1. Introduction
The idea of recycling and environmental protection has become increasingly important in recent years [
1,
2,
3,
4,
5]. In road construction, this is particularly the case for RAP. The main advantage of this material is that the asphalt mixture, made from non-modified bitumen or polymer-modified bitumen, is 100% reusable. This makes bitumen and asphalt mixture a significant technology in terms of sustainability, reuse and circular economy.
If we want to rejuvenate the aged binder of RAP containing non-modified bitumen in the production of asphalt mixtures, it is possible to use either a softer binder or to use so-called rejuvenating additives (rejuvenators/softeners), or to combine both options [
6]. However, in the case of asphalt mixtures with polymer-modified bitumen (PmB), the situation is more complex. It has been shown that the use of rejuvenating additives in combination with aged PmB may not be functional, as, in such cases, the function of the modification system is not restored, but only the binder is softened [
7]. This fact is a logical consequence of the different nature of the modified binder, in which the functional material properties are determined by the modifying additive (today, mainly the elastic and tensile properties of the binder) and not by the bituminous binder itself. In contrast, rejuvenating additives were originally developed for use with non-modified bitumen, where they ensured the restoration of viscosity characteristics degraded by ageing processes [
8].
Based on information from the OMV, there is a reliable way to allow the use of both recycled asphalt mixture with polymer-modified bitumen (PmB-RAP) and RAP during the production of asphalt mixtures with PmB without necessarily reducing the quality of the mixtures thus produced. This is the choice of specially designed modified binders for recycling purposes, and these binders can be found in the literature under the designation polymer-modified bitumen for recycling (PmB RC). The development and first use of these types of binders was pioneered by the German road construction industry at the beginning of the 21st century [
9].
The aim of this paper is to present the issue of PmB RC. The theoretical part will describe the approach to the use of binders in these mixtures in Germany, Austria and the Czech Republic, as well as the regulations governing asphalt mixture manufacturers in these countries.
In the practical part of this paper, data on three test sections, built in 2015 and 2019 in the Czech Republic, on which asphalt mixtures of the asphalt concrete type for the wearing and the binder course with RAP, bound with the binder type PmB RC, were used, are presented. The paper describes the properties of the materials used and the evolution of the behaviour of these asphalt layers over time of use.
2. Asphalt Mixtures with PmB and RAP
The use of RAP in asphalt mixtures with PmB entails several specificities and limitations. The first and probably most important information is related to determining whether non-modified or modified bitumen is used in the RAP, or determining the extent of degradation of the binder modification system in the PmB-RAP [
10,
11]. This involves the question of how the addition of RAP containing PmB or RAP, in general, will affect the final functional properties and behaviour of the asphalt mixture. Nevertheless, it must be considered that the binder in the RAP used may not be modified at all. If this fact is not considered in the mixture design, there is a risk of “dilution” of the resulting content of the modifying additive (usually a polymer) in the newly produced asphalt mixture [
12].
The binders contained in the RAP can be very heterogeneous. They can vary in terms of quality and composition. These differences and specificities cannot be detected by the conventional RAP tests described in ČSN EN 13108-8 of 2008 [
13]. This standard specifies, among other things, only the requirements for empirical tests of binders, i.e., the needle penetration test according to ČSN EN 1426 [
14] and the softening point test according to ČSN EN 1427 [
15]. However, the results of these two tests alone cannot even be used to simply determine whether the RAP itself is modified or not. Only the calculated value of the penetration index can provide some guidance, with modified binders often exceeding 0,7 units (a common maximum value for non-modified binders). If a verification of the use of the modified binder in the RAP were required, it would be necessary to apply, for example, the elastic recovery test according to ČSN EN 13398 [
16], the tensile properties test using the force ductility method according to ČSN EN 13589 [
17], the measurement on a dynamic shear rheometer according to ČSN EN 14770 [
18] with subsequent evaluation using, for example, a Black diagram, or the use of one of the modern analytical methods, including infrared spectrometry (FTIR) [
19].
Ideally, an RAP containing PmB should be used for the production of the asphalt mixture with PmB. During research [
20,
21], it has been shown that even aged modified binder contained in PmB-RAP can contribute positively to the behaviour of the resulting asphalt mixture. On the other hand, when designing the binder for the asphalt mixture, it can be assumed that the RAP does not contain a modified binder at all and the residual effect of the degraded modifier would only be a kind of benefit [
22].
3. Choice of Binder Type in the Design of Asphalt Mixtures with RAP
In Europe, in contrast to the USA, the majority of mixing plants are batch mixing plants, whereas in the USA, due to the much longer pavement structures, about 80% of the mixing plants are continuous mixing plants. In European batch mixing plants, the technique of cold addition of RAP only is still widely used. Cold addition limits the amount of RAP added to a maximum of 25%. The best situation is in the Netherlands and Germany, where most of the batch mixing plants preheat the RAP in a parallel drum. There, up to 100% of the RAP can theoretically be preheated. Furthermore, it is still common practice in many European countries to mill all asphalt layers at once and very often there are still very high variations in the quality of RAP depending on the source (road class). For this reason, it is necessary to use a bituminous binder in mixtures with RAP that takes these circumstances into account [
23,
24].
When adding RAP to asphalt mixtures with non-modified binder, the choice of the new binder used is guided by Equation A.1, which is given in ČSN EN 13108-1 of 2008 [
25].
When rejuvenating additives are used, the calculation of their dosage is carried out according to the manufacturer’s recommendations. Further information on the design of the quantity and dosage of rejuvenating additives is given in [
26,
27].
In general, any of the following points can be used for the design and selection of the binder when PmB is used in mixtures containing RAP:
Use of a modified binder of a higher (softer) grade (equivalent to the procedure for non-modified binders).
Use of a binder of the same class but with a higher degree of modification.
Use of a higher grade with a higher degree of modification.
If the softening of the aged binder is required, it will be logical that PmBs that are produced from softer base binders, as outlined, for example, in [
9] or [
28], will be preferred in the design. However, it is safe to say that the higher the RAP content of the asphalt mixture, the higher the modifying additive content of the newly added binder should be [
29]. As the content of the modifying agent in the newly dosed PmB increases, the risk of its content in the final asphalt mixture being insufficient decreases [
30].
For this reason, a polymer-modified bitumen has recently been developed that is suitable for use in asphalt mixtures containing RAP. This binder is referred to by the abbreviation ‘RC’. This binder is usually formed from a softer input binder, which is intended to compensate for the aged and hardened binder contained in the RAP. At the same time, this RC binder has a higher polymer additive content. This compensates for the properties of the binder contained in the RAP, which does not need to be modified. Alternatively, the polymeric additive contained in the binder of the RAP has already lost its original properties through ageing [
31,
32,
33,
34]. Therefore, softer PmBs with an increased dosage of the polymer additive are used. Such a binder is characterized by a high value of elastic recovery (often higher than 95%). Due to this high elasticity, this binder has sufficient reserves to compensate for the ‘poor’ properties of the RAP binder. The use of this binder also improves low temperature properties, which is associated with a low Fraass breaking point value [
35]. From previous experience, the maximum possible amount of RAP for the use of RC binder is about 40–45% [
36].
4. Experience with PmB RC
Central European countries (Germany, Austria and the Czech Republic) have the most experience with the use of PmB RC. The issue of dosage of RAP in particular types of asphalt mixtures is based on different experiences in each country and therefore the requirements for the maximum dosage of RAP cannot be directly compared.
In Germany, the maximum amount of RAP is based on the homogeneity of the stockpiles at the asphalt mixing plant. The procedure described in the standard is used to determine the maximum amount of RAP to be added using a diagram based on the variation in these parameters. In Austria, there is a different approach for motorway pavements and other roads. For motorway pavements, it is crucial that the resulting binder meets the minimum and maximum values of the needle penetration test, softening point, Fraass breaking point and elastic recovery at RAP dosage intervals of 10% to 25% and more than 25%. On other roads, no such strict requirements are specified.
As far as the Czech Republic is concerned, the monitoring of the quality parameters is similar, with the maximum RAP dosage amount being limited for each mixture according to
Table 1 and
Table 2 separately for mixtures with modified and unmodified binder.
Details on the method and dosage of RAP in asphalt mixtures in each country are given in the following paragraphs.
4.1. Germany
The most commonly used type of modified binder on the German market is the 25/55-55 A binder (the penetration of the bitumen is between 2.5 mm and 5.5 mm according to ČSN EN 1426; the last number, 55, expresses the lowest required temperature for the softening point according to ČSN EN 1427, and the letter A in the name stands for elastomer-modified binder). In recent years, however, an increasing trend in the use of PmB RC binders can be observed.
The technical regulations concerning the requirements for asphalt mixtures, the choice of the type of bituminous binder, the use of RAP and the performance of control tests in Germany are specified in the regulations [
37,
38,
39,
40].
At the same time, the requirements for the properties of the bituminous binder recovered from RAP must be met. The average penetration of the recovered binder must be higher than 15 [0.1 mm] and the softening point lower than 70 °C.
ZTV Asphalt-StB 07 [
40] specifies maximum upper limits for the softening points for each category of non-modified and polymer-modified bitumen, regardless of the method of modification of the input binder used. These requirements apply to the values measured on the recovered binder. In addition, this regulation requires that the value of the elastic recovery of the binders recovered from mixtures with PmB shall be at least 40%. Compliance with the limiting parameters is required for mixtures both without and with the addition of RAP.
4.2. Austria
Other countries with experience of using PmB RC include Austria. The use of RAP in asphalt mixtures containing modified bituminous binders on motorways dates back to around 2012. In Austria, the conventional PmB category accounts for about 25% of the bituminous binder consumption. The dominant category used is represented by PmB 45/80-65. However, the consumption of PmB RC binders is also increasing in Austria.
When using RAP in Austria, it is not evaluated whether this RAP contains modified bituminous binder or only non-modified binder. ÖNORM B 3580-1:2016-08 [
41] states that the theoretical softening point value shall be indicated for the resulting mixture with RAP. If PmB is used, the requirement for an elastic recovery value must also be met. However, the resulting softening point and elastic recovery value are only theoretical and are not required to be determined on the recovered binder as in the case of the German ZTV Asphalt StB 07.
According to the requirements in ÖNORM B 3580-1, the elastic recovery value even with the addition of RAP is required to meet the elastic recovery requirement for the binder in the tender documentation. Based on this requirement, the asphalt mixture manufacturer shall use a binder such that the required binder parameters specified in ÖNORM B 3613:2024 [
42] are achieved. For this reason, binders with a higher degree of modification are used. These binders are declared in the type test (ITT) as, for example, PmB 45/80-65 or PmB 45/80-70, although the actual softening point achieved is often higher than 80 °C [
43].
4.3. Czech Republic
In general, the use of RAP in newly produced asphalt mixtures in the Czech Republic has recently undergone a significant shift towards the possibility of dosing higher proportions than in the past. In particular, there has been a shift in the requirements for asphalt concrete (AC) and stone mastic asphalt (SMA). In the case of AC mixtures, RAP can be added without further treatment (rejuvenation of the aged binder in the RAP) to asphalt mixtures at a maximum of 15%. For asphalt concrete, a new distinction is made as to whether conventional (non-modified) binder or polymer-modified binder is declared in the newly produced asphalt mixture.
4.3.1. AC with Non-Modified Bitumen
The maximum permissible RAP content of an AC mixture with non-modified bitumen is given in
Table 1.
Table 1.
Maximum allowed content of RAP in an AC-type mixture with non-modified bituminous binder [
44].
Table 1.
