Analytical Modeling of Particle Scratching Process

 and
and
Abstract
1. Introduction
2. Physical Model and Analytical Model of Scratching Process
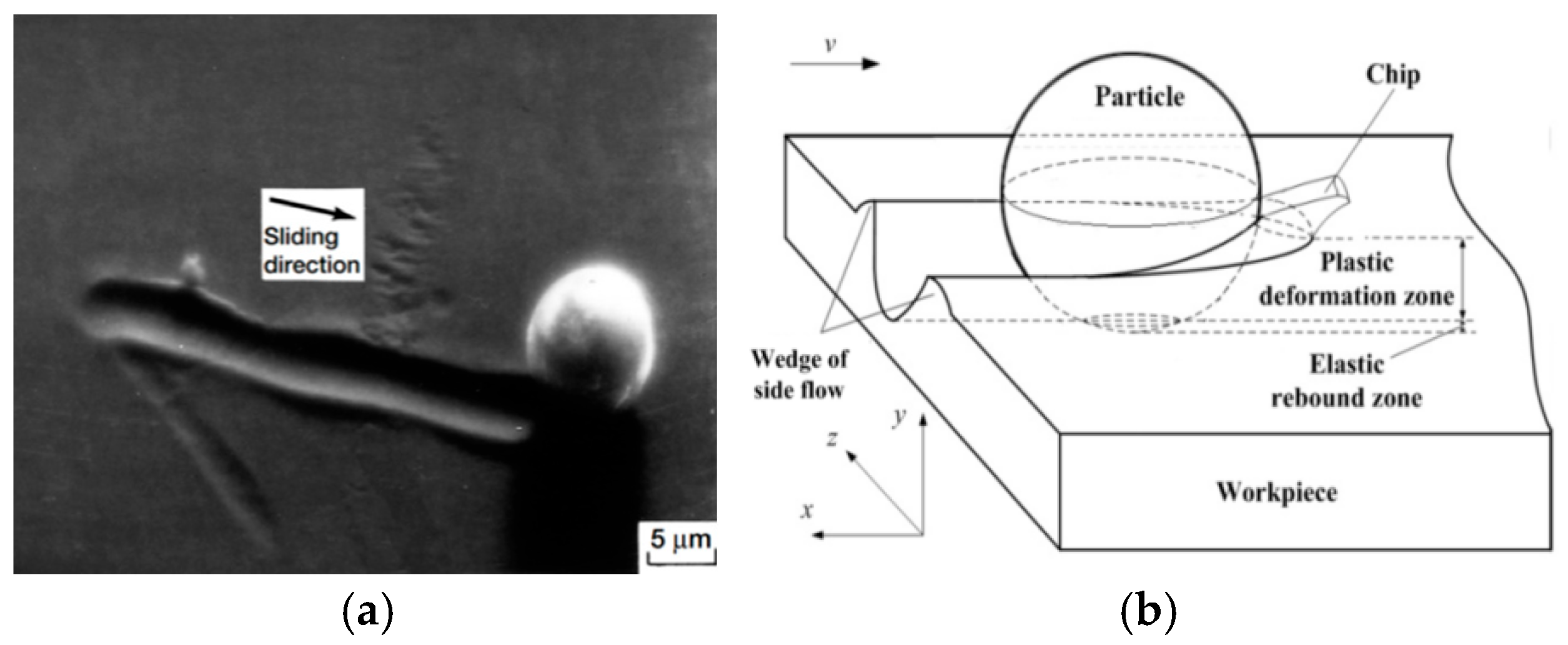
2.1. Physical Model
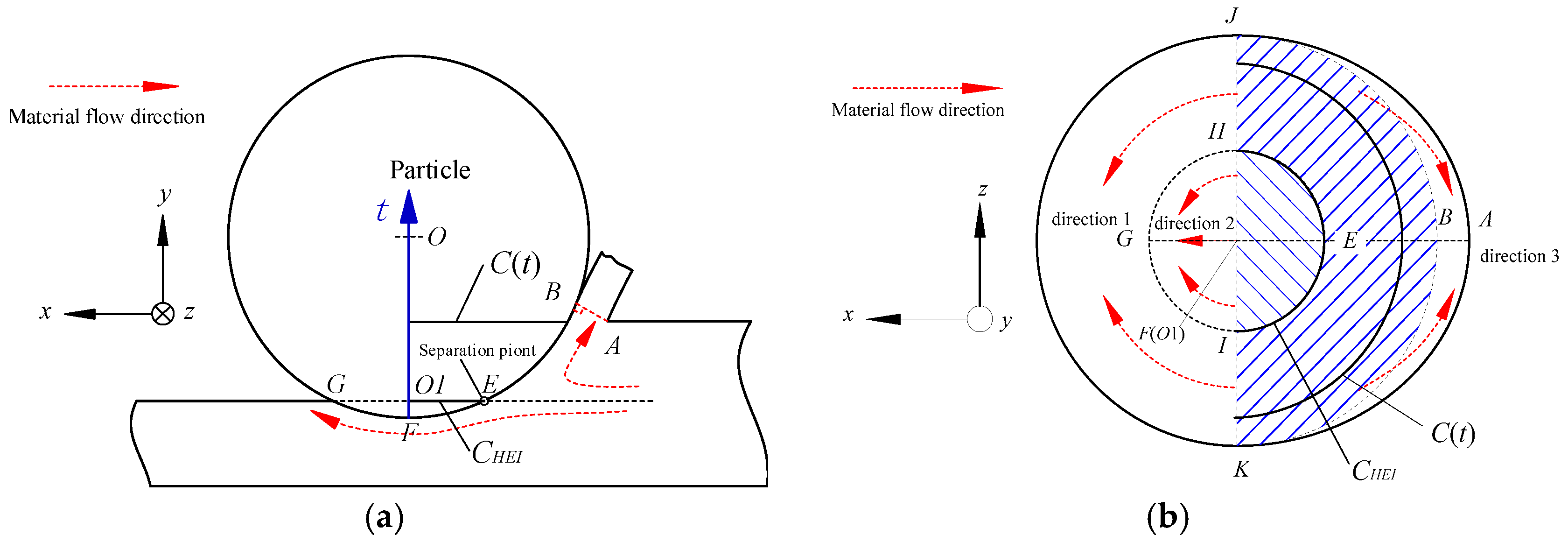
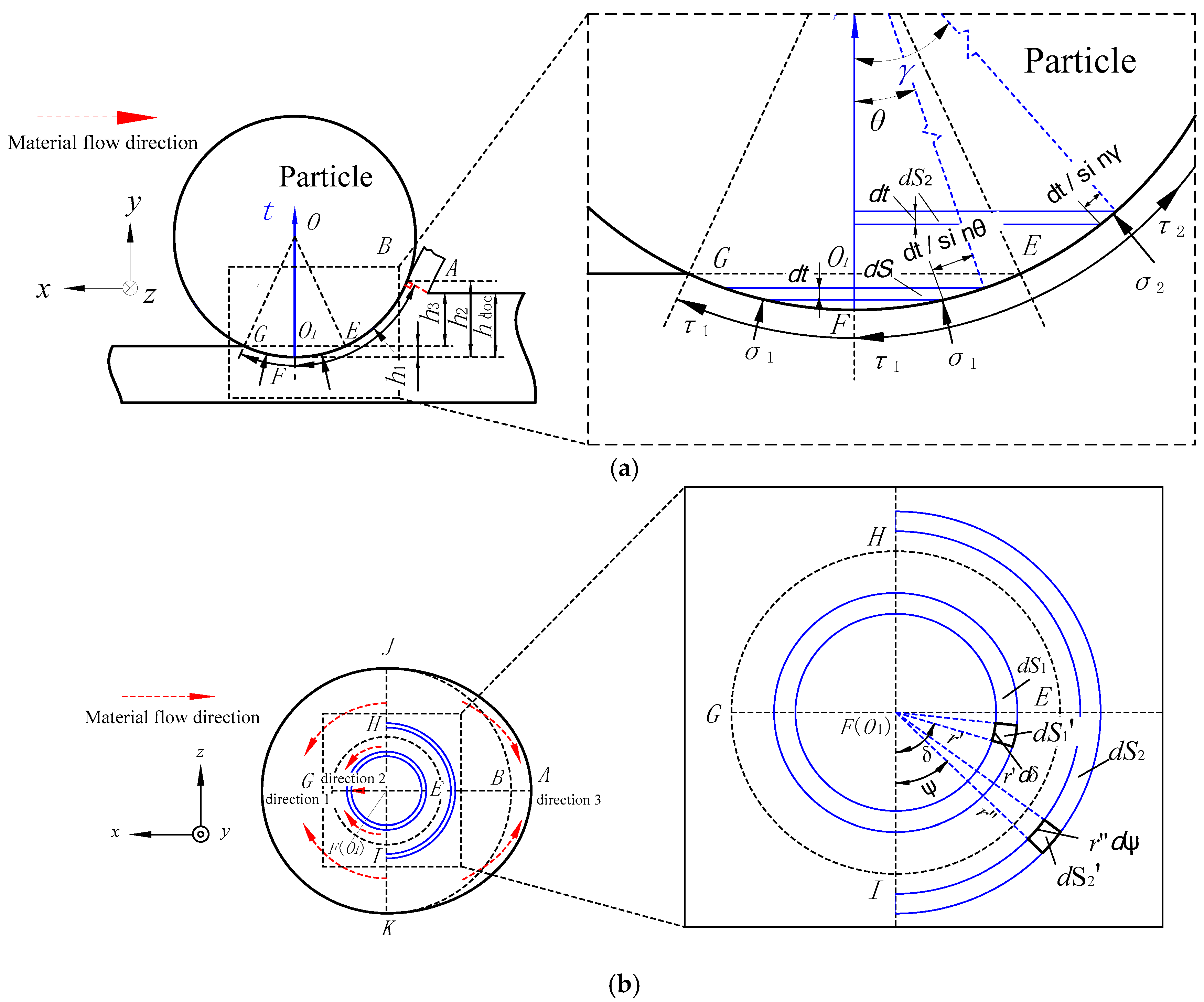
2.2. Analytical Model
3. Result and Discussion
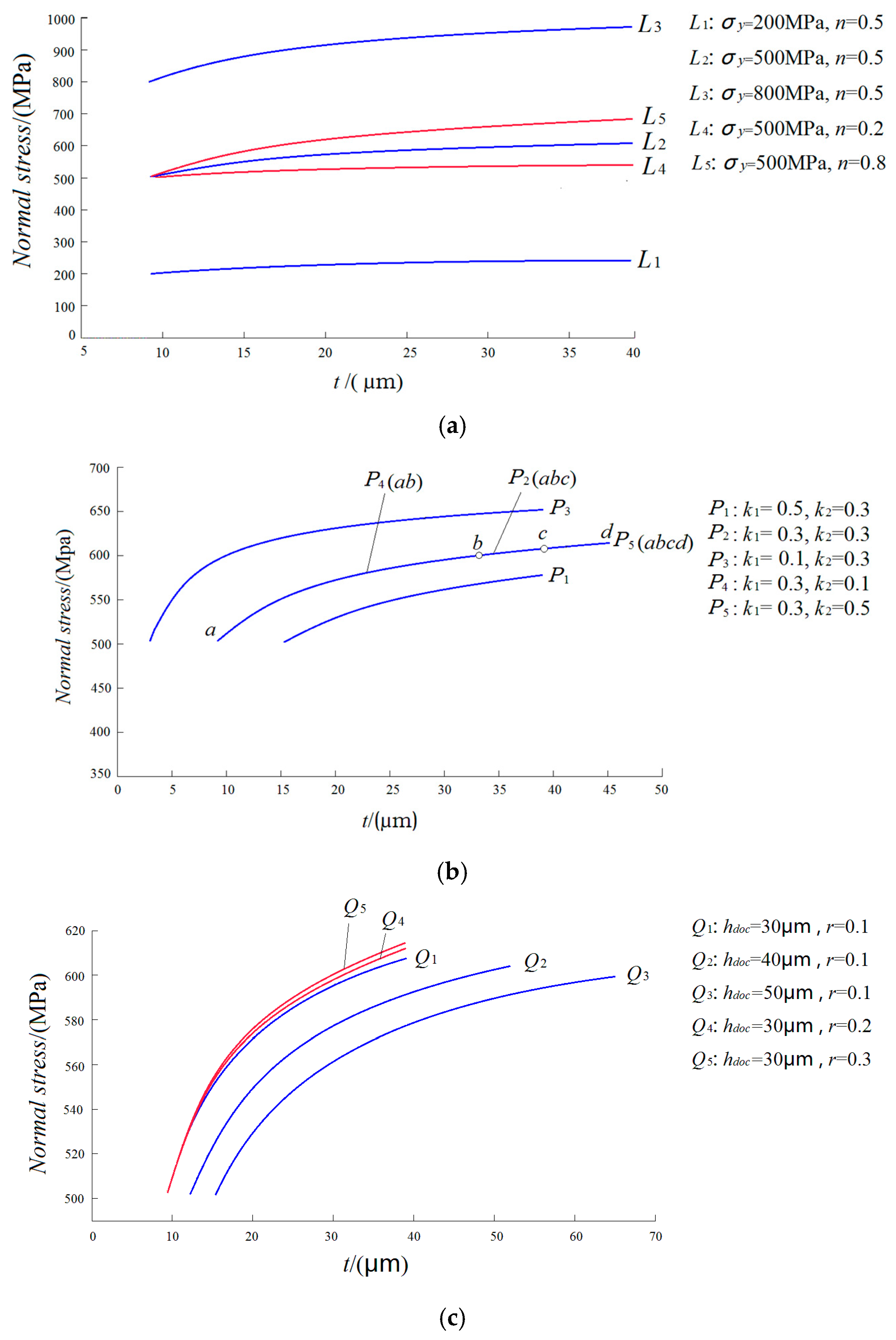
3.1. Normal Stress Distribution
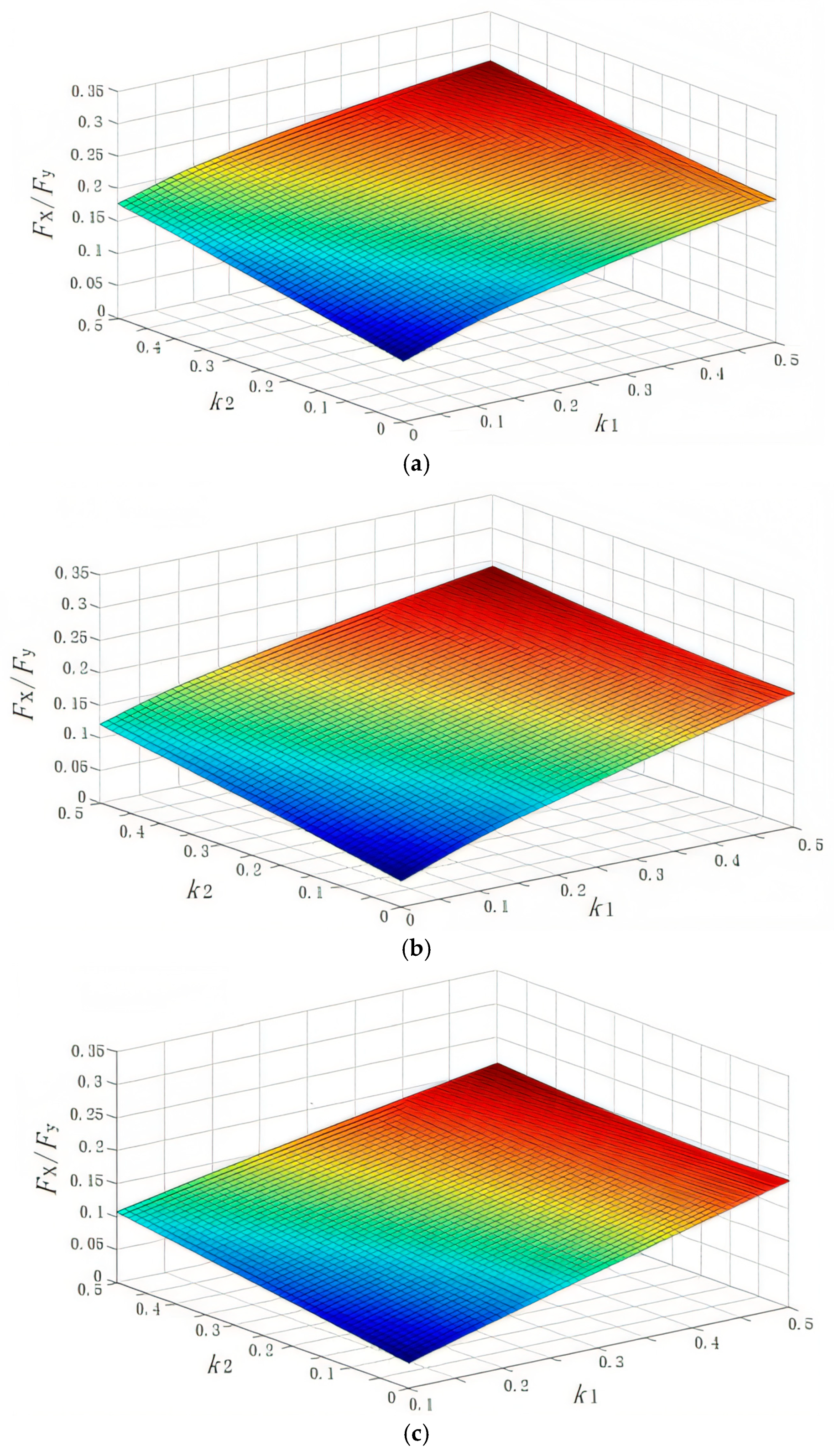
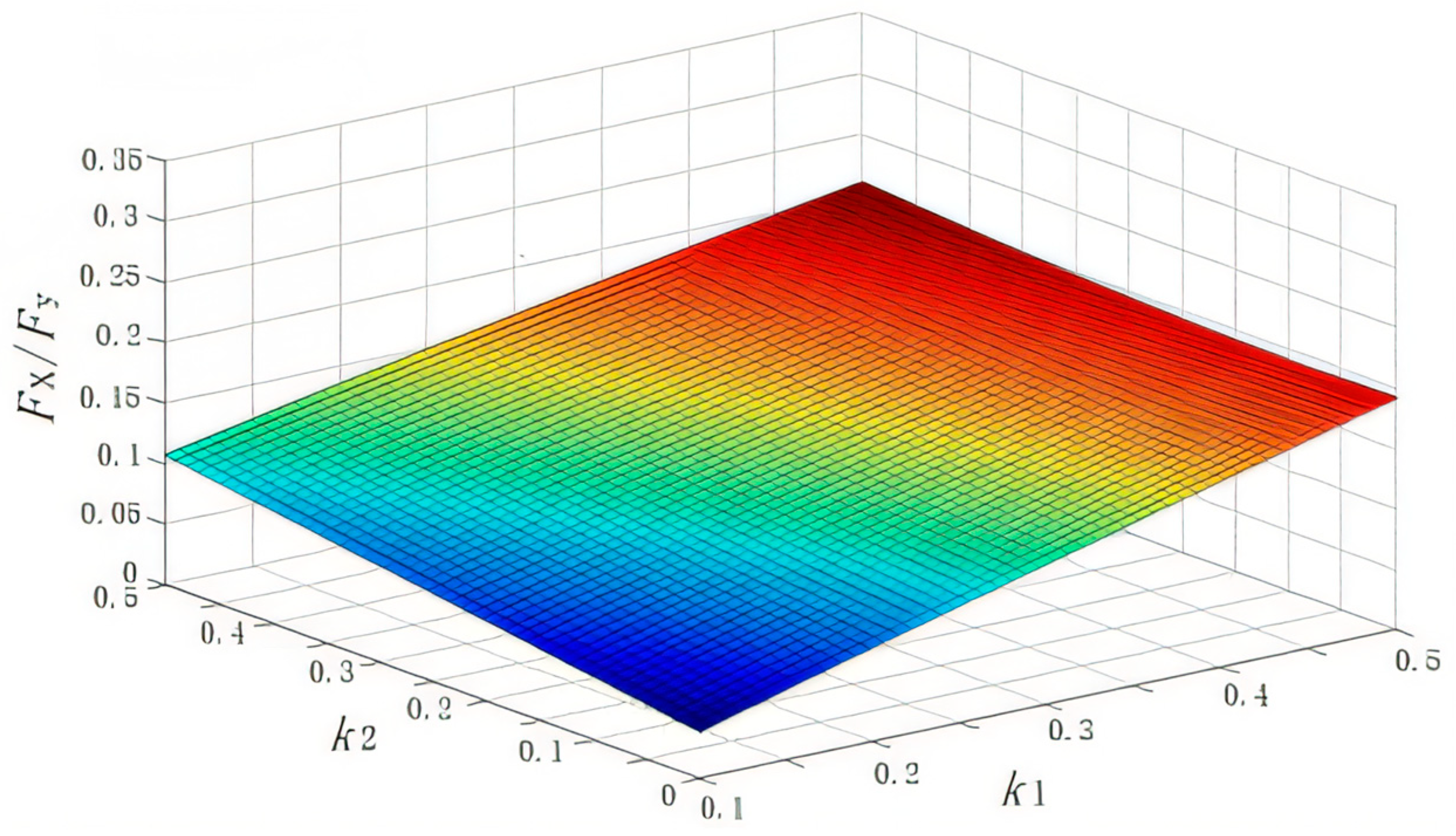
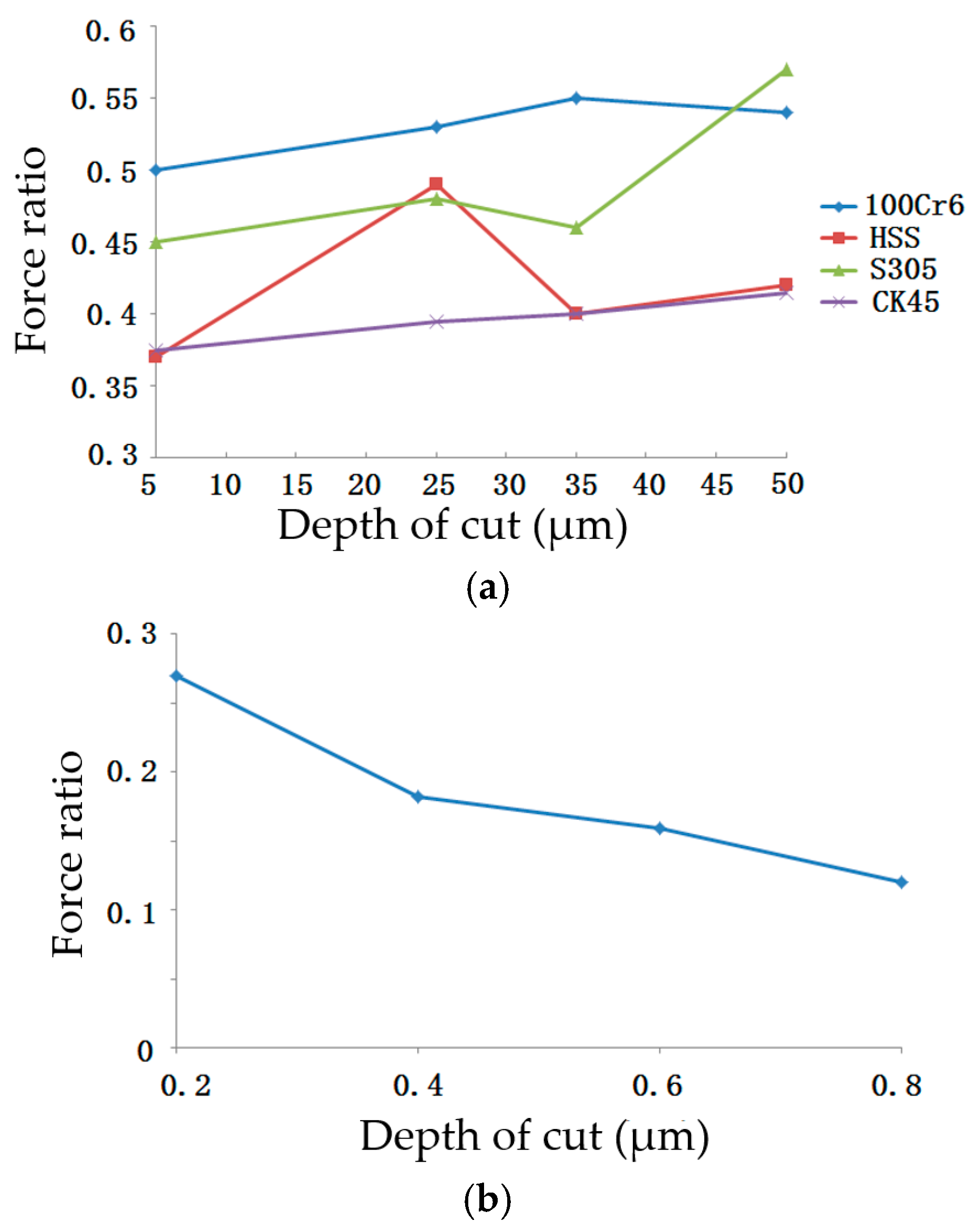
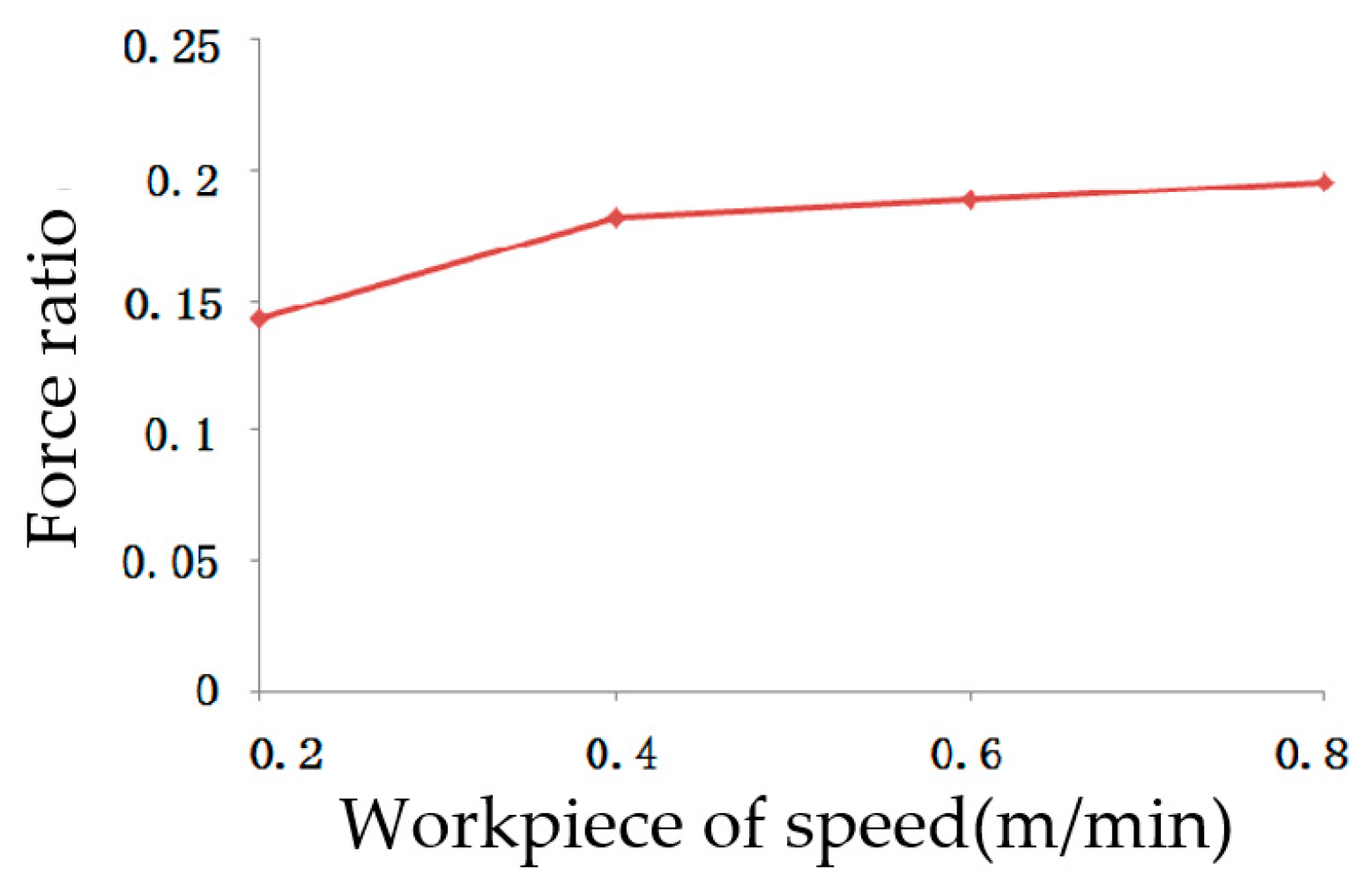
3.2. Force Ratio
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barge, M.; Rech, J.; Hamdi, H.; Bergheau, J. Experimental study of abrasive process. Wear 2008, 264, 382–388. [Google Scholar] [CrossRef]
- Singh, V.; Venkateswara Rao, P.; Ghosh, S. Development of specific grinding energy model. Int. J. Mach. Tools Manuf. 2012, 60, 1–13. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Praveen, G. Predictive modelling and analysis of process parameters on material removal characteristics in abrasive belt grinding process. Appl. Sci. 2017, 7, 363. