

Load-Carrying Capacity Tests on Innovative Friction-Bolted Joints and Prototype Bolted Interconnection Nodes


Abstract
1. Introduction
2. Materials and Methods
- The maximum values of the force F set on the experimental bench will reach 500 kN, while the maximum values of the force F’Mzd (one of the pair of scaled forces from the moment Mzd) will reach 6500 N.
- Models of screw connection nodes will be made in two linear dimension scales, kl, different from the node models with 6 M16 screws and 4 M24 screws.
- Bolted junction models with 6 M16 bolts and 4 M24 bolts will be made at linear dimension scales with values appropriately selected at the maximum force F value, 500 kN.
- The innovative friction-bolted joint models will be made life-size for those with M16 bolts and at a decreasing scale for those with M24 bolts.
- Destructive testing will be primarily conducted on the life-sized M16 bolted friction joints models and the decreasing-scale bolted interconnection node models (with 4 or 6 innovative bolted friction joints).
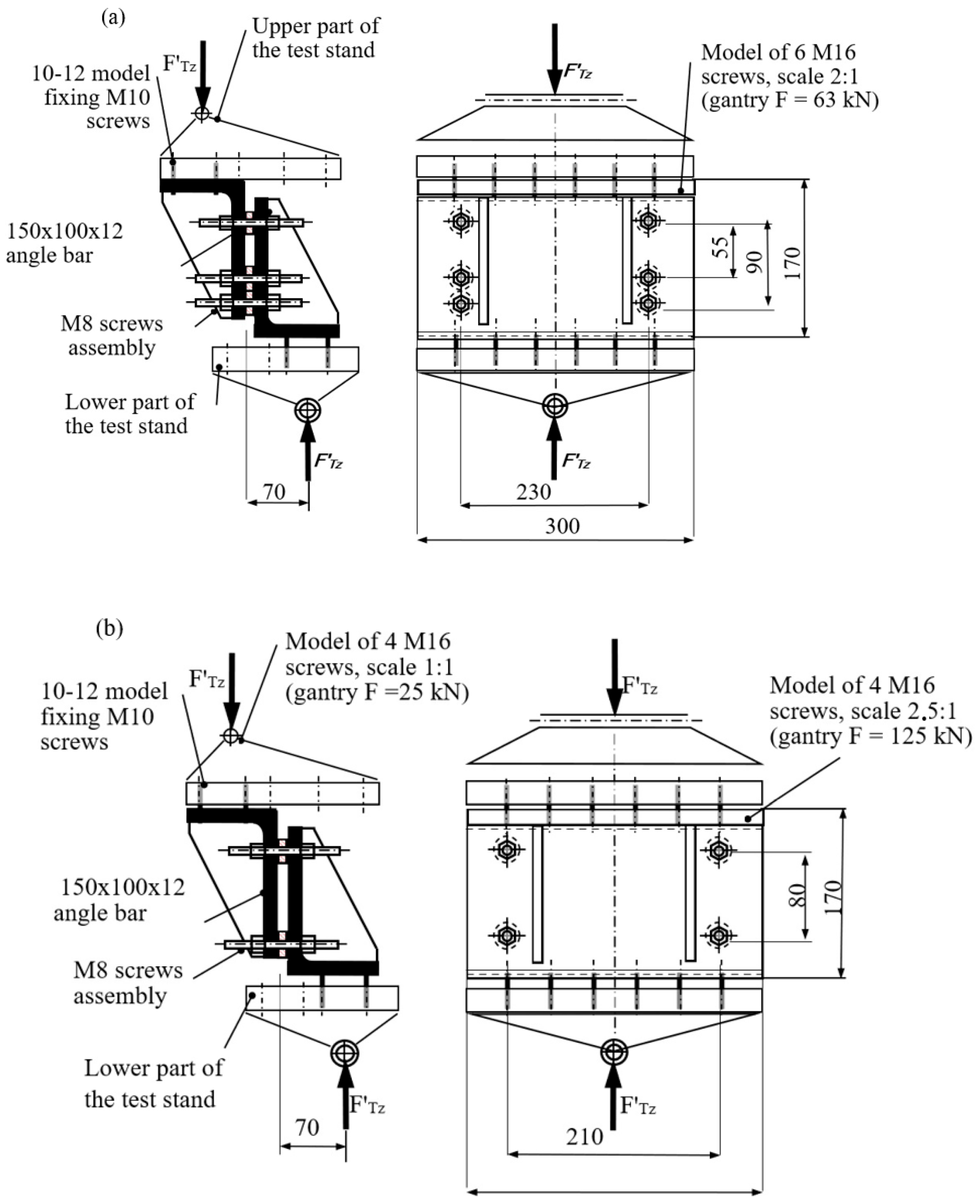
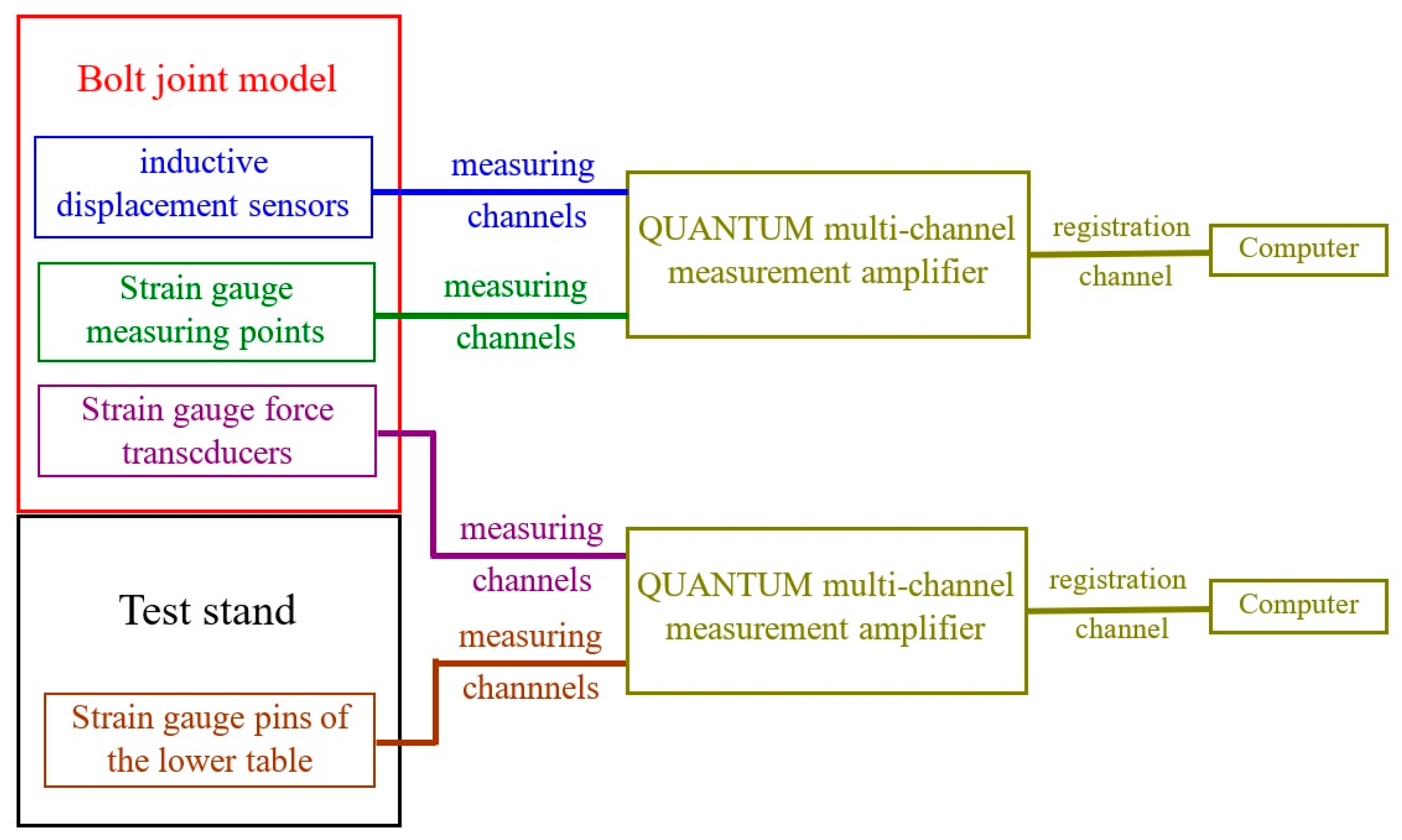
- Resistance strain gauges with a measuring base of 3 mm, in pairs on the physical angles of the models (at the locations indicated in Figure 5 and Figure 6), in half-bridge arrangements. These were supplemented by full Wheatstone bridge arrangements with pairs of the same strain gauges on the outer plates to provide temperature compensation at each measuring point.
- Resistance strain gauges (with a measurement base of 3 mm, a resistance of 120 Ohms, and a constant of k = 2.05) taped to the “strain gauge pins” of the stand (in the articulated connection of the lower table to the stand base) in full-bridge arrangements to measure the vertical and horizontal components of the lower table’s response to the external force F loading a given physical model of a bolted friction joint or junction node.