Maximum allowed content of RAP in an AC-type mixture with non-modified bituminous binder [
44].
| Wearing Courses | Binder Courses | Base Courses |
|---|
| Designation | RAP (%) | Designation | RAP (%) | Designation | RAP (%) |
|---|
| AC surf 8 | 35 | AC bin 16+ | 50 | AC base 16 S | 60 |
| AC surf 8 CH 1 | 35 | AC bin 16 | AC base 16+ |
| AC surf 11+ | 30 | AC bin 22+ | AC base 22 S |
| AC surf 11 | 35 | AC bin 22 | AC base 22+ |
| AC surf 16+ | 30 | | | | |
| AC surf 16 | 35 | | | | |
When dosing RAP above 15% in asphalt mixtures with non-modified bitumen (a maximum of 25% can be dosed cold), the required dosage of softer gradation bitumen or rejuvenator must be calculated to achieve the penetration and softening point of the resulting declared binder gradation.
At the same time, the requirements for the penetration value and the softening point value of the recovered binder after production according to the table of ČSN 73 6141 must be met [
45].
When the amount of RAP is above 25%, it is necessary that the batch mixing plant is equipped with preheating—for example, a parallel drying drum. The quantity and type of softer gradation bitumen or rejuvenators shall be specified in the type test (TT).
4.3.2. AC with Modified Bitumen
When dosing RAP in quantities higher than 15% in asphalt mixtures with declared polymer-modified bitumen, polymer-modified bitumen type RC according to standard ČSN 65 7222-1 [
46] shall always be added. The maximum permissible content of RAP in a mixture of type AC with modified bitumen is given in
Table 2 [
47].
Table 2.
Maximum allowed content of RAP in the AC-type mixture with modified bituminous binder [
44].
Table 2.
Maximum allowed content of RAP in the AC-type mixture with modified bituminous binder [
44].
| Wearing Courses | Binder Courses | Base Courses |
|---|
| Designation | RAP (%) | Designation | RAP (%) | Designation | RAP (%) |
|---|
| AC surf 11+ | 30 | AC bin 16 S | 40 | AC base 16 S | 50 |
| AC bin 16+ |
| AC surf 16+ | AC bin 22 S | AC base 22 S |
| AC bin 22+ |
As with non-modified bituminous binders, the cold proportioning of RAP is limited to 25%. The PmB RC binder is to be dosed in such a quantity that the resulting penetration, softening point and elastic recovery values of the mixture of the newly added binder and the binder extracted from the RAP (the binder mixture is mixed in the appropriate proportion) meet the penetration, softening point and elastic recovery requirements of the resulting binder declared according to
Table 1 of ČSN 65 7222-1, i.e., the requirements for the type of PmB binder declared in the project.
At the same time, the requirements for the penetration, softening point and elastic recovery of the recovered binder after production according to standard ČSN 73 6141 shall be met—see specifically
Table 3 and
Table 4 below. When the amount of RAP exceeds 25%, the mixing plant must be equipped with preheating equipment like a parallel drying drum.
4.3.3. RAP Requirements
Allowing this higher dosage of RAP in the most widespread asphalt mixtures in the Czech Republic was preceded by the publication of the already mentioned standard ČSN 73 6141 “Requirements for the use of RAP in asphalt mixtures” [
45], which is related to and, in terms of national requirements, specifies and supplements the conditions set out in ČSN EN 13108-8 ed. 2 [
48]; in particular, it specifies the requirements for the procedures for the extraction, treatment, homogenization, storage, testing and control of RAP intended for use as a component construction material for the production of hot asphalt mixture. This standard describes, among other things, methods for the rejuvenation of aged bituminous binder in RAP and specifies requirements for newly produced asphalt mixtures in terms of demonstrating the effectiveness of the selected aged bituminous binder treatment method. This demonstration has to be carried out when more than 15% of RAP is dosed into the asphalt mixture. The standard specifies that when more than 15% of RAP is dosed into the asphalt mixture, the aged binder in the RAP must be treated during the production of the new asphalt mixture so that the basic parameters of the binder correspond to the parameters of the binder declared in the designation of the asphalt mixture.
In the case of dosing a new non-modified binder, the RAP shall be treated by one or a combination of the following procedures:
Use of a rejuvenating additive in optimized quantities;
Addition of a softer bituminous binder (gradation 70/100, 100/150 or 160/220) in an optimized quantity (however, the binder of the desired final gradation shall be indicated in the asphalt mixture designation).
The polymer-modified bitumen type RC in accordance with ČSN 65 7222-1 shall be used in the optimized quantity in the newly produced asphalt mixture with the new polymer-modified binder.
Proof of the effectiveness of the selected rejuvenation method shall be carried out on the recovered binder at the frequencies prescribed by the standard. Both of the following shall be performed on the recovered binder:
The requirements for the recovered binder of the asphalt mixture when using non-modified binder according to ČSN EN 12591 [
49] are given in
Table 3.
Table 3.
Requirements for recovered binder from asphalt mixture when using non-modified binder according to ČSN EN 12591.
Table 3.
Requirements for recovered binder from asphalt mixture when using non-modified binder according to ČSN EN 12591.
| Desired Bituminous Binder | Penetration of the Recovered Binder at 25 °C According to ČSN EN 1426
(0.1 mm) | Softening Point of the Recovered Binder According to ČSN EN 1427
(°C) |
|---|
| 50/70 | 30–55 | 48–60 |
| 70/100 | 40–75 | 45–57 |
When there is evidence of the presence of polymer-modified bitumen in the RAP, the softening point temperature limitation above does not apply.
The requirements for the recovered binder of the asphalt mixture when polymer-modified binder is used according to ČSN EN 14023 [
50] are given in
Table 4.
Table 4.
Requirements for recovered binder from asphalt mixture when using polymer-modified bitumen according to ČSN EN 14023 [
50].
Table 4.
Requirements for recovered binder from asphalt mixture when using polymer-modified bitumen according to ČSN EN 14023 [
50].
| Desired Bituminous Binder | Penetration of the Recovered Binder at 25 °C According to ČSN EN 1426
(0.1 mm) | Softening Point of the Recovered Binder According to ČSN EN 1427
(°C) | Elastic Recovery of the Binder at 25 °C According to ČSN EN 13398
(%) |
|---|
| PmB 25/55-65 | 15–50 | ≥60 | ≥40 |
| PmB 45/80-65 | 30–70 | ≥60 | ≥40 |
During the determination of the elastic recovery of modified bitumen according to ČSN EN 13398, the test specimens shall be stretched to a length of at least 100 mm without breaking. In the case of the use of binder types not listed in the two tables above, the requirements for the recovered binder shall be determined by the investor.
One of the first test sections in the Czech Republic using PmB RC was carried out in 2015. The actual implementation was a continuation of the research started in 2013 at Brno University of Technology in cooperation with OMV Czech Republic, s.r.o. In total, three asphalt mixture paving projects were carried out with PmB RC and RAP. Specifically, these were sections on roads II/602 Domasov (2015), III/42117 Lednice (2015) and II/461 Opava (2019). The test sections are being monitored on a long-term basis [
51].
5. Methods Used
The test methods were selected on the basis of current knowledge in European countries. Europe, despite many reservations from individual countries, still uses empirical methods such as penetration, softening point and Fraass breaking point and derives bitumen designation from these tests. On the other hand, there is an effort to introduce functional tests based on the Strategic Highway Research Program (SHRP) such as DSR, BBR and more recently Multiple Stress Creep Recovery Test (MSCR). The US PG-designation of binders has not yet taken off in Europe. From this point of view, the test system presented in this paper can also be considered hybrid and inconsistent. However, this system is used in Europe.
The following describes the procedure for obtaining and testing the bituminous binder from the pavement.
5.1. Core Drilling
Cores of 100 mm diameter were taken from the test sections during the period of use by a core drill. The number of core drillings was calculated so that there was enough bitumen available for all laboratory tests. Core drilling was always carried out at the same stationing to avoid inhomogeneities along the length of the section. A layer of asphalt mixture was separated from the cores with a circular saw and the binder was always recovered. The laboratory tests described below were performed on these binders.
5.2. Determination of Needle Penetration According to ČSN EN 1426
A needle penetration test according to the ČSN EN 1426 standard [
14] was used to compare the properties of the binders.
5.3. Determination of the Softening Point According to ČSN EN 1427
Softening point tests were performed on the same binders using the ring and ball method in a water bath according to the ČSN EN 1427 standard [
15].
5.4. Determination of the Elastic Recovery of Modified Bitumen According to ČSN EN 13398
The bitumen specimen was stretched at a temperature of 25 °C and a constant speed of 50 mm/min to a predetermined elongation (200 mm).
5.5. Complex Shear Modulus and Phase Angle According to ČSN EN 14770
For the measurement of complex shear modulus and phase angle, a 25 mm diameter geometry (for measurement temperatures of 40 °C to 70 °C) and an 8 mm diameter geometry (for measurement temperatures of 10 °C to 40 °C) with a 5 °C step were selected in the dynamic shear rheometer. The thickness of the binder sample (gap size, i.e., the distance between the upper and lower plates of the measuring geometry) was 1 mm for the 25 mm diameter geometry and 2 mm for the 8 mm diameter geometry. Prior to the actual measurements, regions of linear viscoelastic behaviour at the boundary test temperatures and applied loading frequencies were determined on the binders. This determined the maximum possible shear strain on the test specimens for oscillatory testing. Complex shear moduli and phase angles were then measured at sets of loading frequencies from 0.1 Hz to 10 Hz (frequency sweeps).
5.6. Flexural Creep Stiffness in BBR According to ČSN EN 14771 [52]
At least two beams were prepared for one measurement and measured in immediate succession. The average value of “S” (60) and “m” (60) were then determined, the maximum deviation of the stiffness modulus S (60) being 9% and that of the m-value m (60) being 4%. The objective of the test was to find a temperature at which S (60) approaches 300 MPa from below and m (60) approaches 0.3 from above. The more unfavourable of these values was given as the resulting temperature. According to SHRP research, it is assumed that frost cracking is likely to occur at a temperature of 10 °C or lower. The BBR test was carried out at −10 °C, −16 °C and −22 °C.
6. Asphalt Mixture Designs and Test Sections
Three asphalt mixtures of the asphalt concrete type were designed to create the experimental sections. The first one was designed for a wearing course (AC surf) and had an aggregate grain size of up to 11 mm (Domasov section). The second and third asphalt mixtures were intended for the binder course (AC bin) and contained aggregates with a grain size of up to 22 mm. The properties of the RAPs used in the test sections are shown in
Table 5. The gradations of these asphalt mixtures are shown in
Table 6.
The virgin aggregate for the asphalt mixtures for the test section (Domasov and Lednice) was greywacke with LA = 17% and SI = 19%. This aggregate was used for all fractions (0/4, 4/8, 8/11, 8/16 and 16/22) except filler. As filler, limestone was added.
The above-mentioned mixtures were used on experimental sections in the Czech Republic in 2015 and 2019. On these sections, polymer-modified bitumen PmB 45/80 RC was used as a fresh binder.
Table 7 provides information on the construction site (location and type of asphalt mixture), RAP content, binder content (added, RAP and total) and the air void content of the pavement layer containing PmB RC.
The test sections include two different types of asphalt mixtures with RAP contents of 18%, 23% and 39%. RAP was added cold in the case of the first two sections. In the third section, RAP was added preheated in a parallel drum. All test sections were continuously monitored. At the same time, cores were taken at regular intervals, followed by an analysis of the obtained binder.
