
An Industrial-Scale Study of the Hardness and Microstructural Effects of Isothermal Heat Treatment Parameters on EN 100CrMo7 Bearing Steel




Abstract
1. Introduction
2. Materials and Methods
3. Results
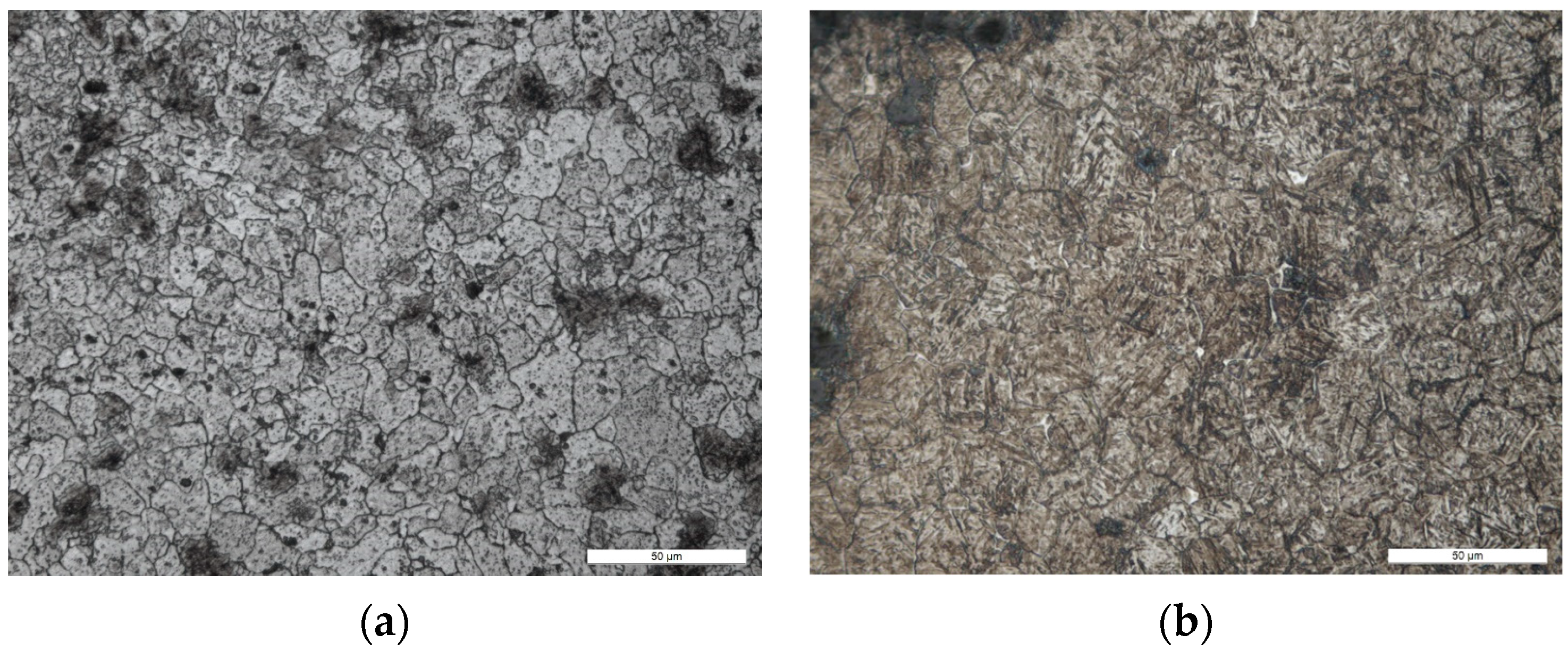
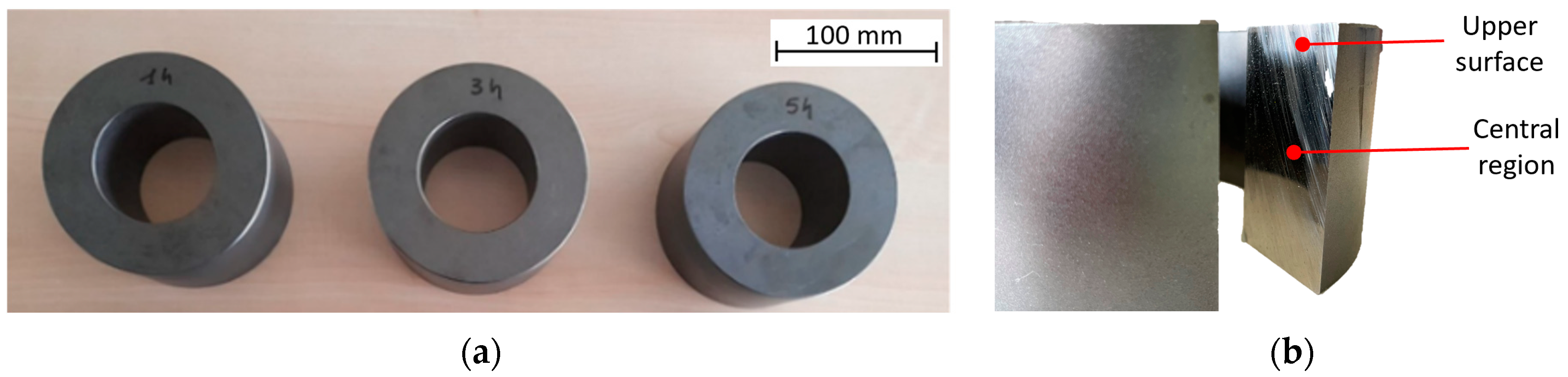
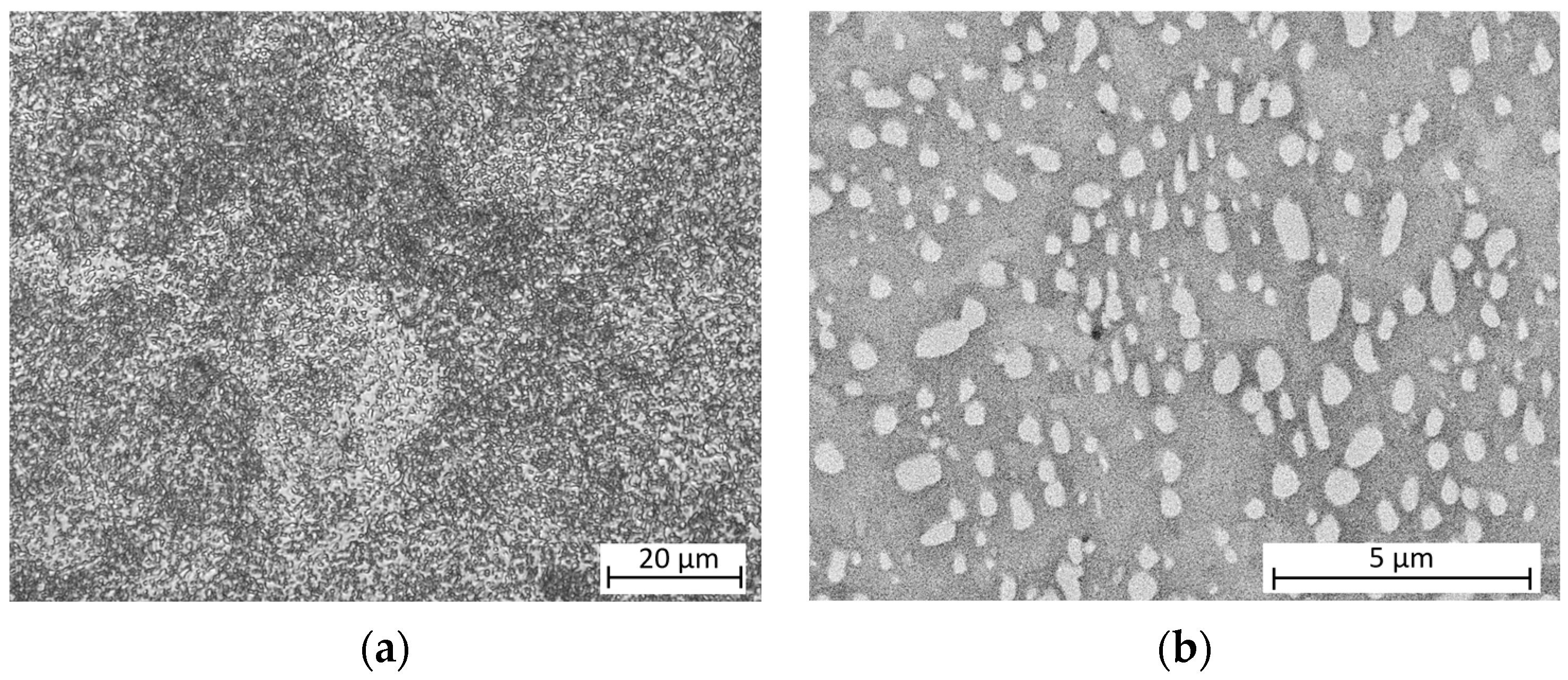
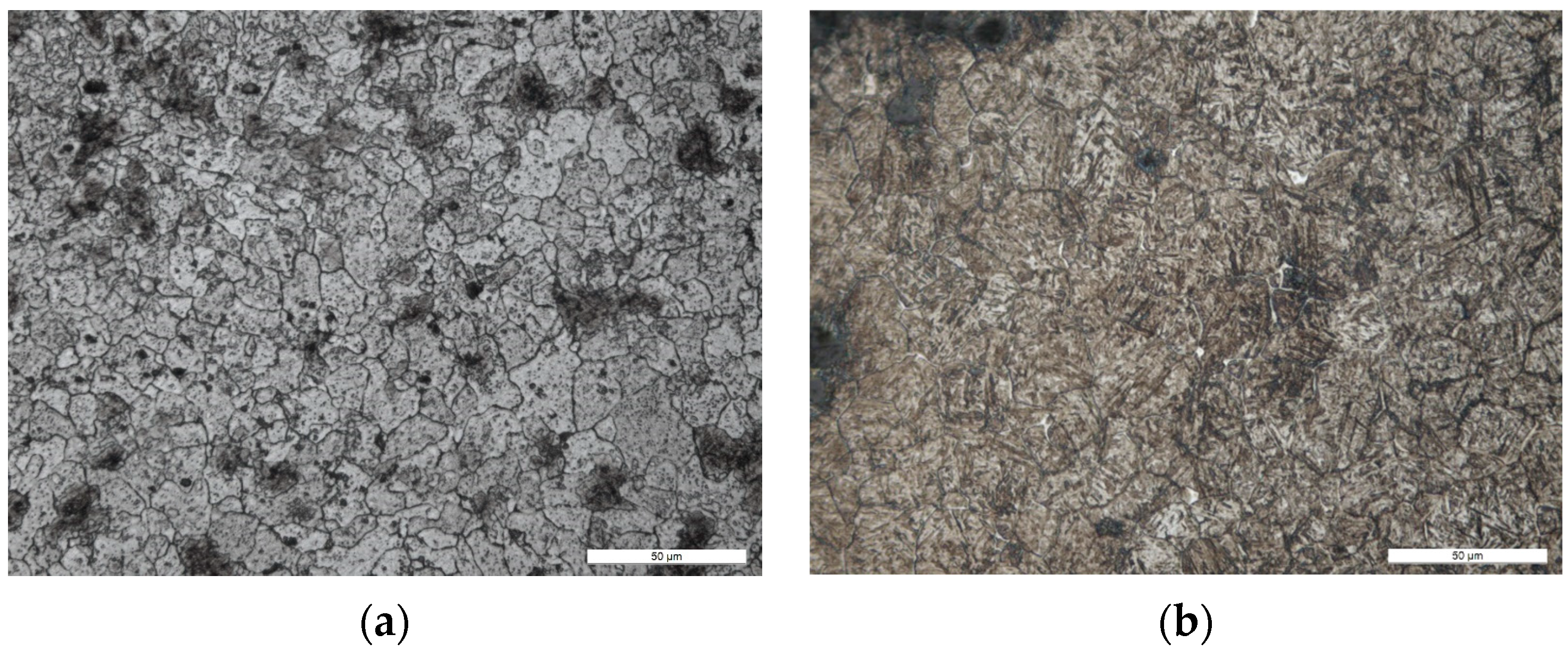
3.1. As-Received Material
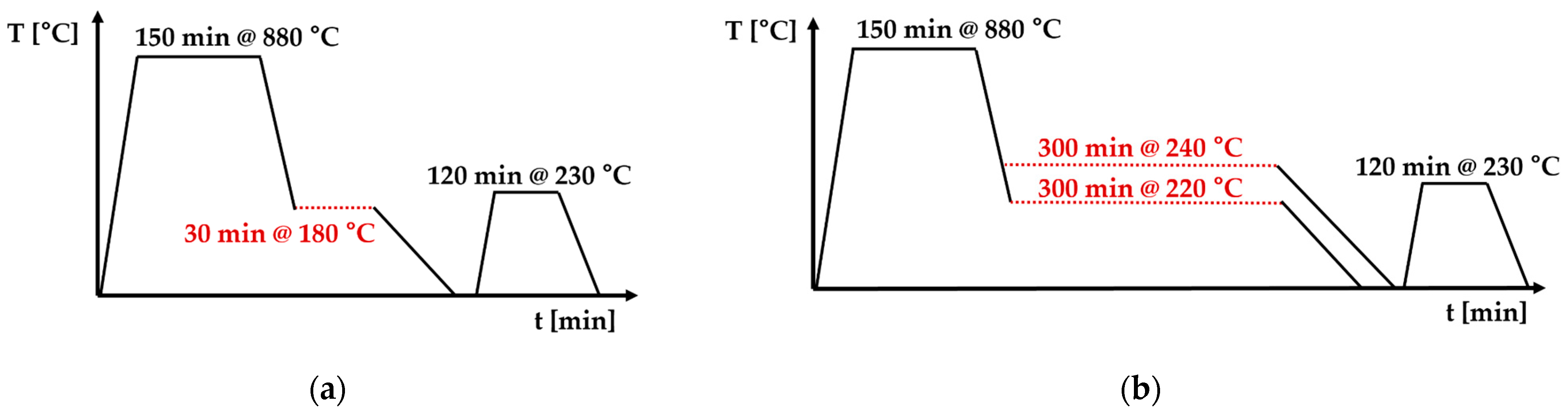
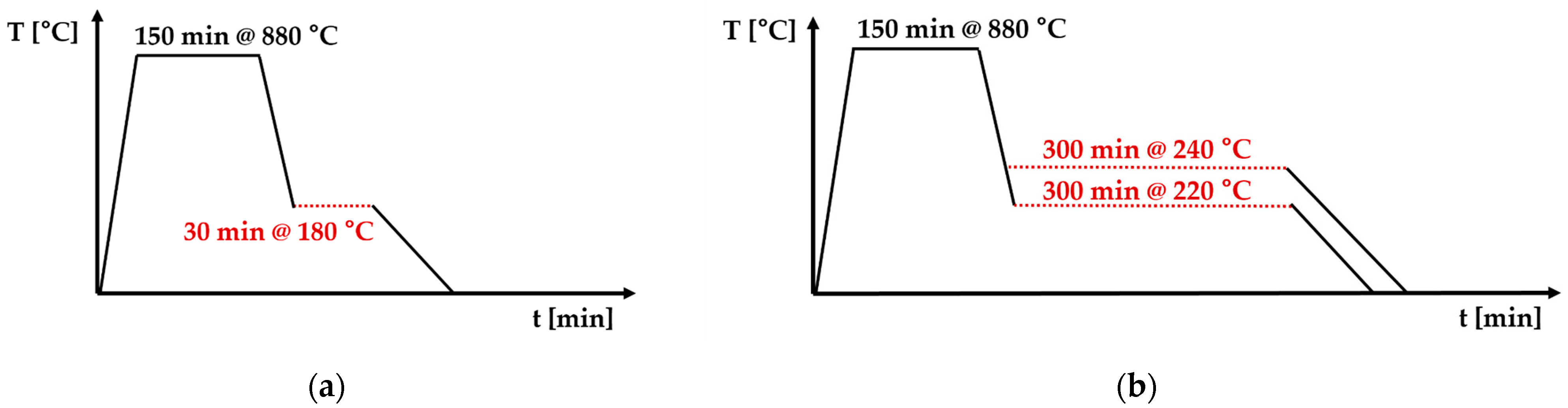
3.2. Trial n.1—Martempering vs. Austempering
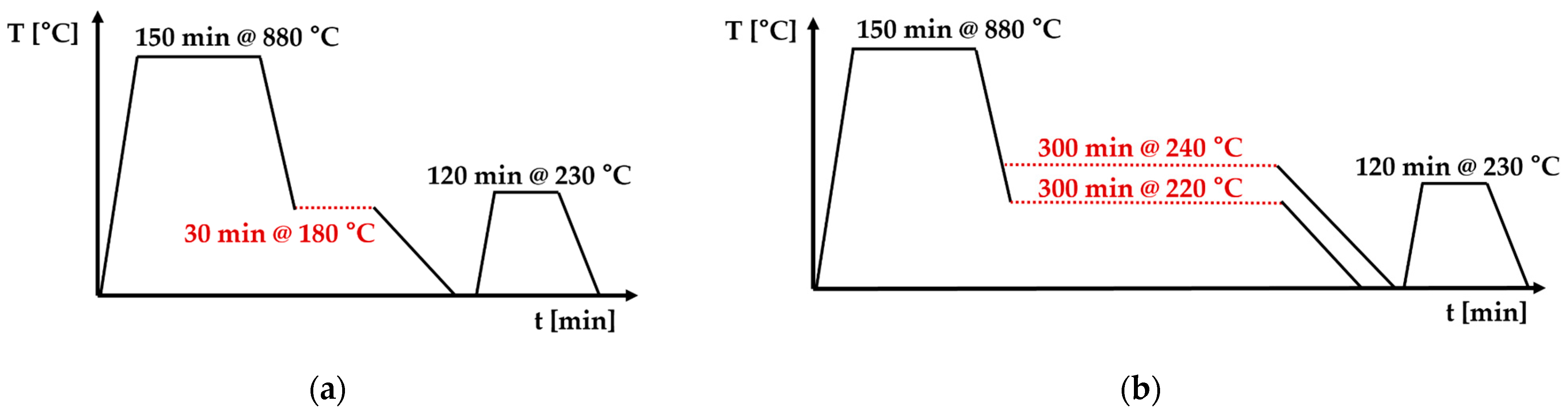
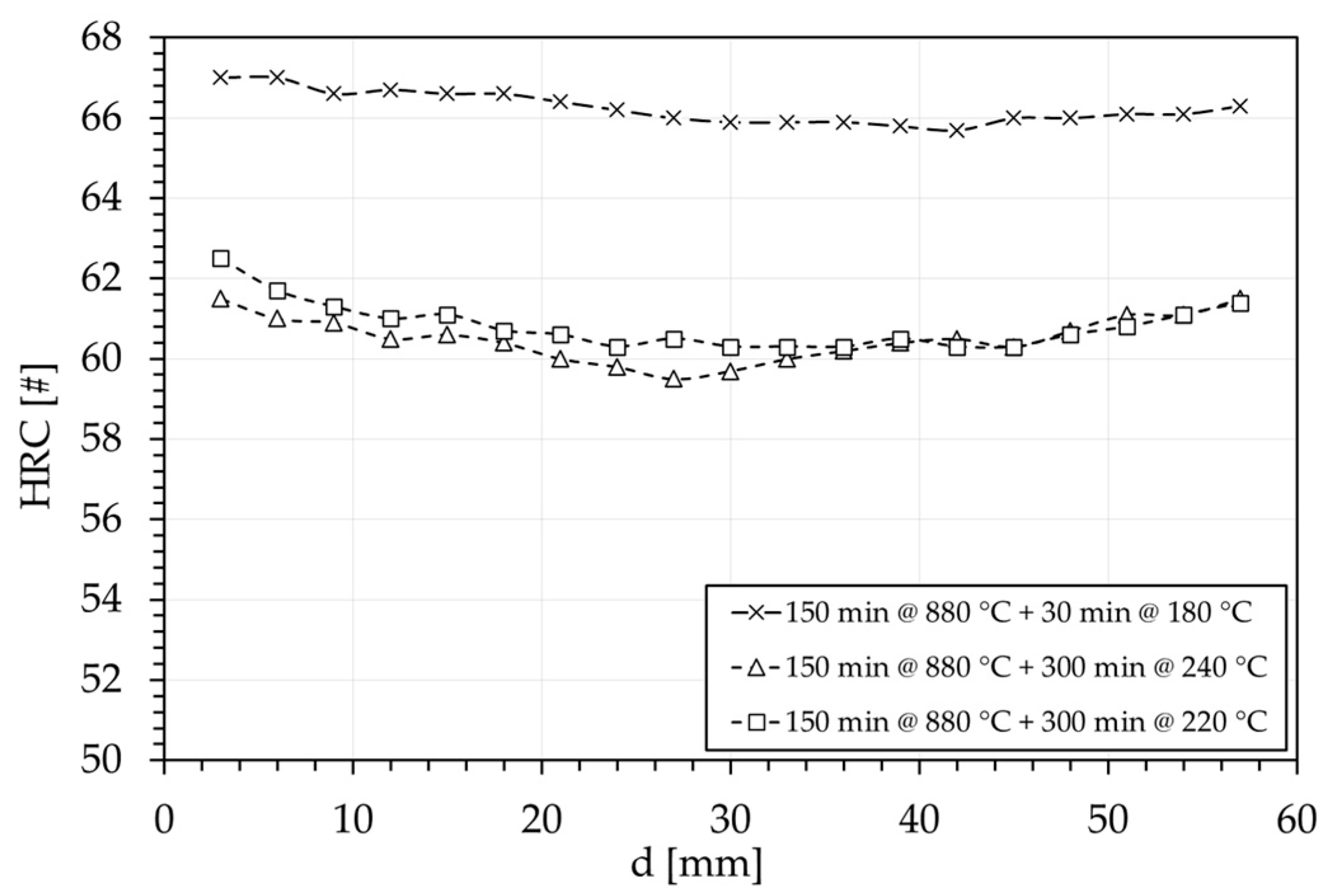
3.3. Trial n.2—Effect of Tempering
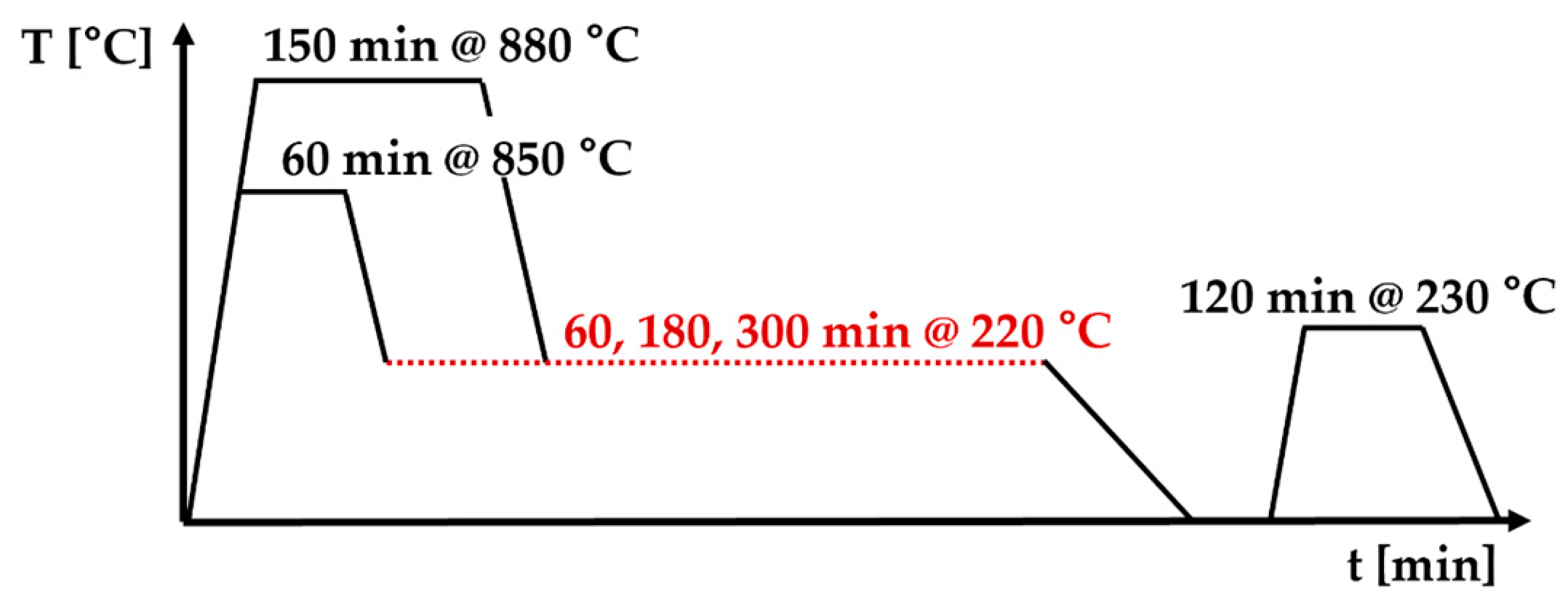
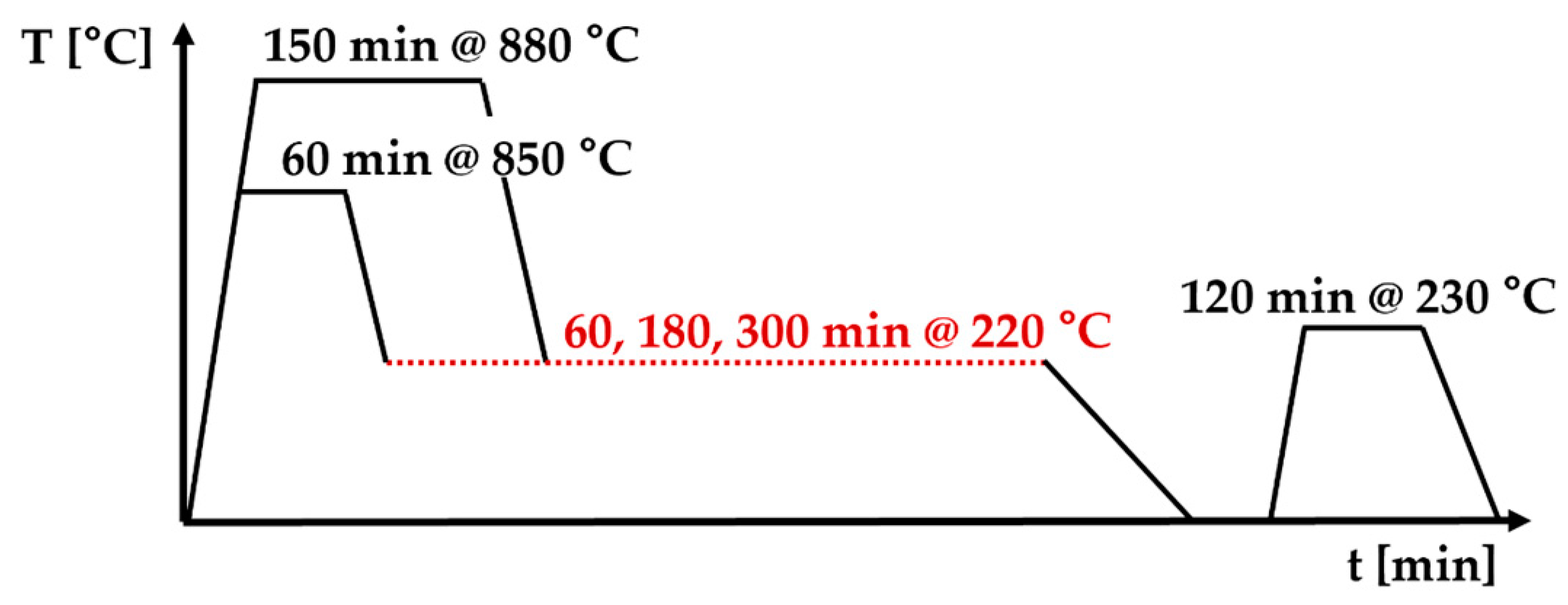
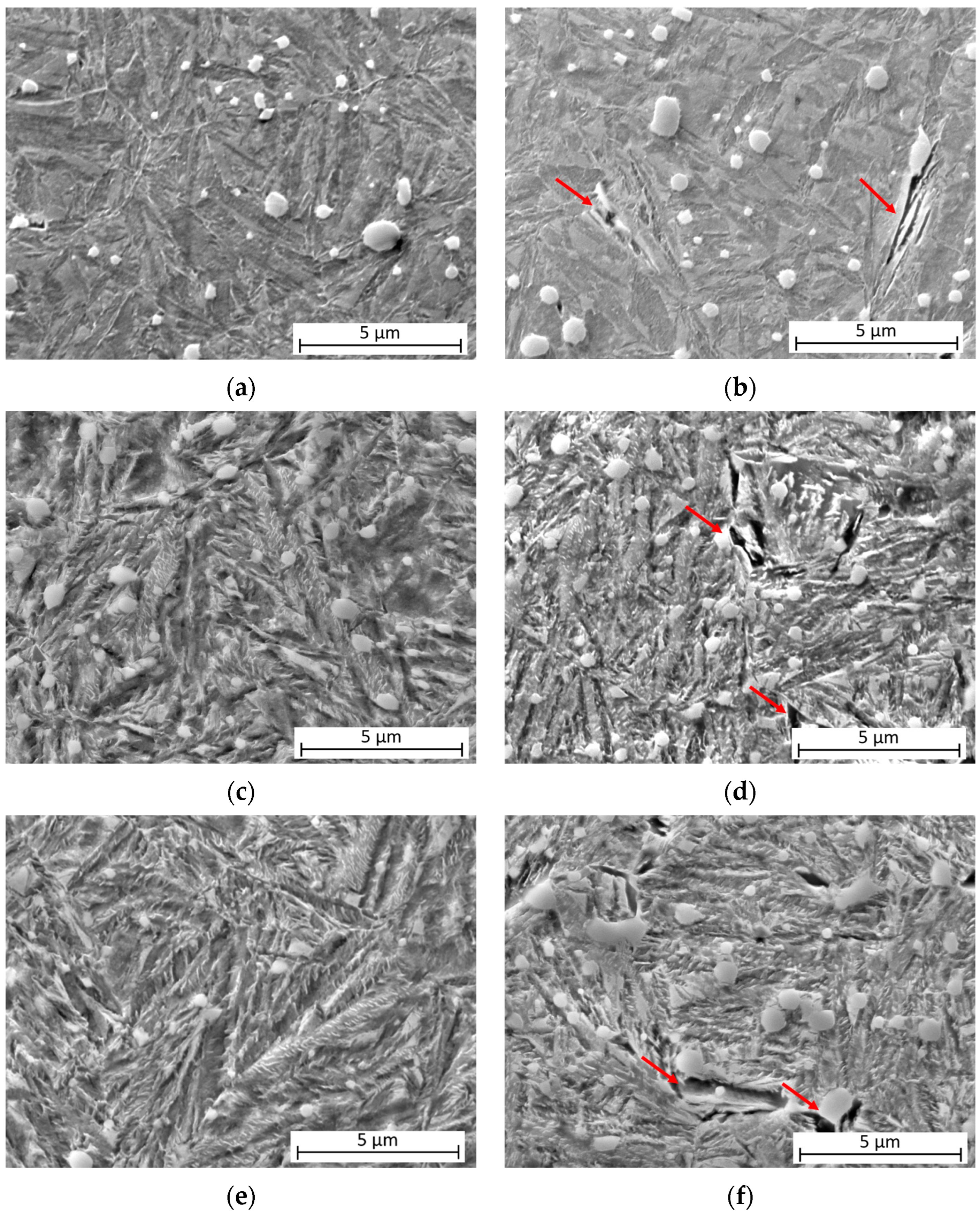
3.4. Trial n.3—Effect of Austenitizing Temperature and Austempering Holding Times
4. Discussion
5. Conclusions
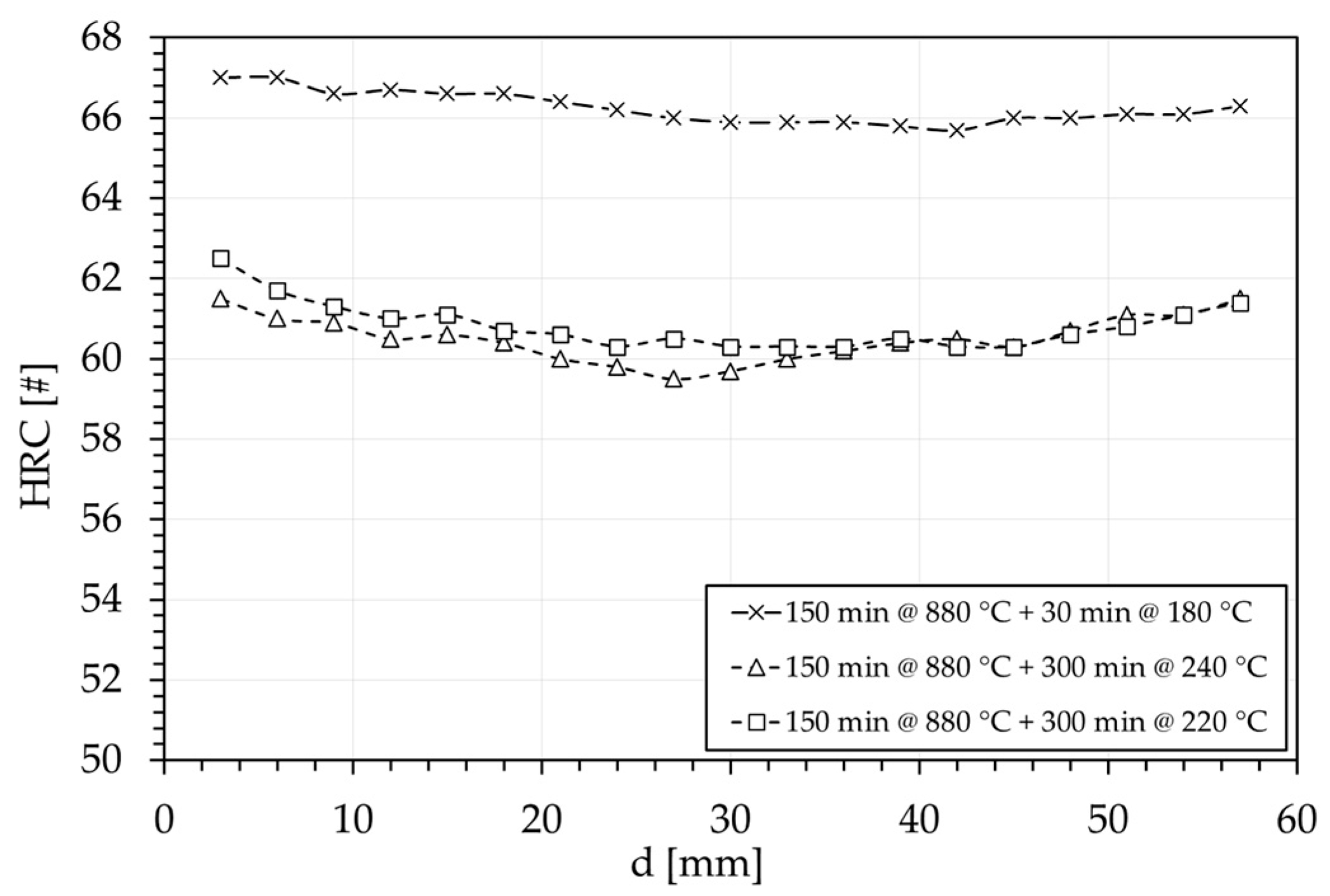
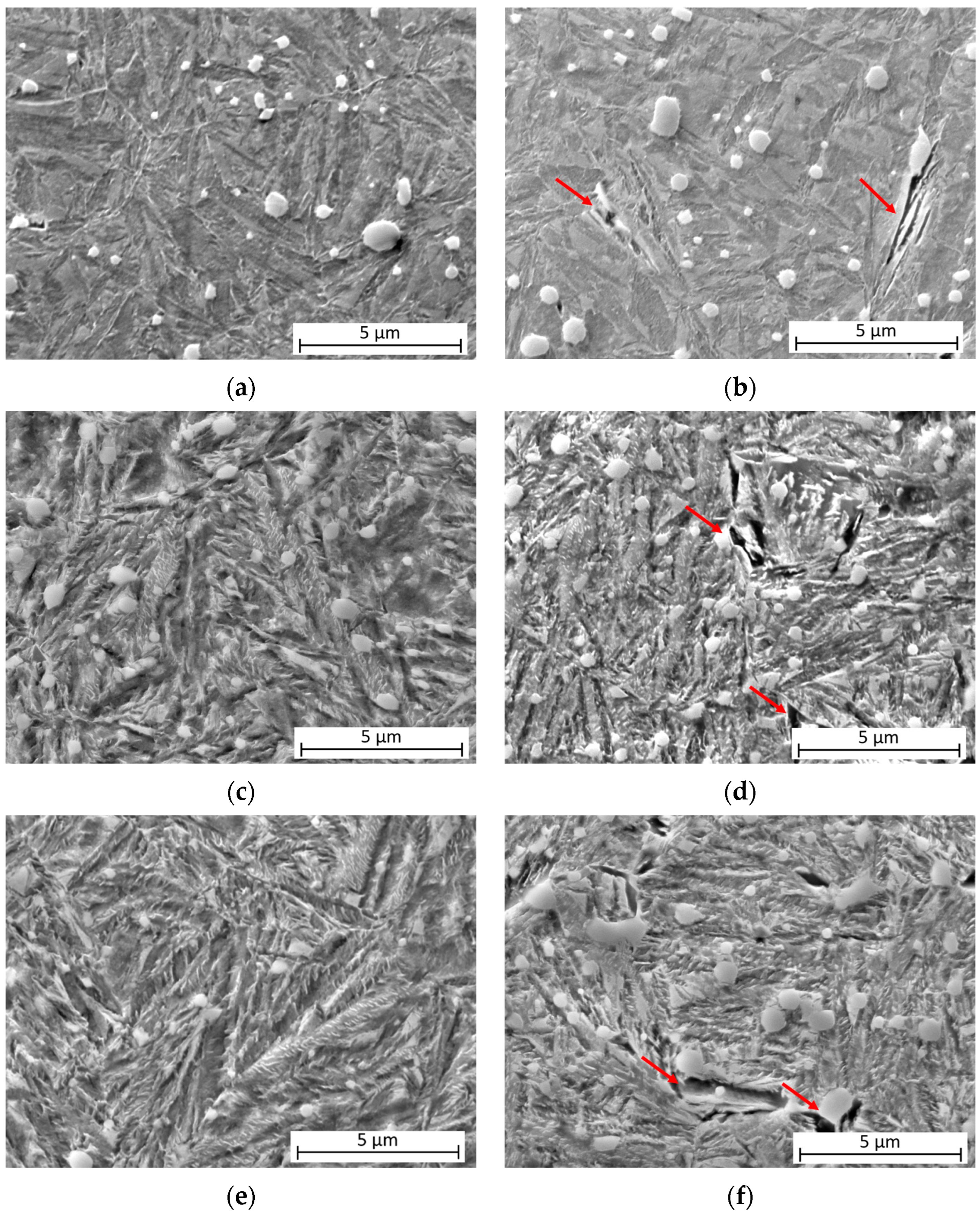
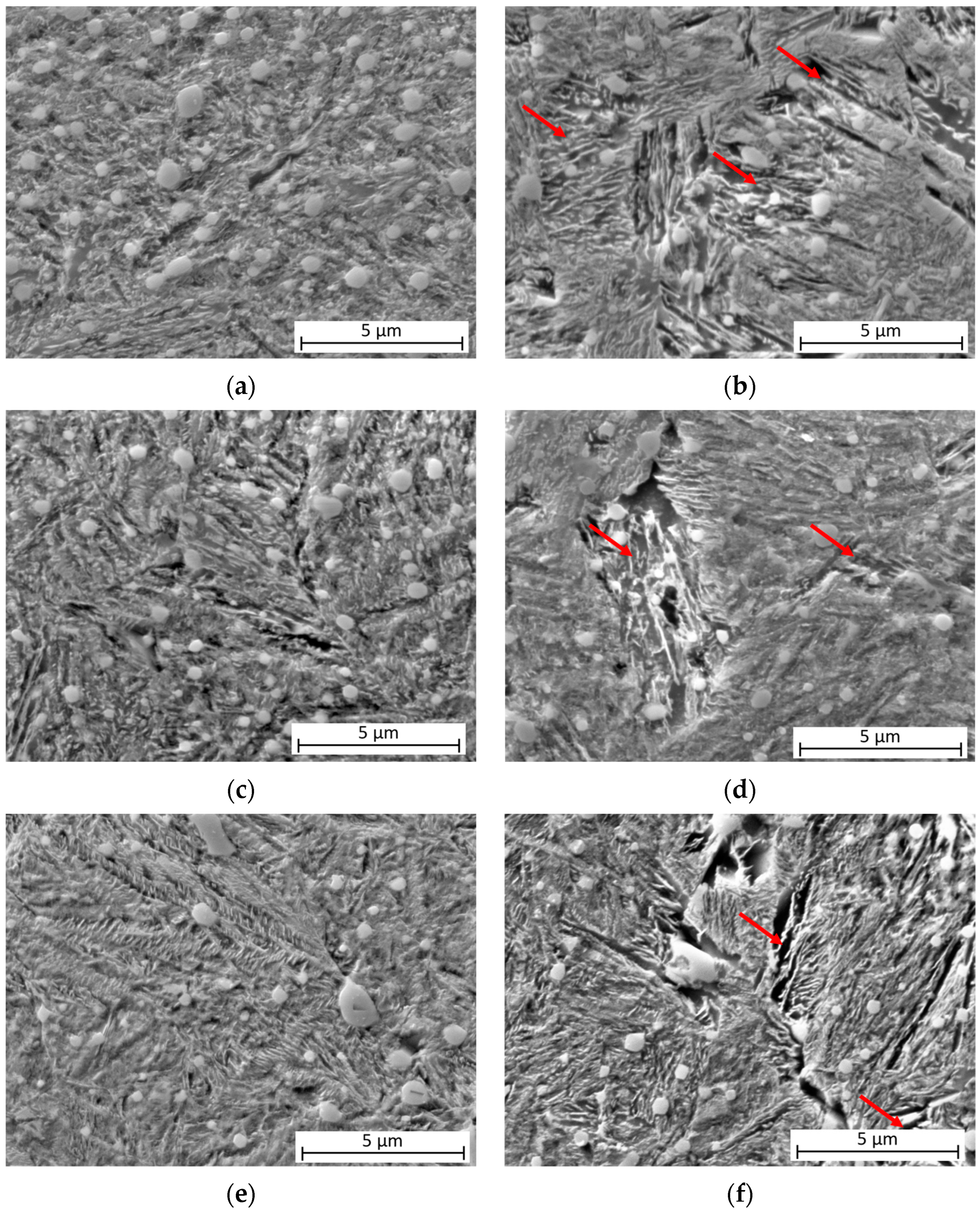
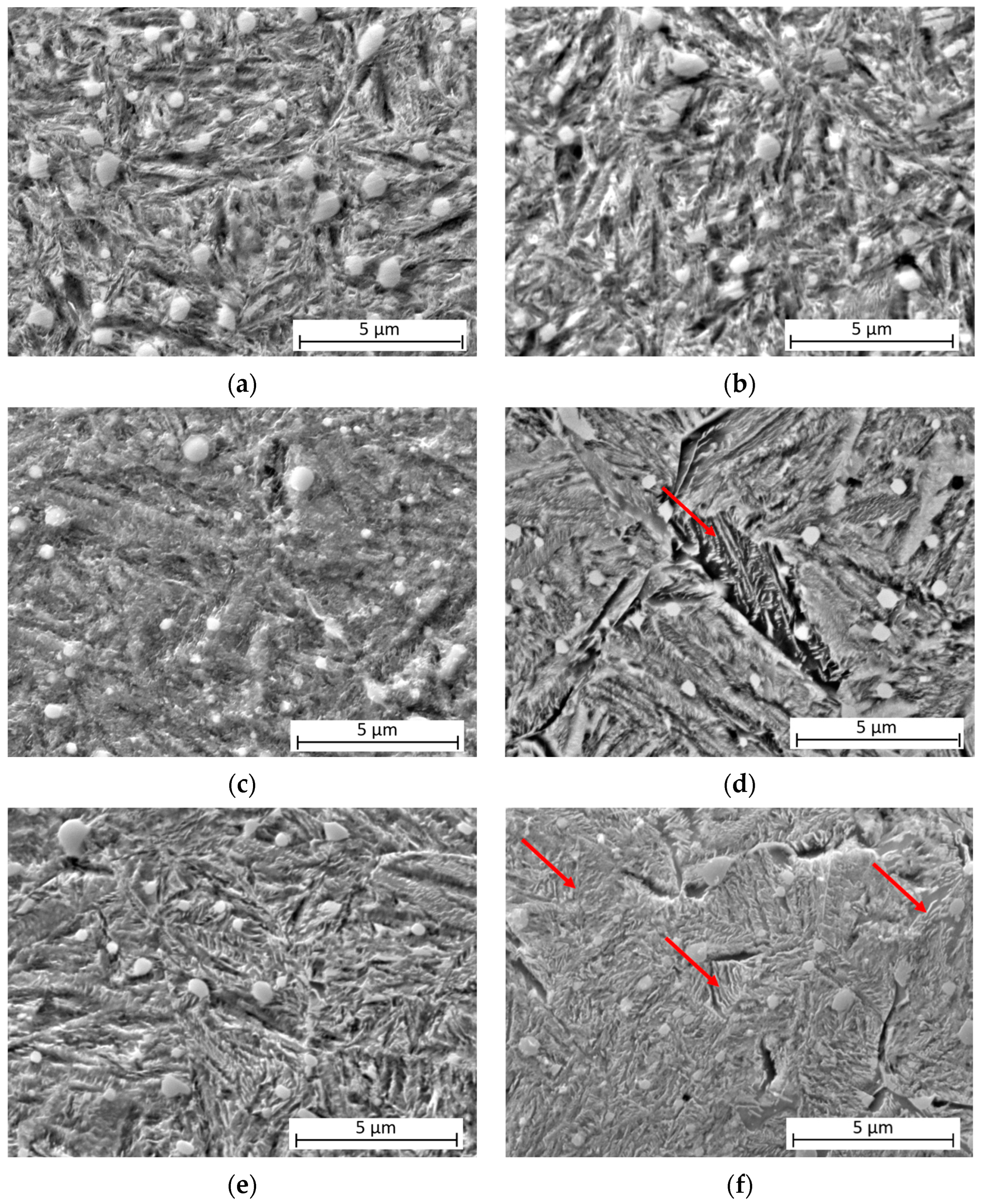
- Martempering led to the highest hardness values, about 66 HRC, and the evolution of hardness along the ring’s height was quite uniform without detectable differences between the center and the surface regions. The obtained microstructure was composed of a mixture of untempered tetragonal martensite, carbides, and RA, whose content was up to 13.1 vol.% in the center before tempering;
- Regardless of the austempering temperature (220 °C vs. 240 °C), a slight decrease in hardness was measured at the center of the rings with respect to the martempering heat-treated condition. Nevertheless, a lower amount of RA (in the range 3.0–4.9 vol.%) was detected in comparison with the martempering;
