
Numerical Optimization of Laser Powder Bed Fusion Process Parameters for High-Precision Manufacturing of Pure Molybdenum



Abstract
1. Introduction
2. Method
2.1. Simulation Software
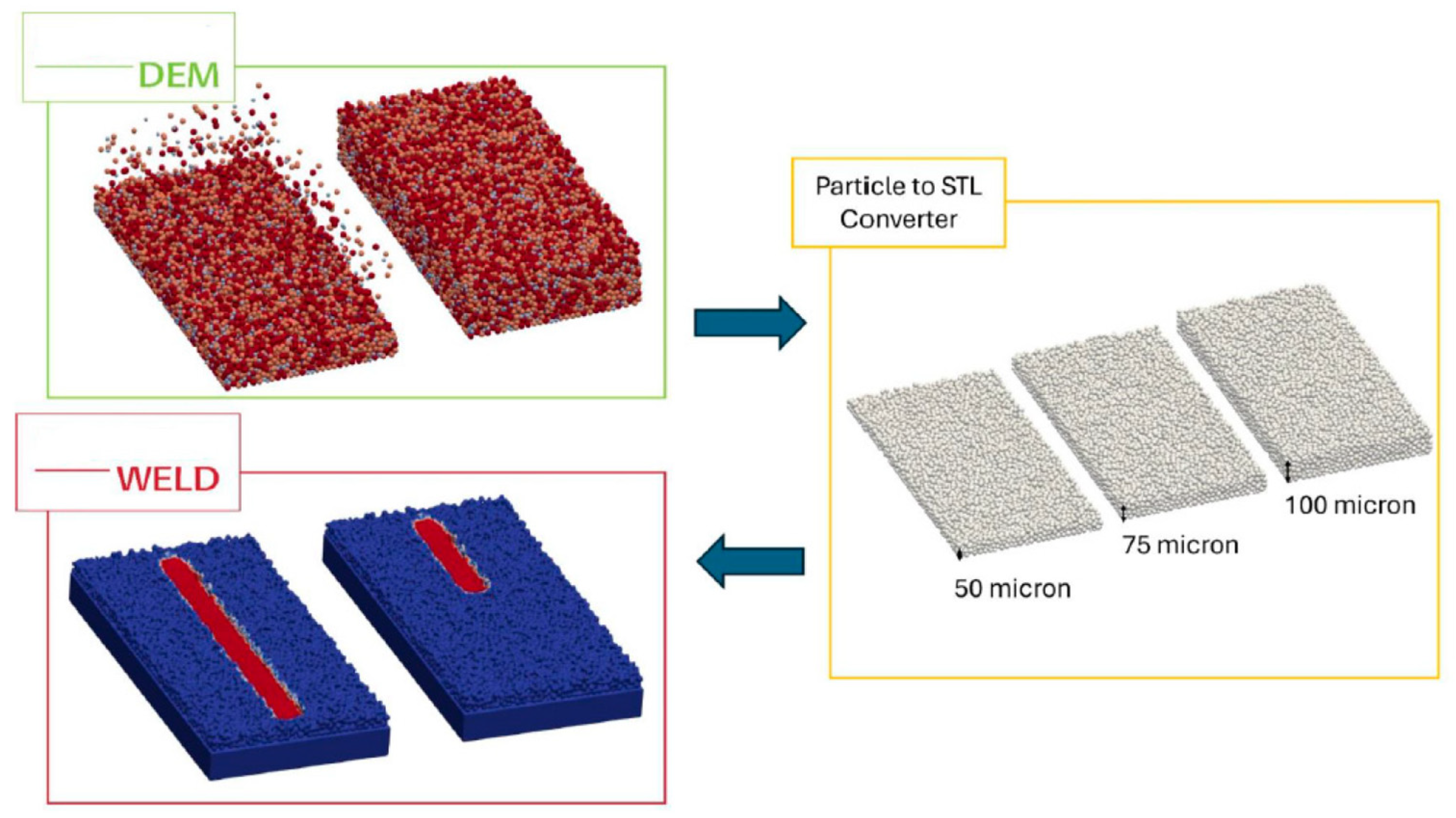
2.1.1. DEM Model
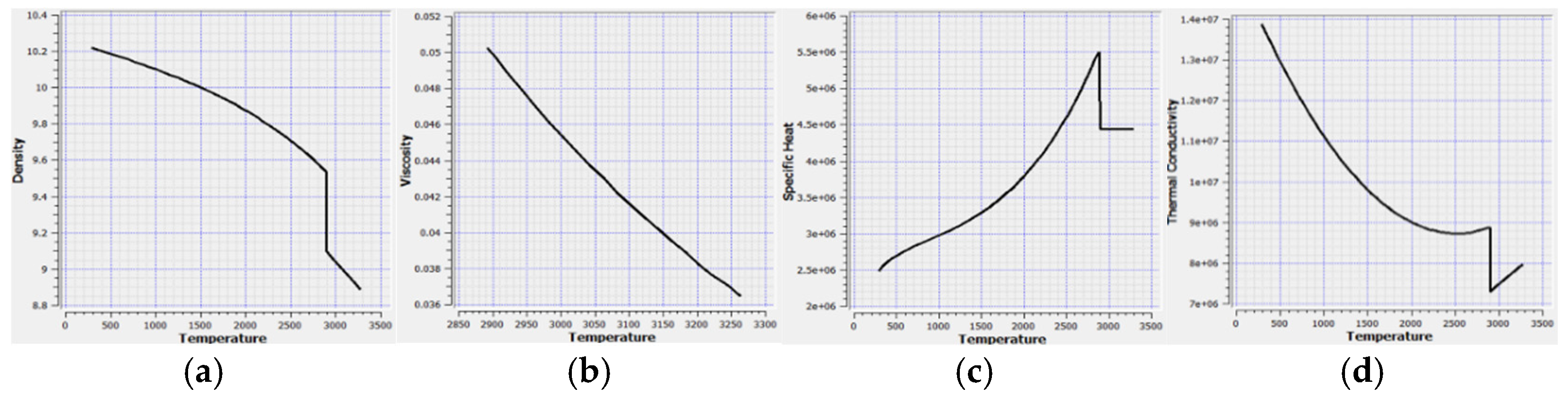
2.1.2. CFD Model