In Domasov, 1.45 km of the pavement was milled (40 mm) and resurfaced with a 7 m wide new pavement layer using 18% RAP. The AC surf 11+ wearing course had a total binder content of approximately 6.0% and a fresh binder content of 4.9% (PmB RC). A total of 45.5 t of the above-mentioned PmB RC was used for an area of 10,150 m2.
In Lednice, 0.6 km of the pavement was milled on 6 m width. The wearing course (40 mm) and binder course (60 mm) of the existing pavement were removed and laid again. The proportion of RAP was 23% and it was added cold to the asphalt mixture for the binder course. The AC bin 22 S had a total binder content of 4.3%, and a fresh binder content of 3.3% (PmB RC) thereof.
On the new-built experimental section in Opava, the AC bin 22 S binder layer was laid with a total thickness of 60 mm. The proportion of RAP was 39% and it was added preheated in the parallel drum to the asphalt mixture for the binder course. The total binder content was 4.4% with a fresh binder content of 2.5% (PmB RC).
7. Test Results and Interpretation
This section discusses the results of the binder tests that were recovered from the cores taken during the period of use of the roadways. The binder tests focus on the rheological tests (DSR) as they aptly describe the binder properties. In addition, empirical tests, which were mentioned before, and BBR tests were performed to provide an idea of the evolution of binder behaviour over time of asphalt pavement use.
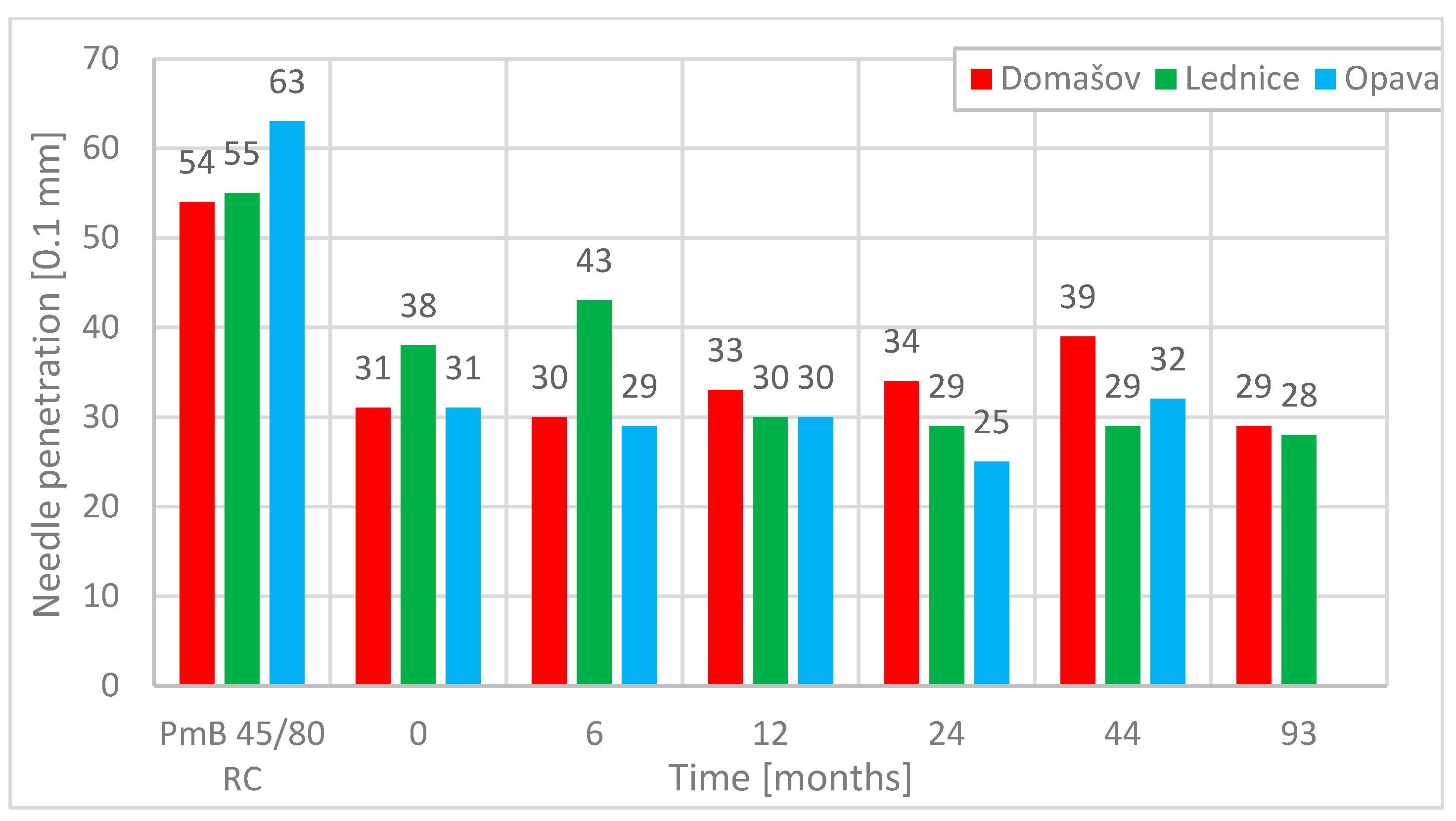
Figure 1 shows that the needle penetration of the binders recovered from the three experimental sections does not change significantly with time. There is some variation over time, but there is no obvious trend of further increase in stiffness (i.e., decrease in needle penetration value) caused by the ageing of the binders. The readings before time (0) are the values of the neat bitumen in the laboratory before it was mixed in the mixing plant and laid down at the construction site. There is a big difference between the laboratory tests and time (0), which are caused by the short-time ageing of the bitumen during the mixing process.
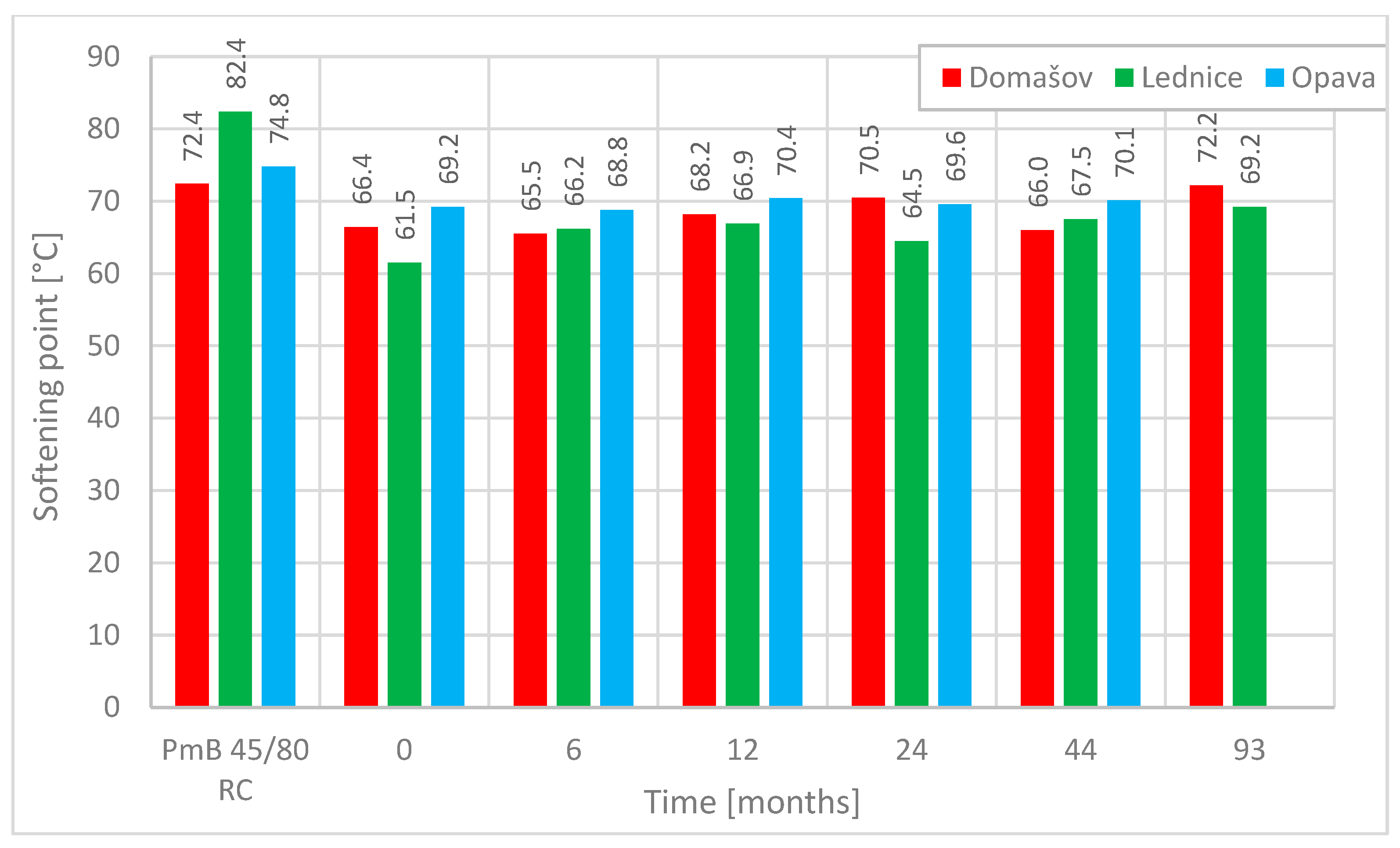
Figure 2 shows that the softening point does not change significantly with time. There are some variations over time, but there is no obvious trend of increasing stiffness due to the ageing of the binders.