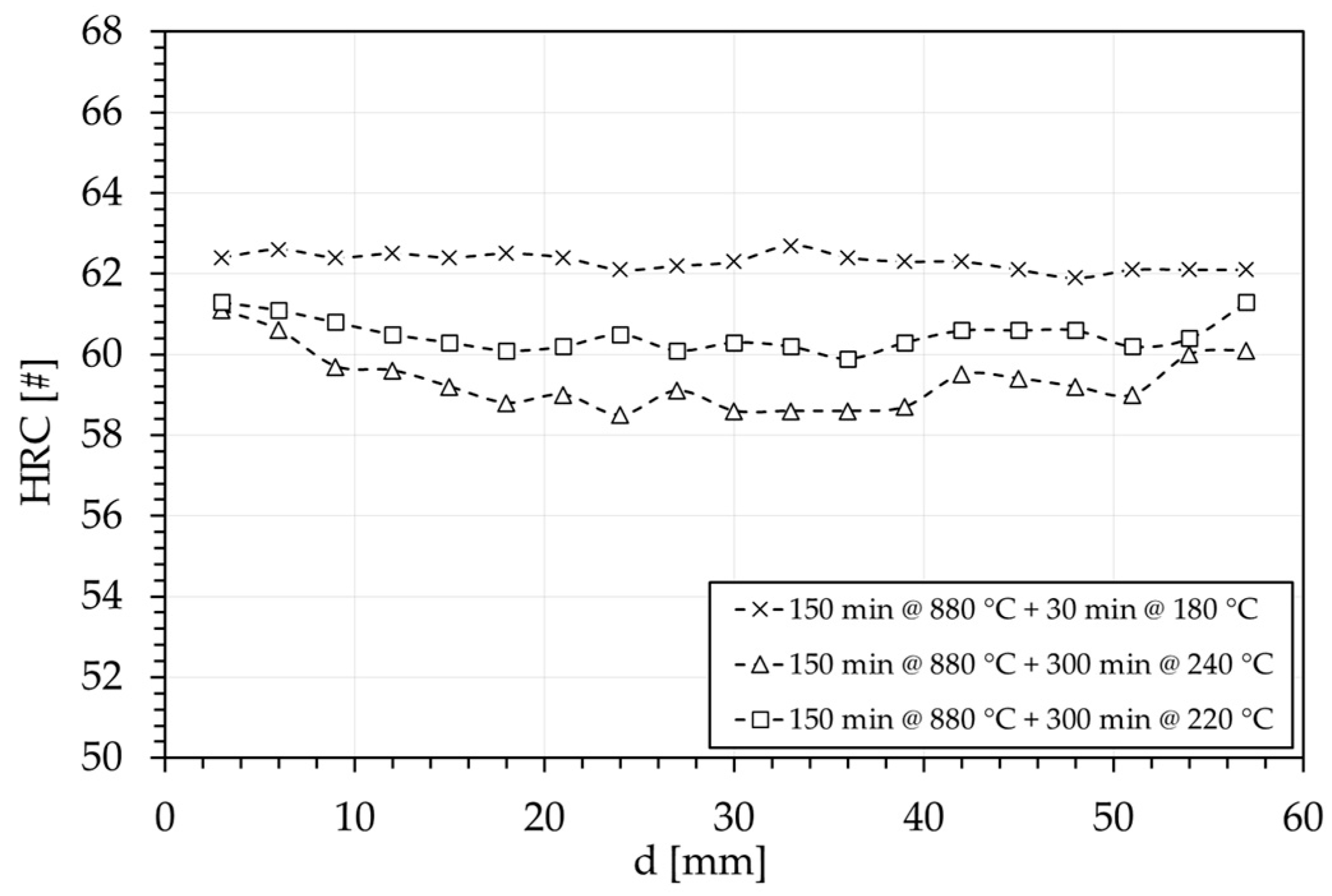
- After tempering, the rings revealed overall HRC values lower than those of the untempered ones; for the martempering, the evolution along the ring’s height was almost constant, whereas, for the austempering routes, a hardness reduction up to about 3 HRC points in the center of the ring was detected;
- For the martempering ring, after tempering, the amount of RA was notably reduced to about 2.0 vol.% in the center and less than 1.0 vol.% at the surface. The austempering routes showed a deeper reduction in RA, to less than 1.0 vol.%, both in the center and at the surface;
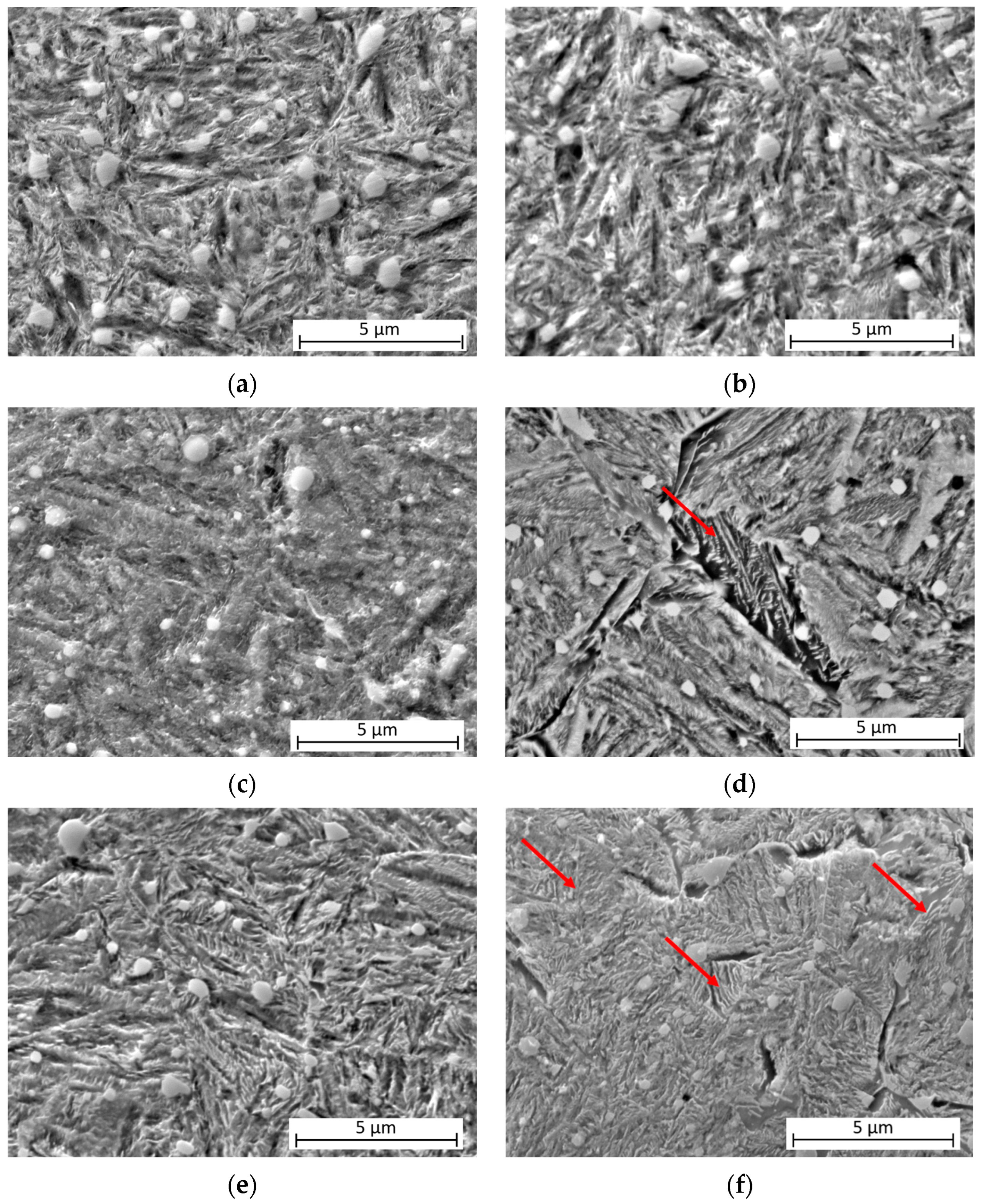
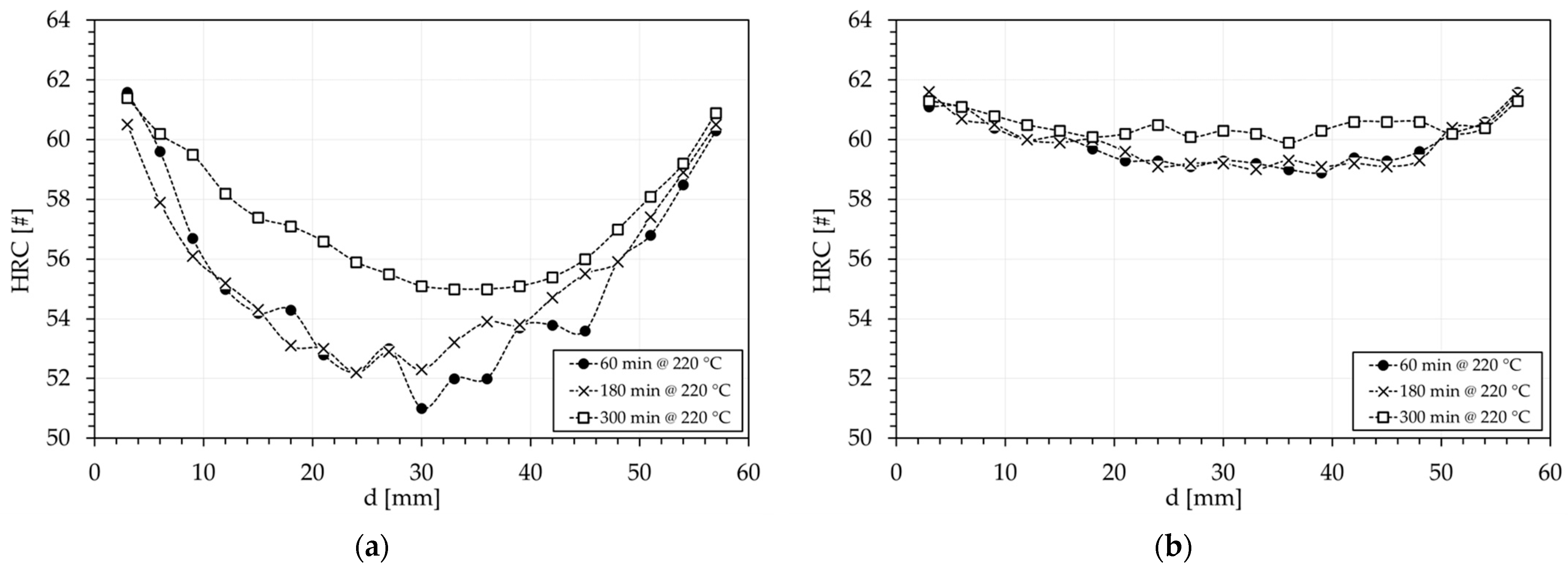
- Regarding the effect of the austenitizing temperature, the HRC evolutions along the ring’s height detected for the 850 °C austenitizing temperature revealed that such a temperature was detrimental to the hardness in the center of the ring, regardless of the holding times. The measured hardness values were lowered down to 16% with respect to the surface for the shorter holding times (60 min). Hence, for the considered large-size rings, the choice of such a low austenitizing temperature seemed ineffective, as also confirmed by the high amount of upper bainite detected in the center of the ring. Conversely, the 880 °C austenitizing temperature was proven to be effective as the high and quite constant values of HRC along the ring’s height;
