analysis model considering measured tooth profile errors. Sci. Rep. 2025, 15, 5981. [Google Scholar] [CrossRef]
- Inalpolat, M.; Handschuh, M.; Kahraman, A. Impact of indexing errors on spur gear dynamics. In Proceedings of the International Gear Conference 2014, Lyon, France, 26–28 August 2014; pp. 751–762. [Google Scholar] [CrossRef]
- Chung, W.-J.; Park, Y.-J.; Choi, C.; Kim, S.-C. Effects of manufacturing errors of gear macro-geometry on gear performance. Sci. Rep. 2023, 13, 50. [Google Scholar] [CrossRef] [PubMed]
- Gauntt, S.; McIntyre, S.; Campbell, R.L. Effects of optimal tooth microgeometry modifications on static and dynamic transmission errors of hybrid spur gear drivetrains. J. Am. Helicopter Soc. 2023, 68, 042006. [Google Scholar] [CrossRef]
- Padmasolala, G.; Lin, H.H. Influence of tooth spacing error on gears with and without profile modifications. In Proceedings of the ASME 2000 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Baltimore, MD, USA, 10–13 September 2000; NASA/TM-2000-210061. pp. 647–653. [Google Scholar] [CrossRef]
- Furch, J.; Nguyễn, T.T. Simulation of failure in gearbox using MSC ADAMS. Acta Univ. Agric. Silvic. Mendel. Brun. 2017, 65, 419–428. [Google Scholar] [CrossRef]
- Roldán, Á.M. Gearbox Transmission Error Study Using Multibody Analysis Software MSC Adams. Master’s Thesis, University of Seville, Sevilla, Spain, 2018. Available online: https://hdl.handle.net/11441/86135 (accessed on 10 June 2025).
- Wang, F.; Xu, X.; Fang, Z.; Chen, L. Study of the influence mechanism of pitch deviation on cylindrical helical gear meshing stiffness and vibration noise. Adv. Mech. Eng. 2017, 9, 1687814017720586. [Google Scholar] [CrossRef]
- Guo, F.; Fang, Z. Experimental and theoretical study of gear dynamical transmission characteristic considering measured manufacturing errors. Shock. Vib. 2018, 2018, 9645453. [Google Scholar] [CrossRef]
- Pan, S.; Li, Y.; Wang, J. Influence of pitch error on vibration, bifurcation, and chaos characteristics of the helical gear pair system. Math. Probl. Eng. 2021, 2021, 6338625. [Google Scholar] [CrossRef]
- Liu, P.; Zhu, L.; Gou, X.; Shi, J.; Jin, G. Dynamics modeling and analyzing of spur gear pair with pitch deviation considering time-varying contact ratio under multi-state meshing. J. Sound Vib. 2021, 513, 116411. [Google Scholar] [CrossRef]
- Najib, R.; Neufond, J.; Franco, F.; Petrone, G.; De Rosa, S. Effect of manufacturing tolerances and uncertainties on the NVH response of spur and helical gears: A review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2025; advance online publication. [Google Scholar] [CrossRef]
- MSC Software. Gear AT: Individual Tooth Measurement Spline (A24-2_001) [Tutorial]; Hexagon AB: Stockholm, Sweden, 2024. [Google Scholar]
- Li, J.; Sun, Z.; Liu, Q. Effects of periodic long-wave deviations on the dynamic behaviours of spur gears. J. Sound Vib. 2024, 561, 118820. [Google Scholar] [CrossRef]
- ISO 1328-1:2013; Cylindrical Gears—ISO System of Flank Tolerance Classification—Part 1: Definitions and Allowable Values of Deviations Relevant To Flanks Of Gear Teeth. International Organization for Standardization (ISO): Geneva, Switzerland, 2013.
- DIN 3967:2010-05; Tolerances for Cylindrical Gear Teeth—System of Accuracy. Deutsches Institut für Normung [DIN]: Berlin, Germany, 2010.
- Türich, A.; Deininger, K. Noise analysis for e-drive gears and in-process gear inspection. Gear Solut. 2024, 40, 44–48. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Pinion | Gear |
|---|---|---|---|
| Teeth number | z | 23 | 81 |
| Module (normal) | mₙ | 1.395 | 1.395 |
| Face width | b | 30.0 | 28.0 |
| Normal pressure angle | αₙ | 20.0 | 20.0 |
| Helix angle | β | −24.0 | +24.0 |
| Addendum mod. coeff. | x | 0.1755 | −0.4611 |
| Rim diameter | d_rim | 30.0 | 116.0 |
| Normal backlash | j_n | 0.050 | 0.050 |
| Mass | m | 0.0636 | 0.2486 |
| Principal inertia | Izz | 17.78 | 889.51 |
| Simulation | Flank Geometry | Pitch Table | Purpose |
|---|---|---|---|
| I Ideal | Nominal CAD | None | Baseline |
| II Micro | Measured microgeometry | None | Microgeometry only |
| III Pitch | Nominal CAD | Calibrated table | Pitch error only |
| Key TE Metrics | Ideal | Pitch-Error | Measured Microgeometry |
|---|---|---|---|
| Mean TE (0.35–0.40 s) [deg] | −5 × 10−5 | −9 × 10−5 | −3 × 10−4 |
| Peak-to-peak TE [deg] | 1.2 × 10−5 | 1.6 × 10−5 | 3.1 × 10−4 |
| Shaft-order tone 16.66 Hz [deg] | <2 × 10−6 | 4 × 10−6 | 3 × 10−6 |
| Mesh-peak amplitude 383.3 Hz [deg] | 7.5 × 10−6 | 6.8 × 10−6 | 6.5 × 10−6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horváth, K.; Feszty, D. The Impact of Pitch Error on the Dynamics and Transmission Error of Gear Drives. Appl. Sci. 2025, 15, 7851. https://doi.org/10.3390/app15147851
Horváth K, Feszty D. The Impact of Pitch Error on the Dynamics and Transmission Error of Gear Drives. Applied Sciences. 2025; 15(14):7851. https://doi.org/10.3390/app15147851
Chicago/Turabian StyleHorváth, Krisztián, and Daniel Feszty. 2025. "The Impact of Pitch Error on the Dynamics and Transmission Error of Gear Drives" Applied Sciences 15, no. 14: 7851. https://doi.org/10.3390/app15147851
APA StyleHorváth, K., & Feszty, D. (2025). The Impact of Pitch Error on the Dynamics and Transmission Error of Gear Drives. Applied Sciences, 15(14), 7851. https://doi.org/10.3390/app15147851