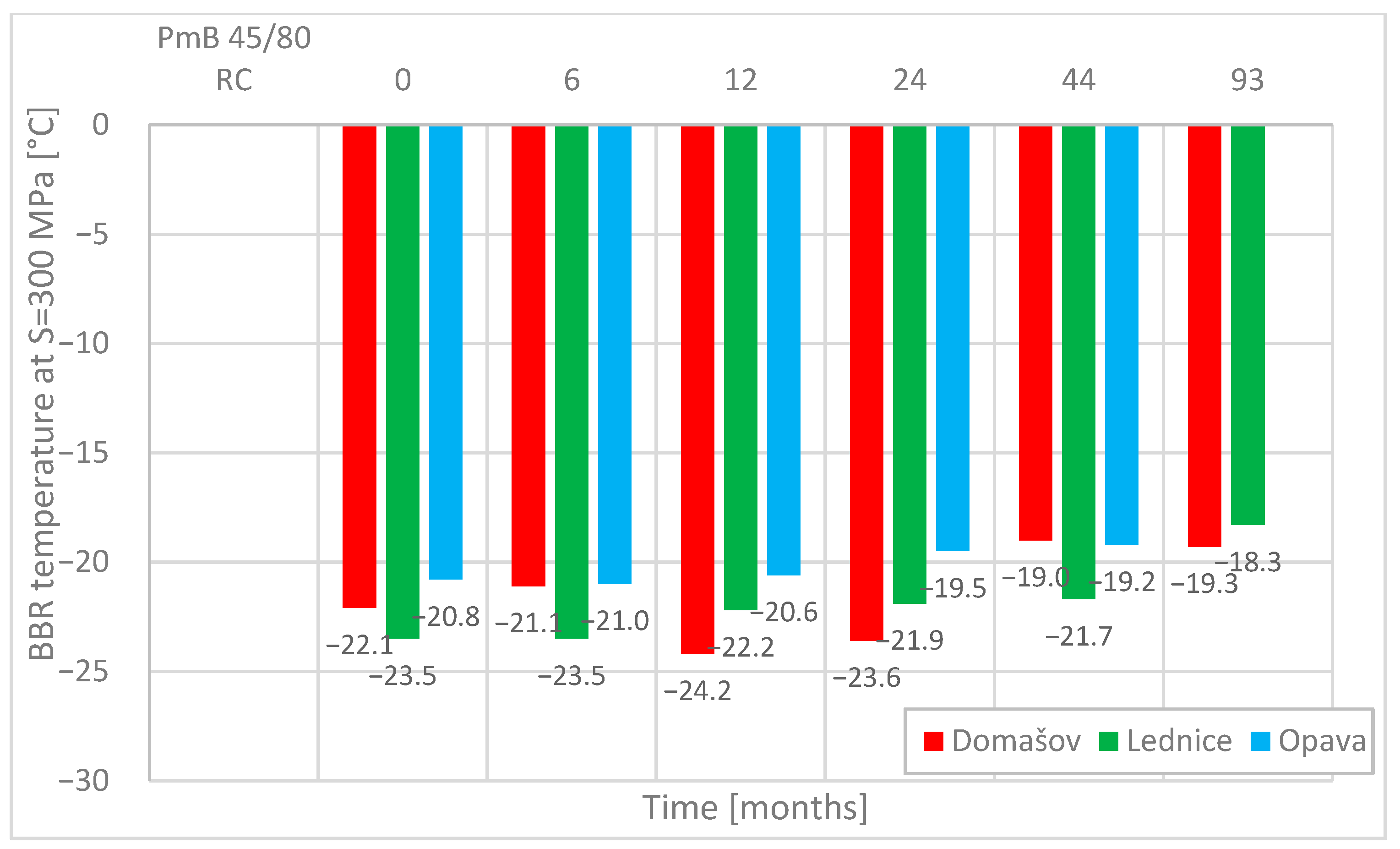
Figure 3 shows the critical temperature calculated from the bending beam rheometer (BBR) test at a flexural creep stiffness value of S = 300 MPa. Again, the results from the individual tests are close to each other. It can be observed that the value increases slightly for all test sections. In the case of the Domasov section, after 93 months, but since then without further change, a temperature of −19 °C is still an excellent level. On the Lednice section, the critical temperature value has decreased to −18.3 °C over the past 8 years, which is still an excellent value for the binder layer. In the case of the Opava experimental section, the increase in critical temperature over 44 months was 1.6 °C.
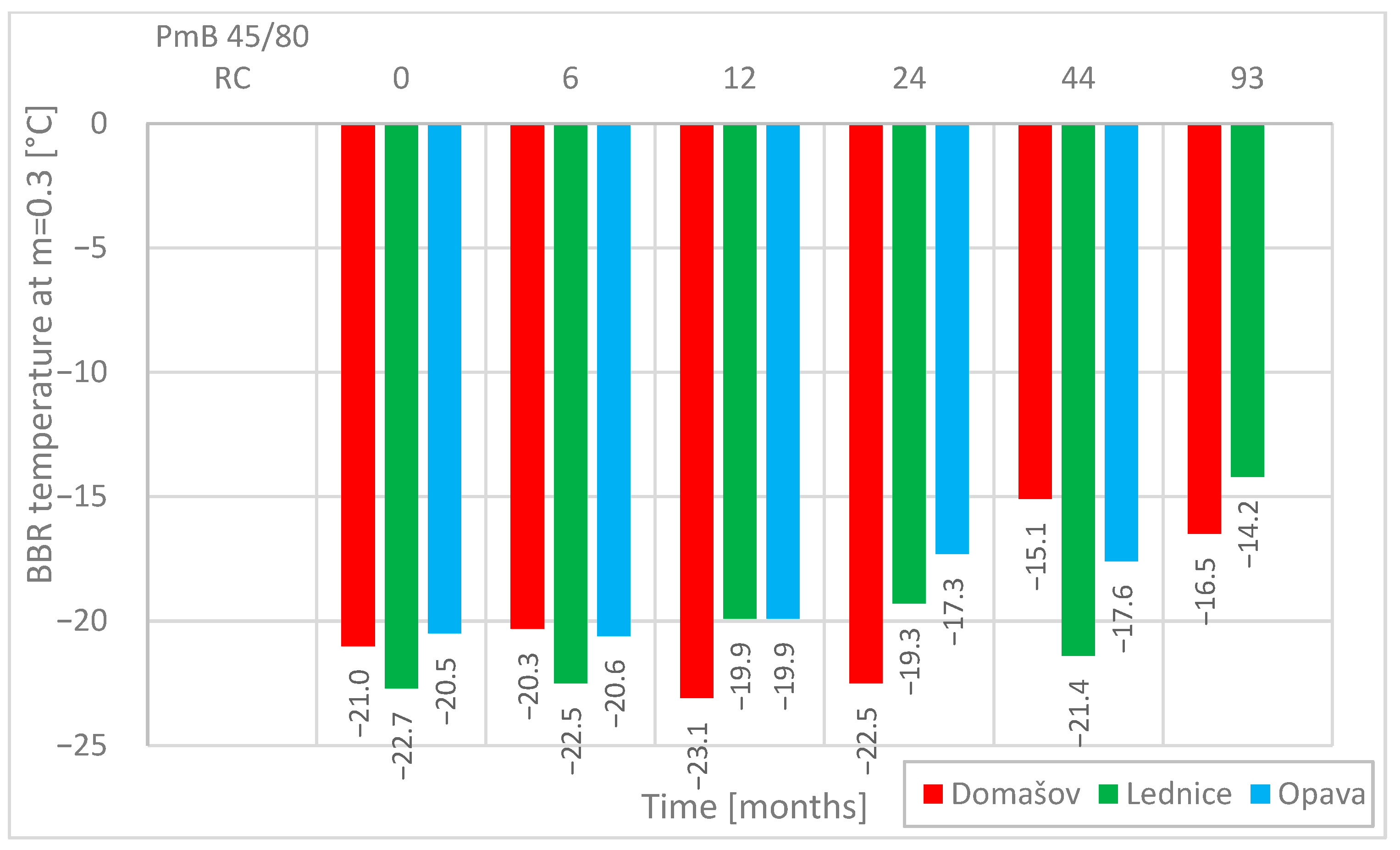
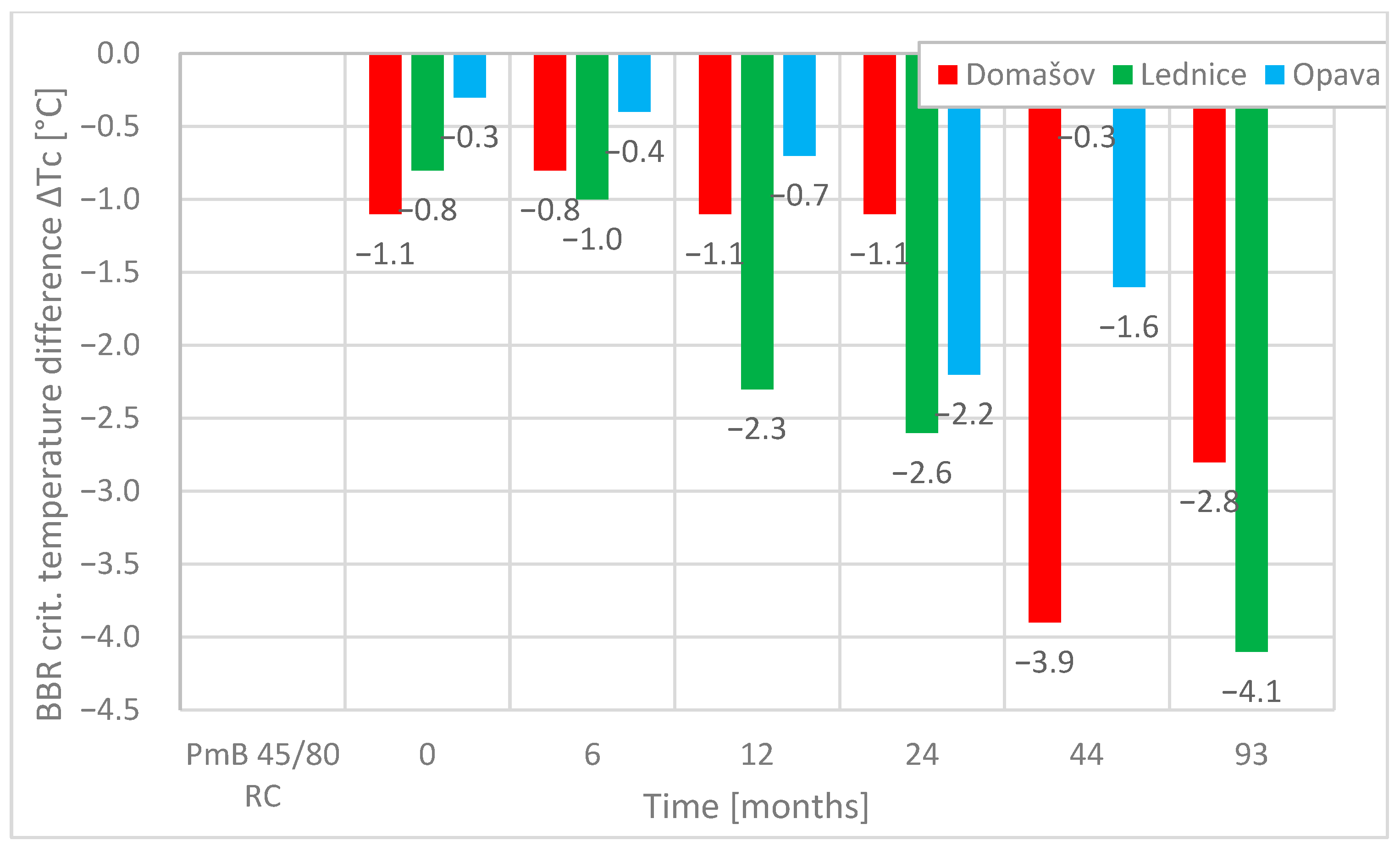
Figure 4 shows the evolution of the critical temperature determined at m-value = 0.3 and
Figure 5 summarizes the evolution of the critical temperature difference ΔTc determined from the flexural creep stiffness and the m-value. It is clear from the graph that the critical temperature obtained from the m-value is in all cases higher (i.e., worse) than the critical temperature obtained from the creep stiffness. The diagram shows that ΔTc is decreasing over time due to ageing, but −2.8 °C (Domasov) and −4.1 °C (Lednice) are still good after 8 years. Due to this, it is not expected that the pavement layers will be damaged by low temperature cracking in the coming years [
53,
54].