- Overall, the experimental findings revealed that the role of the cooling rate (surface vs. center of the ring) was more detrimental to the resulting hardness and microstructure rather than the adopted austempering holding time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zaretsky, E.V. Selection of rolling-element bearing steels for long-life applications. In Proceedings of the ASTM Special Technical Publication; ASTM International: West Conshohocken, PA, USA, 1988. [Google Scholar]
- Kumar, N.; Satapathy, R. Bearings in Aerospace, Application, Distress, and Life: A Review. J. Fail. Anal. Prev. 2023, 23, 915–947. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Hewitt, W. Spheroidise annealing of high-carbon steels and its effect on subsequent heat treatment. Heat Treat. Met. 1982, 3, 56–62. [Google Scholar]
- Zaretsky, E.V. Rolling bearing steels—A technical and historical perspective. Mater. Sci. Technol. 2012, 28, 58–69. [Google Scholar] [CrossRef]
- Burrier, H. Bearing Steels. In Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: West Conshohocken, PA, USA, 1990; pp. 380–388. [Google Scholar]
- Yin, H.; Wu, Y.; Liu, D.; Zhang, P.; Zhang, G.; Fu, H. Rolling Contact Fatigue-Related Microstructural Alterations in Bearing Steels: A Brief Review. Metals 2022, 12, 910. [Google Scholar] [CrossRef]
- Su, Y.; Yang, S.; Yu, X.F.; Zhou, C.B.; Liu, Y.B.; Feng, X.C.; Zhao, Q.; Wu, J.D. Effect of Austempering Temperature on Microstructure and Mechanical Properties of M50 Bearing Steel. J. Mater. Res. Technol. 2022, 20, 4576–4584. [Google Scholar] [CrossRef]
- Chakraborty, J.; Bhattacharjee, D.; Manna, I. Austempering of bearing steel for improved mechanical properties. Scr. Mater. 2008, 59, 247–250. [Google Scholar] [CrossRef]