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Y.; Qi, F.; Xing, Z.; Liu, W. A molecular-scale analytic model to evaluate material removal rate in chemical mechanical planarization considering the abrasive shape. Microelectron. Eng. 2015, 134, 54–59. [Google Scholar] [CrossRef]
- Awan, M.R.; Rojas, H.A.G.; Benavides, J.I.P.; Hameed, S.; Hussain, A.; Egea, A.J.S. Specific energy modeling of abrasive cut off operation based on sliding, plowing, and cutting. J. Mater. Res. Technol. 2022, 18, 3302–3310. [Google Scholar] [CrossRef]
- Shaik, J.H.; Srinivas, J. Analytical prediction of chatter stability of end milling process using three-dimensional cutting force model. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 1633–1646. [Google Scholar] [CrossRef]
- Chang, H.; Wang, J.J.J. A stochastic grinding force model considering random grit distribution. Int. J. Mach. Tools Manuf. 2008, 48, 1335–1344. [Google Scholar] [CrossRef]
- Da Silva, W.M.; de Mello, J.D.B. Using parallel scratches to simulate abrasive wear. Wear 2009, 267, 1987–1997. [Google Scholar] [CrossRef]
- Sinha, S.K.; Chong, W.L.M.; Lim, S. Scratching of polymers—Modeling abrasive wear. Wear 2007, 262, 1038–1047. [Google Scholar] [CrossRef]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y. Study on the machined depth when nanoscratching on 6H-SiC using Berkovich indenter: Modelling and experimental study. Appl. Surf. Sci. 2016, 368, 449–455. [Google Scholar] [CrossRef]
- Horng, T. Modeling and simulation of material removal in planarization process. Int. J. Adv. Manuf. Technol. 2008, 37, 323–334. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, Y.; Wang, Y. Modeling the effects of particle deformation in chemical mechanical polishing. Appl. Surf. Sci. 2012, 258, 8469–8474. [Google Scholar] [CrossRef]
- Torrance, A.A. Modelling abrasive wear. Wear 2005, 258, 281–293. [Google Scholar] [CrossRef]
- Jourani, A.; Dursapt, M.; Hamdi, H.; Rech, J.; Zahouani, H. Effect of the belt grinding on the surface texture: Modeling of the contact and abrasive wear. Wear 2005, 259, 1137–1143. [Google Scholar] [CrossRef]
- Baranowski, P.; Damaziak, K.; Malachowski, J.; Sergienko, V.P.; Bukharov, S.N. Modeling of abrasive wear by the meshless smoothed particle hydrodynamics method. J. Frict. Wear 2016, 37, 94–99. [Google Scholar] [CrossRef]
- Miyoshi, K. Solid Lubrication Fundamentals and Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2001; pp. 1–4. [Google Scholar]