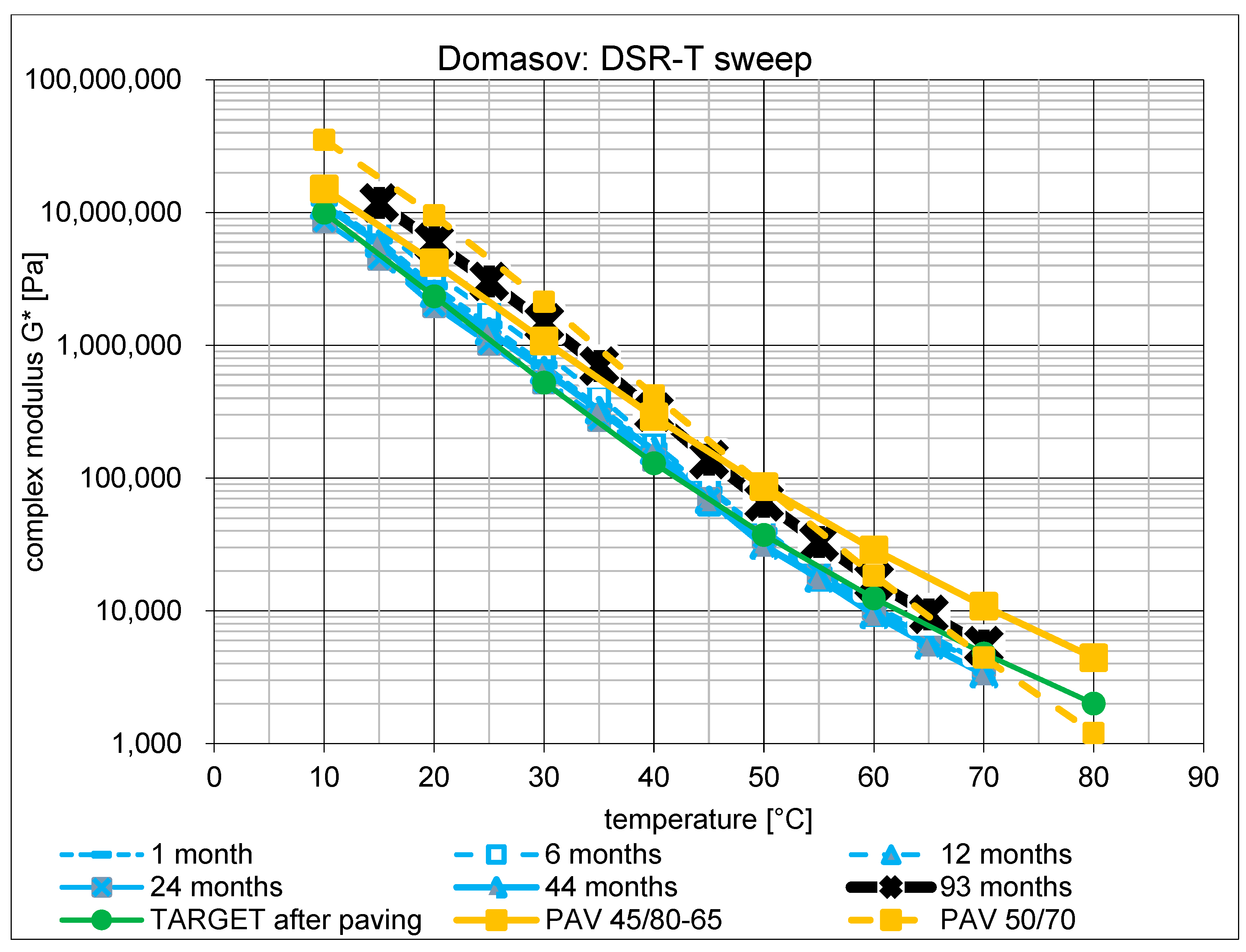
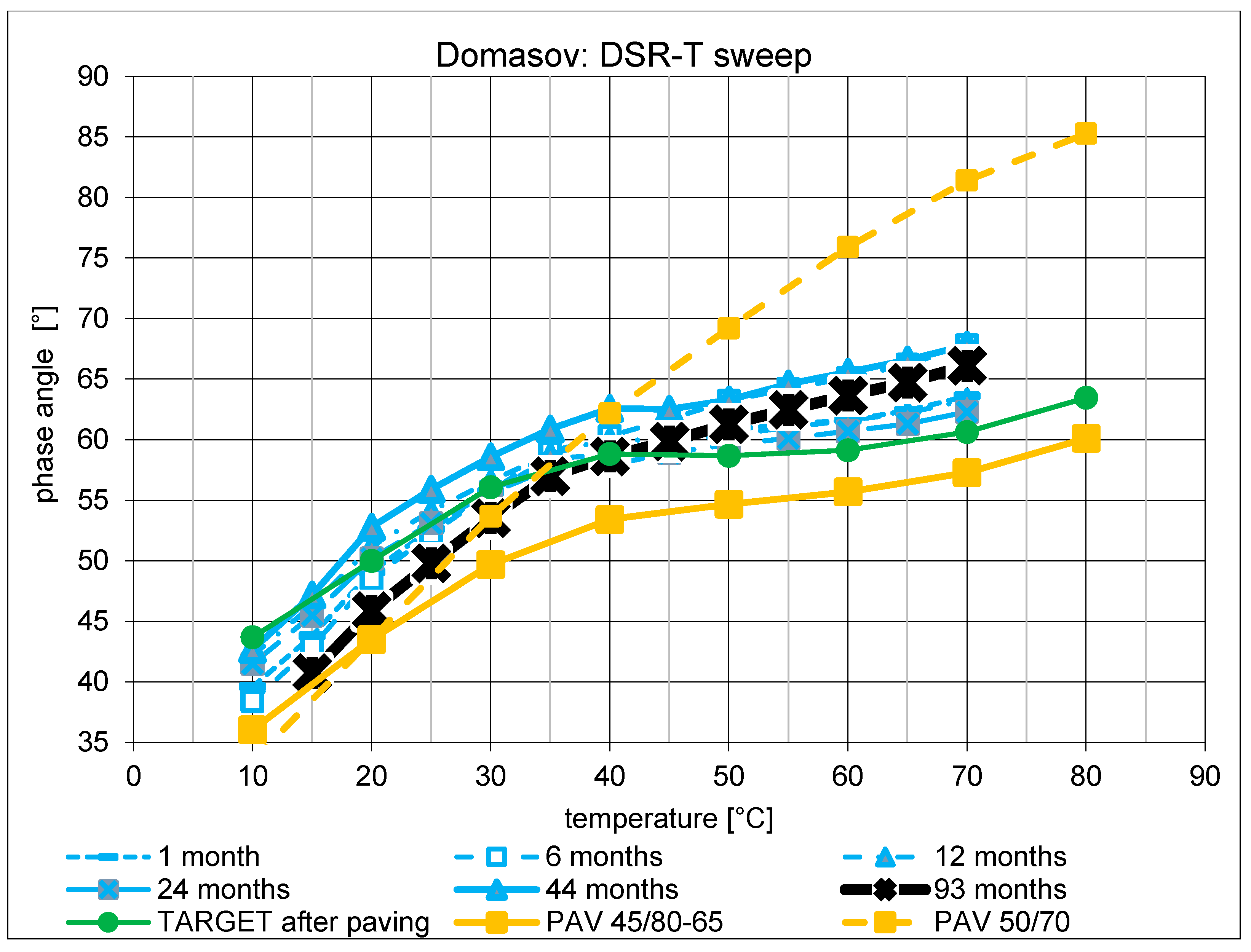
Figure 6 and
Figure 7 show the DSR values for AC surf 11+ in Domasov. All test results for the first 44 months (blue) are still close to the target curve after the mixture was laid (green line—PmB 45/80-65) and no significant changes are visible over time. A slight stiffening can be observed in the past 4 years (see black line with cross). The same is true for the phase angle. The curves for the first 44 months follow the shape of the target curve. In the past 4 years, we can observe that the shape of the curves changes a little towards the aged bitumen, but only slightly, and the typical S-shaped curve is still visible, which clearly shows that the PmB properties are excellent and still active. This curve shape is typical for binders containing an elastomeric modifier. This additive will allow for reduced phase angles even at higher temperatures. Unmodified paving bitumen 50/70 after PAV ageing has a completely different curve shape than the other curves. The course of this unmodified binder in the black-space diagram is arc-shaped and asymptotically approaches a phase angle of 90° at high temperatures. The curve is given for comparison with others, which are modified with PmB 45/80 RC. Similar trends were also found for the test sections Lednice and Opava.
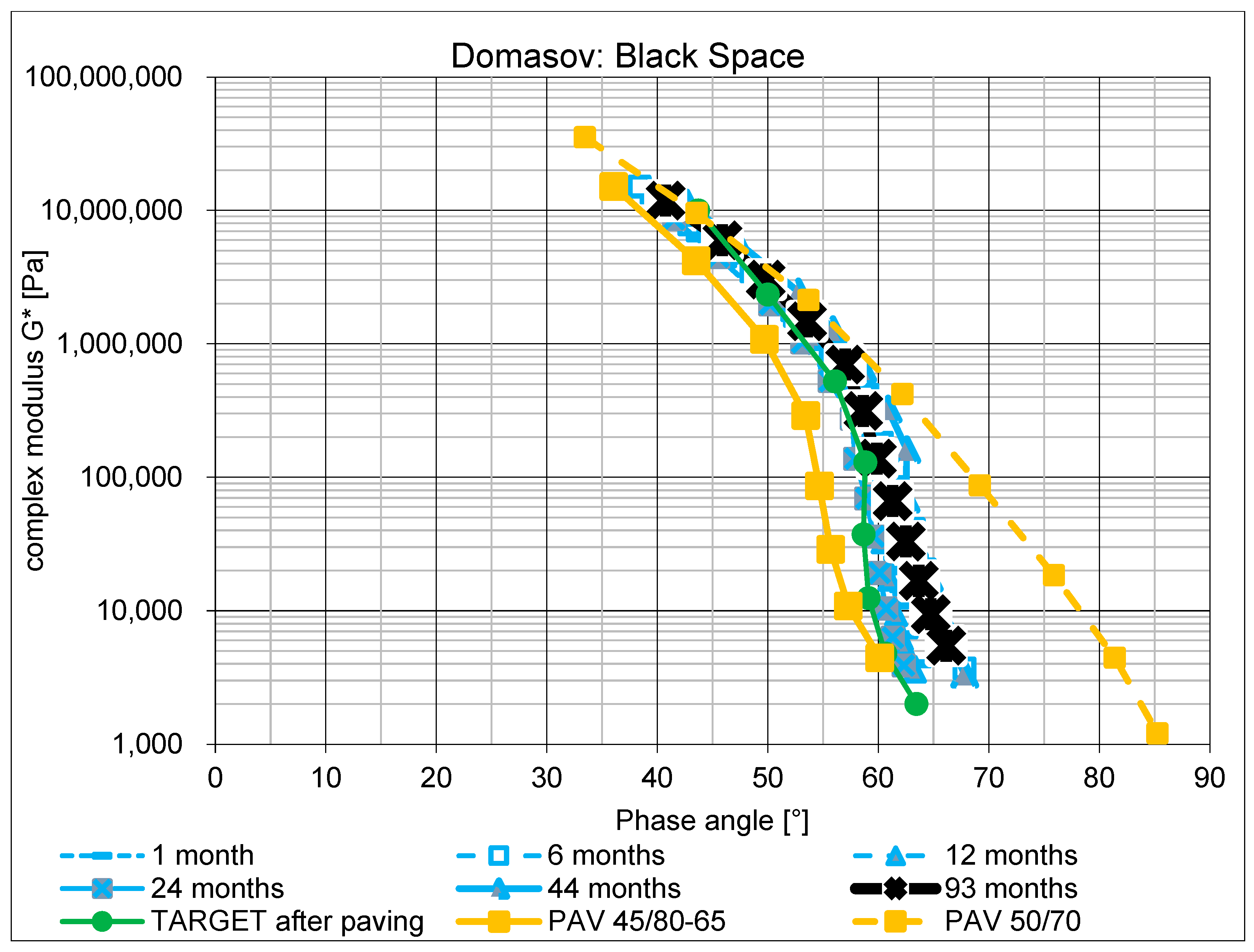
Figure 8 summarize the Black diagrams of the recovered binders compared to the Black diagrams of the 50/70 and PmB 45/80-65 binders aged by RTFOT+PAV. The shape of the Black diagram is similar to a 100% virgin PmB 45/80-65. What can be observed is the more or less parallel shift in the curve to higher temperature which is driven by the binder properties of the RAP and the ageing over time. The curves recovered from the binder layers in Lednice and Opava do have a similar shape.