- KMR-type strain gauge washers/force transducers from HBM with a measurement range of 200 kN under preloaded M16 bolts in physical models of bolted friction joints and bolted junctions, accuracy class 1.5.
- MR-type strain gauge pads/force transducers from Hottinger Baldwin Messtechnik with a measurement range of 40 kN under M8 bolts with preloads in scaled physical models of bolted friction joints, accuracy class 1.5.
- MDK-a-type inductive linear displacement sensors from VIS with a measuring range of 3 mm and an accuracy of 0.1% F.S.O.
- KMM20-type force sensors from EMSYST with a measuring range of 0–5 kN and an accuracy of 0.25% F.S.O.
- QuantumX MX840B- and MX1615B-type measuring multi-input amplifiers from Hottinger Baldwin Messtechnik to measure signals from points and strain gauge transducers and inductive sensors, with accuracy classes of 0.05 and 0.03, respectively.
- (a)
- Load tests on physical model I (single innovative friction screw junction with M16 bolts, 1:1 scale). The results of these tests could also be applied to model II (single innovative friction screw junction with M24 bolts, 1:1.5 scale), meeting the criteria for model similarity.
- (b)
- Destructive tests on physical model I.
- (c)
- Load tests on physical model III (interconnecting node with M16 bolts, 1:1 scale).
- (d)
- Destructive tests on physical model III.
- (e)
- Load tests on physical model IV (connecting node with M16 bolts, 1:2 scale).
- (f)
- Destructive tests on physical model IV.
- (g)
- Load tests on physical model V (connecting node with M24 bolts, 1:2.5 scale).