- Jiang, F.; Yan, L.; Rong, Y. Orthogonal cutting of hardened AISI D2 steel with TiAlN-coated inserts—Simulations and experiments. Int. J. Adv. Manuf. Technol. 2013, 64, 1555–1563. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Pombo, I.; Alberdi, R.; Izquierdo, B.; Ortega, N.; Plaza, S.; Martinez-Toledano, J. Machining evaluation of a hybrid MQL-CO2 grinding technology. J. Clean. Prod. 2010, 18, 1840–1849. [Google Scholar] [CrossRef]
- Chen, X.; Tecelli Öpöz, T. Simulation of Grinding Surface Creation—A Single Grit Approach. Adv. Mater. Res. 2010, 126–128, 23–28. [Google Scholar] [CrossRef]
- Rabiei, F.; Rahimi, A.R.; Hadad, M.J.; Ashrafijou, M. Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J. Clean. Prod. 2015, 86, 447–460. [Google Scholar] [CrossRef]
- Liu, J.; Xiong, J.; Yuan, W. Experiment Study on Grinding Force of 65Mn Steel in Grinding-Hardening Machining; Springer: Berlin/Heidelberg, Germany, 2012; pp. 239–246. [Google Scholar]
- Ding, W.; Zhao, B.; Xu, J.; Yang, C.; Fu, Y.; Su, H. Grinding behavior and surface appearance of (TiCp+TiBw)/Ti-6Al-4V titanium matrix composites. Chin. J. Aeronaut. 2014, 27, 1334–1342. [Google Scholar] [CrossRef]