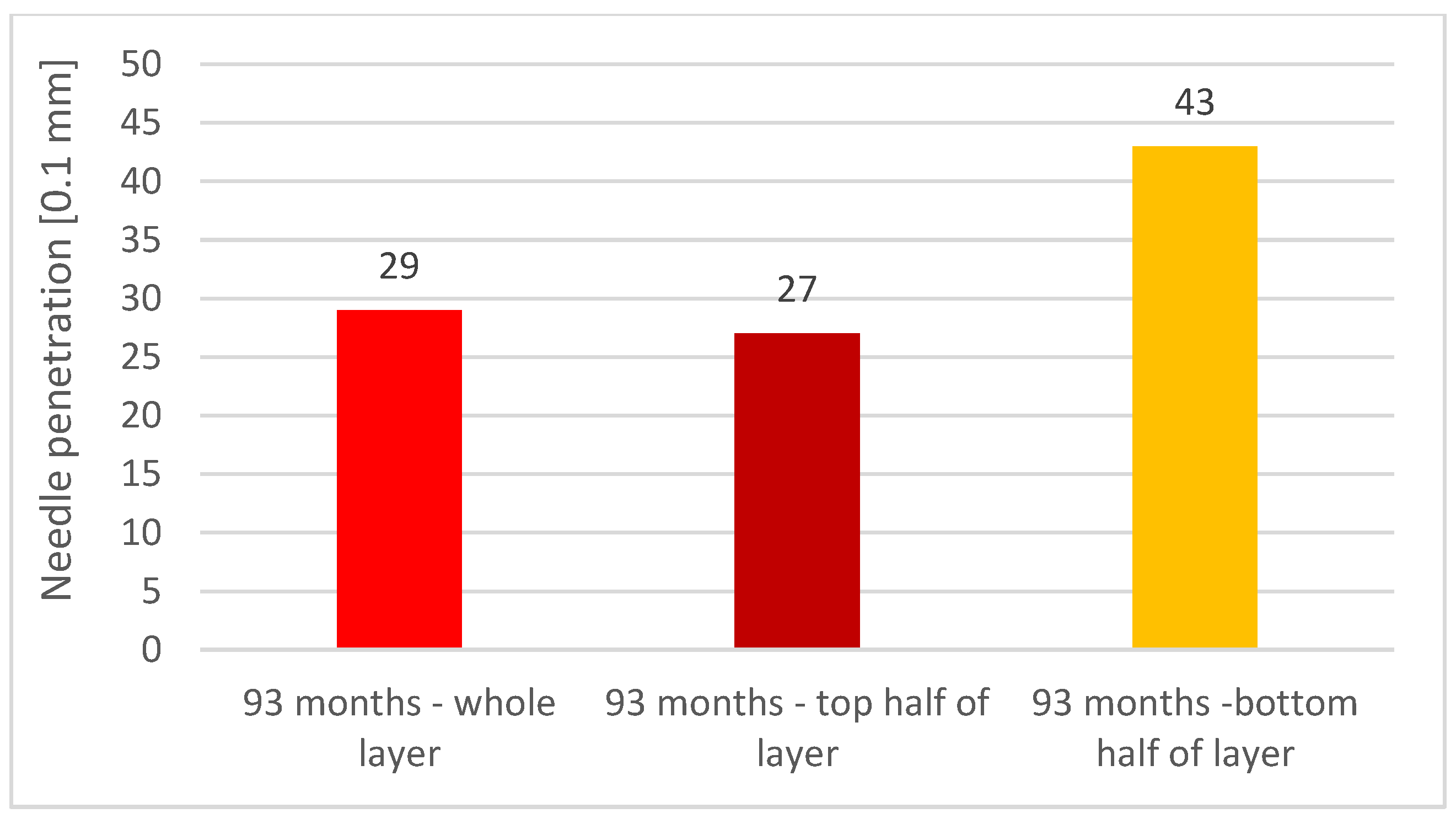
In the 2023 testing phase, more attention was paid to the AC surf 11+ Domasov wearing course. The research team decided to take a closer look at the top 20 mm of the course (“top”) and the bottom 20 mm of the course (“bottom”) to verify if there are significant differences, which would indicate different ageing rates. The results can be seen in
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
Figure 14.
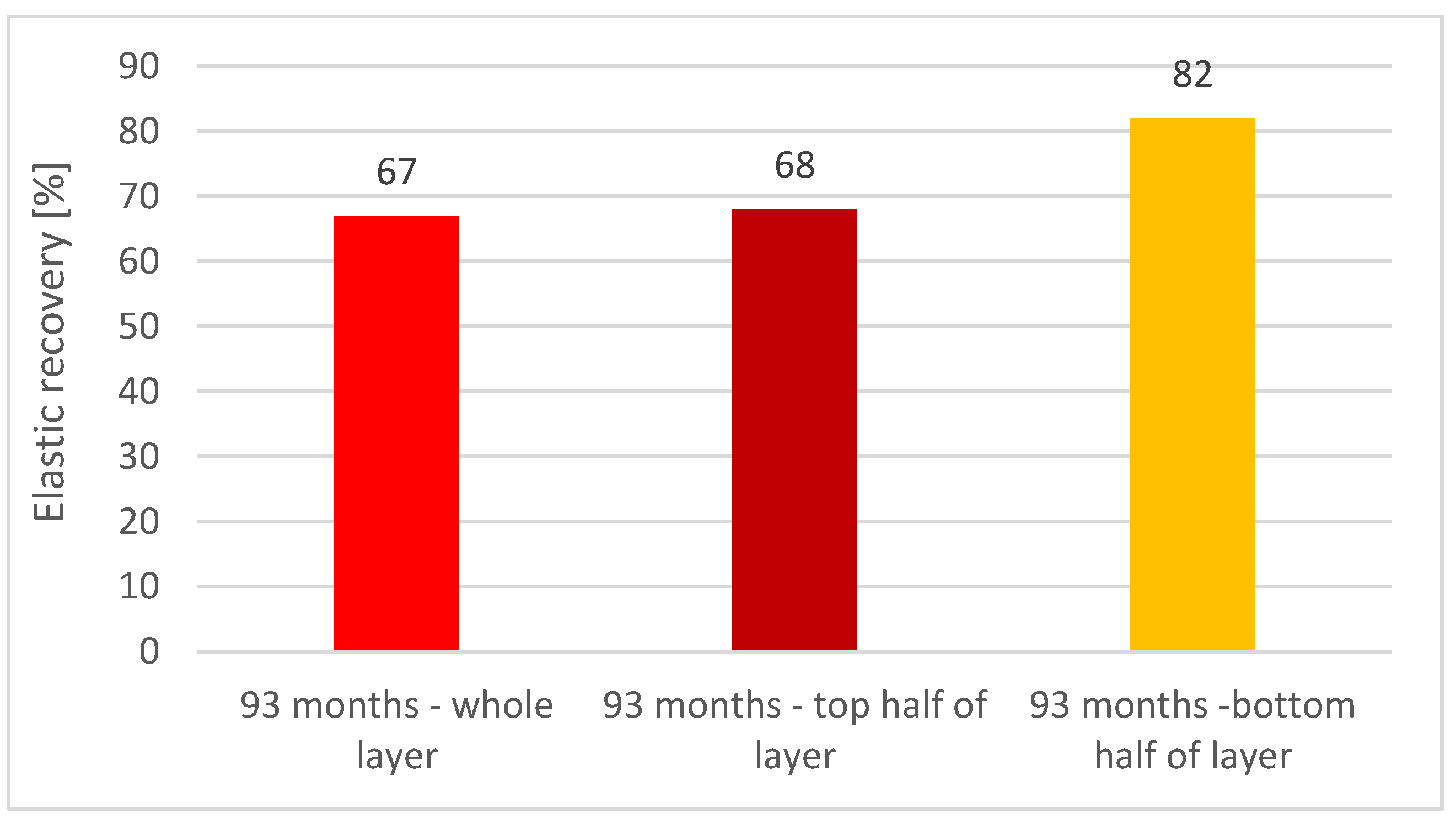
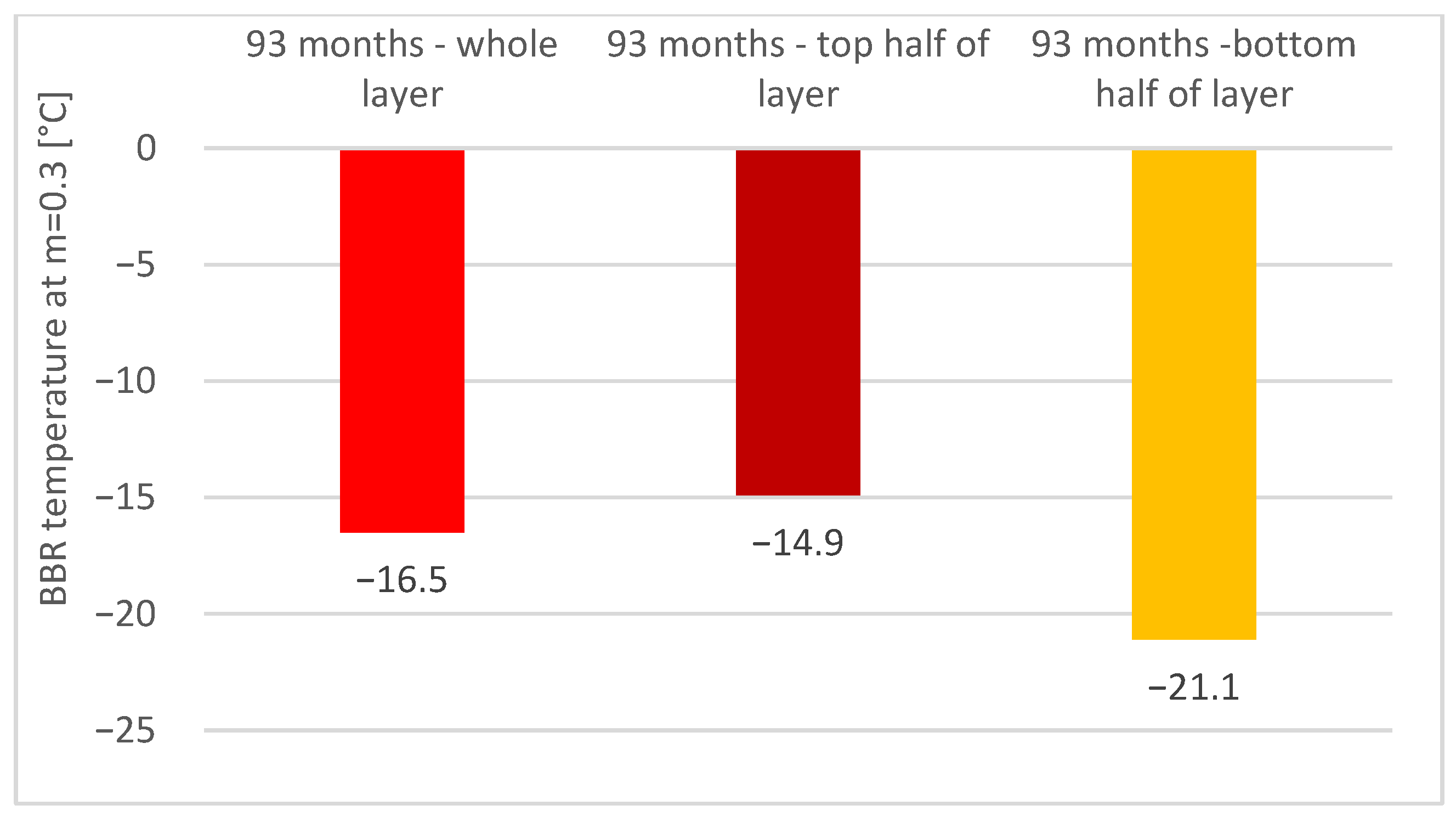
There is a clear difference between the values. As expected, the top 20 mm of the wearing course does have a lower penetration value and elastic relaxation is lower but still at a good level. Similarly, it can be observed that ageing takes place mainly in the upper 20 mm. The values of the lower 20 mm still look very good and are close to the values of the short-term aged PmB 45/80-65. The same phenomenon can be observed for the low-temperature behaviour, which means that the performance of the lower 20 mm is better compared to the upper 20 mm. The wearing course shows the greatest ageing because it is in direct contact with atmospheric oxygen and UV radiation. This is even more true for the top 20 mm than for the bottom 20 mm of this layer.