- Krishna, P.V.; Srikant, R.R.; Iqbal, M.; Sriram, N. Effect of Austempering and Martempering on the Properties of AISI 52100 Steel. ISRN Tribol. 2013, 2013, 515484. [Google Scholar] [CrossRef]
- Canale, L.D.C.F.; Vatavuk, J.; Totten, G.E. Martempering of Steels. In Steel Heat Treating Fundamentals and Processes; ASM International: West Conshohocken, PA, USA, 2013; pp. 362–381. [Google Scholar]
- Dossett, J.L. Practical Heat Treating; ASM International: West Conshohocken, PA, USA, 2020; ISBN 978-1-62708-326-3. [Google Scholar]
- Samuel, A.; Prabhu, K.N. Residual Stress and Distortion during Quench Hardening of Steels: A Review. J. Mater. Eng. Perform. 2022, 31, 5161–5188. [Google Scholar] [CrossRef]
- Saxena, A.; Prasad, S.N.; Goswami, S.; Subudhi, J.; Chaudhuri, S.K. Influence of austempering parameters on the microstructure and tensile properties of a medium carbon–manganese steel. Mater. Sci. Eng. A 2006, 431, 53–58. [Google Scholar] [CrossRef]
- You, H.; Yang, M.; Zhang, Y.; Sisson, R.D. Austempering and Bainitic Transformation Kinetics of AISI 52100; ASM International: West Conshohocken, PA, USA, 2021; pp. 203–211. [Google Scholar]
- Kar, R.J.; Horn, R.M.; Zackay, V.F. The effect of heat treatment on microstructure and mechanical properties in 52100 steel. Metall. Trans. A 1979, 10, 1711–1717. [Google Scholar] [CrossRef]
- Clemons, K.; Lorraine, C.; Salgado, G.; Taylor, A.; Ogren, J.; Umin, P.; Es-Said, O.S. Effects of Heat Treatments on Steels for Bearing Applications. J. Mater. Eng. Perform. 2007, 16, 592–596. [Google Scholar] [CrossRef]
