


Comparison of Degassing Efficiency on a Foundry Degassing Unit Using Different Rotor Types


 ,
,  , ,
, ,
Abstract
1. Introduction
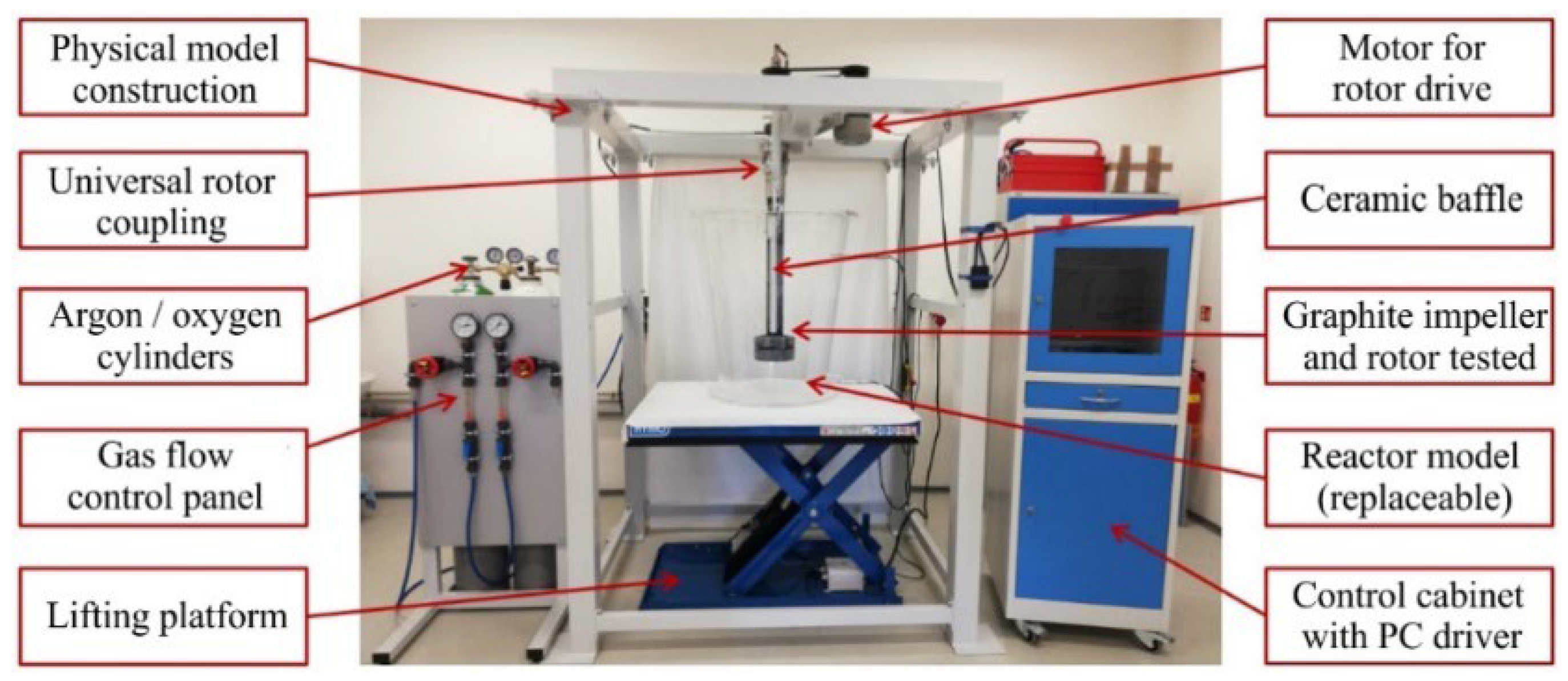
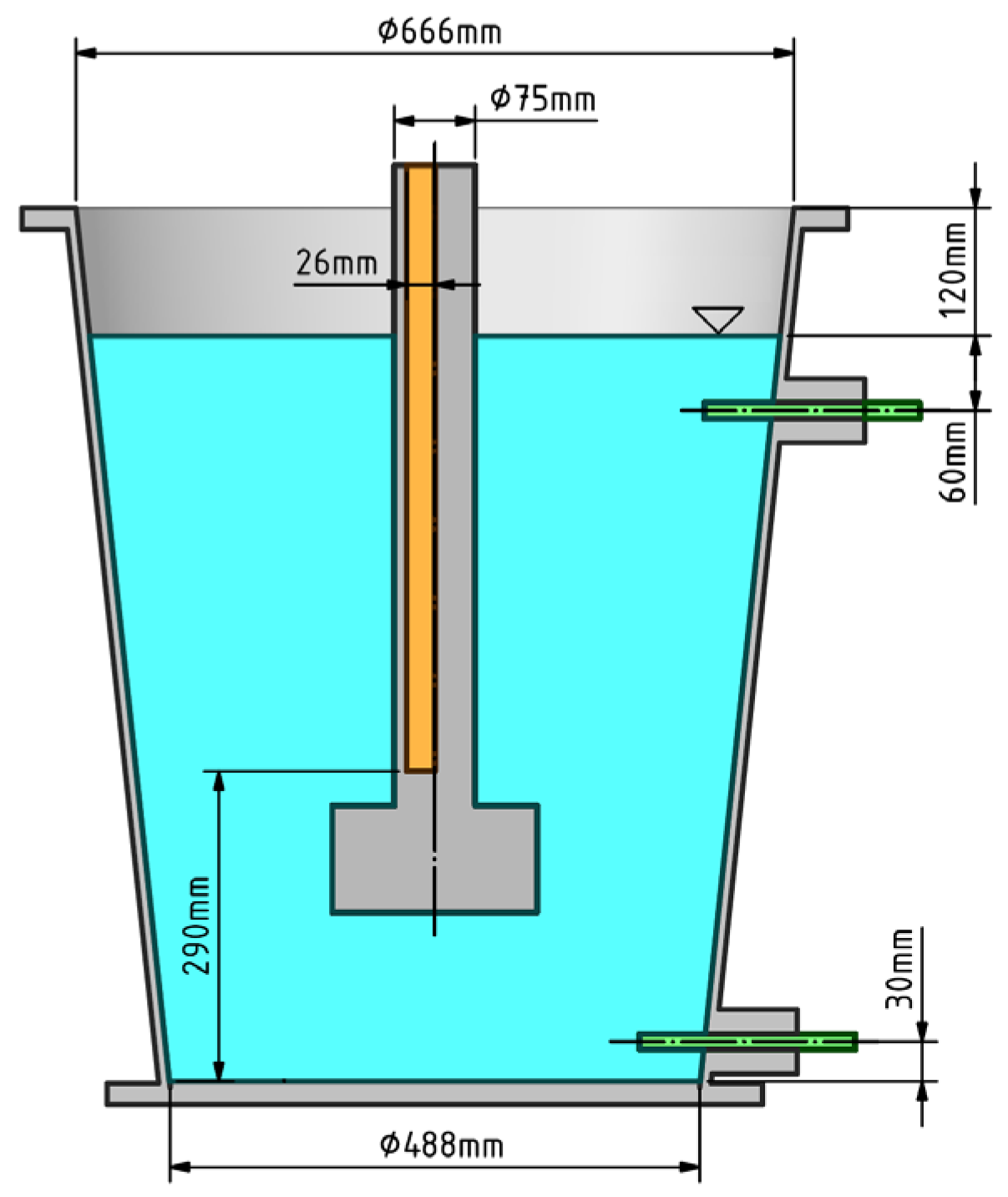
2. Experimental Procedure
- Establish the required position of the vessel using a lifting platform in order to ensure the adequate working height of the rotor;
- Fill the model with water; the water level reaches a height of 720 mm from the upper edge of the vessel;
- Set the required gas flow according to the requirements of the given experiment variant while keeping a gas pressure of 0.4 bar;
- Establish saturation with oxygen to the value of 18 ppm with the rotor rotational speed of 350 rpm and gas pressure of 0.4 bar. This is followed by a delay of 120 s; during this time, the oxygen saturation runs down, the oxygen concentration becomes homogenized in the water volume and stabilized at the required value of 22 ppm. The rotor speed is off during this delay period;
- Set the required rotor speed for the given experiment variant;
- Start the measurement after the delay period (start argon blowing, rotor speed and recording of data from the optical probes at the same time);
- Stop the measurement (switch off the rotor and stop the gas feed) as soon as the mean oxygen concentration from the measuring probes reaches 0.5 ppm.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Industry | Physical Model |
|---|---|---|---|
| Temperature | K | 993 | 293 |
| Inert gas | - | Nitrogen | Oxygen |
| Liquid | - | Aluminium | Water |