- (h)
- Destructive tests on physical model V.
3. Results
- (a)
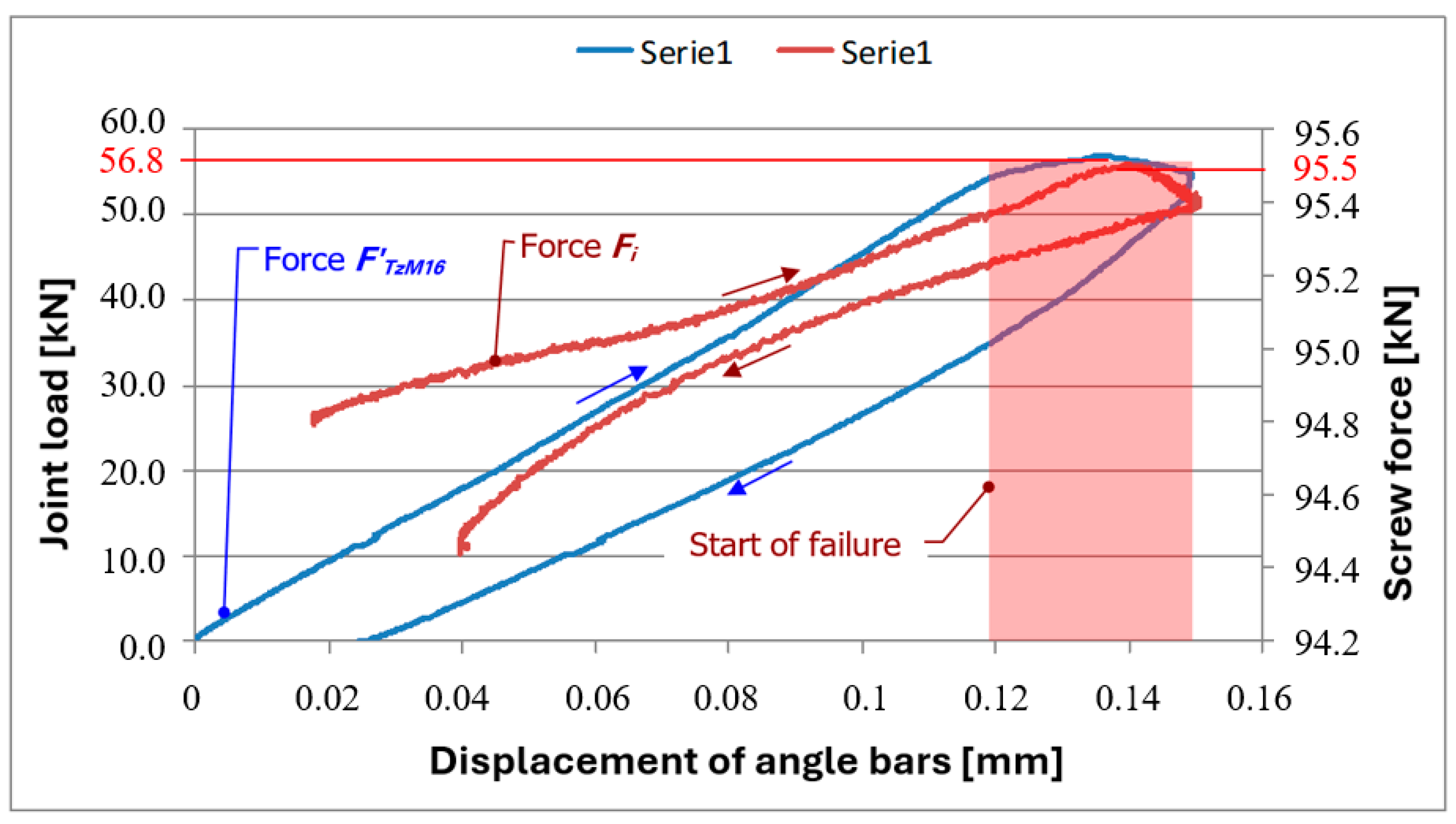
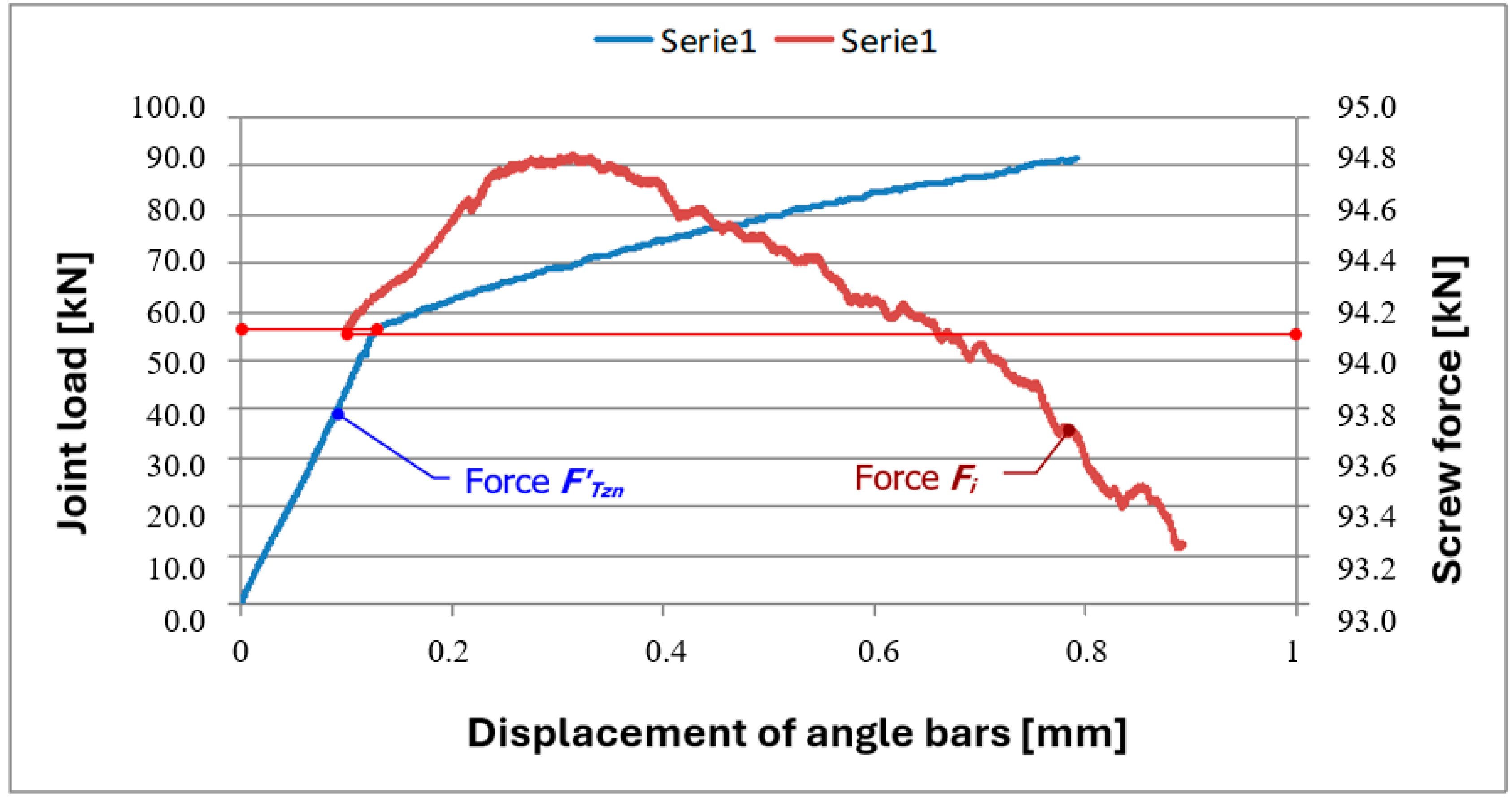
- Dilation occurred in the lower friction joints (at points 3, 4, 5, and 6) in all bolted junction models (III, IV, and V). The highest values of Fi exceeded the values of F’pM( ) with respect to preloading their bolts (M16 and M24 in the corresponding scales) but did not reach the values of the plasticizing forces for these bolts.
- (b)
- Tightening occurred in the top elements of the friction joints (at points 1 and 2) in all screw connection node models (III, IV, and V). The values of Fi fell (mostly after the first load tests) by 12% to 18% and, according to the averaged results, approximately 2% below the values of F’pM( ) in the initial bolt tension values.
- (a)
- A range of +20% for the differences between the measured and calculated values was adopted as a criterion for the positive verification of these numerical calculation models. This accounts for an adequate accuracy of +10% in the representative geometry, the mechanical strength parameters, and the load conditions of the real screw friction joints and the connecting nodes containing them. This defines the maximum deviations in the calculated values as no more significant than +10% deviations of those values measured in the tests, which is considered acceptable. The test values were converted according to the relevant kl of kF scales into values comparable to the calculated ones.
- (b)
- To reduce the impact of the scale effect on the verifications in question, weights were assigned to groups of physical model test results, mainly depending on their scaling. The greatest weights were assigned to the results for models tested on a 1:1 scale. In contrast, the test results for the other physical models were assigned smaller weights, proportional to fractions that were the inverse of the values of the scaled-down models.