- Thammasing, V.; Tangjitsitcharoen, S. In-Process Prediction of Surface Roughness in Grinding Process by Monitoring of Cutting Force Ratio. Appl. Mech. Mater. 2014, 627, 29–34. [Google Scholar] [CrossRef]
- Amamou, R.; Ben Fredj, N.; Fnaiech, F. Improved method for grinding force prediction based on neural network. Int. J. Adv. Manuf. Technol. 2008, 39, 656–668. [Google Scholar] [CrossRef]
- Dang, X.; Huang, J.; Chen, S. Influence of Plastic Contact Area on Sliding Wear of GCr15/35CrMo Steel Tribo-pair. J. Tribol. 2015, 35, 8–14. [Google Scholar]
- Persson, B.N.J.; Xu, R.; Miyashita, N. Rubber wear: Experiment and theory. J. Chem. Phys. 2025, 162, 074704. [Google Scholar] [CrossRef] [PubMed]
- Tan, S.; Liu, J.; Shen, H.; Chen, Y. Numerical analysis of torsional micro-motion thermal coupling considering frictional heat generation. J. Chongqing Univ. Technol. (Nat. Sci.) 2022, 36, 119–125. [Google Scholar]
- Qian, H.; Chen, M.; Qi, Z.; Teng, Q.; Qi, H.; Zhang, L.; Shan, X. Review on research and development of abrasive scratching of hard brittle materials and its underlying mechanisms. Crystals 2023, 13, 428. [Google Scholar] [CrossRef]
