
The Pre-Heating Effect for Porosity Control during the Laser Welding of Galvanized Steel Sheets

Abstract
1. Introduction
2. Experimental Method
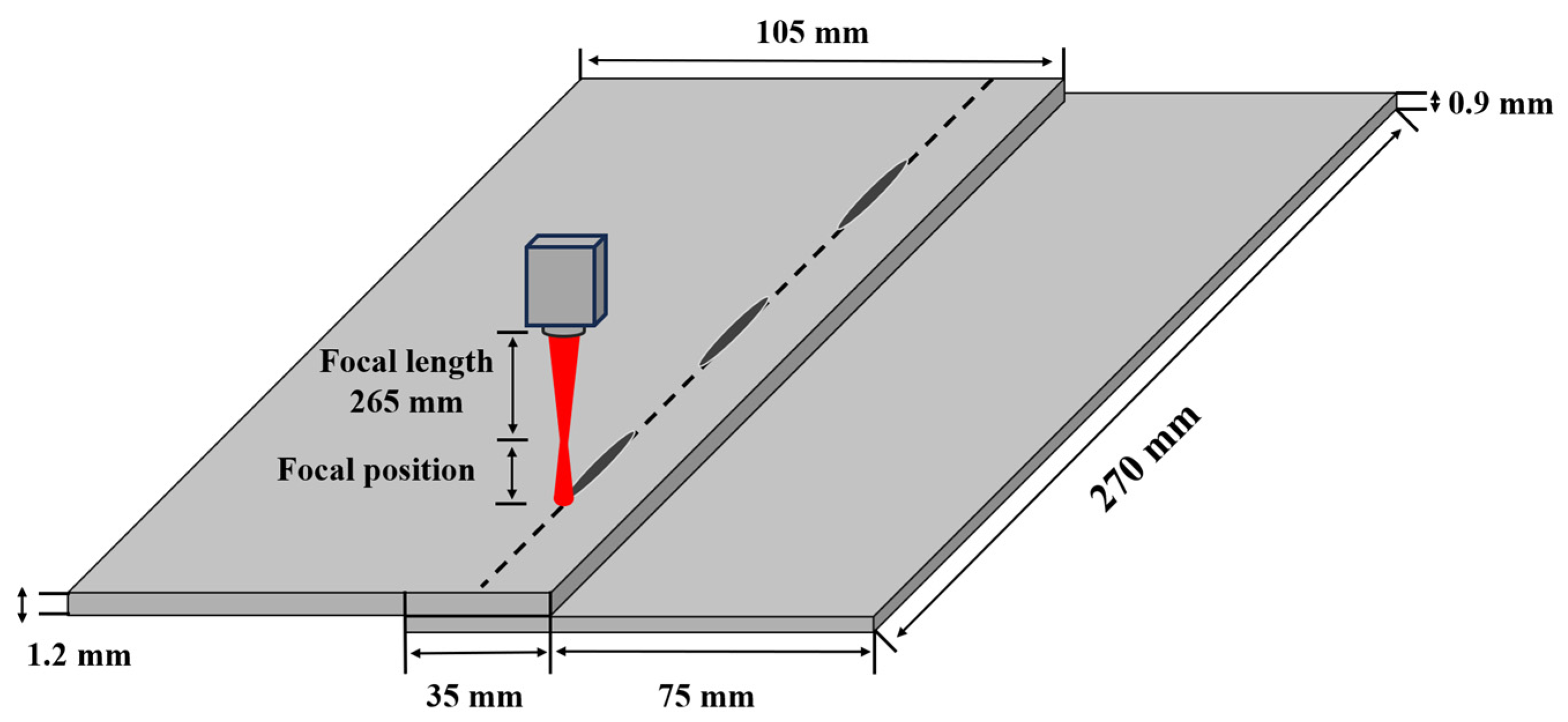