- Blass, T.; Dinkel, M.; Trojahn, W. Bearing performance as a function of structure and heat treatment. Mater. Sci. Technol. 2016, 32, 1079–1085. [Google Scholar] [CrossRef]
- Vetters, H.; Dong, J.; Bomas, H.; Hoffmann, F.; Zoch, H.-W. Microstructure and fatigue strength of the roller-bearing steel 100Cr6 (SAE 52100) after two-step bainitisation and combined bainitic–martensitic heat treatment. Int. J. Mater. Res. 2006, 97, 1432–1440. [Google Scholar] [CrossRef]
- Chen, Z.; Gu, J.; Han, L. Decomposition characteristic of austenite retained in GCr15 bearing steel modified by addition of 1.3 wt.% silicon during tempering. J. Mater. Res. Technol. 2019, 8, 157–166. [Google Scholar] [CrossRef]
- Sidoroff, C.; Perez, M.; Dierickx, P.; Girodin, D. Advantages and Shortcomings of Retained Austenite in Bearing Steels: A Review. In Bearing Steel Technologies: 10th Volume, Advances in Steel Technologies for Rolling Bearings; ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–37. [Google Scholar]
- Horák, A.; Slabejová, S.; Krajčoviech, S.; Drbúl, M.; Holubják, J.; Czánová, T. Influence of Retained austenite on Dimensional Characteristics of Bearings Components. Transp. Res. Procedia 2021, 55, 597–604. [Google Scholar] [CrossRef]
- Ostermayer, P.; Allam, T.; Shen, X.; Song, W.; Burkart, K.; Blinn, B.; Clausen, B.; Bleck, W.; Beck, T. Effect of retained austenite on the fatigue behavior of modified bainitic 100Cr6 steels considering local phase transformation. Mater. Sci. Eng. A 2023, 877, 145204. [Google Scholar] [CrossRef]