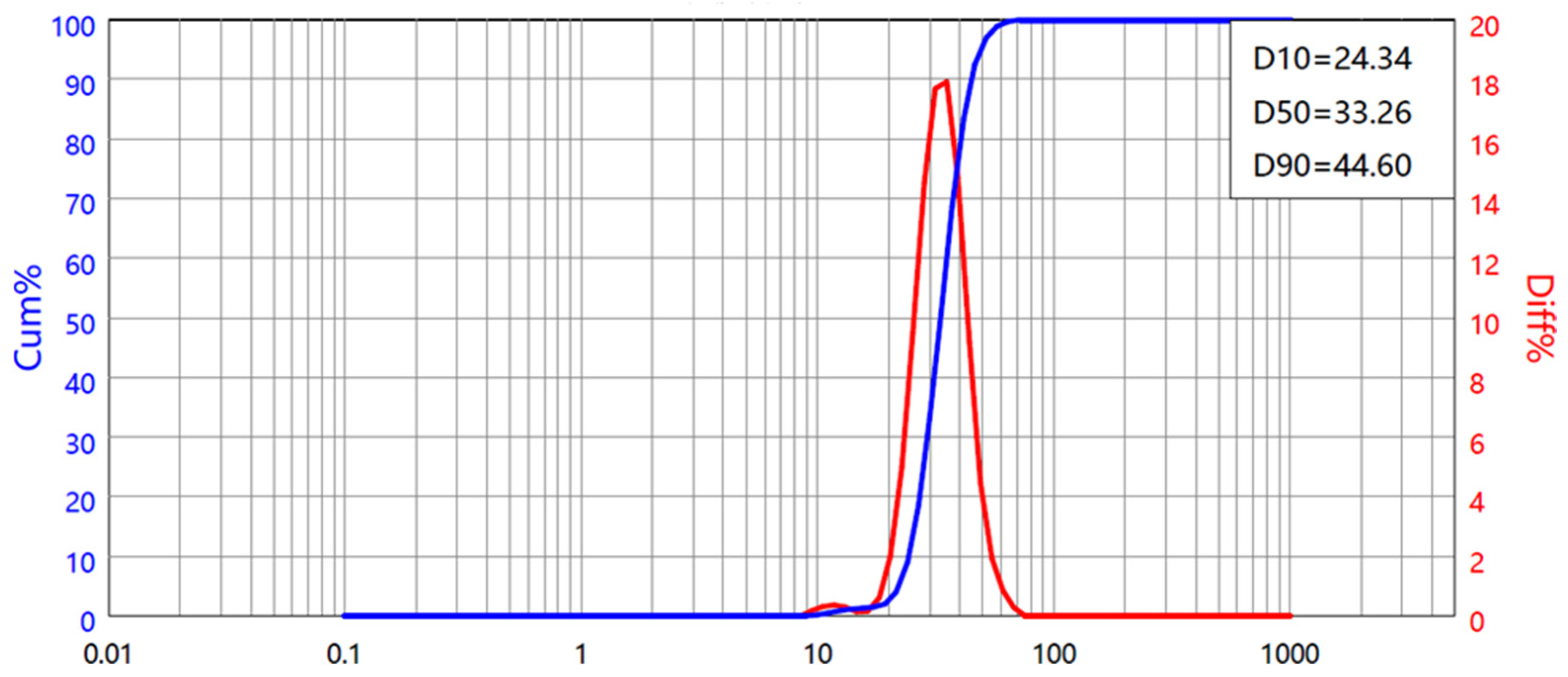
2.2. Characterization of Mo Powder
2.3. Simulation of Molybdenum Powders in the LPBF Process
- The initial system temperature was set to 200 °C;
- The length of a single scan path was adjusted to 10,000 µm to ensure a homogeneous and consistent melt track.