| Density | kg·m−3 | 2.345 | 0.998 |
| Dynamic viscosity | Pa·s | 1005 | 1000 |
| Surface tension | N·m−1 | 0.868 | 0.072 |
| Froude’s number | - | 0.121 | 0.121 |
3. Data Processing
4. Results and Discussion
5. Conclusions
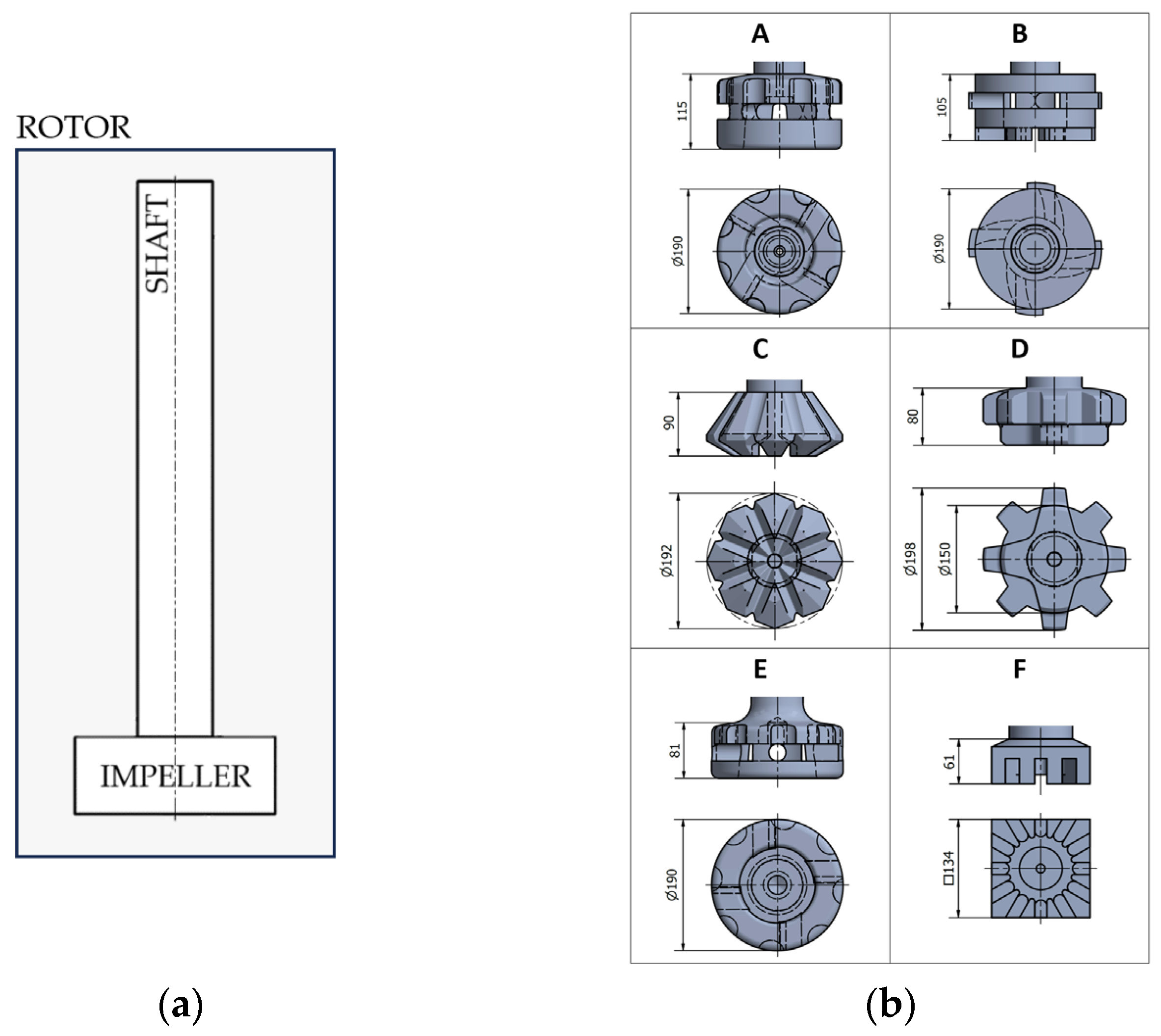
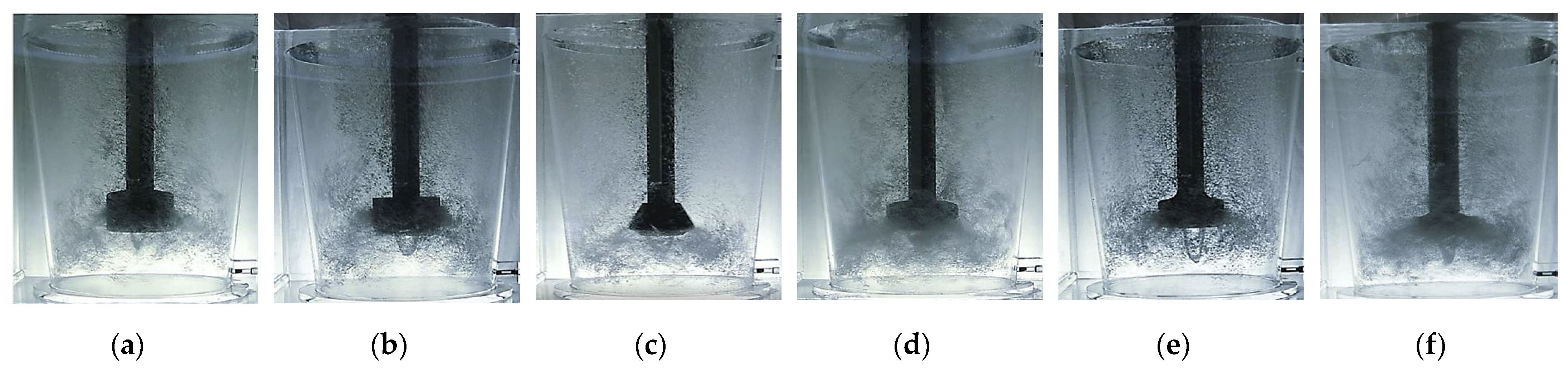
- The gas distribution pattern in the liquid was similar for all rotors. The highest concentration of gas was found around the rotor, from where the gas bubbles spread radially and ascended to the surface, while being concentrated predominantly around the shaft. Rotors A, D and F were better in terms of distributing the gas bubbles all the way to the walls of the vessel and below the rotor line. Rotors D and E were better able to disperse the gas to fine bubbles.
- The ranking of the rotors, evaluated based on the dimensionless parameter a, from the most efficient to the least efficient was as follows: D, F, A, E, B and C. As can be seen from the results, by changing rotor C to rotor D, the degassing efficiency can be increased by up to 45%.
- The efficiency of the rotors corresponded well with the assumptions determined based on literature knowledge regarding the distribution and behaviour of gas bubbles in the liquid. Rotors D, F and A with higher degassing efficiency produced smaller bubble sizes and had a better ability to distribute bubbles throughout the ladle volume.
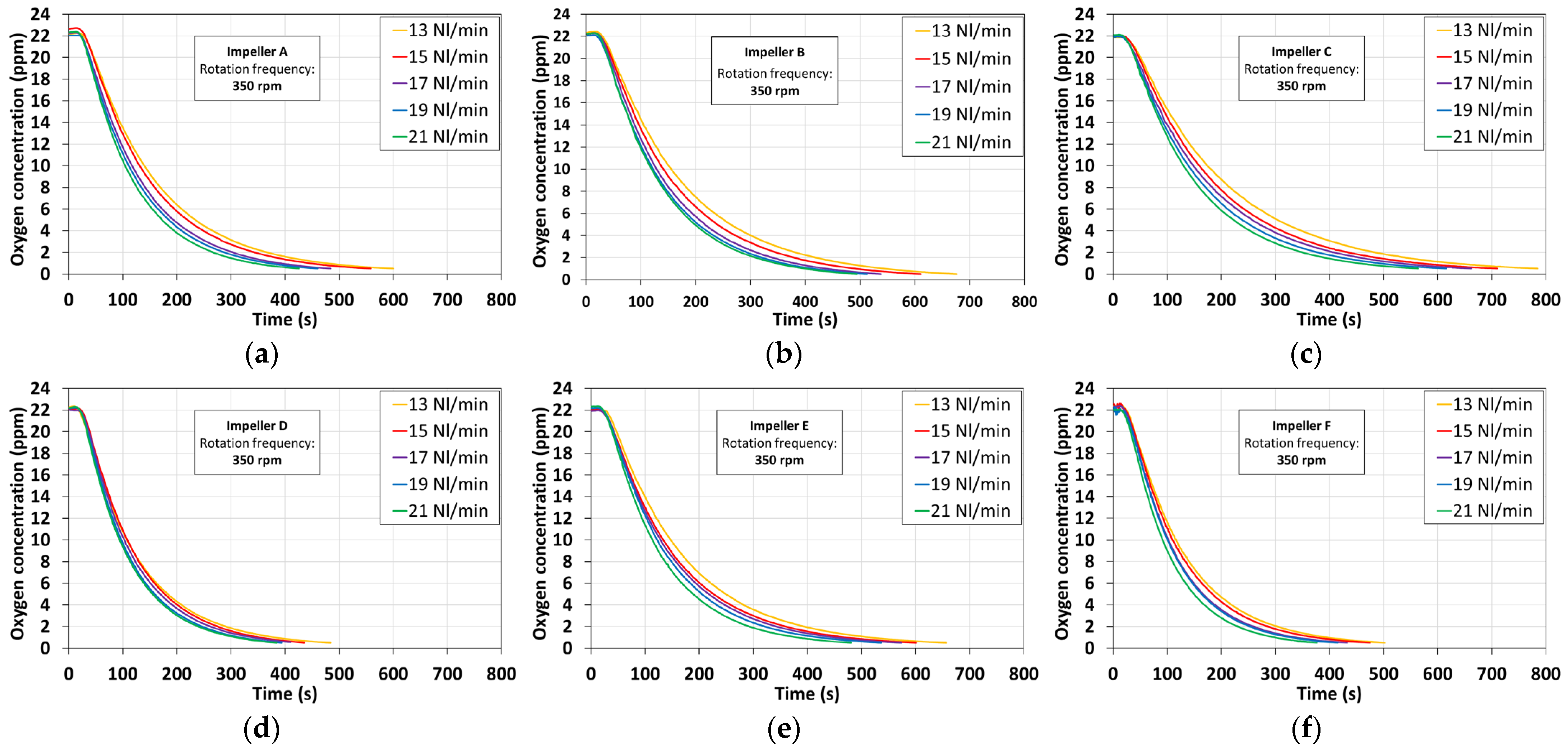