- Girodin, D.; Ville, F.; Guers, R.; Dudragne, G. Rolling contact fatigue tests to investigate surface initiated damage and tolerance to surface dents. In Proceedings of the ASTM Special Technical Publication; ASTM International: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Anoop, A.; Sekhar, A.; Kamaraj, M.; Gopinath, K. Modelling the mechanical behaviour of heat-treated AISI 52100 bearing steel with retained austenite. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 44–57. [Google Scholar] [CrossRef]
- Carlos, G.-M.; Caballero, F.G. The Role of Retained Austenite on Tensile Properties of Steels with Bainitic Microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]
- Ovako Material Data Sheet—Steel Grade 100CrMo7-3 2023, 8. Available online: https://steelnavigator.ovako.com/material-data-sheets/ (accessed on 15 December 2023).
- UNI EN ISO 683-17:2023; Heat-Treatable Steels, Alloy Steels and Free-Cutting Steels—Part 17: Ball and Roller Bearing Steels. ISO: Geneva, Switzerland, 2023.
- UNI EN ISO 6506-1:2014; Metallic Materials. Brinell Hardness Test Part 1: Test Method. ISO: Geneva, Switzerland, 2014.
- UNI EN ISO 6508-1:2016; Metallic Materials. Rockwell Hardness Test, Part 1: Test Method. ISO: Geneva, Switzerland, 2018.
- ASTM E975-03; Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM: West Conshohocken, PA, USA, 2003.
- Vander Voort, G.F. Revealing Prior-Austenite Grain Boundaries in Heat-Treated Steels. Ind. Heat. 2010, 78, 48–52. [Google Scholar]
- ASTM E-112; Standard Test Method for Determining Average Grain Size. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2001; pp. 243–257.
- Aramburu-Iztueta, A. Microstructural Characterization and Transformation Kintetiks of Austempered Bearing Steels. Ph.D. Thesis, Universidad de Navarra, Pamplona, Spain, 2015. [Google Scholar]