- FLOW-3D WELD 3.0.1.1.8 Release 7 and FLOW-DEM 3.0.1.1.6 Release 7;
- Particle to STL Converter 3.0.0.0.0 Release 7 Update 3 was used to convert the particle geometry into STL format;
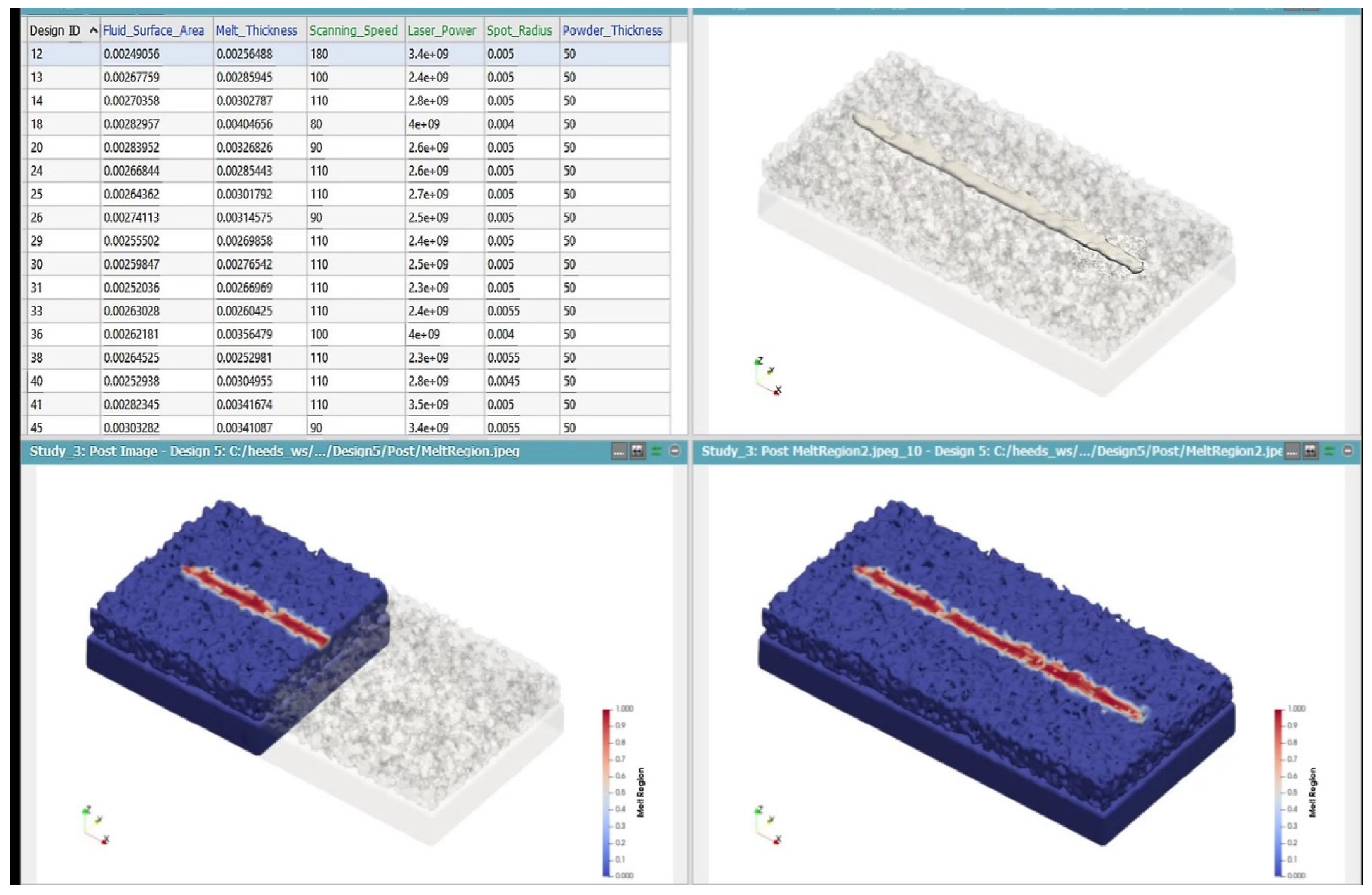
- HEEDS software was used to optimize the inputs for FLOW-3D WELD simulation within the parameter ranges specified in Table 5.