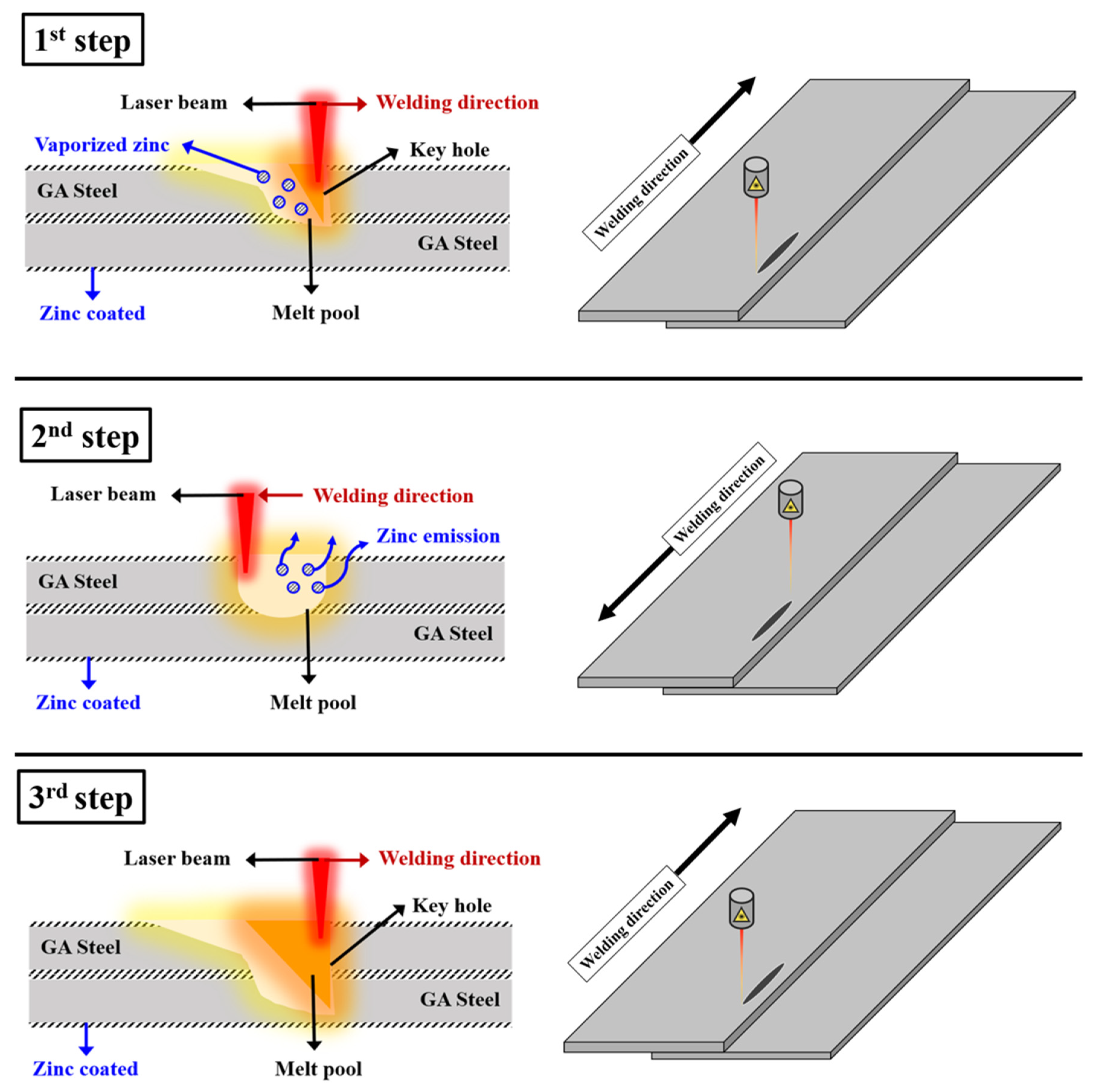
2.1. Material and Welding Method
2.2. Welding Process and Conditions
2.3. Evaluation Method of Weld Characteristics
3. Results and Discussion
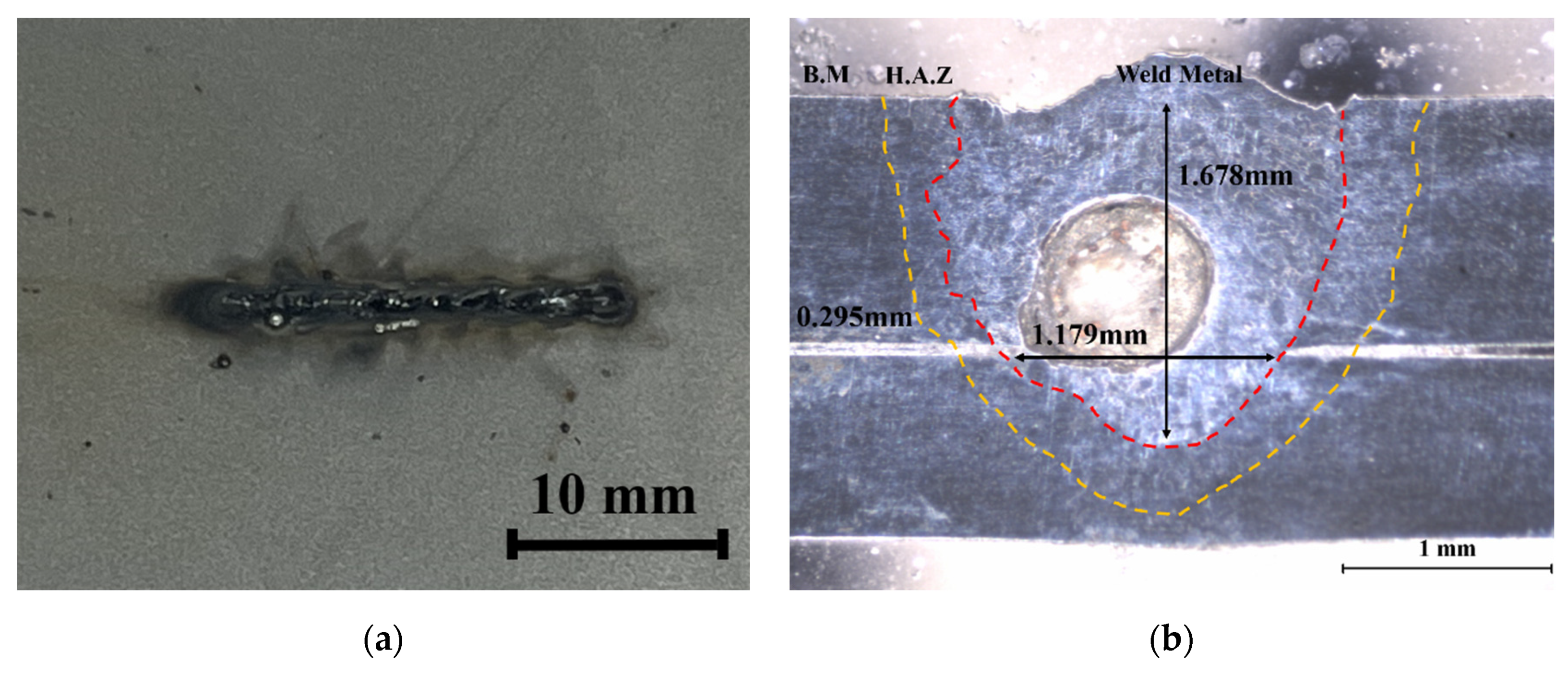