- Müller, M.; Britz, D.; Ulrich, L.; Staudt, T.; Mücklich, F. Classification of Bainitic Structures Using Textural Parameters and Machine Learning Techniques. Metals 2020, 10, 630. [Google Scholar] [CrossRef]
- Kilicli, V.; Kaplan, M. Effect of austempering temperatures on microstructure and mechanical properties of a bearing steel. In Proceedings of the IX International Congress Machines, Technologies, Materials, Varna, Bulgaria, 19–21 September 2012; pp. 34–36. [Google Scholar]
- Fortini, A.; Bocchi, L.; Merlin, M.; Bertarelli, E. Heat treatment of bearing steels: An industrial investigation. Metall. Ital. 2023, 10, 28–36. [Google Scholar] [CrossRef]
- Hetzner, D.W.; Van Geertruyden, W. Crystallography and metallography of carbides in high alloy steels. Mater. Charact. 2008, 59, 825–841. [Google Scholar] [CrossRef]
- Marder, A.R.; Benscoter, A.O. Microcracking in plate martensite of AISI 52100 steel. Metall. Trans. 1970, 1, 3234–3237. [Google Scholar] [CrossRef]
- Pearson, P.K. Size Change of through Hardened Bearing Steels at Application Temperatures. SAE Tech. Pap. 1997, 106, 170–175. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%)—Fe Balance | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Al | Cu | Fe | |
| Average | 0.959 | 0.300 | 0.295 | 0.011 | 0.010 | 1.679 | 0.181 | 0.192 | 0.024 | 0.178 | Bal. |
| St. Dev. | 0.018 | 0.017 | 0.010 | 0.002 | 0.003 | 0.023 | 0.008 | 0.006 | 0.006 | 0.008 | |
| Retained Austenite (vol.%) | ||||
|---|---|---|---|---|
| Austenitizing 850 °C | Austenitizing 880 °C | |||
| Austempering 220 °C for 300 min | Austempering 220 °C for 300 min + tempering | Austempering 220 °C for 300 min | Austempering 220 °C for 300 min + tempering | |