8. Conclusions and Outlook
8.1. Final Conclusions
The properties of the reclaimed bitumen have not changed over time and are still almost the same as at the time of laying.
As the results of empirical tests from the longest monitored sections (Domasov and Lednice) show, there was only a slight decrease in penetration after approx. 8 years (in the range of 2 (0.1 mm) to 10 (0.1 mm)) and an increase in the softening point (6 °C to 8 °C). Also, the flexural creep stiffness in BBR confirmed a slight trend of increasing stiffness (stiffness after the above-mentioned time S = 300 MPa occurs at temperatures higher by 3 °C to 5 °C).
A new finding compared to the previous one is that it was confirmed that the greatest ageing occurs in the upper part of the wearing course. The parameters of the bituminous binder from the top 20 mm of the Domasov test section are significantly different from the values from the bottom 20 mm. This confirmed the assumption that the wearing course is prone to the fastest binder ageing compared to the other asphalt pavement layers.
The combination of empirical and functional tests proved to be suitable for the detection of the ageing of bituminous binders. However, the most important finding in the testing field is the observation that the extraction of the bituminous binder must always be carried out by the same laboratory technician; otherwise, the variance of the results is so large that no trend can be discerned over a period of years.
8.2. Consequences of the Conclusions
All test results presented in this study demonstrate the excellent properties of the developed OMV Starfalt® PmB 45/80 RC binder. None of the test sections has required any maintenance measures so far.
Due to the very promising results, this product is already classified as a standard product in Austria (RAP content: up to 25% for cold addition and up to 40% for hot addition).
Mixing the RAP with a “softer” binder or a highly modified binder always appears from other experiments to be a better way to achieve the quality of the final product than the use of rejuvenating additives (rejuvenators).
8.3. Outlook and Future Development
As a next step, the binder from the test section in the Czech Republic will be further analyzed in the Christian Doppler laboratory for “chemical-mechanical analysis of asphalt materials” at the Technical University of Vienna in Austria to better understand the ageing process of bitumen, which will later form the basis for further product development with increased ageing resistance or for a new type of PmB RC with even better properties.
In the future, it would be advisable to carry out a follow-up evaluation of the economic and ecological benefits of this technology.
Author Contributions
Conceptualization, M.V. and M.S.; methodology, M.V. and M.S.; validation, M.V. and M.S.; formal analysis, D.S.; investigation, O.D., P.H., and D.S.; resources, M.S.; data curation, M.V.; writing—original draft preparation, O.D., M.V., and M.S.; writing—review and editing, O.D., M.V., P.H., and M.S.; visualization, P.H.; supervision, M.V. and O.D.; project administration, M.V.; funding acquisition, M.V. All authors have read and agreed to the published version of the manuscript.
Funding
This paper was supported by the SFDI (State Fund for Transport Infrastructure), projects II/602 Domasov (ISPROFOND 5626510002), III/4147 and III/42117 Lednice (ISPROFOND 562651003).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to restrictions.
Acknowledgments
The authors would like to thank the companies STRABAG a.s. and M-Silnice a.s. for the possibility to produce asphalt mixtures with PmB RC for the experimental sections.
Conflicts of Interest
Author Markus Spiegl was employed by the company OMV Downstream GmbH. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Jahanbakhsh, H.; Karimi, M.M.; Naseri, H.; Nejad, F.M. Sustainable asphalt concrete containing high reclaimed asphalt pavements and recycling agents: Performance assessment, cost analysis, and environmental impact. J. Clean. Prod. 2020, 244, 118837. [Google Scholar] [CrossRef]
- Xing, C.; Tang, S.; Chang, Z.; Han, Z.; Li, H.; Zhu, B. A comprehensive review on the plant-mixed cold recycling technology of emulsified asphalt: Raw materials and factors affecting performances. Constr. Build. Mater. 2024, 439, 137344. [Google Scholar] [CrossRef]
- Elnaml, I.; Liu, J.; Mohammad, L.; Dylla, H.; Wasiuddin, N.; Cooper, S., III; Cooper, S., Jr. Recycling waste plastics in asphalt mixture: Engineering performance and environmental assessment. J. Clean. Prod. 2024, 453, 142180. [Google Scholar] [CrossRef]
- Yang, R.; Kang, S.; Ozer, H.; Al-Qadi, I.L. Environmental and economic analyses of recycled asphalt concrete mixtures based on material production and potential performance. Resour. Conserv. Recycl. 2015, 104 Pt A, 141–151. [Google Scholar] [CrossRef]
- Pouranian, M.R.; Shishehbor, M. Sustainability Assessment of Green Asphalt Mixtures: A Review. Environments 2019, 6, 73. [Google Scholar] [CrossRef]
- Martin, A.E.; Zhou, F.; Arambula, E.; Park, E.; Chowdhury, A.; Kaseer, F.; Carvajal, J.; Hajj, J.; Daniel, J.; Glover, C. The Effects of Recycling Agents on Asphalt Mixtures with High RAS and RAP Binder Ratios; Phase I, Interim Report; Transportation Research Board of the National Academies: Washington, DC, USA, 2015; pp. 9–58. [Google Scholar]
- Tao, M.; Xiaoming, H.; Yongli, Z.; Bahia, H.U. Compound Rejuvenation of Polymer Modified Asphalt Binder. J. Wuhan Univ. Technol. 2010, 25, 1070–1076. [Google Scholar] [CrossRef]
- Mazzoni, G.; Bocci, E.; Canestrari, F. Influence of rejuvenators on bitumen ageing in hot recycled asphalt mixtures. J. Traffic Transp. Eng. 2018, 5, 157–168. [Google Scholar] [CrossRef]
- Koudelka, T.; Bureš, P.; Šedina, J.; Dostál, F.; Mery, T. “100% recyklace” asfaltových směsí na obalovně—První zkušenosti z České republiky. Silnice Mosty 2023, 4, 40–47. [Google Scholar]
- Nielsen, E. State of the Art—Recycling Polymer Modified Asphalt. Deliverable No 2.1 & 2.2. Project RECYPMA. 2013. Available online: https://www.cedr.eu/download/other_public_files/research_programme/eranet_road/call_2011/design/recympma/RECYPMA-D-2.1-State-of-the-Art-recycling-pma.pdf (accessed on 7 July 2013).
- Yan, Y.; Roque, R.; Cocconcelli, C.; Bekoe, M.; Lopp, G. Evaluation of cracking performance for polymer-modified asphalt mixtures with high RAP content. Road Mater. Pavement Des. 2017, 18 (Suppl. 1), 450–470. [Google Scholar] [CrossRef]
- Lee, J.; Denneman, E.; Choi, Y. Maximizing the Re-Use of Reclaimed Asphalt Pavement—Outcomes of Year Two: RAP Mix Design; Technical Report AP-T286-15; Austroads: Sydney, Australia, 2015; ISBN 978-1-925294-04-0. [Google Scholar]
- ČSN EN 13108-8; Bituminous Mixtures—Material Specifications—Part 8: Reclaimed Asphalt. Czech Standardization Agency: Prague, Czech Republic, 2008.
- ČSN EN 1426; Bitumen and Bituminous Binders—Determination of Needle Penetration. Czech Standardization Agency: Prague, Czech Republic, 2016.
- ČSN EN 1427; Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method. Czech Standardization Agency: Prague, Czech Republic, 2016.
- ČSN EN 13398; Bitumen and Bituminous Binders—Determination of the Elastic Recovery of Modified Bitumen. Czech Standardization Agency: Prague, Czech Republic, 2018.
- ČSN EN 13589; Bitumen and Bituminous Binders—Determination of the Tensile Properties of Modified Bitumen by the Force Ductility Method. Czech Standardization Agency: Prague, Czech Republic, 2019.
- ČSN EN 14770; Bitumen and Bituminous Binders—Determination of Complex Shear Modulus and Phase Angle—Dynamic Shear Rheometer (DSR). Czech Standardization Agency: Prague, Czech Republic, 2024.
- Izaks, R.; Rathore, M.; Haritonovs, V.; Zaumanis, M. Performance properties of high modulus asphalt concrete containing high reclaimed asphalt content and polymer modified binder. Int. J. Pavement Eng. 2022, 23, 2255–2264. [Google Scholar] [CrossRef]
- Gang, L.; Van De Ven, M.; Leegwater, G. Properties of Aged Polymer Modified Binder. Deliverable Nr 3.1 Project RECYPMA. 2013. Available online: https://www.cedr.eu/download/other_public_files/research_programme/eranet_road/call_2011/design/recympma/RECYPMA-D-3.1-properties-binder_-Final.pdf (accessed on 8 March 2013).
- Komacka, J.; Remisova, E. Asphalt Mixtures Using Reclaimed Asphalt Containing Polymer Modified Binder. Deliverable Nr 4.1. Project RECYPMA. 2013. Available online: https://www.cedr.eu/download/other_public_files/research_programme/eranet_road/call_2011/design/recympma/RECYPMA-D-4-1-final-version.pdf (accessed on 20 June 2013).
- Zaumanis, M.; Poulikakos, L.; Arraigada, M.; Kunz, B.; Schellenberg, U.; Gassmann, C. Asphalt recycling in polymer modified pavement: A test section and recommendations. Constr. Build. Mater. 2023, 409, 134005. [Google Scholar] [CrossRef]
- Spiegl, M.; Kammerer, S.; Flatscher, S. Asphalt recycling—Experience with OMV Starfalt®PmB 45/80 RC in Austria and Czech Republic. In Proceedings of the 17th Colloquium: Asphalt, Bitumen and Pavements, Bled, Slovenia, 27–29 November 2019; Available online: https://kolokvij.si/video-2019/ (accessed on 11 November 2019).
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice. FHWA-HRT-11-021. 2011. Available online: https://highways.dot.gov/media/841 (accessed on 4 June 2011).
- ČSN EN 13108-1; Bituminous Mixtures—Material Specifications—Part 1: Asphalt Concrete. Czech Standardization Agency: Prague, Czech Republic, 2008.
- Ongel, A.; Hugener, M. Impact of rejuvenators on aging properties of bitumen. Constr. Build. Mater. 2015, 94, 467–474. [Google Scholar] [CrossRef]
- Koudelka, T.; Porot, L.; Coufalik, P.; Varaus, M. The use of rejuvenators as an effective way to restore aged binder properties. In Proceedings of the 7th Transport Research Arena TRA 2018, Vienna, Austria, 16–19 April 2018. [Google Scholar]
- Sandmann, T. PMB and RECYCLING, Experience from Germany; Total-NABin: Oslo, Norway, 2015; Available online: https://norskasfaltforening.no/resources/files/faggrupper/nabin/2015/PmB-and-Recycling-Oslo-2015-10-20.pdf (accessed on 7 December 2016).