- The degassing performance increased with increasing gas flow rates for all rotors. In the rotors with higher performance, an increase in the inert gas flow rate had a smaller effect in terms of increased degassing intensity. When the flow rate increases from 13 Nl·min−1 to 21 Nl·min−1, for rotor D the parameter a drops by 19.8%, while for rotor C, it drops by 35.1%.
- The two best-ranked rotors (E and F) were propeller-type rotors. These rotors exhibit the highest complexity of their shape, which resulted in better transmission of the momentum to the liquid and a higher efficiency of degassing. On the other hand, in industrial conditions, rotors with complex shapes may provide a substantially shorter service life due to faster wear.
- The dimensionless parameter a can be used to calculate the expected degassing time needed to reach any standard concentration of O2 for a given rotor speed. This enables us to obtain information about refining intensities outside the range of the measurements in this study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Michna, Š. Encyklopedie Hliníku; Alcan Děčín Extrusions: Děčín, Czech Republic, 2005. [Google Scholar]
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium Alloys as Structural Material: A Review of Research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Jawalkar, C.S.; Kant, S. A Review on use of Aluminium Alloys in Aircraft Components. I-Manag. J. Mater. Sci. 2015, 3, 33–38. [Google Scholar]
- Sun, Y. The use of aluminum alloys in structures: Review and outlook. Structures 2023, 57, 105290. [Google Scholar] [CrossRef]
- Cullen, J.M.; Allwood, J.M. Mapping the Global Flow of Aluminum: From Liquid Aluminum to End-Use Goods. Environ. Sci. Technol. 2013, 47, 3057–3064. [Google Scholar] [CrossRef] [PubMed]