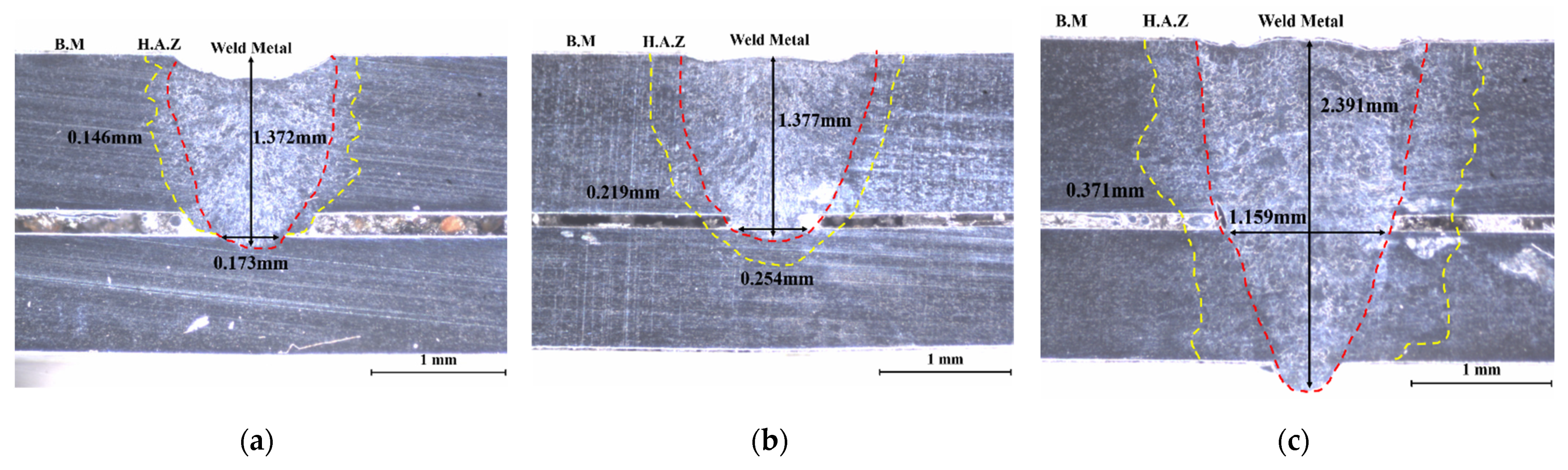
3.1. Bead Characteristics
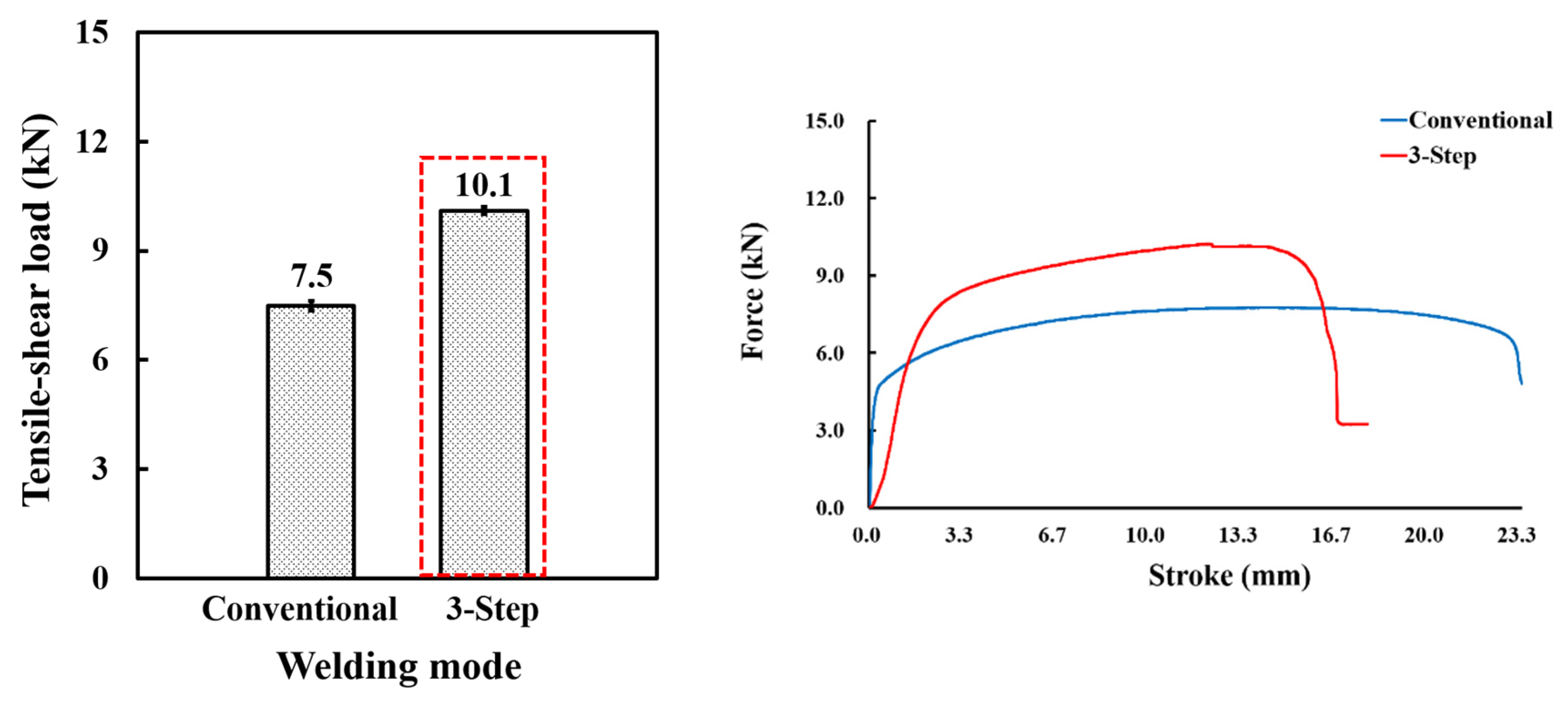
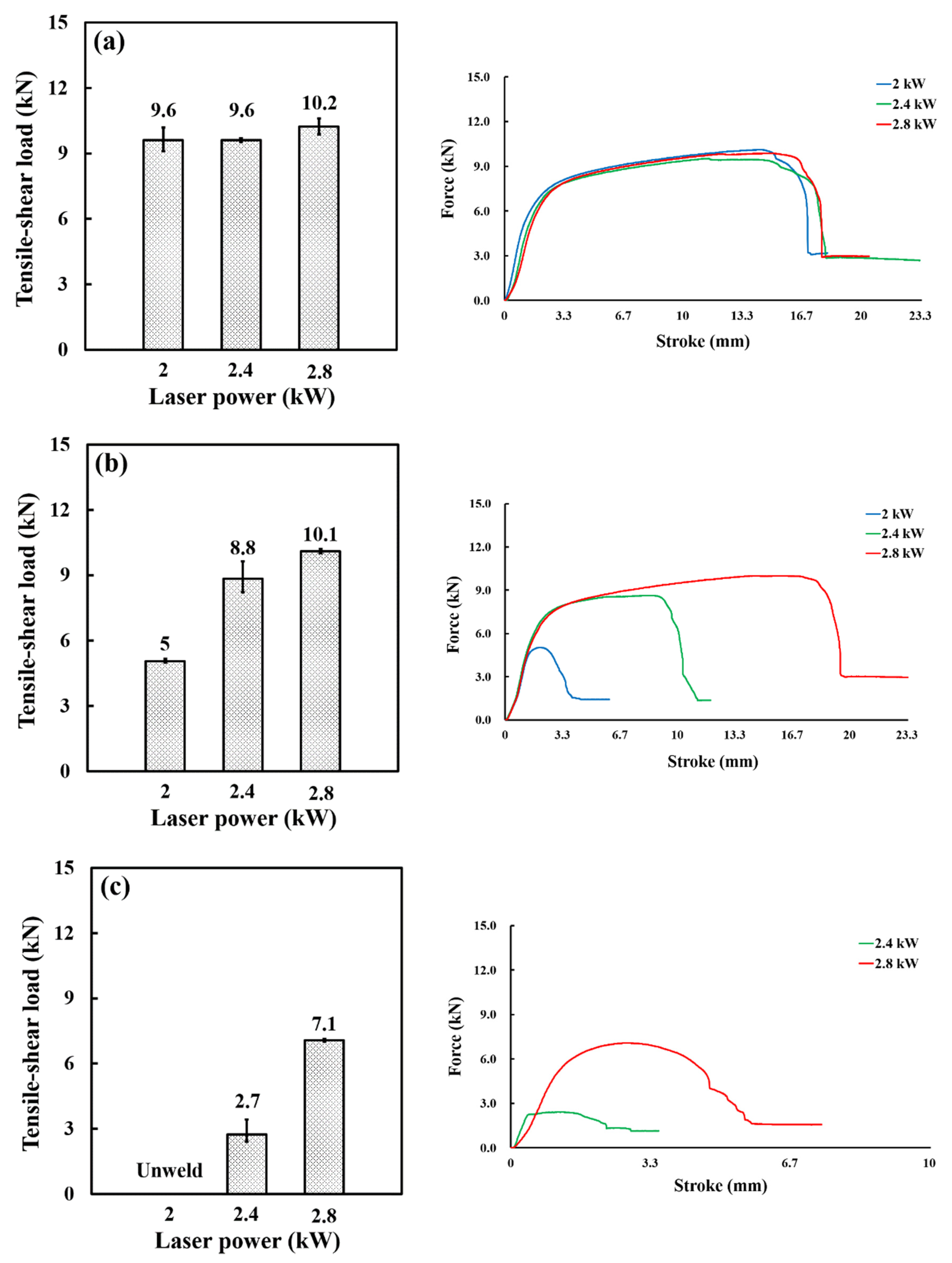
3.2. Tensile–Shear Load
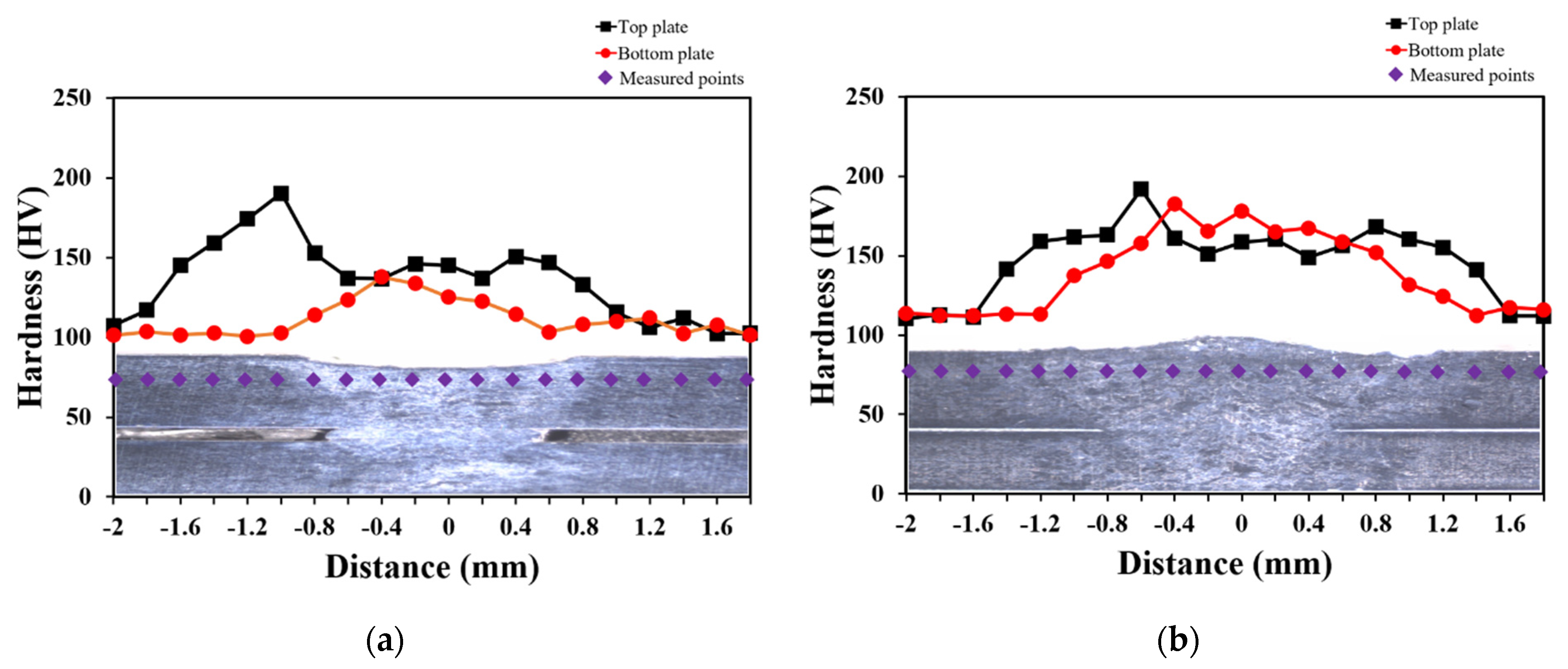