4. Conclusions
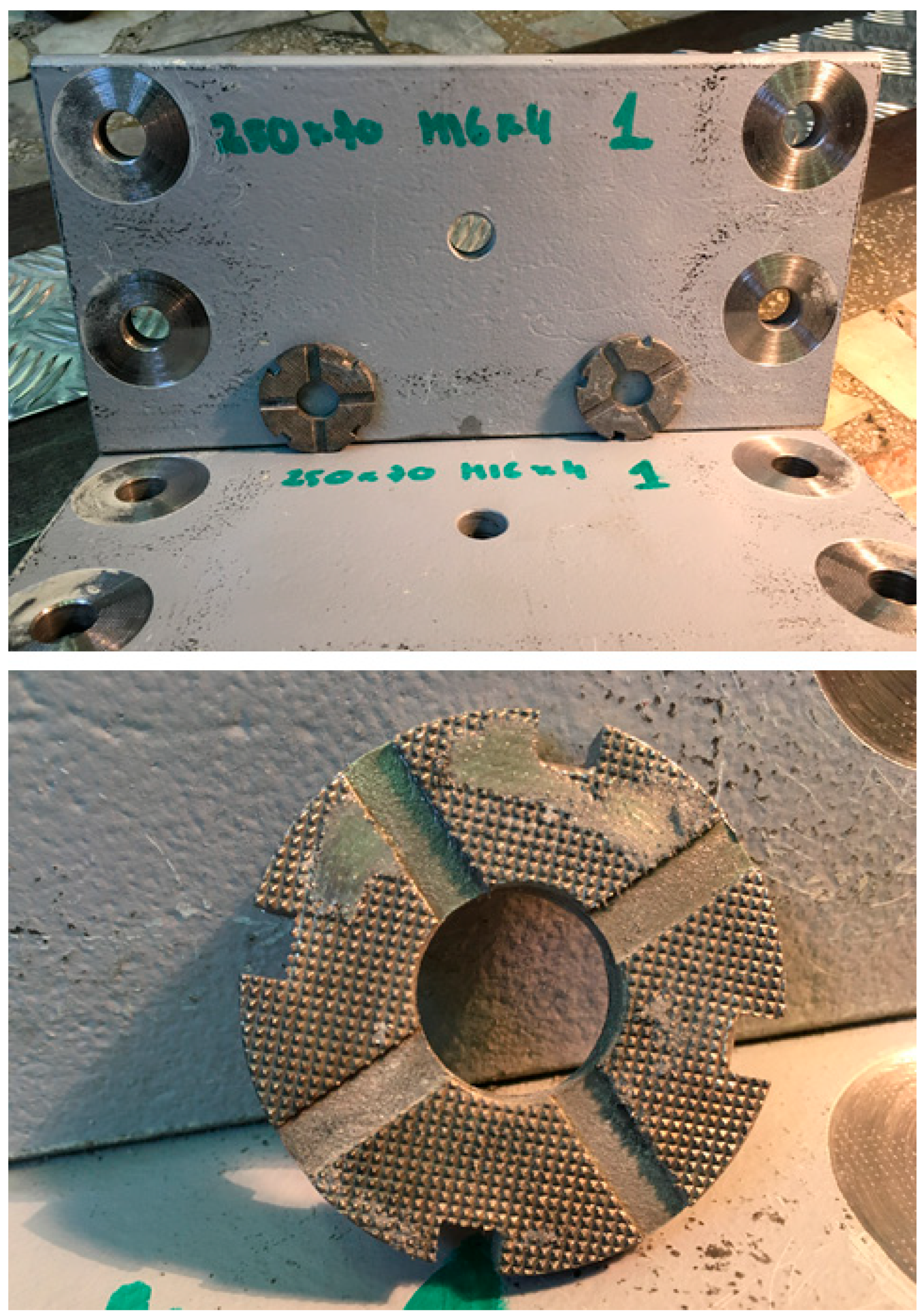
- The tests generally confirmed the expected advantages of bolted friction joints, according to the solution described in patent no. PL 238010 B1. This also established the load capacity of the vertical bolted connection nodes in the faces and girders of light cranes (with the parameters listed in Table 1). Finally, this confirmed the possibility of using local machining on surfaces, connecting the nodes of flange plates or gusset plates (with the help of spacer-bearing machining rings to obtain complete contact between all load-bearing friction elements) without the need for machining of the entire plate surface.
- Maintaining the geometric and mechanical parameters of spacer-bearing rings in innovative connectors—at least for those that are not inferior to those of the rings created for this research—is a fundamental condition for ensuring the effectiveness of “whitening” the surfaces of the connected elements. Maintaining these parameters also determines the real load capacity of innovative bolted connectors and the possibility of reducing the cost associated with forming connecting nodes in the load-bearing structures of light cranes with these connectors. This will make it possible to eliminate the need to machine (plan) the complete surfaces of connected elements (sheets) coming into contact with these nodes. Screw connection nodes containing innovative screw friction joints may have a load-bearing capacity 10% higher real load capacities than the calculated load capacities of comparable connection nodes, according to existing design solutions (e.g., the standards in [34,35,36,37]).
- Ensuring the required load-bearing capacity of these connectors also depends on due care in their manufacture, particularly in kneading down, which mainly refers to the spacer-bearing rings of these joints. Three repetitions in the assembly work conducted for the experimental load-bearing structures were sufficient to achieve stability in the bolt preload forces in the innovative connection nodes of these structures. Under the described control test conditions, this allowed them to carry loads that were not smaller than those that occur under real operating conditions for the relevant cranes. Obtaining higher load capacities is conditioned not only by the hardness and quality of execution of the rings, but also by the care taken in creating these rings. With the help of such rings, as well as careful implementation, elements that need to be joined can be “whitened.” These elements can also be “whitened” by overcooking them several times with the rings in individual innovative friction joints before the final tensioning of their bolts.
- Given the results of this research, we would be justified in undertaking further in-depth, fundamental research using appropriate tools applied in the field of technical sciences. Regarding friction-shaped joints in the innovative bolt joints described herein, such research would reveal the influence of the following factors on the magnitude of the forces applied to these joints: bolt preload forces; the depth and shape of the tooth outlines of the working surfaces of spacer-bearing machining rings; and kneading down.
- Until these results are recognized and implemented, the current provisions in relevant regulations and standards on the limits of friction joint coefficients should be applied when designing load-bearing superstructures for light overhead cranes with connecting nodes using the types described in this study. These current values should be used even though they are at least several percent smaller than the corresponding values resulting from our tests. In experimental load-bearing structures, it is advisable to make their prototype connection nodes in two ways; for example, with class 10.9 bolts (as in the above-described physical models of the nodes tested on the experimental bench) and class 12.9 bolts.