- Løvik, A.N.; Modaresi, R.; Müller, D.B. Long-Term Strategies for Increased Recycling of Automotive Aluminum and Its Alloying Elements. Environ. Sci. Technol. 2014, 48, 4257–4265. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Umer, R.; Khan, K.A. Review of recent trends and developments in aluminium 7075 alloy and its metal matrix composites (MMCs) for aircraft applications. Results Eng. 2023, 20, 101372. [Google Scholar] [CrossRef]
- Koria, C.S.; Kumar, R.; Chauhan, P.S. Reinforcement of micro and nano material with aluminum alloy (Al7075) metal matrix composite: A review. J. Phys. Conf. Ser. 2023, 2484, 012023. [Google Scholar] [CrossRef]
- Saternus, M. Rafinacja Aluminium I Jego Stopów Przez Przedmuchiwanie Argonem; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2011. [Google Scholar]
- Michalek, K. Využití Fyzikálního a Numerického Modelování pro Optimalizaci Metalurgických Procesů; VŠB-TU Ostrava: Ostrava, Czech Republic, 2001. [Google Scholar]
- Longo, S.G. Principles and Applications of Dimensional Analysis and Similarity; Springer: Cham, Switzerland, 2023. [Google Scholar]
- Socha, L.; Prášil, T.; Gryc, K.; Svizelova, J.; Saternus, M.; Merder, T.; Pieprzyca, J.; Nuska, P. Research on the impact of rotor wear on the effectiveness of the aluminium refining process. Sci. Rep. 2023, 13, 17758. [Google Scholar] [CrossRef]
- Szekely, J.; Themelis, N.J. Rate Phenomena in Process Metallurgy; Wiley: New York, NY, USA, 1971. [Google Scholar]