3.3. Hardness Profiles
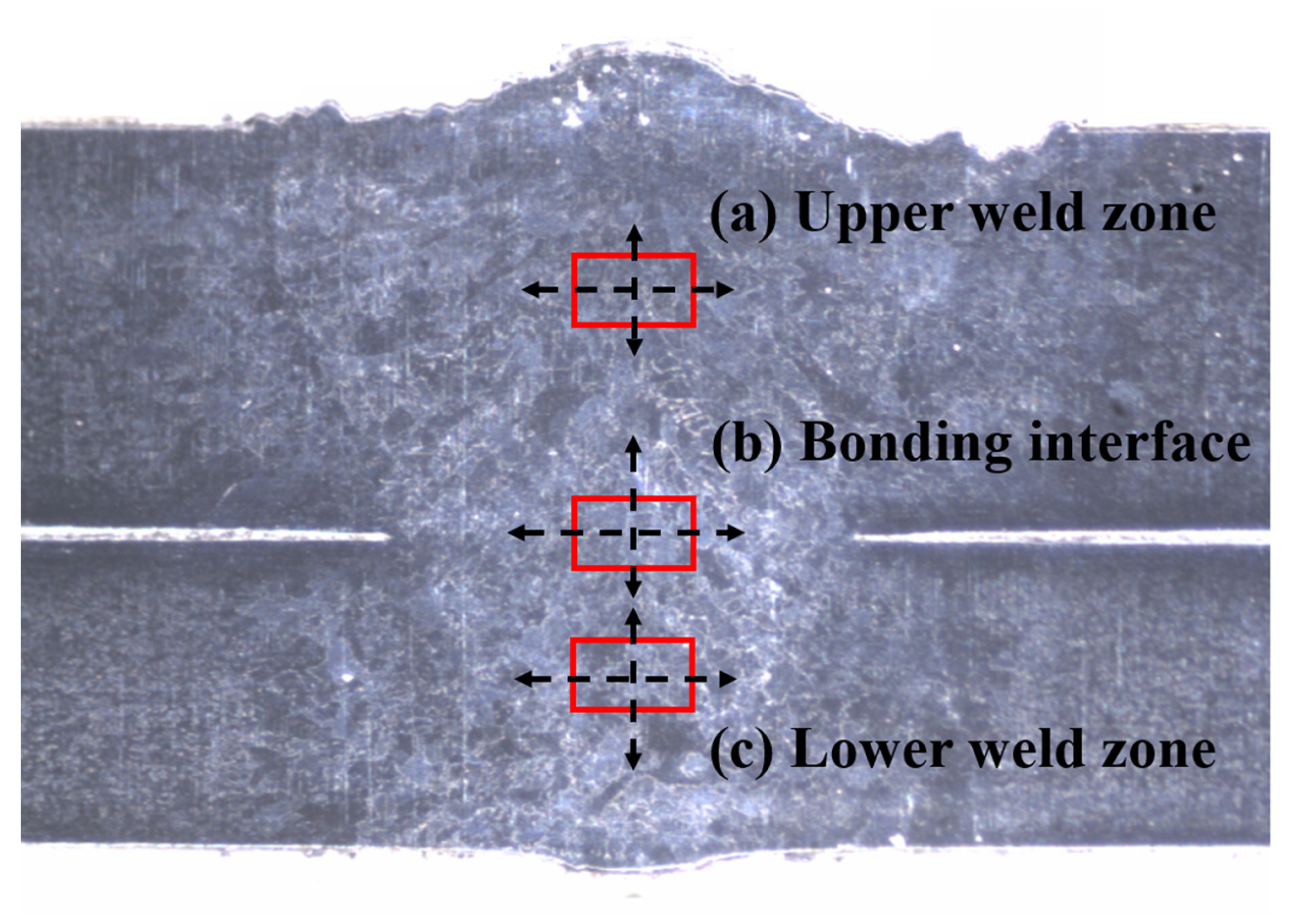
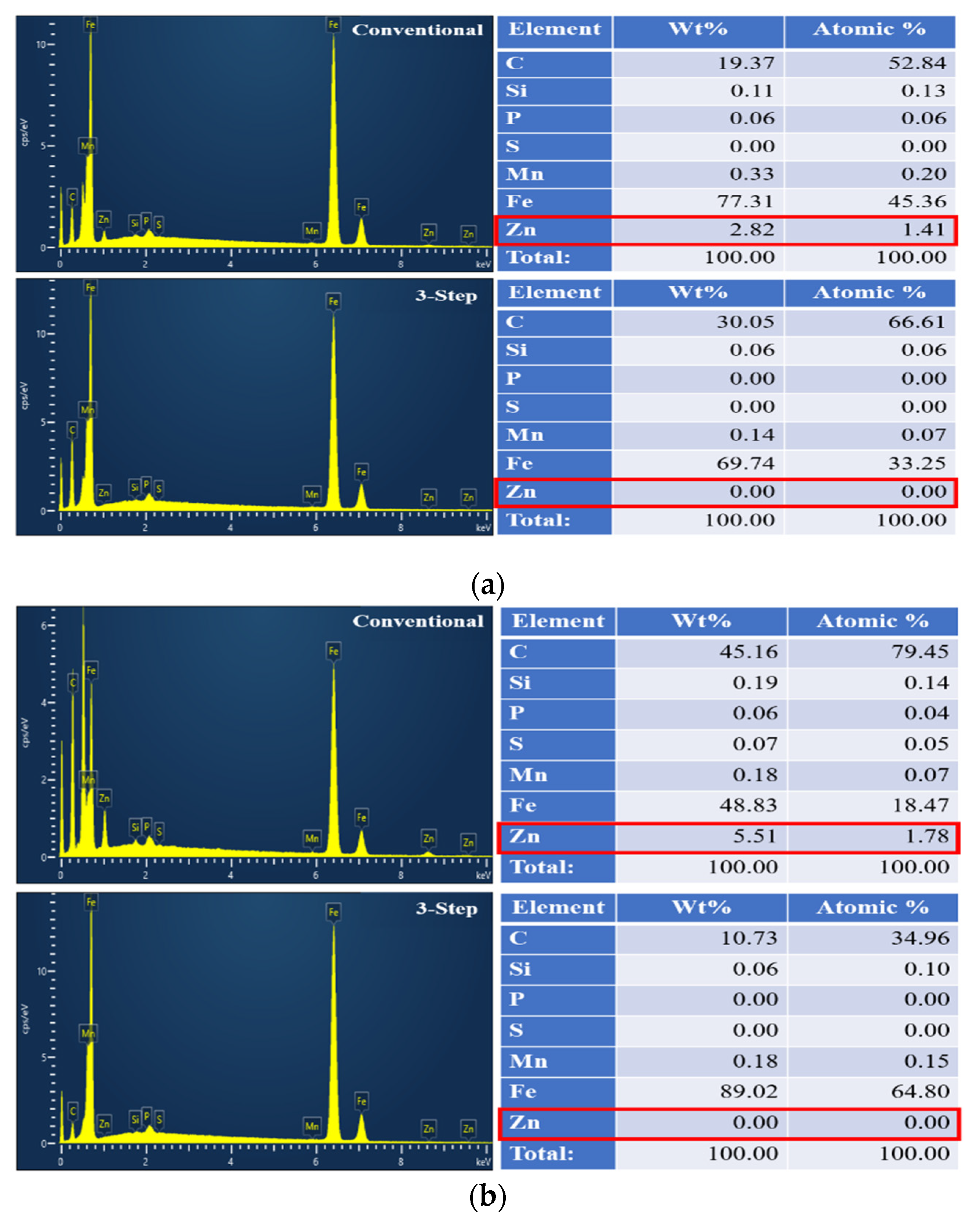
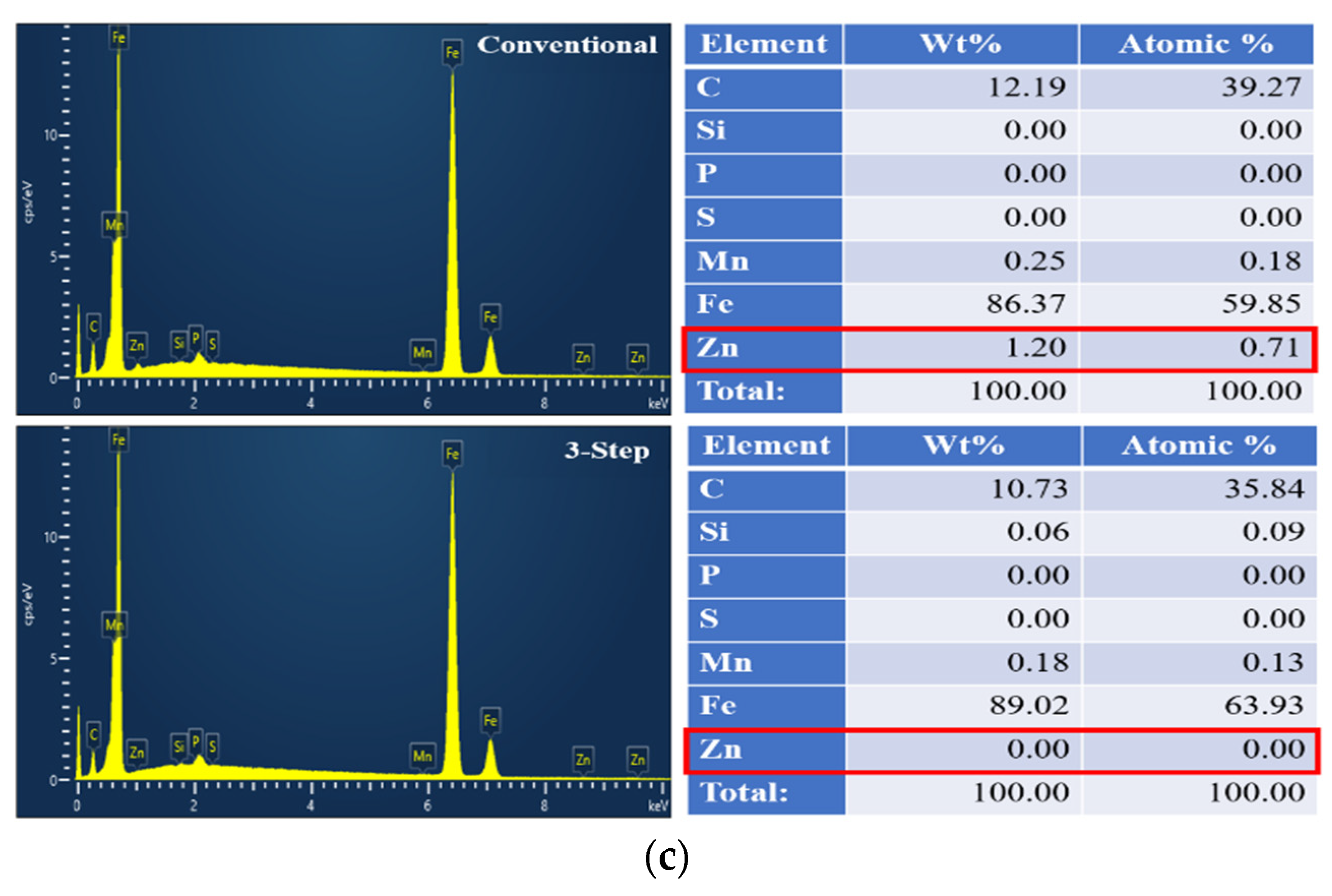
3.4. SEM-EDS Analysis
3.5. Radiographic Testing
4. Conclusions
- The maximum tensile–shear strength value of 10.2 kN was obtained under the conditions of a laser power of 2.8 kW and a focal position of 20 mm in the three-step laser welding process. As a result, the tensile–shear strength value increased by about 37% compared to conventional laser welding. These results are due to the mitigation of pores in the welds by the introduction of the pre-heating step.