- Based on the results of the experimental physical tests conducted on the models, it can be expected that a higher tension force than that of class 10.9 bolts in class 12.9 bolts will make it possible to eliminate (or at least reduce) the need for the number of procedures required for the kneading down of connected elements and spacer-bearing machining rings in individual innovative bolted friction joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krot, P.; Shiri, H.; Dąbek, P.; Zimroz, R. Diagnostics of Bolted Joints in Vibrating Screens Based on a Multi-Body Dynamical Model. Materials 2023, 16, 5794. [Google Scholar] [CrossRef] [PubMed]
- Vu, L.K.; Nguyen, B.D. Numerical Simulation for Self-Loosening Phenomenon Analysis of Bolt Joint under Vibration. Int. Sch. Sci. Res. Innov. 2020, 14, 603–606. [Google Scholar]
- Miao, R.; Shen, R.; Zhang, S.; Xue, S. A review of bolt tightening force measurement and loosening detection. Sensors 2020, 20, 3165. [Google Scholar] [CrossRef] [PubMed]
- Yu, Q.; Zhou, H.; Wang, L. Finite element analysis of relationship between tightening torque and initial load of bolted connections. Adv. Mech. Eng. 2015, 7, 1–8. [Google Scholar] [CrossRef]
- Ptak, A.; Leśniewski, T.; Purzycki, M.; Płonka, K. Efficiency of polymer materials in highly loaded systems in the aviation industry. Aviation 2023, 27, 272–278. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Vincenzi, N. Influence of tightening procedures and lubrication conditions on titanium screw joints for lightweight applications. Tribol. Int. 2012, 55, 68–76. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G. Tribological properties of bolts depending on different screw coatings and lubrications: An experimental study. Tribol. Int. 2017, 107, 199–205. [Google Scholar] [CrossRef]
- Brończyk, A. Analysis of friction and wear processes in an innovative spine stabilization system: Part 2. A study and model of the wear of a metal rod-polymer cord friction joint. Acta Bioeng. Biomech. 2022, 24, 23–35. [Google Scholar] [CrossRef]
- De Agostinis, M.; Fini, S.; Olmi, G. The influence of lubrication on the frictional characteristics of threaded joints for planetary gearboxes. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2016, 230, 2553–2563. [Google Scholar] [CrossRef]
- Nelson, N.R.; Prasad, N.S.; Sekhar, A.S. Structural integrity and sealing behaviour of bolted flange joint: A state of art review. Int. J. Press. Vessel. Pip. 2023, 204, 104975. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Vincenzi, N. Failure analysis of bolted joints: Effect of friction coefficients in torque-preloading relationship. Eng. Fail. Anal. 2011, 18, 364–373. [Google Scholar] [CrossRef]
- Liu, X.; Fan, J.; Wang, H.; Jiang, J.; Liu, J.; Gong, X.; Peng, J.; Zhu, M. Effect of wear between contact surfaces on self-loosening behaviour of bolted joint under low frequency torsional excitation. Tribol. Int. 2022, 174, 107764. [Google Scholar] [CrossRef]
- Liu, Z.; Zheng, M.; Yan, X.; Zhao, Y.; Cheng, Q.; Yang, C. Changing behavior of friction coefficient for high strength bolts during repeated tightening. Tribol. Int. 2020, 151, 106486. [Google Scholar] [CrossRef]
- Qin, X.; Peng, C.; Zhao, G.; Ju, Z.; Lv, S.; Jiang, M.; Sui, Q.; Jia, L. Full life-cycle monitoring and earlier warning for bolt joint loosening using modified vibro-acoustic modulation. Mech. Syst. Sig. Process 2022, 162, 108054. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, M.; Lee, C.H. A study of early stage self-loosening of bolted joints. J. Mech. Des. 2003, 125, 518–526. [Google Scholar] [CrossRef]
- Ba, J.; Chen, Z.; Pan, F.; Li, Z.; Yang, G. Experimental investigation of self-loosening behavior of bolt joints with superelastic shape-memory alloy by macroscopic-mechanical response and microscopic evolution. J. Eng. Mech. 2020, 146, 06020004. [Google Scholar] [CrossRef]
- Zheng, Z.; Miao, X.; Huang, X.; Ding, P. Fastening reliability analysis of bolted joint anti-self-loosening. J. Constr. Steel Res. 2023, 202, 107776. [Google Scholar] [CrossRef]
- Zhang, M.; Zeng, D.; Lu, L.; Zhang, Y.; Wang, J.; Xu, J. Finite element modelling and experimental validation of bolt loosening due to thread wear under transverse cyclic loading. Eng. Fail. Anal. 2019, 104, 341–353. [Google Scholar] [CrossRef]