- Kundu, P.K.; Cohen, I.M.; Dowling, D.R. Fluid Mechanics; Academic Press: Cambridge, MA, USA, 2016. [Google Scholar]
- Kuglin, K.; Kalisz, D. Evaluation of the usefulness of rotors for aluminium refining. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1178, 012036. [Google Scholar] [CrossRef]
- Abreu-López, D.; Amaro-Villeda, A.; Acosta-González, F.; González-Rivera, C.; Ramírez-Argáez, M. Effect of the Impeller Design on Degasification Kinetics Using the Impeller Injector Technique Assisted by Mathematical Modeling. Metals 2017, 7, 132. [Google Scholar] [CrossRef]
- Camacho-Martínez, J.; Ramírez-Argáez, M.; Juárez-Hernández, A.; González-Rivera, C.; Trápaga-Martínez, G. Novel Degasification Design for Aluminum Using an Impeller Degasification Water Physical Model. Mater. Manuf. Process. 2011, 27, 556–560. [Google Scholar] [CrossRef]
- Hernández-Hernández, M.; Camacho-Martínez, J.L.; González-Rivera, C.; Ramírez-Argáez, M.A. Impeller design assisted by physical modeling and pilot plant trials. J. Mater. Process. Technol. 2016, 236, 1–8. [Google Scholar] [CrossRef]
- Camacho-Martínez, J.L.; Ramírez-Argáez, M.A.; Zenit-Camacho, R.; Juárez-Hernández, A.; Barceinas-Sánchez, J.D.O.; Trápaga-Martínez, G. Physical Modelling of an Aluminium Degassing Operation with Rotating Impellers—A Comparative Hydrodynamic Analysis. Mater. Manuf. Process. 2010, 25, 581–591. [Google Scholar] [CrossRef]
- Gómez, E.R.; Zenit, R.; Rivera, C.G.; Juárez-Hernández, G.; Ramírez-Argáez, J.D.O.; Trápaga-Martínez, G. Physical Modeling of Fluid Flow in Ladles of Aluminum Equipped with Impeller and Gas Purging for Degassing. Metall. Mater. Trans. B 2013, 44, 581–591. [Google Scholar] [CrossRef]