- As a result of radiographic testing and SEM-EDS analysis, the three-step laser welding process effectively avoids the generation rate of internal pores due to the first and second steps of removing the galvanized layer in advance. These results indicate that zinc was not detected in welds without pores.
- The result of the hardness profile analysis showed slightly higher at about 11 HV in the upper sheet and 27 HV in the lower sheet during three-step laser welding compared to conventional laser welding. However, it does not affect the weld quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trzepieciński, T.; Najm, S.M. Current Trends in Metallic Materials for Body Panels and Structural Members Used in the Automotive Industry. Materials 2024, 17, 590. Available online: https://www.mdpi.com/1996-1944/17/3/590 (accessed on 10 February 2024). [CrossRef]
- Daigo, I.; Osako, S.; Adachi, Y.; Matsuno, Y. Time-series analysis of global zinc demand associated with steel. Resour. Conserv. Recycl. 2014, 82, 35–40. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0921344913002206 (accessed on 12 June 2023). [CrossRef]
- Ma, J.; Kong, F.; Carlson, B.; Kovacevic, R. Mitigating zinc vapor induced weld defects in laser welding of galvanized high-strength steel by using different supplementary means. In Welding Processes; IntechOpen: Rijeka, Croatia, 2012; pp. 129–134. Available online: https://www.researchgate.net/publication/300093809_Mitigating_Zinc_Vapor_Induced_Weld_Defects_in_Laser_Welding_of_Galvanized_High-Strength_Steel_by_Using_Different_Supplementary_Means (accessed on 13 June 2023).
- Tzeng, Y.F. Effects of operating parameters on surface quality for the pulsed laser welding of zinc-coated steel. J. Mater. Process. Technol. 2000, 100, 163–170. Available online: https://www.sciencedirect.com/science/article/pii/S0924013699004707 (accessed on 15 June 2023). [CrossRef]
- Matsui, H.; Suzuki, H.; Yamada, M. Reduction of blowholes in high-speed arc welding of hot-dip galvanised steel sheets. Weld. Int. 1998, 12, 432–439. Available online: https://www.tandfonline.com/doi/abs/10.1080/09507119809448511 (accessed on 12 June 2023). [CrossRef]
- Ma, G.; Yu, X.; Ye, J.; He, Y.; Xiao, Y. Effect of alloy elements on the weld of galvanised sheet studied by first-principles. Mater. Sci. Technol. 2020, 36, 1139–1147. Available online: https://journals.sagepub.com/doi/full/10.1080/02670836.2020.1755778 (accessed on 6 July 2023). [CrossRef]
- Singh, J.; Khan, M.S.; Oliveira, J.P.; Arora, K.S. Brazing of high-strength steels: Recent developments and challenges. J. Manuf. Process. 2023, 145, 021014. Available online: https://www.sciencedirect.com/science/article/pii/S1526612524001361 (accessed on 12 July 2023). [CrossRef]
- Kam, D.H.; Lee, T.H.; Kim, J. Porosity reduction through a Ti particle based gap-paste in arc welding of zinc coated steel. J. Mater. Process. Technol. 2018, 258, 211–219. Available online: https://www.sciencedirect.com/science/article/pii/S0924013618301274 (accessed on 17 July 2023). [CrossRef]
- Mohammadpour, M.; Yang, B.; Wang, H.P.; Forrest, J.; Poss, M.; Carlson, B.; Kovacevic, R. Influence of laser beam inclination angle on galvanized steel laser braze quality. Opt. Laser Technol. 2020, 129, 106303. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0030399220304266 (accessed on 22 July 2023). [CrossRef]
- Xiong, W.; Zhang, P.; Yu, Z.; Yan, H.; Wu, D.; Lu, Q.; Tian, Y. Weld zone porosity elimination process of galvanized steel zero-gap lap joints in remote laser spiral welding. Mater. Res. Express 2021, 8, 066502. Available online: https://iopscience.iop.org/article/10.1088/2053-1591/ac04ee/meta (accessed on 24 July 2023). [CrossRef]
- Garcia-Guerrero, J.C.; Curiel-López, F.F.; López-Morelos, V.H.; Taha-Tijerina, J.J.; Sánchez-Cruz, T.J.; Ramirez-Lopez, M.D.C.; Eduardo Cortes-Carillo, E.; Quinones-Salinas, M.A. Impact of Welding Parameters in the Porosity of a Dissimilar Welded Lap Joint of CP800-XPF1000 Steel Weldment by GMAW-P. Metals 2024, 14, 309. Available online: https://www.mdpi.com/2075-4701/14/3/309 (accessed on 20 February 2024). [CrossRef]
- Graham, M.P.; Hirak, D.M.; Kerr, H.W.; Weckman, D.C. Nd: YAG laser beam welding of coated steels using a modified lap joint geometry. Weld. J. Incl. Weld. Res. Suppl. 1996, 75, 162s. Available online: https://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=3186530 (accessed on 24 June 2023).
- Gu, H.; Mueller, R. Hybrid welding of galvanized steel sheet. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 14–18 October 2018; pp. 135–139. Available online: https://pubs.aip.org/liacp/proceedings-abstract/ICALEO/2001/135/1074934 (accessed on 20 June 2023).