- Liu, J.; Ouyang, H.; Feng, Z.; Cai, Z.; Liu, X.; Zhu, M. Study on self-loosening of bolted joints excited by dynamic axial load. Tribol. Int. 2017, 115, 432–451. [Google Scholar] [CrossRef]
- Zhang, M.; Lu, L.; Wang, W.; Zeng, D. The roles of thread wear on self-loosening behavior of bolted joints under transverse cyclic loading. Wear 2018, 394–395, 30–39. [Google Scholar] [CrossRef]
- Shi, T.; Qi, Z.; Liu, C.; Li, X. Tension and torsion distributions in tapered threaded connections. Int. J. Mech. Sci. 2025, 291–292, 110135. [Google Scholar] [CrossRef]
- Shi, T.; Liu, Y.; Liu, Z.; Liu, C. Distributions of tension and torsion in a threaded connection. Int. J. Mech. Sci. 2024, 261, 108684. [Google Scholar] [CrossRef]
- Gong, H.; Ding, X.; Liu, J.; Feng, H. Review of research on loosening of threaded fasteners. Friction 2022, 10, 335–359. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Wang, Y.; Cai, L.; Zheng, M. Experimental study on behavior of time-related preload relaxation for bolted joints subjected to vibration in different directions. Tribol. Int. 2020, 142, 106005. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.; Sun, W.; Jiang, P.; Pan, J.; Guan, Z. Study on self-loosening mechanism of bolted joint under rotational vibration. Tribol. Int. 2021, 161, 107074. [Google Scholar] [CrossRef]
- Pirdayr, A.; Mohammadi, M.; Javad Kazemzadeh-Parsi, M.; Rajabi, M. Self-loosening effects on vibration characteristics of plates with bolted joints: An experimental and finite element analysis. Measurement 2021, 185, 109922. [Google Scholar] [CrossRef]
- Gong, H.; Liu, J. Some factors affecting the loosening failure of bolted joints under vibration using finite element analysis. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2018, 232, 3942–3953. [Google Scholar] [CrossRef]
- Wang, Y.; Qian, C.; Kong, L.; Zhou, Q.; Gong, J. Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes. Appl. Sci. 2020, 10, 2669. [Google Scholar] [CrossRef]
- Pai, N.G.; Hess, D.P. Three-dimensional finite element analysis of threaded fastener loosening due to dynamic shear load. Eng. Fail. Anal. 2002, 9, 383–402. [Google Scholar] [CrossRef]
- Wróbel, J.; Pietrusiak, D.; Rozmus, R.; Roicki, R.; Zarzycki, B.; Stefanek, P. Failure analysis and guidelines for further exploitation of centrifugal slurry pumps used for copper flotation waste transport: A case study. Eng. Fail. Anal. 2025, 174, 109479. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Mele, M.; Olmi, G.; Scapecchi, C.; Tariq, M.H.B. Failure of Threaded Connections: A Literature Review. Machines 2023, 11, 212. [Google Scholar] [CrossRef]
- Grzejda, R.; Warzecha, M.; Urbanowicz, K. Determination of the Preload of Bolts for Structural Health Monitoring of a MultiBolted Joint: FEM Approach. Lubricants 2022, 10, 75. [Google Scholar] [CrossRef]
- Krynke, M.; Ulewicz, R. Analysis of the influence of bearing mounting on their static. Transp. Res. Procedia 2019, 40, 745–750. [Google Scholar] [CrossRef]
- PN-EN 13001-3.1; Safety of Cranes. General Principles of Design. Part 3.1: Limit States and Verification of Steel Structure. Polish Committee for Standardization: Warsaw, Poland, 1991. (In Polish)
- PN-91/M-06517; Cranes. Design and Calculation of Riveted and Bolted Connections in Steel Support Structures. Polish Committee for Standardization: Warsaw, Poland, 1991. (In Polish)
- ISO 12480-1: 2024; Cranes—Safe Use. Part 1: General. ISO: Geneva, Switzerland, 2024.
- ISO 8686-1: 2012; Cranes—Design principles for loads and load combinations Part 1: General. ISO: Geneva, Switzerland, 2012.
- PN-ISO 4301-1; Cranes—Classification—Part 1: General. ISO: Geneva, Switzerland, 2016.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Force FM16 [kN] | Force Fi (Screw Tension) [kN] | Relative Deformation of Strain Gauges [%] | Inductive Sensor Linear Displacement [mm] | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Point P1 (Upper) | Point P2 (Lower) | Sensor 1 | Sensor 2 * | Sensor 3 | Sensor 4 * | ||||
| Direct. H | Direct. V | Direct. H | Direct. V | Direct. H | Direct. V | Direct. H | Direct. V | ||
| Results of load tests | |||||||||
| 30.0 | 95.4 | 0.0001% | 0.0050% | 0.0008% | −0.0068% | −0.022 | −0.080 | −0.019 | −0.055 |