- Abreu-López, D.; Dutta, A.; Camacho-Martínez, J.L.; Trápaga-Martínez, G.; Ramírez-Argáez, M.A. Mass Transfer Study of a Batch Aluminum Degassing Ladle with Multiple Designs of Rotating Impellers. JOM 2018, 70, 2958–2967. [Google Scholar] [CrossRef]
- Gómez, E.R.; Zenit, R.; Rivera, C.G.; Trápaga, G.; Ramírez-Argáez, M.A. Mathematical Modeling of Fluid Flow in a Water Physical Model of an Aluminum Degassing Ladle Equipped with an Impeller-Injector. Metall. Mater. Trans. B 2013, 44, 423–435. [Google Scholar] [CrossRef]
- Mancilla, E.; Cruz-Méndez, W.; Garduño, I.E.; González-Rivera, C.; Ramírez-Argáez, M.A.; Ascanio, G. Comparison of the hydrodynamic performance of rotor-injector devices in a water physical model of an aluminum degassing ladle. Chem. Eng. Res. Des. 2017, 118, 158–169. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, X.; Torgerson, A.T.; Long, M.A. Removal of Impurity Elements from Molten Aluminum: A Review. Miner. Process. Extr. Metall. Rev. 2011, 32, 150–228. [Google Scholar] [CrossRef]
- Neff, D.; Sigworth, G.; Gallo, R. Melting and Treatment of Aluminum Alloys. In ASM Handbook: Aluminum Science and Technology; ASM International: Detroit, MI, USA, 2018; Volume 2A. [Google Scholar]
- Foundry Degassing Unit. Available online: https://www.vesuvius.com/content/dam/vesuvius/corporate/Our-solutions/our-solutions-master-english/foundry/non-ferrous-foundry/melt-treatment/brochures/FDU-e.pdf.downloadasset.pdf (accessed on 12 January 2024).