- Sandmann, T. Recycling on a High Performance Level; Pavement Preservation and Recycling Summit: Paris, France, 2015; Available online: https://www.h-a-d.hr/pubfile.php?id=838 (accessed on 22 February 2015).
- Abouelsaad, M.; White, G.; Jamshidi, A. State of the Art Review of Ageing of Bituminous Binders and Asphalt Mixtures: Ageing Simulation Techniques, Ageing Inhibitors and the Relationship between Simulated Ageing and Field Ageing. Infrastructures 2024, 9, 8. [Google Scholar] [CrossRef]
- Farid, M.; Król, J. Investigating the ageing process of polymer modified bitumen using a modified Thin-Film Oven Test in the aspect of recycling purpose. Roads Bridges—Drogi I Mosty 2023, 22, 379–386. [Google Scholar] [CrossRef]
- Tarsi, G.; Varveri, A.; Lantieri, C.; Scarpas, A.; Sangiorgi, C. Effects of Different Aging Methods on Chemical and Rheological Properties of Bitumen. J. Mater. Civ. Eng. 2018, 3, 04018009. [Google Scholar] [CrossRef]
- Yan, C.; Huang, W.; Ma, J.; Xu, J.; Lv, Q.; Lin, P. Characterizing the SBS polymer degradation within high content polymer modified asphalt using ATR-FTIR. Constr. Build. Mater. 2020, 233, 117708. [Google Scholar] [CrossRef]
- Lu, X.; Isacsson, U. Chemical and rheological evaluation of ageing properties of SBS polymer modified bitumens. Fuel 1998, 77, 961–972. [Google Scholar] [CrossRef]
- Koudelka, T.; Varaus, M.; Dašek, O.; Coufalíková, I. Recycling of asphalt mixtures with polymermodified bitumen (Recyklace asfaltových směsí s polymerem modifikovanými asfalty). Road Rev. 2018, 79, 190–198. [Google Scholar]
- Eltwati, A.; Al-Saffar, Z.; Mohamed, A.; Hainin, M.R.; Elnihum, A.; Enieb, M. Synergistic effect of SBS copolymers and aromatic oil on the characteristics of asphalt binders and mixtures containing reclaimed asphalt pavement. Constr. Build. Mater. 2022, 327, 127026. [Google Scholar] [CrossRef]
- Täube, A. Wiederverwendung von Asphalt. In Proceedings of the VSVI-SH-Seminar Straßenbautechnik, Rendsburg, Germany, 25 January 2012. [Google Scholar]
- Täube, A. Wiederverwendung von Asphalt. Straße und Autobahn 2011, 10, 713–720. [Google Scholar]
- Deutscher Asphaltverband (DAV). Wiederverwenden von Asphalt, Nachhaltigkeit auf höchstem Niveau. Deutscher Asphaltverband (DAV) e.V. 2014. Available online: https://www.asphalt.de/fileadmin/user_upload/downloads/dav/wiederverwenden_2014.pdf (accessed on 13 July 2014).
- ZTV Asphalt-StB 07 Zusätzliche Technische Vertragsbedingungen und Richtlinien für den Bau von Verkehrsflächenbefestigungen aus Asphalt; FGSV-Nr. 799; Forschungsgesellschaft für Straßen- und Verkehrswesen Arbeitsgruppe Asphaltbauweisen: Cologne, Germany, 2013.
- ÖNORM B 3580-1:2016-08; Bituminous Mixtures—Material Specifications—Asphalt Concrete—Part 1: Empirical Requirements—Rules for the Implementation of ÖNORM EN 13108-1. Austrian Standards International: Vienna, Austria, 2016.
- ÖNORM B 3613:2024; Polymer Modified Bitumen for Road Construction—Requirements—National Implementation of ÖNORM EN 14023. Austrian Standards International: Vienna, Austria, 2024.
- Varaus, M.; Dašek, O.; Coufalík, P. Tests of Asphalt Binders PmB 45/80 and PmB 45/80 RC (Zkoušky asfaltových pojiv PmB 45/80 a PmB 45/80 RC); Research Report for OMV Czech Republic; Brno University of Technology, Institute for Road Structures: Brno, Czech Republic, 2015. [Google Scholar]
- ČSN 73 6121; Road Building—Asphalt Pavement Courses—Construction and Conformity Assessment. Czech Standardization Agency: Prague, Czech Republic, 2023.
- ČSN 73 6141; Requirements for Reclaimed Asphalt for Bituminous Mixtures. Czech Standardization Agency: Prague, Czech Republic, 2020.
- ČSN 65 7222-1; Bitumen and Bituminous Binders—Modified Bitumens—Part 1: Polymer Modified Bitumens. Czech Standardization Agency: Prague, Czech Republic, 2017.
- Park, B.; Zou, J.; Roque, R.; Lopp, G.; Yan, Y.; Moseley, H. Development of characteristic-based guidelines to determine maximum allowable reclaimed asphalt pavement content in polymer-modified asphalt mixture. Int. J. Pavement Eng. 2022, 23, 2856–2869. [Google Scholar] [CrossRef]
- ČSN EN 13108-8-ed.2; Bituminous Mixtures—Material Specifications—Part 8: Reclaimed Asphalt. Czech Standardization Agency: Prague, Czech Republic, 2017.
- ČSN EN 12591; Bitumen and Bituminous Binders—Specifications for Paving Grade Bitumens. Czech Standardization Agency: Prague, Czech Republic, 2009.
- ČSN EN 14023; Bitumen and Bituminous Binders—Specification Framework for Polymer Modified Bitumens. Czech Standardization Agency: Prague, Czech Republic, 2010.
- Spiegl, M.; Kammerer, S.; Varaus, M.; Koudelka, T.; Dašek, O. Evaluation of the behavior of RC Binder on the trial section in Czech Republic (Vyhodnocení chování RC pojiva na pokusných úsecích v České republice). In Proceedings of the Conference Asphalt Pavements 2019, České Budějovice, Czech Republic, 26–27 November 2019. [Google Scholar]
- ČSN EN 14771; Bitumen and Bituminous Binders—Determination of the Flexural Creep Stiffness—Bending Beam Rheometer (BBR). Czech Standardization Agency: Prague, Czech Republic, 2024.
- Ziari, H.; Moniri, A.; Bahri, P.; Saghafi, Y. The effect of rejuvenators on the aging resistance of recycled asphalt mixtures. Constr. Build. Mater. 2019, 224, 89–98. [Google Scholar] [CrossRef]
- Mansourkhaki, A.; Ameri, M.; Habibpour, M.; Underwood, B.S. Relations between colloidal indices and low-temperature properties of reclaimed binder modified with softer binder, oil-rejuvenator and polybutadiene rubber. Constr. Build. Mater. 2020, 239, 117800. [Google Scholar] [CrossRef]
Figure 1.
Penetration of fresh PmB 45/80 RC binder and recovered binder at 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 1.
Penetration of fresh PmB 45/80 RC binder and recovered binder at 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 2.
Softening point of fresh PmB 45/80 RC binder and recovered binder after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 2.
Softening point of fresh PmB 45/80 RC binder and recovered binder after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 3.
Critical temperature at flexural creep stiffness (BBR) S = 300 MPa after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 3.
Critical temperature at flexural creep stiffness (BBR) S = 300 MPa after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 4.
Critical temperature at m-value (BBR) m = 0.3 after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 4.
Critical temperature at m-value (BBR) m = 0.3 after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 5.
Critical temperature difference ΔTc after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 5.
Critical temperature difference ΔTc after 0 years, half a year, 1 year, 2 years, approx. 4 years and approx. 8 years.
Figure 6.
Rheological properties in DSR—complex shear modulus G* of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 6.
Rheological properties in DSR—complex shear modulus G* of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 7.
Rheological properties in DSR—phase angle of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 7.
Rheological properties in DSR—phase angle of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 8.
Rheological properties in DSR—Black diagrams of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 8.
Rheological properties in DSR—Black diagrams of RAP, fresh PmB 45/80 RC and the resulting binder from the Domasov section.
Figure 9.
Needle penetration after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 9.
Needle penetration after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 10.
Softening point after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 10.
Softening point after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 11.
Elastic recovery after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 11.
Elastic recovery after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 12.
Critical temperature from BBR at S = 300 MPa after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 12.
Critical temperature from BBR at S = 300 MPa after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 13.
Critical temperature from BBR at m = 0.3 after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, upper 20 mm and lower 20 mm.
Figure 13.
Critical temperature from BBR at m = 0.3 after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, upper 20 mm and lower 20 mm.
Figure 14.
Difference in critical temperatures ΔTc from BBR after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Figure 14.
Difference in critical temperatures ΔTc from BBR after 93 months of operation of the Domasov section for a total layer thickness of 40 mm, top half 20 mm and bottom half 20 mm.
Table 5.
Sieve curves and parameters of RAPs used at the test sections.
Table 5.
Sieve curves and parameters of RAPs used at the test sections.
| Test Section | Domasov | Lednice | Opava |
|---|
Asphalt mixture
RAP fraction [mm] | AC surf 11+
0/11 | AC bin 22 S
0/22 | AC bin 22 S
0/22 |
| Sieve size [mm] | Passing percent [%] |
| 32 | 100 | 100 | 100 |
| 22 | 100 | 96 | 99 |
| 16 | 100 | 92 | 97 |
| 11 | 95 | 84 | 90 |
| 8 | 82 | 73 | 78 |
| 4 | 62 | 55 | 59 |
| 2 | 46 | 39 | 44 |
| 1 | 35 | 29 | 33 |
| 0.5 | 26 | 21 | 25 |
| 0.25 | 19 | 12 | 18 |
| 0.125 | 15 | 10 | 14 |
| 0.063 | 12.2 | 8.5 | 11.3 |
| Binder content [%] | 6.1 | 4.3 | 4.9 |
| Penetration [0.1 mm] | 16 | 21 | 27 |
| Softening point [°C] | 71.0 | 67.8 | 60.2 |
Table 6.
Sieve curves of the asphalt mixtures according to the control test.
Table 6.
Sieve curves of the asphalt mixtures according to the control test.
| Test Section | Domasov | Lednice | Opava |
|---|
| Asphalt mixture | AC surf 11+ | AC bin 22 S | AC bin 22 S |
| Sieve size [mm] | Passing percent [%] |
| 32 | 100 | 100 | 100 |
| 22 | 100 | 99 | 100 |
| 16 | 100 | 79 | 82 |
| 11 | 98 | 65 | 59 |
| 8 | 83 | 51 | 51 |
| 4 | 60 | 39 | 40 |
| 2 | 44 | 27 | 30 |
| 1 | 32 | 21 | 24 |
| 0.5 | 21 | 16 | 17 |
| 0.25 | 15 | 12 | 10 |
| 0.125 | 12 | 8 | 5 |
| 0.063 | 8.7 | 6.4 | 4.7 |
Table 7.
Basic information on the test sections in the Czech Republic.
Table 7.
Basic information on the test sections in the Czech Republic.
| Test Section | Year | Asphalt Mixture | RAP Content [%] | Binder Content [%] | Void Content [%] |
|---|
| Added | RAP | Σ |
|---|
| Domasov | 2015 | AC surf 11+ | 18 | 4.9 | 1.1 | 6.0 | 2.3 |
| Lednice | 2015 | AC bin 22 S | 23 | 3.3 | 1.0 | 4.3 | 5.7 |
| Opava | 2019 | AC bin 22 S | 39 | 2.5 | 1.9 | 4.4 | 5.2 |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}