3. Results and Discussion
3.1. Powder Distribution and Packing Density
3.2. Melt Pool Formation and Thermal Behavior
3.3. Optimization Results
- Investigation of different material alloys;
- Experimental validation: Conducting tests with the same parameters in actual production environments will enhance the reliability of the simulation results;
- Integration of machine learning: Employing machine learning algorithms to analyze large datasets can expedite the identification of optimal parameter combinations;
- Impact of single-track formation on microstructure: Future research should explore how single-track formation affects microstructural evolution.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dimiduk, D.M.; Perepezko, J.H. Mo–Si–B alloys: Developing a revolutionary turbine-engine material. MRS Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Faidel, D.; Jonas, D.; Natour, G.; Behr, W. Investigation of the selective laser melting process with molybdenum powder. Addit. Manuf. 2015, 8, 88–94. [Google Scholar] [CrossRef]
- Yan, A.; Atif, A.M.; Wang, X.; Lan, T.; Wang, Z. The microstructure and cracking behaviors of pure molybdenum fabricated by selective laser melting. Materials 2021, 15, 6230. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed]
- Braun, J.; Kaserer, L.; Stajkovic, J.; Leitz, K.-H.; Tabernig, B.; Singer, P.; Leibenguth, P.; Gspan, C.; Kestler, H.; Leichtfried, G. Molybdenum and tungsten manufactured by selective laser melting: Analysis of defect structure and solidification mechanisms. Int. J. Refract. Met. Hard Mater. 2019, 84, 104999. [Google Scholar] [CrossRef]
- Wang, D.; Yu, C.; Ma, J.; Liu, W.; Shen, Z. Densification and crack suppression in selective laser melting of pure molybdenum. Mater. Des. 2017, 129, 44–52. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling phenomena in selective laser melted tungsten. J. Mech. Work. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Towrie, M.; Atwood, R.C.; Withers, P.J.; Lee, P.D. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef]
- Li, K.; Wang, D.; Xing, L.; Wang, Y.; Yu, C.; Chen, J.; Zhang, T.; Ma, J.; Liu, W.; Shen, Z. Crack suppression in additively manufactured tungsten by introducing secondary-phase nanoparticles into the matrix. Int. J. Refract. Met. Hard Mater. 2019, 79, 158–163. [Google Scholar] [CrossRef]
- Kaserer, L.; Braun, J.; Stajkovic, J.; Leitz, K.-H.; Tabernig, B.; Singer, P.; Letofsky-Papst, I.; Kestler, H.; Leichtfried, G. Fully dense and crack free molybdenum manufactured by Selective Laser Melting through alloying with carbon. Int. J. Refract. Met. Hard Mater. 2019, 84, 105000. [Google Scholar] [CrossRef]
- Tan, C.; Zhou, K.; Ma, W.; Attard, B.; Zhang, P.; Kuang, T. Selective laser melting of high-performance pure tungsten: Parameter design, densification behavior and mechanical properties. Sci. Technol. Adv. Mater. 2018, 19, 370–380. [Google Scholar] [CrossRef]
- Huang, G.; He, Y.; Long, S.; Duan, Q.; Chen, H.; Peng, X.; Zhou, L.; Huang, K. Microstructure, compressive performance and wear resistance of pure molybdenum additively manufactured via laser powder bed fusion. Int. J. Refract. Met. Hard Mater. 2024, 123, 106740. [Google Scholar] [CrossRef]
- Rebesan, P.; Ballan, M.; Bonesso, M.; Campagnolo, A.; Corradetti, S.; Dima, R.; Gennari, C.; Longo, G.; Mancin, S.; Manzolaro, M.; et al. Pure molybdenum manufactured by Laser Powder Bed Fusion: Thermal and mechanical characterization at room and high temperature. Addit. Manuf. 2021, 47, 102277. [Google Scholar] [CrossRef]