- Sigworth, G.K.; Engh, T.A. Chemical and Kinetic Factors Related to Hydrogen Removal from Aluminum. Metall. Trans. B 1982, 13, 447–459. [Google Scholar] [CrossRef]
- Sigworth, G.K. A Scientific Basis for Degassing Aluminium. AFS Trans. 1987, 95, 73–78. [Google Scholar]
- De Jesus, S.S.; Moreira Neto, J.; Maciel Filho, R. Hydrodynamics and mass transfer in bubble column, conventional airlift, stirred airlift and stirred tank bioreactors, using viscous fluid: A comparative study. Biochem. Eng. J. 2017, 118, 70–81. [Google Scholar] [CrossRef]
- Lobanoff, V.S.; Ross, R.R. Centrifugal Pumps: Design and Application; Elsevier: Oxford, UK, 1992. [Google Scholar]
- Yamamoto, T.; Fang, Y.; Komarov, S.V. Mechanism of small bubble breakup in an unbaffled stirred vessel. Chem. Eng. Sci. 2019, 197, 26–36. [Google Scholar] [CrossRef]
- Yamamoto, T.; Komarov, S.V. Single-bubble fragmentation in a mechanically stirred liquid bath under trailing vortex conditions. Online. Chem. Eng. Sci. 2019, 207, 1007–1016. [Google Scholar] [CrossRef]
- Yamamoto, T.; Suzuki, A.; Komarov, S.V.; Shigemitsu, M.; Taniguchi, R.; Ishiwata, Y. High Efficient Impeller for Rotary Gas Injection in Aluminum Melt. Online. Metall. Mater. Trans. B 2022, 53, 2587–2599. [Google Scholar] [CrossRef]
- Andersson, R.; Helmi, A. Computational fluid dynamics simulation of fluid particle fragmentation in turbulent flows. Appl. Math. Model. 2014, 38, 4186–4196. [Google Scholar] [CrossRef]
- Kuglin, K.; Szucki, M.; Pieprzyca, J.; Genthe, S.; Merder, T.; Kalisz, D. Physical and Numerical Modeling of the Impeller Construction Impact on the Aluminum Degassing Process. Materials 2022, 15, 5273. [Google Scholar] [CrossRef] [PubMed]
- Gao, G.; Wang, M.; Shi, D.; Kang, Y. Simulation of Bubble Behavior in a Water Physical Model of an Aluminum Degassing Ladle Unit Employing Compound Technique of Rotary Blowing and Ultrasonic. Metall. Mater. Trans. B 2019, 50, 1997–2005. [Google Scholar] [CrossRef]
- Cao, Q.; Nastac, L. Mathematical Modeling of the Multiphase Flow and Mixing Phenomena in a Gas-Stirred Ladle: The Effect of Bubble Expansion. JOM 2018, 70, 2071–2081. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, T.; Sano, M.; Wang, Q.; Ren, X.; He, J. Mechanical stirring for highly efficient gas injection refining. Trans. Nonferrous Met. Soc. China 2011, 21, 1896–1904. [Google Scholar] [CrossRef]
- Kerdouss, F.; Kiss, L.; Proulx, P.; Bilodeau, J.-F.; Dupuis, C. Mixing Characteristics of an Axial-Flow Rotor: Experimental and Numerical Study. Int. J. Chem. React. Eng. 2005, 3. [Google Scholar] [CrossRef]
- Kang, Y.Y.; Lin, Y.; Liu, X.D.; Sun, C.; Yuan, S.S.; Zuo, Y.B.; Cui, J.Z. Study on the High Shear Degassing Process with Water Simulation. Adv. Mater. Res. 2015, 1120, 1214–1219. [Google Scholar] [CrossRef]
- Saternus, M.; Merder, T. Physical Modeling of the Impeller Construction Impact on the Aluminum Refining Process. Materials 2022, 15, 575. [Google Scholar] [CrossRef] [PubMed]
- Prášil, T.; Socha, L.; Gryc, K.; Sviželová, J.; Saternus, M.; Merder, T.; Pieprzyca, J.; Gráf, M. Using Physical Modeling to Optimize the Aluminium Refining Process. Materials 2022, 15, 7385. [Google Scholar] [CrossRef] [PubMed]