- Huang, W.; Li, W.; Mao, F.; Huang, P. Distribution of force and wear analysis of surface contact. J. South China Univ. Technol. (Nat. Sci. Ed.) 2020, 48, 91–101. [Google Scholar]
- Chen, J.; Qiu, X.; Li, K.; Yuan, J.; Zhou, D.; Liu, Y. Microstructure Evolution and Plastic Removal for Single Crystal Nickel Induced by Particle Scratching: Atomic Simulation Method. Chin. J. Mater. Res. 2022, 36, 511–518. [Google Scholar]
- Li, L.; Xue, Y.; Miao, D.; Ruan, X.; Li, L.; Xie, M. Fretting wear behavior considering the contact of third body particles. J. Aerosp. Power 2025, 40, 296–306. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curves | σy/MPa | N | hdoc/μm | r/mm | k1 | k2 |
|---|---|---|---|---|---|---|
| L1 | 200 | 0.5 | 30 | 0.1 | 0.3 | 0.3 |
| L2 | 500 | 0.5 | 30 | 0.1 | 0.3 | 0.3 |
| L3 | 800 | 0.5 | 30 | 0.1 | 0.3 | 0.3 |
| L4 | 500 | 0.2 | 30 | 0.1 | 0.3 | 0.3 |
| L5 | 500 | 0.8 | 30 | 0.1 | 0.3 | 0.3 |
| P1 | 500 | 0.5 | 30 | 0.1 | 0.1 | 0.3 |
| P1 | 500 | 0.5 | 30 | 0.1 | 0.3 | 0.3 |
| P1 | 500 | 0.5 | 30 | 0.1 | 0.5 | 0.3 |
| P1 | 500 | 0.5 | 30 | 0.1 | 0.3 | 0.1 |
| P1 | 500 | 0.5 | 30 | 0.1 | 0.3 | 0.5 |
| Q1 | 500 | 0.5 | 30 | 0.1 | 0.3 | 0.3 |