- Li, X.; Lawson, S.; Zhou, Y.; Goodwin, F. Novel technique for laser lap welding of zinc coated sheet steels. J. Laser Appl. 2007, 19, 259–264. Available online: https://pubs.aip.org/lia/jla/article-abstract/19/4/259/220680/Novel-technique-for-laser-lap-welding-of-zinc (accessed on 15 August 2023). [CrossRef]
- Han, S.-W.; Kim, H.; Lee, G.; Shin, S.; Jeon, J.; Han, S.; Bae, G.; Cho, J. GMA process development for pore-free zinc-coated steel sheet welding in automotive industry. Int. J. Adv. Manuf. Technol. 2023, 126, 3849–3859. Available online: https://link.springer.com/article/10.1007/s00170-023-11338-9 (accessed on 18 August 2023). [CrossRef]
- Ma, J.; Kong, F.; Carlson, B.; Kovacevic, R. Two-pass laser welding of galvanized high-strength dual-phase steel for a zero-gap lap joint configuration. J. Mater. Process. Technol. 2013, 213, 495–507. Available online: https://www.sciencedirect.com/science/article/pii/S092401361200324X (accessed on 9 September 2023). [CrossRef]
- Young-Nam, A.; Kang, M.; Kim, C. Applicability Study of 2-pass Laser Welding on Galvanized Steel Sheets. J. Weld. Join. 2016, 34, 55–61. Available online: https://www.e-jwj.org/journal/view.php?number=2031765 (accessed on 11 October 2023).
- Yu, J.; Kim, D. Effects of welding current and torch position parameters on minimizing the weld porosity of zinc-coated steel. Int. J. Adv. Manuf. Technol. 2018, 95, 551–567. Available online: https://link.springer.com/article/10.1007/s00170-017-1180-6 (accessed on 15 October 2023). [CrossRef]
- Deng, S.; Guo, Q.; Wang, H.P.; Lu, F.; Solomon, J.; Carlson, B.E. Effectiveness of pre-scanning on zinc evaporation in laser spot welding of zinc-coated steels. Int. J. Adv. Manuf. Technol. 2020, 106, 4423–4436. Available online: https://link.springer.com/article/10.1007/s00170-019-04891-9 (accessed on 6 November 2023). [CrossRef]
- Kim, C.; Choi, W.; Kim, J.; Rhee, S. Relationship between the weldability and the process parameters for laser-TIG hybrid welding of galvanized steel sheets. Mater. Trans. 2008, 49, 179–186. Available online: https://www.jstage.jst.go.jp/article/matertrans/49/1/49_MER2007159/_article/-char/ja/ (accessed on 6 December 2023). [CrossRef]
- Hao, Y.; Wang, H.P.; Sun, Y.; Li, L.; Wu, Y.; Lu, F. The evaporation behavior of zinc and its effect on spattering in laser overlap welding of galvanized steels. J. Mater. Process. Technol. 2022, 306, 117625. Available online: https://www.sciencedirect.com/science/article/pii/S0924013622001376 (accessed on 9 December 2023). [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt%) | |||||
|---|---|---|---|---|---|
| C | Si | Mn | P | Ti | S-AL |
| 0.001 | 0.048 | 0.005 | 0.01 | 0.43 | 0.033 |
| Mechanical Properties | |||||
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | |||
| 359 | 198 | 39% | |||
| Welding Condition | Step | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Laser power, LP (kW) | 1.6 | 0.8 | 2.0, 2.4, 2.8 |
| Focal position, FP (mm) | 20, 25, 30 | 20, 25, 30 | 20, 25, 30 |
| Welding speed (mm/s) | 30 | 60 | 35 |
| Bead length (mm) | 20 | ||
| Shielding gas (L/min) | 10 | ||
| Focal length (mm) | 265 | ||
| Pitch (mm) | 40 | ||
| LP (kW) | FP (mm) | Front Bead | Back Bead | Cross Section |
|---|---|---|---|---|
| 2 | 20 |  |  |  |
| 2 | 25 |  |  |  |
| 2 | 30 |  |  | Unweld |
| 2.4 | 20 |  |  |  |
| 2.4 | 25 |  |  |  |
| 2.4 | 30 |  |  |  |
| 2.8 | 20 |  |  |  |
| 2.8 | 25 |  |  |  |
| 2.8 | 30 |  |  |  |
| Welding Condition | Radiographic Testing |
|---|---|
| LP (kW): 2.4 FP (mm): 20 |  |
| Welding Condition | Radiographic Testing |
|---|---|
| LP (kW): 2.4 FP (mm): 20 |  |
| LP (kW): 2.4 FP (mm): 25 |  |
| LP (kW): 2.4 FP (mm): 30 |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bang, H.-S.; Kim, J.-C.; Go, B.-S.; Choi, D.-W.; Kim, H.-S. The Pre-Heating Effect for Porosity Control during the Laser Welding of Galvanized Steel Sheets. Appl. Sci. 2024, 14, 2987. https://doi.org/10.3390/app14072987
Bang H-S, Kim J-C, Go B-S, Choi D-W, Kim H-S. The Pre-Heating Effect for Porosity Control during the Laser Welding of Galvanized Steel Sheets. Applied Sciences. 2024; 14(7):2987. https://doi.org/10.3390/app14072987
Chicago/Turabian StyleBang, Hee-Seon, Jong-Chan Kim, Bum-Su Go, Dong-Won Choi, and Hyo-Sung Kim. 2024. "The Pre-Heating Effect for Porosity Control during the Laser Welding of Galvanized Steel Sheets" Applied Sciences 14, no. 7: 2987. https://doi.org/10.3390/app14072987
APA StyleBang, H.-S., Kim, J.-C., Go, B.-S., Choi, D.-W., & Kim, H.-S. (2024). The Pre-Heating Effect for Porosity Control during the Laser Welding of Galvanized Steel Sheets. Applied Sciences, 14(7), 2987. https://doi.org/10.3390/app14072987