- Saternus, M.; Merder, T. Physical Modelling of Aluminum Refining Process Conducted in Batch Reactor with Rotary Impeller. Metals 2018, 8, 726. [Google Scholar] [CrossRef]
- Kolínský, J.; Prášil, T.; Socha, L.; Gryc, K.; Sviželová, J.; Dvořák, M.; Nuska, P. Processing of Experimental Data from Physical Model of the FDU Refining Unit. In Proceedings of the METAL 2023: 32nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 17–19 May 2023. [Google Scholar]
- Prášil, T.; Socha, L.; Gryc, K.; Sviželová, J.; Saternus, M.; Merder, T.; Pieprzyca, J.; Gráf, M. Impact of Rotor Material Wear on the Aluminum Refining Process. Materials 2022, 15, 4425. [Google Scholar] [CrossRef]
- Walek, J.; Michalek, K.; Tkadlečková, M.; Saternus, M. Modelling of Technological Parameters of Aluminium Melt Refining in the Ladle by Blowing Inert Gas through the Rotating Impeller. Metals 2021, 11, 284. [Google Scholar] [CrossRef]


| Working height | mm | 150/160 |
| Rotor speed | rpm | 275, 300, 325, 350, 375, 400, 425 |
| Ar flow rate | Nl∙min−1 | 13, 15, 17, 19, 21 |
| Parameter | a·103 | ||||||
|---|---|---|---|---|---|---|---|
| Gas Flow Rate | (Nl∙min−1) | 13 | 15 | 17 | 19 | 21 | |
| Rotor type | A | (1) | −51.6 | −48.2 | −44.4 | −42.3 | −41.0 |
| B | (1) | −57.3 | −54.0 | −49.0 | −46.0 | −45.5 | |
| C | (1) | −70.4 | −64.2 | −60.1 | −56.7 | −52.1 | |
| D | (1) | −38.7 | −36.2 | −34.6 | −33.3 | −32.3 | |
| E | (1) | −55.8 | −52.2 | −49.3 | −46.5 | −43.3 | |
| F | (1) | −43.9 | −41.5 | −38.2 | −37.4 | −34.5 | |
| Parameter | Degassing Time | ||||||
|---|---|---|---|---|---|---|---|
| Gas Flow Rate | (Nl∙min−1) | 13 | 15 | 17 | 19 | 21 | |
| Rotor type | A | (s) | 102 | 95 | 88 | 84 | 81 |
| B | (s) | 113 | 107 | 97 | 91 | 90 | |
| C | (s) | 139 | 127 | 119 | 112 | 103 | |
| D | (s) | 77 | 72 | 69 | 66 | 64 | |
| E | (s) | 110 | 103 | 98 | 92 | 86 | |
| F | (s) | 87 | 82 | 76 | 74 | 68 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolínský, J.; Prášil, T.; Socha, L.; Sviželová, J.; Gryc, K.; Häusler, J.; Dvořák, M. Comparison of Degassing Efficiency on a Foundry Degassing Unit Using Different Rotor Types. Appl. Sci. 2024, 14, 2216. https://doi.org/10.3390/app14052216
Kolínský J, Prášil T, Socha L, Sviželová J, Gryc K, Häusler J, Dvořák M. Comparison of Degassing Efficiency on a Foundry Degassing Unit Using Different Rotor Types. Applied Sciences. 2024; 14(5):2216. https://doi.org/10.3390/app14052216
Chicago/Turabian StyleKolínský, Jan, Tomáš Prášil, Ladislav Socha, Jana Sviželová, Karel Gryc, Josef Häusler, and Martin Dvořák. 2024. "Comparison of Degassing Efficiency on a Foundry Degassing Unit Using Different Rotor Types" Applied Sciences 14, no. 5: 2216. https://doi.org/10.3390/app14052216
APA StyleKolínský, J., Prášil, T., Socha, L., Sviželová, J., Gryc, K., Häusler, J., & Dvořák, M. (2024). Comparison of Degassing Efficiency on a Foundry Degassing Unit Using Different Rotor Types. Applied Sciences, 14(5), 2216. https://doi.org/10.3390/app14052216