- Yakang, K.; Wang, C.; Chen, X.; Qu, Y.; Yu, J.; Ju, H.; Yilei, X. Review of Research Progress on Mo–Si–B Alloys. Materials 2023, 16, 5495. [Google Scholar] [CrossRef] [PubMed]
- Makineni, S.; Kini, A.; Jägle, E.; Springer, H.; Raabe, D.; Gault, B. Synthesis and stabilization of a new phase regime in a Mo–Si–B based alloy by laser-based additive manufacturing. Acta Mater. 2018, 151, 31–40. [Google Scholar] [CrossRef]
- Chen, X.; Kong, Y.; Qu, Y.; Yu, J.; Xiao, Y.; Wang, C. Influence of TiC contents on the microstructure, mechanical properties, and oxidation behavior of Mo–10Si–8B alloys. Intermetallics 2024, 164, 108122. [Google Scholar] [CrossRef]
- Guo, Z.; Wang, L.; Wang, C.; Ding, X.; Liu, J. Heat transfer, molten pool flow micro-simulation, and experimental research on molybdenum alloys fabricated via selective laser melting. Materials 2021, 14, 75. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Li, M.; Wang, J.; Wang, Y.; An, X.; Fu, H.; Zhang, H.; Yang, X.; Zou, Q. Powder-bed-fusion additive manufacturing of molybdenum: Process simulation, optimization, and property prediction. Addit. Manuf. 2022, 58, 103069. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Chen, H.-Y.; Lin, C.-C.; Horng, M.-H.; Chang, L.-K.; Hsu, J.-H.; Chang, T.-W.; Hung, J.-C.; Lee, R.-M.; Tsai, M.-C. Deep learning applied to defect detection in powder spreading process of magnetic material additive manufacturing. Materials 2022, 15, 5662. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Result |
|---|---|
| Melting Point | 2610 °C |
| Boiling Point | 5560 °C |
| Crystal Structure | Body-Centered Cubic (BCC) |
| Density | 8.2 g/cm3 |
| Coefficient of Expansion @ 20 °C | 5.1 × 10⁻6/°C |
| Electrical Resistivity | 5.17 µΩ·cm |
| Form | Powder |
| Particle Diameter (µ) | Value |
|---|---|
| Dmin | 15 |
| D10 | 24.34 |
| D50 | 33.26 |
| D90 | 44.6 |
| Dmax | 45 |
| Group Particle Diameter (µ) | Volume Percentage (%) |
|---|---|
| 19.67 | 10 |
| 28.8 | 40 |
| 38.93 | 40 |
| 44.8 | 10 |
| Particle Radius (µm) | Particle Number Density Percentage (%) |
|---|---|
| 9.835 | 34.78 |
| 14.4 | 44.33 |
| 19.465 | 17.95 |
| 22.4 | 2.94 |
| Parameter | Min | Baseline | Max |
|---|---|---|---|
| Scanning Speed (mm/s) | 80 | 150 | 300 |
| Laser Power (W) | 50 | 200 | 400 |
| Laser Spot Diameter (µm) | 40 | 50 | 100 |
| Powder Layer Thickness (µm) | 50 | 50 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toprak, İ.B.; Dogdu, N.; Salamci, M.U. Numerical Optimization of Laser Powder Bed Fusion Process Parameters for High-Precision Manufacturing of Pure Molybdenum. Appl. Sci. 2025, 15, 5485. https://doi.org/10.3390/app15105485
Toprak İB, Dogdu N, Salamci MU. Numerical Optimization of Laser Powder Bed Fusion Process Parameters for High-Precision Manufacturing of Pure Molybdenum. Applied Sciences. 2025; 15(10):5485. https://doi.org/10.3390/app15105485
Chicago/Turabian StyleToprak, İnayet Burcu, Nafel Dogdu, and Metin Uymaz Salamci. 2025. "Numerical Optimization of Laser Powder Bed Fusion Process Parameters for High-Precision Manufacturing of Pure Molybdenum" Applied Sciences 15, no. 10: 5485. https://doi.org/10.3390/app15105485
APA StyleToprak, İ. B., Dogdu, N., & Salamci, M. U. (2025). Numerical Optimization of Laser Powder Bed Fusion Process Parameters for High-Precision Manufacturing of Pure Molybdenum. Applied Sciences, 15(10), 5485. https://doi.org/10.3390/app15105485