| Upper surface | 1.9–2.3 | <1.0 | 3.0–4.8 | <1.0 |
| Central region | 2.5–2.8 | <1.0 | 3.1–4.8 | <1.0 |
| Austempering 240 °C for 300 min | Austempering 240 °C for 300 min + tempering | |||
| Upper surface | <1.0 | <1.0 | ||
| Central region | <1.0 | <1.0 | ||
| Martempering 180 °C for 30 min | Martempering 180 °C for 30 min + tempering | |||
| Upper surface | 5.1–6.4 | <1 | ||
| Central region | 11.2–13.1 | 1.9–2.1 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fortini, A.; Bertarelli, E.; Cassola, M.; Merlin, M. An Industrial-Scale Study of the Hardness and Microstructural Effects of Isothermal Heat Treatment Parameters on EN 100CrMo7 Bearing Steel. Appl. Sci. 2024, 14, 737. https://doi.org/10.3390/app14020737
Fortini A, Bertarelli E, Cassola M, Merlin M. An Industrial-Scale Study of the Hardness and Microstructural Effects of Isothermal Heat Treatment Parameters on EN 100CrMo7 Bearing Steel. Applied Sciences. 2024; 14(2):737. https://doi.org/10.3390/app14020737
Chicago/Turabian StyleFortini, Annalisa, Emanuele Bertarelli, Manuel Cassola, and Mattia Merlin. 2024. "An Industrial-Scale Study of the Hardness and Microstructural Effects of Isothermal Heat Treatment Parameters on EN 100CrMo7 Bearing Steel" Applied Sciences 14, no. 2: 737. https://doi.org/10.3390/app14020737
APA StyleFortini, A., Bertarelli, E., Cassola, M., & Merlin, M. (2024). An Industrial-Scale Study of the Hardness and Microstructural Effects of Isothermal Heat Treatment Parameters on EN 100CrMo7 Bearing Steel. Applied Sciences, 14(2), 737. https://doi.org/10.3390/app14020737