| Q2 | 500 | 0.5 | 40 | 0.1 | 0.3 | 0.3 |
| Q3 | 500 | 0.5 | 50 | 0.1 | 0.3 | 0.3 |
| Q4 | 500 | 0.5 | 30 | 0.2 | 0.3 | 0.3 |
| Q5 | 500 | 0.5 | 30 | 0.3 | 0.3 | 0.3 |
| σy = 500 MPa, hdoc = 30 μm, n = 0.5, r = 0.1 mm | |||||
|---|---|---|---|---|---|
| μ = 0.3/0.4/0.5 | |||||
| k11 | k12 | k13 | k14 | k15 | |
| k21 | (0.1,0.1) | (0.1,0.2) | (0.1,0.3) | (0.1,0.4) | (0.1,0.5) |
| k22 | (0.2,0.1) | (0.2,0.2) | (0.2,0.3) | (0.2,0.4) | (0.2,0.5) |
| k23 | (0.3,0.1) | (0.3,0.2) | (0.3,0.3) | (0.3,0.4) | (0.3,0.5) |
| k24 | (0.4,0.1) | (0.4,0.2) | (0.4,0.3) | (0.4,0.4) | (0.4,0.5) |
| k25 | (0.5,0.1) | (0.5,0.2) | (0.5,0.3) | (0.5,0.4) | (0.5,0.5) |
| σy = 500 MPa, k1 = k2 =0.3, μ = 0.5, n = 0.5 | |||||
|---|---|---|---|---|---|
| hdoc1 | hdoc2 | hdoc3 | hdoc4 | hdoc5 | |
| r1 | (0.05,30) | (0.05,35) | (0.05,40) | (0.05,45) | (0.05,50) |
| r2 | (0.10,30) | (0.10,35) | (0.10,40) | (0.10,45) | (0.10,50) |
| r3 | (0.15,30) | (0.15,35) | (0.15,40) | (0.15,45) | (0.15,50) |
| r4 | (0.20,30) | (0.20,35) | (0.20,40) | (0.20,45) | (0.20,50) |
| k5 | (0.25,30) | (0.25,35) | (0.25,40) | (0.25,45) | (0.25,50) |
| hdoc = 30 μm, k1 = k2 = 0.3, μ = 0.5, r = 0.1 mm | |||||
|---|---|---|---|---|---|