| 40.0 | 95.5 | 0.0001% | 0.0065% | 0.0011% | −0.0093% | −0.037 | −0.110 | −0.032 | −0.069 |
| 50.0 | 95.6 | 0.0000% | 0.0079% | 0.0015% | −0.0120% | −0.052 | −0.138 | −0.049 | −0.087 |
| 56.8 | 95.5 | −0.0002% | 0.0085% | 0.0020% | −0.0140% | −0.076 | −0.172 | −0.074 | −0.100 |
| Results of destructive tests | |||||||||
| 60.0 | 94.8 | −0.0006% | 0.0083% | 0.0024% | −0.0152% | - | −0.209 | - | −0.125 |
| 70.0 | 94.6 | −0.0013% | 0.0083% | 0.0038% | −0.0191% | - | −0.361 | - | −0.274 |
| 80.0 | 94.2 | −0.0021% | 0.0079% | 0.0058% | −0.0243% | - | −0.563 | - | −0.462 |
| 90.0 | 93.4 | −0.0028% | 0.0070% | 0.0083% | −0.0305% | - | −0.805 | - | −0.681 |
| Force F [kN] | Screw Tension Forces Fi in the Model [kN] | Relative Strain at Strain Gauge Sensor Points [%] | Linear Displacement at Inductive Sensor Points * [mm] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sensor 1 | Sensor 2 | Sensor 3 | Sensor 4 | |||||||||||
| F1 | F2 | F3 | F4 | F5 | F6 | P1 | P2 | P3 | P4 | Dir. H | Dir. V | Dir. H | Dir. V | |
| Model of node III in load tests | ||||||||||||||
| 120.0 | 80.9 | 80.1 | 92.2 | 89.3 | – | – | 0.012 | 0.010 | 0.000 | −0.002 | −0.773 | −0.097 | −0.780 | −0.125 |
| 160.0 | 81.1 | 80.3 | 98.1 | 94.5 | – | – | 0.017 | 0.016 | 0.001 | −0.002 | −1.049 | −0.136 | −1.065 | −0.169 |
| 200.0 | 81.6 | 80.7 | 104.5 | 100.4 | – | – | 0.022 | 0.022 | 0.002 | −0.001 | −1.320 | −0.171 | −1.341 | −0.211 |
| Model of node III in destructive tests | ||||||||||||||
| 240.0 | 82.0 | 79.0 | 114.5 | 109.2 | – | – | 0.031 | 0.031 | 0.002 | −0.001 | – | – | – | – |
| 280.0 | 84.0 | 79.5 | 118.4 | 113.3 | – | – | 0.033 | 0.034 | 0.003 | 0.000 | – | – | – | – |
| 320.0 | 88.8 | 80.4 | 123.6 | 120.0 | – | – | 0.037 | 0.040 | 0.004 | 0.002 | – | – | – | – |
| Model of node IV in load tests | ||||||||||||||
| 40.0 | 16.9 | 17.2 | 21.1 | 22.9 | 25.3 | 25.8 | 0.0101 | 0.0077 | 0.0052 | 0.0048 | −0.322 | −0.045 | −0.350 | −0.059 |
| 50.0 | 16.8 | 17.1 | 21.2 | 23.1 | 25.9 | 26.7 | 0.0121 | 0.0098 | 0.0062 | 0.0056 | −0.393 | −0.044 | −0.422 | −0.062 |
| 60.0 | 16.6 | 17.0 | 21.4 | 23.4 | 26.8 | 27.6 | 0.0142 | 0.0120 | 0.0072 | 0.0063 | −0.467 | −0.039 | −0.495 | −0.061 |
| Model of node IV in destructive tests | ||||||||||||||
| 70.0 | 16.5 | 16.9 | 21.7 | 23.8 | 27.9 | 28.6 | 0.0166 | 0.0143 | 0.0080 | 0.0070 | −0.545 | −0.027 | −0.573 | −0.054 |
| 90.0 | 14.2 | 15.6 | 22.3 | 25.4 | 31.0 | 30.1 | 0.0216 | 0.0185 | 0.0093 | 0.0092 | – | −0.138 | – | 0.006 |
| 110 | 12.5 | 15.6 | 22.7 | 30.0 | 34.2 | 32.2 | 0.0265 | 0.0238 | 0.0116 | 0.0086 | – | −0.438 | – | −0.235 |
| Model of node V in load tests | ||||||||||||||
| 40.0 | 25.6 | 24.3 | 31.3 | 30.7 | – | – | 0.009 | 0.008 | 0.000 | 0.001 | −0.2381 | −0.0191 | −0.2548 | −0.0287 |
| 50.0 | 25.5 | 24.3 | 32.0 | 31.5 | – | – | 0.011 | 0.010 | 0.000 | 0.001 | −0.2945 | −0.0178 | −0.3174 | −0.0295 |
| 60.0 | 25.4 | 24.1 | 32.8 | 32.4 | – | – | 0.014 | 0.012 | 0.000 | 0.001 | −0.3557 | −0.0090 | −0.3869 | −0.0217 |
| Model of node V in destructive tests | ||||||||||||||
| 70.0 | 24.7 | 23.0 | 33.8 | 33.6 | – | – | 0.0143% | 0.0141% | 0.0004 | 0.0008 | – | −0.046 | – | −0.023 |
| 90.0 | 24.3 | 21.1 | 40.0 | 39.6 | – | – | 0.0183% | 0.0178% | 0.0002 | 0.0015 | – | −0.351 | – | −0.231 |
| 110.0 | 23.0 | 20.3 | 45.4 | 45.7 | − | − | 0.0223% | 0.0201% | 0.0002 | 0.0030 | nd | −0.617 | nd | −0.396 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czabanowski, R.; Sokolski, P. Load-Carrying Capacity Tests on Innovative Friction-Bolted Joints and Prototype Bolted Interconnection Nodes. Appl. Sci. 2025, 15, 7299. https://doi.org/10.3390/app15137299
Czabanowski R, Sokolski P. Load-Carrying Capacity Tests on Innovative Friction-Bolted Joints and Prototype Bolted Interconnection Nodes. Applied Sciences. 2025; 15(13):7299. https://doi.org/10.3390/app15137299
Chicago/Turabian StyleCzabanowski, Robert, and Piotr Sokolski. 2025. "Load-Carrying Capacity Tests on Innovative Friction-Bolted Joints and Prototype Bolted Interconnection Nodes" Applied Sciences 15, no. 13: 7299. https://doi.org/10.3390/app15137299
APA StyleCzabanowski, R., & Sokolski, P. (2025). Load-Carrying Capacity Tests on Innovative Friction-Bolted Joints and Prototype Bolted Interconnection Nodes. Applied Sciences, 15(13), 7299. https://doi.org/10.3390/app15137299