| σy1 | σy2 | σy3 | σy4 | σy5 | |
| n1 | (0.2,200) | (0.2,400) | (0.2,600) | (0.2,800) | (0.2,1000) |
| n2 | (0.4,200) | (0.4,400) | (0.4,600) | (0.4,800) | (0.4,1000) |
| n3 | (0.6,200) | (0.6,400) | (0.6,600) | (0.6,800) | (0.6,1000) |
| n4 | (0.8,200) | (0.8,400) | (0.8,600) | (0.8,800) | (0.8,1000) |
| n5 | (1,200) | (1,400) | (1,600) | (1,800) | (1,1000) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Sun, M.; Fan, Y.; Yin, F.; Huang, J.; Huang, S. Analytical Modeling of Particle Scratching Process. Appl. Sci. 2025, 15, 5670. https://doi.org/10.3390/app15105670
Chen S, Sun M, Fan Y, Yin F, Huang J, Huang S. Analytical Modeling of Particle Scratching Process. Applied Sciences. 2025; 15(10):5670. https://doi.org/10.3390/app15105670
Chicago/Turabian StyleChen, Shouhong, Mingjun Sun, Yuantao Fan, Fangchen Yin, Jixiang Huang, and Shengui Huang. 2025. "Analytical Modeling of Particle Scratching Process" Applied Sciences 15, no. 10: 5670. https://doi.org/10.3390/app15105670
APA StyleChen, S., Sun, M., Fan, Y., Yin, F., Huang, J., & Huang, S. (2025). Analytical Modeling of Particle Scratching Process. Applied Sciences, 15(10), 5670. https://doi.org/10.3390/app15105670